JP4621133B2 - 伸線性に優れた高炭素鋼線材およびその製法 - Google Patents
伸線性に優れた高炭素鋼線材およびその製法 Download PDFInfo
- Publication number
- JP4621133B2 JP4621133B2 JP2005368733A JP2005368733A JP4621133B2 JP 4621133 B2 JP4621133 B2 JP 4621133B2 JP 2005368733 A JP2005368733 A JP 2005368733A JP 2005368733 A JP2005368733 A JP 2005368733A JP 4621133 B2 JP4621133 B2 JP 4621133B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel wire
- temperature
- grain size
- high carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Heat Treatment Of Steel (AREA)
Description
TS≦1240×Wc0.52……(1)
第1の製法は、上記成分組成要件を満たす鋼からなり、730〜1050℃に加熱された鋼線材を、15℃/秒以上の平均冷却速度で470〜640℃の温度(T1)まで冷却した後、該温度(T1)よりも高温である550〜720℃の温度(T2)まで3℃/秒以上の平均昇温速度で加熱するところに要旨を有し、
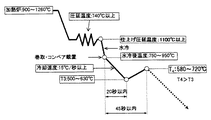
第2の製法は、上記成分組成要件を満たす鋼材を900〜1260℃に加熱し、740℃以上の温度で熱間圧延すると共に1100℃以下の温度で仕上げ圧延した後、750〜950℃の温度域まで水冷して搬送装置上に巻取り、その後、15℃/秒以上の平均冷却速度で冷却することにより、巻取り終了から20秒以内に鋼材温度の極小値(T3)を500〜630℃まで降下させてから加熱し、巻取り終了から45秒以内に鋼材温度の極大値(T4)を上記極小値(T3)よりも高温である580〜720℃に高めるところに要旨を有している。
鉄鋼材料の強度に影響する元素であり、本発明の対象とするスチールコード、ビードワイヤ、PC鋼線などに必要とされる強度を確保するには、0.6%以上の添加を必要とする。C含量を多くすると強度は増大するが、多過ぎると延性が劣化するので上限を1.1%とした。
高度に伸線加工される鋼材では特に脱酸を目的として添加され、0.1%以上の添加が必要である。また、Siは鋼材の強化にも寄与するため必要に応じて増量するが、過度の添加は固溶強化を増大させると共に脱炭を促進させるので注意すべきであり、本発明では低強度化と脱炭防止の観点から上限を2.0%と定めた。より好ましいSi含量は0.15%以上、1.8%以下である。
脱酸および、有害元素であるSをMnSとして固定し無害化させる目的で0.1%以上の添加を必要とする。またMnは、鋼中の炭化物を安定化させる作用も有しているが、多過ぎると偏析や過冷組織が生じて伸線性を劣化させるので、1.0%以下に抑えねばならない。より好ましいMn含量は0.15%以上、0.9%以下である。
Pは伸線加工性に特に有害な元素であり、多過ぎると鋼材の靭延性が劣化するので、本発明では上限を0.020%と定めた。好ましくは0.015%以下、更に好ましくは0.010%以下である。
有害元素であるが、前述した如くMn添加によりMnSとして固定できる。しかしS含量が多くなると、MnSの量とサイズが増大し延性が劣化するので、本発明では、上限を0.020%と定めた。より好ましくは0.015%以下、更に好ましくは0.010%以下である。
時効硬化によって強度上昇に寄与するが、延性を劣化させるため、本発明では上限を0.006%と定めた。好ましくは0.004%以下、更に好ましくは0.003%以下である。
Alは脱酸剤として有効であり、しかもNと結合してAlNを形成することで金属組織の微細化にも寄与する。しかしAl含量が多過ぎると粗大酸化物が生成し、伸線性を劣化させるので、本発明では上限を0.03%と定めた。より好ましくは0.01%以下、更に好ましくは0.005%以下である。
鋼中の酸素量が多くなると粗大酸化物が形成され易くなって伸線性が劣化するので、本発明では上限を0.003%と定めた。好ましくは0.002%以下、更に好ましくは0.0015%以下である。
鋼材の高強度化に有効な元素であるが、過度に添加すると過冷組織が形成し易くなって伸線性を劣化させるので、添加するにしても1.5%以下に抑えねばならない。
表層部の脱炭を抑制する作用を有する他、耐食性を高める作用も有しているので、必要に応じて添加することができる。しかし過度に添加すると、熱間加工時に割れを発生し易くなるばかりでなく、過冷組織の形成により伸線性にも悪影響を及ぼすので、本発明では上限を1.0%と定めた。
上記Cuと同様に表層部の脱炭抑制と耐食性の向上に有効であることから、必要に応じて添加される。しかし、過度に添加すると過冷組織の形成によって伸線性を劣化させるので、1.0%以下に抑えねばならない。
Mgは酸化物を軟質化する作用を有しているので、必要に応じて添加することができる。しかし、過度に添加すると酸化物の性質が変化して伸線性を劣化させるので、多くとも5ppm以下、好ましくは2ppm以下に抑えるのがよい。
Caにも酸化物を軟質化する作用があり、必要に応じて添加してもよい。しかし、過度に添加すると酸化物の性質が変化して伸線性を劣化させるので、5ppm以下に抑えるべきであり、より好ましくは2ppm以下に抑えるのがよい。
REMにも酸化物を軟質化する作用があり、必要に応じて添加してもよい。しかし過度に添加すると、上記MgやCaなどと同様に酸化物の性質が変化して伸線性を劣化させるので、上限を1.5ppmとした。より好ましくは0.5ppm以下である。
表1に示す化学組成を有する直径5.5mmの熱間圧延鋼線材を作製した。なお、表1中のREMは、La,Ce,PrおよびNdの合計量である。得られた各熱間圧延鋼線材を、図1および表2,3に示す条件で大気炉加熱し、鉛炉へ連続的に装入して熱処理することにより、種々の鋼線材を得た。なお本実験例では大気炉と鉛炉を用いて熱処理した例を示したが、本発明はもとよりこれらの設備の使用に限定されるものではなく、他の加熱炉や保持炉を使用することも勿論可能である。

熱間圧延のままで伸線性を向上させるため、下記表5に示す鋼種を用いて検討を行った。表5に示した鋼種は、B4を除いて、全て本発明で定める成分組成の要件を満足している。表5中のREMは、La,Ce,PrおよびNdの合計含量である。
Claims (9)
- 質量%で、C:0.6〜1.1%、Si:0.1〜2.0%、Mn:0.1〜1.0%、P:0.020%以下、S:0.020%以下、N:0.006%以下、Al:0.03%以下、O:0.0030%以下を満たし、更に、Mg:5ppm以下(0ppmを含まない)、Ca:5ppm以下(0ppmを含まない)、REM:1.5ppm以下(0ppmを含まない)から選ばれる少なくとも1種の元素を含み、残部がFeおよび不可避不純物からなり、金属組織のbcc−Fe結晶粒において、平均結晶粒径(Dave)が20μm以下で、最大結晶粒径(Dmax)が120μm以下であることを特徴とする伸線性に優れた高炭素鋼線材。
- 前記金属組織のbcc−Fe結晶粒において、粒径が80μm以上であるものの占める面積率が40%以下である請求項1に記載の高炭素鋼線材。
- 前記金属組織のbcc−Fe結晶粒において、平均亜結晶粒径(dave)が10μm以下で、最大亜結晶粒径(dmax)が50μm以下である請求項1または2に記載の高炭素鋼線材。
- 前記金属組織のbcc−Fe結晶粒において、平均結晶粒径(Dave)と平均亜結晶粒径(dave)の比(Dave/dave)が4.5以下である請求項1〜3のいずれかに記載の高炭素鋼線材。
- 鋼線材の引張強度をTS、当該鋼線材中のC濃度をWcとしたとき、それらが下記式(1)の関係を満たすものである請求項1〜4のいずれかに記載の高炭素鋼線材。
TS≦1240×Wc0.52……(1) - 鋼が更に他の元素として、Cr:1.5%以下(0%を含まない)、Cu:1.0%以下(0%を含まない)、Ni:1.0%以下(0%を含まない)から選ばれる少なくとも1種の元素を含むものである請求項1〜5のいずれかに記載の高炭素鋼線材。
- 表層のトータル脱炭量(Dm-T)が100μm以下であり、且つスケール付着量が0.15〜0.85質量%である請求項1〜6のいずれかに記載の高炭素鋼線材。
- 請求項1〜7のいずれかに記載の伸線性に優れた高炭素鋼線材の製法であって、
前記請求項1または6に規定される成分組成の鋼からなり、730〜1050℃に加熱された鋼線材を、15℃/秒以上の平均冷却速度で470〜640℃の温度(T1)まで冷却した後、該温度(T1)よりも高温である550〜720℃の温度(T2)まで3℃/秒以上の平均昇温速度で加熱することを特徴とする、伸線性に優れた高炭素鋼線材の製法。 - 請求項1〜7のいずれかに記載の伸線性に優れた高炭素鋼線材の製法であって、
前記請求項1または6に規定される成分組成の鋼材を900〜1260℃に加熱し、740℃以上の温度で熱間圧延すると共に1100℃以下の温度で仕上げ圧延した後、750〜950℃の温度域まで水冷して搬送装置上に巻取り、その後、15℃/秒以上の平均冷却速度で冷却することにより、巻取り終了から20秒以内に鋼材温度の極小値(T3)を500〜630℃まで降下させてから加熱し、巻取り終了から45秒以内に鋼材温度の極大値(T4)を上記極小値(T3)よりも高温である580〜720℃に高めることを特徴とする、伸線性に優れた高炭素鋼線材の製法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005368733A JP4621133B2 (ja) | 2004-12-22 | 2005-12-21 | 伸線性に優れた高炭素鋼線材およびその製法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004371901 | 2004-12-22 | ||
| JP2005368733A JP4621133B2 (ja) | 2004-12-22 | 2005-12-21 | 伸線性に優れた高炭素鋼線材およびその製法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006200039A JP2006200039A (ja) | 2006-08-03 |
| JP2006200039A5 JP2006200039A5 (ja) | 2008-08-21 |
| JP4621133B2 true JP4621133B2 (ja) | 2011-01-26 |
Family
ID=36958292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005368733A Expired - Fee Related JP4621133B2 (ja) | 2004-12-22 | 2005-12-21 | 伸線性に優れた高炭素鋼線材およびその製法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4621133B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5241178B2 (ja) * | 2007-09-05 | 2013-07-17 | 株式会社神戸製鋼所 | 伸線加工性に優れた線材およびその製造方法 |
| JP5121360B2 (ja) * | 2007-09-10 | 2013-01-16 | 株式会社神戸製鋼所 | 耐脱炭性および伸線加工性に優れたばね用鋼線材およびその製造方法 |
| JP5179331B2 (ja) * | 2008-12-02 | 2013-04-10 | 株式会社神戸製鋼所 | 伸線加工性およびメカニカルデスケーリング性に優れた熱間圧延線材およびその製造方法 |
| JP5291568B2 (ja) * | 2009-08-06 | 2013-09-18 | 株式会社神戸製鋼所 | 鋼板成形品の耐遅れ破壊性の評価方法 |
| JP5701634B2 (ja) * | 2011-02-09 | 2015-04-15 | 株式会社ブリヂストン | ゴム物品補強用ワイヤ及びその製造方法 |
| EP2806045B1 (en) | 2012-01-20 | 2018-04-25 | Nippon Steel & Sumitomo Metal Corporation | Rolled wire rod, and method for producing same |
| US10174399B2 (en) | 2013-06-24 | 2019-01-08 | Nippon Steel & Sumitomo Metal Corporation | High carbon steel wire rod and method for manufacturing same |
| KR101913048B1 (ko) | 2014-08-08 | 2018-10-29 | 신닛테츠스미킨 카부시키카이샤 | 신선 가공성이 우수한 고탄소강 선재 |
| SG11201702762WA (en) | 2014-10-20 | 2017-06-29 | Nippon Steel & Sumitomo Metal Corp | Steel wire rod for bearings having excellent drawability and coil formability after drawing |
| US20180087125A1 (en) * | 2015-03-30 | 2018-03-29 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | High-carbon steel wire material with excellent wire drawability, and steel wire |
| JP6776073B2 (ja) * | 2016-09-14 | 2020-10-28 | 株式会社東郷製作所 | ばね及びばね材料 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000119808A (ja) * | 1998-10-13 | 2000-04-25 | Kobe Steel Ltd | 迅速球状化可能で冷間鍛造性の優れた鋼線材およびその製造方法 |
| JP2000256792A (ja) * | 1999-03-04 | 2000-09-19 | Nippon Steel Corp | 高強度高延性極細鋼線及び撚り線並びにその製造方法 |
| JP2004137597A (ja) * | 2002-09-26 | 2004-05-13 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| JP2004300497A (ja) * | 2003-03-31 | 2004-10-28 | Kobe Steel Ltd | 伸線加工性に優れた線状または棒状鋼、及びその製造方法、並びに軸受部品 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08295994A (ja) * | 1995-04-21 | 1996-11-12 | Nippon Steel Corp | デスケーリング用線材 |
| JP3550924B2 (ja) * | 1996-12-20 | 2004-08-04 | Jfeスチール株式会社 | 高炭素鋼線材の製造方法および同線材 |
-
2005
- 2005-12-21 JP JP2005368733A patent/JP4621133B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000119808A (ja) * | 1998-10-13 | 2000-04-25 | Kobe Steel Ltd | 迅速球状化可能で冷間鍛造性の優れた鋼線材およびその製造方法 |
| JP2000256792A (ja) * | 1999-03-04 | 2000-09-19 | Nippon Steel Corp | 高強度高延性極細鋼線及び撚り線並びにその製造方法 |
| JP2004137597A (ja) * | 2002-09-26 | 2004-05-13 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 |
| JP2004300497A (ja) * | 2003-03-31 | 2004-10-28 | Kobe Steel Ltd | 伸線加工性に優れた線状または棒状鋼、及びその製造方法、並びに軸受部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006200039A (ja) | 2006-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4621133B2 (ja) | 伸線性に優れた高炭素鋼線材およびその製法 | |
| KR100709846B1 (ko) | 신선 가공성이 우수한 고탄소강 선재 및 그의 제조방법 | |
| KR100651302B1 (ko) | 신선 가공성이 우수한 고탄소강 선재 및 그의 제조방법 | |
| JP5092749B2 (ja) | 高延性の高炭素鋼線材 | |
| JP5154694B2 (ja) | 加工性に優れた高炭素鋼線材 | |
| JP5179331B2 (ja) | 伸線加工性およびメカニカルデスケーリング性に優れた熱間圧延線材およびその製造方法 | |
| WO2009119359A1 (ja) | 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 | |
| JP2007327084A (ja) | 伸線加工性に優れた線材およびその製造方法 | |
| JP2003082437A (ja) | 耐ひずみ時効脆化特性および耐縦割れ性に優れる高強度鋼線およびその製造方法 | |
| EP3366802A1 (en) | Steel wire for wire drawing | |
| JP5201009B2 (ja) | 高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法 | |
| JP4375149B2 (ja) | 高強度低合金鋼線材 | |
| JP5329272B2 (ja) | ばね鋼 | |
| JP4008320B2 (ja) | 軸受用圧延線材および伸線材 | |
| JP5796781B2 (ja) | ばね加工性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね | |
| JP3681712B2 (ja) | 伸線性に優れた高炭素鋼線材およびその製造方法 | |
| JP4016894B2 (ja) | 鋼線材及び鋼線の製造方法 | |
| JP2004149816A (ja) | 伸線前の熱処理が省略可能な伸線加工性に優れた熱間圧延線材 | |
| JP2008081823A (ja) | ファインブランキング加工性に優れた鋼板およびその製造方法 | |
| JP2000309849A (ja) | 鋼線材、鋼線及びその製造方法 | |
| JP3434080B2 (ja) | デスケーリング用線材 | |
| JP7334868B2 (ja) | 鋼製部品 | |
| JP3434079B2 (ja) | デスケーリング用線材 | |
| JP3434081B2 (ja) | デスケーリング用線材 | |
| JP2000045047A (ja) | 耐縦割れ性および伸線性に優れた高炭素鋼線用熱間圧延線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080703 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080703 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100907 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100916 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101012 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101029 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131105 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4621133 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |