JP4596622B2 - セラミックヒーターとこれを用いたウエハ加熱装置 - Google Patents
セラミックヒーターとこれを用いたウエハ加熱装置 Download PDFInfo
- Publication number
- JP4596622B2 JP4596622B2 JP2000301418A JP2000301418A JP4596622B2 JP 4596622 B2 JP4596622 B2 JP 4596622B2 JP 2000301418 A JP2000301418 A JP 2000301418A JP 2000301418 A JP2000301418 A JP 2000301418A JP 4596622 B2 JP4596622 B2 JP 4596622B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- plate
- wafer
- heating resistor
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Surface Heating Bodies (AREA)
- Resistance Heating (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Description
【発明の属する技術分野】
本発明は、主にウエハを加熱するのに用いるウエハ加熱装置及びこれに用いるセラミックヒーターに関するものであり、例えば、半導体ウエハや液晶基板あるいは回路基板等のウエハ上に半導体薄膜を生成したり、前記ウエハ上に塗布されたレジスト液を乾燥焼き付けしてレジスト膜を形成したりするのに好適なウエハ加熱装置に関する。
【0002】
【従来の技術】
例えば、半導体製造装置の製造工程における、半導体薄膜の成膜処理、エッチング処理、レジスト膜の焼き付け処理等においては、半導体ウエハ(以下、ウエハと略す)を加熱するためにウエハ加熱装置が用いられている。
【0003】
従来の半導体製造装置は、まとめて複数のウエハを成膜処理するバッチ式のものが使用されていたが、ウエハの大きさが8インチから12インチと大型化するにつれ、処理精度を高めるために、一枚ずつ処理する枚葉式と呼ばれる手法が近年実施されている。しかしながら、枚葉式にすると1回当たりの処理数が減少するため、ウエハの処理時間の短縮が必要とされている。このため、ウエハ支持部材に対して、ウエハの加熱時間の短縮、ウエハの吸着・脱着の迅速化と同時に加熱温度精度の向上が要求されていた。
【0004】
上記のようなウエハ加熱装置の例として、例えば特開平11−40330号公報に「窒化物セラミックスまたは炭化物セラミックスからなる板状体の表面に、金属粒子を焼結して形成した発熱体を設けてなることを特徴とするヒーター」が示されている。
【0005】
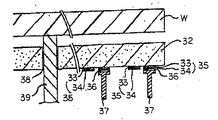
このセラミックヒーターは、ウエハ表面に形成された感光性樹脂を乾燥させるためのヒーターである。この構造を図4を用いて説明すると、セラミックスからなる均熱板32の表面に金、銀、白金、パラジウム、鉛、タングステン、ニッケルから選ばれる1種以上の金属粒子を焼結させた金属粒子焼結体33とAu、Ag、Pd、Pt、Niから選ばれる少なくとも1種以上の金属からなる金属被覆層34からなる発熱抵抗体35が形成されている。また、金属粒子焼結体34には、窒化物セラミックスおよび炭化物セラミックスに前記金属粒子を密着させるために金属酸化物を含ませることが示されている。また、導通端子37がハンダ36により発熱抵抗体35に固定されている。そして、ウエハWはリフトピン39により均熱板32と離間して設置されることが示されている。
【0006】
窒化アルミニウム質セラミックスと炭化珪素質セラミックスは、両者とも熱伝導率が高いので均熱性を必要とする半導体ウエハ加熱装置用の均熱板32の材料としては好適であるが、感光性樹脂からなる膜をウエハWの上に形成し乾燥させる工程に使用される均熱板32の材料としては、炭化珪素質セラミックスの方が優れている。これは、窒化アルミニウム質セラミックスの場合、窒化アルミニウムが空気中の水分と反応してアンモニアガスを発生させ、これが感光性樹脂に悪影響を与えるからである。そこで、感光性樹脂の乾燥工程に使用される均熱板32としては、炭化珪素質セラミックスの方が有用である。
【0007】
炭化珪素質セラミックスを基板とする場合、ウエハWを加熱するための発熱抵抗体部分を炭化珪素質セラミックス上に形成するためには、その接合強度の問題から炭化珪素質セラミックスを1000℃〜1600℃程度で1時間から5時間程度酸化させて炭化珪素質セラミックス上にSiO2膜を一旦形成し、更にガラスからなる絶縁層を形成させて、その絶縁層の上にガラスと導電種としてPt、Auの混合物からなる発熱抵抗体を形成する方が好ましい。
【0008】
【発明が解決しようとする課題】
しかしながら、この発熱抵抗体の寿命は、50℃〜350℃の繰り返し耐久試験において1000サイクル程度で冷却ガスの当たっている発熱抵抗体部に剥がれが発生して抵抗値が上昇し、早いものは2000サイクル程度において断線してしまうという耐久寿命の問題があった。
【0009】
【課題を解決するための手段】
本発明者等は、上記の課題について鋭意検討した結果、セラミックスからなる板状体の少なくとも一方の主面に発熱抵抗体を備え、さらに該発熱抵抗体の表面にZn 2 SiO 4 の結晶相を含有するガラス質のコ−ト層を備え、該コート層の明度L * を40以上とすることにより、上記課題が解決できることを見出した。
【0011】
【発明の実施の形態】
以下、本発明の実施の形態について説明する。
【0012】
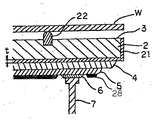
図1は本発明のセラミックヒーターを有するウエハ加熱装置の一例を示す断面図であり、炭化珪素質セラミックスの板状体2からなる均熱板の一方の主面を、ウエハWを載せる載置面3とするとともに、他方の主面に形成されたSiO2からなる酸化膜21の上にガラスからなる絶縁層4を介して発熱抵抗体5さらには発熱抵抗体5上にコート層28を形成し前記発熱抵抗体5には電気的に接続する給電部6を備えてセラミックヒーターを構成したものである。
【0013】
図2を用いて、さらに本発明のセラミックヒーターの構造を、炭化珪素質セラミックスの例を使って詳細に説明する。板状体2のウエハ載置面3を除く表面には、酸化雰囲気中で熱処理することにより生成したSiO2からなる酸化膜21が形成されている。そして、この酸化膜21の上にガラスからなる絶縁層4が形成され、さらにその上に、Au、Ag、Pd、Pt、Rh、Irのうち一種以上と結晶化ガラスを含有する発熱抵抗体5が形成され、さらに発熱抵抗体5上にZn 2 SiO 4 の結晶相を含有するコート層28を形成する。また発熱抵抗体5には給電部6が形成されてセラミックヒーターが構成されている。このセラミックヒーターを支持体11に接合し、上記給電部6に導通端子7を押圧して接続することによりウエハ加熱装置を構成している。また、ウエハWは、支持ピン22により載置面3から離間して保持される。これにより、ウエハWが板状体2に片当たりして温度分布が悪くなるといった問題を防止している。
【0014】
なお、酸化膜21は、板状体2の材質が窒化アルミニウムである場合は、Al2O3からなる酸化膜21となる。
【0015】
前記コート層28は結晶化ガラスからなり、その少なくとも一部にZn 2 SiO 4 の結晶相を含有している。
【0016】
コート層28は、冷却ガスが発熱抵抗体5に直接吹き付けられることを防ぐとともに、これらの結晶相はガラス層を細かいブロックに細分化することになるので、グリフィスフローによるクラックの成長を防止しガラス自体の強度を向上させることができる。この結果、コート層28のないものでは2000サイクル程度で50℃〜350℃の繰り返し耐久試験で断線していた発熱抵抗体5の寿命を20000サイクルまで延ばすことができるようになる。また、結晶相を包含するガラス相は、Pb、B、Bi、Sb等を適宜含有させることにより焼き付け温度を低減させることが可能となる。
【0017】
ガラスを結晶化させる方法としては、例えば一旦ガラス層を溶融生成させた後、該ガラス層を結晶核生成温度付近で一旦1時間程度保持させ、結晶核を十分生成させたのち、結晶生成温度まで昇温させてガラスを結晶化させる方法がある。
【0018】
結晶化により生成する結晶の量を測定することは難しいが、本発明者等はガラスの明度L * を測定することにより、結晶化の度合いを間接的に測定できることを見出した。この結果、少なくともガラスの透明感がなくなる程度、すなわち明度L * を40以上とすれば、良好な結晶化を達成できることを見出した。
【0019】
なお、コート層28の明度L*の測定は、JIS Z 8729(L*a*b*表色系)に基づき、分光分析計にて明度L*を測定する。
【0020】
生成してくる結晶層が針状結晶であれば、繊維強化によりコート層28の強度を向上させ、クラックの発生を抑制することができる。また、もしガラス中に微小クラックが発生したとしても、生成した結晶がクラックの進展を止める効果が期待できる。
【0021】
コート層28に使用するガラスとしては、700℃程度の低い温度で焼き付けが可能で、且つ熱膨張率が板状体2の熱膨張係数に対し0.5〜1.5×10-6/℃の範囲であることが必要である。一般的に、ガラスの熱膨張率とガラスの焼き付け温度の関係は負の相関があり、熱膨張係数を下げようとすると焼き付け温度が高くなり、焼き付け温度を下げようとすると熱膨張係数が高くなる傾向にある。従って、熱膨張係数と焼き付け温度を同時に目標のレベルにすることは、非常に難しい。
【0022】
そこで本発明では、たとえば、Zn2SiO4、Zn3B2O6、Zn3(BO3)2、Zn(BO2)2、SiO2のような低熱膨張係数の結晶相をガラス中に析出もしくは分散させ、見掛けのガラスの熱膨張係数を下げることを狙ったものである。また、PbO、B2O3、Bi2O3、Sb2O3はどちらかというと結晶化せず、ガラス中に残留してガラスの融点を下げる効果がある。また、これらの成分はガラスの熱膨張係数を増大させることなく焼き付け温度を低減できる機能を持った成分である。また、ガラス中の結晶相については、特にガラス相から析出してくるものに限定するものではなく、上記のような結晶をガラス中に混合し焼き付け処理することによりガラス中に混在させる手法を用いても構わない。
【0023】
低熱膨張係数の結晶相としては、β−ユークリプタイトのように負の熱膨張係数を持つ結晶相もあるが、この結晶相は結晶中に含まれるLiイオンが発熱抵抗体5に印加される電圧により移動し、耐久性に影響する恐れがあるため、β−ユークリプタイト以外の結晶層とすることが望ましい。
【0024】
なお、コート層28に含有されるガラス中の結晶相の同定は、X線回折(理学電気社製)により同定した。また、ガラスの転移点および軟化点の測定は、示差走査熱量分析計を用いて、温度を上昇させながら熱の出入りを測定し、ベースラインの最初の吸熱シフト部分の漸近線の交点をガラス点移転とし、その次に出現する緩やかな発熱ピークの両側の漸近線の交点を軟化点とした。
【0025】
また、前記コート層28の熱膨張係数が板状体2の熱膨張係数に対して−0.5〜+2.0×10-6/℃の範囲となる事が好ましい。これは、本発明はセラミックスからなる板状体2の一方の主面をウエハ載置面3とし、他方の主面に酸化膜21と、ガラスからなる絶縁層4をこの順に備え、該絶縁層4上に発熱抵抗体5、該発熱抵抗体5上にコート層28を備えているため、絶縁層4、発熱抵抗体5およびコート層28の熱膨張係数は板状体2に近いほど50℃〜350℃の繰り返し耐久試験における寿命を伸ばすことになるからである。
【0026】
特に、板状体2が炭化珪素の場合、コート層28の熱膨張係数が3.4〜6.9×10-6/℃であれば、50℃〜350℃の繰り返し耐久試験における寿命を20000サイクルまで伸ばすことができることを見出した。
【0027】
さらに、コート層28のガラス部分の軟化点が絶縁層4を形成するガラスの転移点よりも低くなるようにすることにより、より強固なコート層28と絶縁層4との接合強度が得られ、50℃〜350℃の繰り返し耐久試験における寿命を、220000サイクル以上に伸ばすことができる。
【0028】
さらに、コート層28のガラス部分の軟化点を発熱抵抗体5に含まれるガラスの軟化点以下にすることにより、コート層28の焼き付け温度を発熱抵抗体5の焼き付け温度より低くすることができ、発熱抵抗体5中にコート層28のガラス成分の侵入を抑えることが可能となった。そのことにより焼き付け時における抵抗変化量を抑えることができ、半導体製造装置用のヒーターに代表されるような均一な温度分布を必要とされるヒーターの作製が可能となった。さらには発熱抵抗体5中にコート層28のガラス成分の侵入を抑えることで、発熱抵抗体5の金属成分とガラス成分の均一な分散状態が維持され、50℃〜350℃の繰り返し耐久における寿命の劣化を防ぐことができる。
【0029】
さらにコート層28の膜厚については10〜500μmの範囲内とすることが好ましい。コート層28の膜厚が10μm未満の場合には、コート層28の表面にピンホールに代表される外観不良が発生する。またコート層28の膜厚が500μmを超える場合には、特にガラスは熱伝導率が低いため、板状体2の急速昇降温からみて好ましくない。
【0030】
図1を用いて、さらに本発明の一実施例であるウエハ加熱装置1の構造を細かく説明する。ガラスからなる絶縁層4は、厚みを10〜600μmとする。この厚みが10μm以下であると、板状体2と発熱抵抗体5との間の電気的な絶縁が不十分となる。また、前記厚みが600μm以上となると、ガラスは熱伝導係数が低いので、発熱抵抗体5からウエハW載置面3への熱伝達が遅くなってしまい好ましくない。
【0031】
また、炭化珪素質セラミックス、窒化アルミニウム質セラミックスや窒化珪素質セラミックス焼結体の表面には、ガラスは濡れ難くハジケが発生しやすいので、1000から1600℃の酸化雰囲気中で1〜5時間処理し、板状体2の表面に酸化膜21を形成すると、絶縁層4や発熱抵抗体5を表面に形成しやすくなる。特に、炭化珪素質セラミックスを用いる場合は、セラミックス自体が半導性を示すので、電流のリークによる破損を防止するために、絶縁層4形成の前に上記のような熱処理が必須である。
【0032】
また、ガラスからなる絶縁層4の表面の平坦度は、300μm以下とすることが好ましい。該平坦度が300μmを超えると、絶縁層4の表面に発熱抵抗体5さらにはコート層28を形成した場合の厚みバラツキが大きくなり、発熱抵抗体5の抵抗値バラツキが大きくなるため好ましくない。またコート層28の印刷時にカスレ/ムラ等に代表される成膜不良が発生するため好ましくない。
【0033】
ガラスからなる絶縁層4の平坦度を300μm以下とするためには、板状体2の絶縁層4を塗布する側の平坦度を300μm以下とすると同時に、板状体2を構成するセラミックスの熱膨張率に対し、ガラスの熱膨張係数を0〜0.9×10-6/℃小さくすることが好ましい。これは、ガラスが焼結する際の収縮による応力が焼き付けの際の熱処理では十分緩和されず、絶縁層4側が凹となるような反りが残留しやすいからである。このように、ガラスの熱膨張率を板状体2をなすセラミックスの熱膨張係数より小さくすることにより板状体2の反りを低減することが、平坦度を向上させるのに有効である。
【0034】
また、前記絶縁層4の平坦度が300μmより大きい場合は、予め膜厚を管理した発熱抵抗体5、コート層28を転写シートに形成しておき、該発熱抵抗体5を転写により絶縁層4上に形成した後コート層28を転写により絶縁層4および発熱抵抗体5上に形成することによって発熱抵抗体5及びコート層28の厚みを均一とすることが可能になり、板状体2を均一に加熱することができるようにする。
【0035】
また、ガラスからなる絶縁層4は、プリントもしくは転写により一定厚みの膜を形成し、そのガラスの作業点以上の温度で熱処理することにより形成する。ガラスの熱膨張率は、均熱板2のセラミックス基材の熱膨張率より若干小さな熱膨張率とすることが好ましい。これは、ガラスが焼結し溶融する際に、その収縮による応力を十分緩和し切っておらず、収縮による応力が反りの形で残留しているので、この分を吸収するためである。そしてこの結果、ガラスに残留する応力が圧縮応力となるので、熱応力に対しクラックが発生し難くなるからである。
【0036】
さらに、発熱抵抗体5に含まれるガラスの軟化点が、絶縁層4に含まれるガラスの転移点より低いことが発熱抵抗体5の加工精度を向上させる上で好ましい。ガラスは転移点以上の温度では高粘度の粘性流体であると考えられる。このため、絶縁層4に含まれるガラスの転移点より発熱抵抗体5に含まれるガラスの軟化点を低くし、発熱抵抗体5の焼き付け時に、基材となる絶縁層4に影響がでないようにする。
【0037】
さらに、支持体11に固定したあとの板状体2の平坦度が80μm以下、さらに好ましくは、40μm以下とすることが好ましい。板状体2の平坦度を80μm以下にする理由は、ウエハWと板状体2との間隔を管理することにより、ウエハWを急昇温させた場合に、ウエハW面内の温度を精密に管理することができるようにするためである。
【0038】
また、板状体2とウエハWの間隔は、外周部より中心部を狭くする方が好ましい。板状体2の温度分布を一定にするため、発熱抵抗体5の発熱分布は、中心部より熱が外に逃げやすい外周部の方が発熱量が多くなるようにしている。このため、急昇温させる場合、ウエハWの中心部の昇温がどうしても遅れやすい傾向になるからである。この傾向を少なくするために、板状体2とウエハWの間隔は、外周部より中心部の方を狭くする方が、板状体2の温度変化に対して応答性が早くなるので好ましい。
【0039】
また、板状体2を形成するセラミックスとしては、炭化珪素、炭化硼素、窒化硼素、窒化珪素、窒化アルミニウムのいずれか1種以上を主成分とするものを使用することができる。
【0040】
炭化珪素質焼結体としては、主成分の炭化珪素に対し、焼結助剤として硼素(B)と炭素(C)を含有した焼結体や、主成分の炭化珪素に対し、焼結助剤としてアルミナ(Al2O3)とイットリア(Y2O3)を含有し1900〜2200℃で焼成した焼結体を用いることができ、また、炭化珪素はα型を主体とするもの、あるいはβ型を主体とするもののいずれであっても構わない。
【0041】
また、炭化硼素質焼結体としては、主成分の炭化硼素に対し、焼結助剤として炭素を3〜10重量%混合し、2000〜2200℃でホットプレス焼成することにより焼結体を得ることができる。
【0042】
そして、窒化硼素質焼結体としては、主成分の窒化硼素に対し、焼結助剤として30〜45重量%の窒化アルミニウムと5〜10重量%の希土類元素酸化物を混合し、1900〜2100℃でホットプレス焼成することにより焼結体を得ることができる。窒化硼素の焼結体を得る方法としては、他に硼珪酸ガラスを混合して焼結させる方法があるが、この場合熱伝導率が著しく低下するので好ましくない。
【0043】
また、窒化珪素質焼結体としては、主成分の窒化珪素に対し、焼結助剤として3〜12重量%の希土類元素酸化物と0.5〜3重量%のAl2O3、さらに焼結体に含まれるSiO2量として1.5〜5重量%となるようにSiO2を混合し、1650〜1750℃でホットプレス焼成することにより焼結体を得ることができる。ここで示すSiO2量とは、窒化珪素原料中に含まれる不純物酸素から生成するSiO2と、他の添加物に含まれる不純物としてのSiO2と、意図的に添加したSiO2の総和である。
【0044】
また、窒化アルミニウム質焼結体としては、主成分の窒化アルミニウムに対し、焼結助剤としてY2O3やYb2O3等の希土類元素酸化物と、必要に応じてCaO等のアルカリ土類金属酸化物を添加して十分混合し、平板状に加工した後、窒素ガス中1900〜2100℃で焼成することにより得られる。
【0045】
さらに板状体2は、板状体2と支持体11の外周にボルト17を貫通させ、板状体2側より弾性体8、座金18を介在させてナット19を螺着することにより弾性的に固定している。これにより、板状体2の温度を変更したり載置面3にウエハを載せ板状体2の温度が変動したりした場合に支持体11の変形が発生しても、前記弾性体8によってこれを吸収し、これにより板状体2の反りを防止し、ウエハW加熱におけるウエハW表面に温度分布が発生することを防止できる。
【0046】
また、板状体2の温度調整用の熱電対10は、板状体2の中央部のウエハ載置面3の直近に設置され、熱電対10の温度を基に板状体2の温度を調整する。発熱抵抗体5が複数のブロックに別れており、個別に温度制御する場合は、それぞれの発熱抵抗体5のブロックに測温用の熱電対10を設置する。熱電対10としては、その応答性と保持の作業性の観点から、外径1.0mm以下のシース型の熱電対10を使用することが好ましい。また、板状体2に埋め込まれた先端部に力が掛からないように熱電対10の途中が支持部7の板状構造部13に保持されている。この熱電対10の先端部は、板状体2に孔が形成され、この中に設置された円筒状の金属体の内壁面にバネ材により押圧固定することが測温の信頼性を向上させるために好ましい。
【0047】
また、発熱抵抗体5を複数のブロックに分割する場合は、そのブロック毎にその中央部に温度制御用の熱電対10を設置し、各々独立に温度制御することが好ましい。
【0048】
熱電対10の保持構造は、図3に示したように、板状体2の発熱抵抗体5を形成した側の主面に凹部27を形成し、この凹部27の中に、熱電対10による測温の信頼性を高めるために熱伝導率が65W/m・K以上の金属箔23を介して熱電対10を設置し、さらに上から熱伝導係数が板状体2のそれに対し40〜170%である金属製チップ22、および熱伝導係数が50W/m・K以下の押さえ治具24、支持棒25を弾性体26により押圧固定した構造とすることが好ましい。また、前記凹部27の径は、3〜5mmφとすることが好ましい。
【0049】
また、支持体11は板状構造体13と側壁部からなり、該板状構造体13には発熱抵抗体5に電力を供給するための導通端子7が絶縁材9を介して設置され、不図示の空気噴射口や熱電対保持部が形成されている。そして、前記導通端子7は、給電部6に弾性体8により押圧される構造となっている。また、前記板状構造体13は、複数の層から構成されている。
【0050】
また、板状体2に形成された給電部6と導通端子7間の接続を、押圧による接触とすることにより、板状体2と支持体11の温度差による両者の膨張の差を接触部分の滑りで緩和できるので、使用中の熱サイクルに対し、耐久性良好なウエハ加熱装置を提供することができる。この押圧手段である弾性体8としては、図1に示すようなコイル状のバネや、他に板バネ等を用いて押圧するようにしても構わない。
【0051】
弾性体8の押圧力としては、0.3N以上の荷重を導通端子7に掛けるようにすればよい。弾性体8の押圧力を0.3N以上とする理由は、板状体2および支持体11の膨張収縮による寸法変化に対し、それに応じて導通端子7が移動しなければならないが、装置の構成上、導通端子7を板状体2の下面から給電部6に押し当てるようにしているため、導通端子7の摺動部との摩擦により導通端子7が給電部6から離れることを防止する為である。
【0052】
また、導通端子7の給電部6との当接面側の径は、1.5〜4mmとすることが好ましい。さらに、導通端子7を保持する絶縁材9は、その使用温度に応じて、200℃以下の温度では、ガラス繊維を分散させたPEEK(ポリエトキシエトキシケトン樹脂)材のものを用いることが可能であり、また、それ以上の温度で使用する場合は、アルミナ、ムライト等からなるセラミック製の絶縁材9を用いることが可能である。
【0053】
このとき、導通端子7の少なくとも給電部6との当接部を、Ni、Cr、Ag、Au、ステンレスおよび白金族の金属のうち少なくとも1種以上からなる金属により形成することが好ましい。具体的には、導通端子7自体を上記金属で形成するか、または導通端子7の表面に該金属からなる被覆層を設けることもできる。
【0054】
あるいは、導通端子7と給電部6の間に上記金属からなる金属箔を挿入することにより、導通端子7表面の酸化による接触不良を防止し、板状体2の耐久性を向上させることが可能となる。
【0055】
また、導通端子7の表面にブレーチング加工やサンドブラスト加工を施したりして、表面を荒らすことにより接点が点接触となることを防止すると、さらに接触の信頼性を向上させることができる。ウエハ加熱装置1は、板状体2面内の温度は均一になるように調整するが、加熱時、ウエハの入れ替え時等は、構造的に板状体2と支持体9の温度の関係は一定ではない。この温度差により、給電部6と導電端子7は、捻れた位置関係で接触する場合が多いので、これらの接点を平坦に加工すると、片当たりして接触不良を起こしやすい。
【0056】
そして、このウエハ加熱装置1によりウエハWを加熱するには、不図示の搬送アームにて載置面3の上方まで運ばれたウエハWを不図示のリフトピンにて支持したあと、リフトピン8を降下させてウエハWを載置面3上に載せる。
【0057】
次に、給電部6に通電して発熱抵抗体5を発熱させ、絶縁層4及び板状体2を介して載置面3上のウエハWを加熱する。板状体2を炭化珪素質焼結体により形成すると、熱を加えても変形が小さく、板厚を薄くできるため、所定の処理温度に加熱するまでの昇温時間及び所定の処理温度から室温付近に冷却するまでの冷却時間を短くすることができ、生産性を高めることができるとともに、80W/m・K以上の熱伝導率を有することから、薄い板厚でも発熱抵抗体5のジュール熱を素早く伝達し、載置面3の温度ばらつきを極めて小さくすることができる。
【0058】
【実施例】
(実施例 1)
炭化珪素原料に3重量%のB4Cと2重量%の炭素を適量のバインダおよび溶剤を用いて混合し、造粒したあと成形圧100MPaで成形し1900〜2100℃で焼成して、熱伝導率が80W/m・Kであり外径が230mmの円盤状の炭化珪素質焼結体を得る。そして、両面を平面研削した後、1400℃×1時間の熱処理を施し、冷却時少なくとも1000℃から600℃までを300℃/時間の速度で冷却してSiO2からなる酸化膜21を形成した後、一方の表面にガラスペーストをプリント形成し、900℃で焼き付け処理することにより絶縁層4を形成した。尚、ガラスの熱膨張率は、3.8×10-6/℃のものを用いた。更に該絶縁層上に金属成分としてのAu20重量%、Pt10重量%と結晶相としてZn2SiO4となる成分を含有するガラス70重量%をそれぞれ含んだ発熱抵抗体ペーストをプリントにて成膜し、600℃〜700℃の焼き付けで所望の形状の発熱抵抗体5を形成した。更に、該絶縁層4及び発熱抵抗体5上に結晶相としてZn2SiO4、Zn3B2O6、Zn3(BO3)2、Zn(BO2)2、SiO2(クオーツ)となる成分を含有するガラス含んだオーバーコートペーストをプリントにより成膜し、550℃〜700℃の焼き付けで所望の形状のコート層28を形成した。各結晶相の同定は、コート層28の焼き付け後にX線回折法(理学電気社製)にて行った。この時点でコート層28の外観の観察を行った。
【0059】
また、こうして作製したサンプルを載置面3が120秒にて350℃になるように電圧を調整し昇温を行い、120秒にて載置面3が50℃になるように冷却ガスをコート層28側から吹き付け、更に350℃に通電するサイクルを100サイクル施して、発熱抵抗体5及びコート層28の外観を観察した。クラックの発生がなければ、次の100サイクルを行い、再度観察を行い、クラックが発生するまで行った。外観確認は20倍の双眼顕微鏡にて行い、クラックの発生の有無を確認した。また、サンプルは各条件5ヶ作製し、5ヶとも50℃〜350℃の耐久試験を施し、最初に抵抗変化率10%以上の変化もしくはコート層28にクラックの発生したサイクル数を比較した。
【0060】
結果を、表1に示した。
【0061】
【表1】

表1に示したように、コート層28を成膜していないNo.10は、耐久テストの1000サイクルで抵抗変化率が10%以上となり3000サイクルにて断線に至った。
【0063】
また結晶相を生成させないNo.11については耐久テストの1000サイクルでコート層28にクラックが発生した。
【0064】
これに対し、Zn2SiO4、Zn3B2O6、Zn3(BO3)2、Zn(BO2)2、SiO2の結晶層がコート層28中に分散したサンプルNo.1〜9は、すべて50℃〜350℃の繰り返し耐久試験におけるクラックの発生が2000サイクル以上となり、良好な耐久性を示した。特に、板状体2と発熱抵抗体5の熱膨張率の差が−0.5〜+1.0×10-6/℃の範囲にあるNo.1〜4、7、8は、耐久テストサイクル数が20000サイクル以上となり、好適であった。
【0065】
(実施例 2)
ここでは、上記実施例1と同様にサンプルを準備したが、前記コート層28がPb、Zn、B、Bi、Sbの少なくとも一種類を含んだ結晶相を含有し該コート層28の明度L * が25〜70となるようにガラスの焼き付け温度を変えて調整を行った。なおコート層28のガラスは亜鉛、硼酸系ガラスを用いて評価を行った。
【0066】
結果を、表2に示した。
【0067】
【表2】
表2から判るように、コート層28の明度L * が40より小さいNo.1〜3は、耐久テストにより1000サイクル以下でクラックが発生した。これに対し、コート層28の明度L * が40以上であるNo.4〜8においては、50℃〜350℃の繰り返し通電耐久試験におけるクラックの発生を100000サイクル以上とすることができた。
【0069】
(実施例 3)
ここでは、上記実施例1と同様にサンプルを準備したが、前記コート層28がPb、Zn、B、Bi、Sbの少なくとも一種類を含んだ結晶相を含有し、コート層28の熱膨張係数が3.5〜5.5×10-6/℃となるようにガラスの組成を変えて調整した。ガラスは亜鉛、硼酸系ガラスとし、熱膨張係数の調整にはSiO2、Fe2O3、CaO、PbOを1.0%程度添加することにより行った。
【0070】
結果を、表3に示した。
【0071】
【表3】
表3から判るように、コート層28の熱膨張係数が板状体2の熱膨張係数より0.5×10-6/℃を超えて小さいNo.1および2.0×10-6/℃を超えて大きいNo.5は、耐久テストにより3000サイクル以下でクラックが発生した。
【0073】
これに対し、コート層28の熱膨張係数を板状体2の熱膨張率に対し−0.5〜+2.0×10-6/℃の範囲となるように調整することにより、50℃〜350℃の繰り返し通電耐久試験におけるクラックの発生を20000サイクル以上とすることができた。
【0074】
実施例4
ここでは、上記実施例1と同様にサンプルを準備したが、前記コート層28をなすガラスの軟化点が、前記絶縁層4に含まれるガラスの転移点より高いガラスと低いガラスを用い評価を行った。また絶縁層4の転移点より低いガラスについてはさらに前記発熱抵抗体5に含まれるガラスの軟化点より高いガラスと低いガラスさらには発熱抵抗体5と同じガラスの3種類のガラスにて評価を行った。コート層28に用いたガラスは亜鉛、硼酸系ガラスとし、軟化点の調整はSiO2、Fe2O3、CaO、PbOを微量添加することにより調整した。また、絶縁層4のガラスの転移点は650℃のものを使用した。ガラスの転移点および軟化点については、ガラス部分をリューターを用いて削り取り、回収した粉末を示差走査熱量分析計により評価した。評価方法については、データの吸熱ピークを確認し、該ピークに至る漸近線を引きその交点を転移点温度および軟化点温度とした。また、データの見方は、低温側から転移点、軟化点の温度と判定し、この温度差を測定した。コート層28の部分は、発熱抵抗体5を含まない部分を選び、絶縁層4まで削り取らないよう表面のガラスのみをリュ−タ−を用いて削り取り評価した。
【0075】
結果を、表4に示した。
【0076】
【表4】
表4に示したように、コート層28中のガラスの軟化点が絶縁層ガラスの転移点よりも高いものについては20000サイクル程度でクラックが発生した。またコート層40に含有されるガラスの軟化点が絶縁層ガラスの転移点より低くさらに発熱抵抗体5に使用されるガラスの軟化点よりも高いガラスについてはコート層28焼き付け時の発熱抵抗体5の抵抗変化が20%以上と抵抗変化率が高く、50℃〜350℃の繰り返し通電耐久試験においても30000サイクル程度でクラックが発生した。これに対し、コート層28に含有されるガラスの軟化点が絶縁層ガラスの転移点より低くさらに発熱抵抗体5に使用されるガラスの軟化点よりも同じか低いものについては、コート層28焼き付け時の発熱抵抗体5の抵抗変化を5%以内に抑えることができさらには50℃〜350℃の繰り返し通電耐久試験におけるクラックの発生が150000サイクル以上となり、良好な耐久性を示した。
【0078】
実施例 5
ここでは、上記実施例1と同様にサンプルを準備したが、前記コート層28の厚みが5μm〜1mmまでのサンプルを作製し、評価については載置面3に載せたウエハの温度が150℃になるように調整した後、100℃までの冷却に要した時間及び金属顕微鏡によるコート層28の外観の評価を行った。
【0079】
結果は、表5に示した。
【0080】
【表5】
表5から判るように、コート層28の厚みが10μm以下の場合には金属顕微鏡における外観検査にてコート層28にピンホ−ルが見られ発熱抵抗体5の保護というコート層28の特性を満足しない。また、コート層28の厚みが500μm以上のNo.7、8は、150℃から−100℃までの冷却に要する時間が長く好ましくない。
【0082】
実施例 6
ここでは、実施例1に用いたNo.1〜5、7、8のサンプルを使用して、発熱抵抗体5に通電し、載置面3に載せたウエハの温度が350℃になるように調整して、500時間連続通電し、抵抗変化したものについては、給電部6付近の磁器組成の変化を波長分散型電子顕微鏡(EPMA)による分析で確認した。
【0083】
結果を、表6に示した。
【0084】
【表6】
表6から判るように、β−ユークリプタイト(LiAlSi4)を含有するガラスを用いたNo.7、8は、耐久テストにおける抵抗変化が大きく、EPMAによりLiの移動が確認できたので好ましくない。β−ユークリプタイトはSiを含有する鉱物であり、ガラスの熱膨張率を小さくする上では効果があるが、このようにアルカリ金属酸化物を含有するものは電解を印加した際にアルカリ金属のイオン移動が発生するので好ましくないものと判断した。
【0086】
これに対し、No.1〜5は、良好な耐久性を示した。
【0087】
【発明の効果】
以上のように、セラミックスからなる板状体上に、ガラスからなる絶縁層を介して発熱抵抗体を形成した後、該発熱抵抗体上にZn 2 SiO 4 の結晶相を含有するガラス質のコート層を形成したことによって、50℃〜350℃の繰り返し耐久試験におけるクラックの発生を20000サイクル以上とすることができるようになった。
【図面の簡単な説明】
【図1】本発明のウエハ加熱装置を示す断面図である。
【図2】本発明のウエハ加熱装置の一部拡大断面図である。
【図3】本発明のウエハ加熱装置の一部拡大断面図である。
【図4】従来のウエハ加熱装置の一部拡大断面図である。
【符号の説明】
1:ウエハ加熱装置 2:板状体 3:載置面 4:絶縁層
5:発熱抵抗体 6:給電部 7:導通端子 8:弾性体
10:熱電対 11:支持体 21:酸化膜 28:コート層
W:半導体ウエハ
Claims (5)
- セラミックスからなる板状体の少なくとも一方の主面に発熱抵抗体を備え、さらに該発熱抵抗体の表面にZn 2 SiO 4 の結晶相を含有するガラス質のコート層を備え、該コート層の明度L * が40以上であることを特徴とするセラミックヒーター。
- 前記コート層の熱膨張係数が前記板状体の熱膨張係数に対し−0.5〜+2.0×10−6/℃の範囲であることを特徴とする請求項1記載のセラミックヒーター。
- 前記板状体の一方の主面にガラスからなる絶縁層を介して前記発熱抵抗体を備え、前記コート層のガラスの軟化点が、前記絶縁層のガラスの転移点より低く、かつ前記発熱抵抗体に含まれるガラスの軟化点以下の温度であることを特徴とする請求項1記載のセラミックヒーター。
- 前記コート層の厚みが、10〜500μmの範囲にあることを特徴とする請求項1記載のセラミックヒーター。
- 請求項1〜4のいずれかに記載のセラミックヒーターにおける前記発熱抵抗体を備えた主面と反対側の主面をウエハ載置面としたことを特徴とするウエハ加熱装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000301418A JP4596622B2 (ja) | 2000-09-29 | 2000-09-29 | セラミックヒーターとこれを用いたウエハ加熱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000301418A JP4596622B2 (ja) | 2000-09-29 | 2000-09-29 | セラミックヒーターとこれを用いたウエハ加熱装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002110321A JP2002110321A (ja) | 2002-04-12 |
| JP2002110321A5 JP2002110321A5 (ja) | 2005-06-09 |
| JP4596622B2 true JP4596622B2 (ja) | 2010-12-08 |
Family
ID=18782955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000301418A Expired - Fee Related JP4596622B2 (ja) | 2000-09-29 | 2000-09-29 | セラミックヒーターとこれを用いたウエハ加熱装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4596622B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006013262A (ja) * | 2004-06-28 | 2006-01-12 | Kyocera Corp | ヒーターとその製造方法ならびにそれを用いたウェハ加熱装置 |
| TW200633947A (en) * | 2005-02-16 | 2006-10-01 | Ngk Insulators Ltd | Joined body and manufacturing method for the same |
| CN116081953B (zh) * | 2023-01-03 | 2024-06-04 | 武汉理工大学 | 一种锌硼二元超低温烧结微晶玻璃及其制备方法和应用 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000231980A (ja) * | 1999-02-10 | 2000-08-22 | Ibiden Co Ltd | ホットプレート用窒化アルミニウム基材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5543751A (en) * | 1978-09-21 | 1980-03-27 | Tokyo Shibaura Electric Co | Plane heating element |
| JPH0611547B2 (ja) * | 1986-09-19 | 1994-02-16 | 株式会社日立製作所 | 厚膜型感熱記録ヘツド |
| JPH0433390A (ja) * | 1990-05-30 | 1992-02-04 | Taiyo Yuden Co Ltd | 電子回路基板の実装方法 |
| JPH0959785A (ja) * | 1995-08-22 | 1997-03-04 | Mitsubishi Materials Corp | ホーロー基板の製造方法 |
| JPH09190873A (ja) * | 1996-01-05 | 1997-07-22 | Matsushita Electric Ind Co Ltd | 面状発熱体の製造法 |
| JPH09269687A (ja) * | 1996-03-29 | 1997-10-14 | Toshiba Lighting & Technol Corp | 定着ヒータ,定着装置および画像形成装置 |
| JPH11322361A (ja) * | 1998-05-08 | 1999-11-24 | Asahi Glass Co Ltd | 導電性ペースト及び導電体付ガラス板 |
-
2000
- 2000-09-29 JP JP2000301418A patent/JP4596622B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000231980A (ja) * | 1999-02-10 | 2000-08-22 | Ibiden Co Ltd | ホットプレート用窒化アルミニウム基材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002110321A (ja) | 2002-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6891263B2 (en) | Ceramic substrate for a semiconductor production/inspection device | |
| US6534751B2 (en) | Wafer heating apparatus and ceramic heater, and method for producing the same | |
| US6936343B1 (en) | Ceramic substrate | |
| JP2001244059A (ja) | セラミックヒーター及びこれを用いたウエハ加熱装置 | |
| JP4596622B2 (ja) | セラミックヒーターとこれを用いたウエハ加熱装置 | |
| JP4146707B2 (ja) | ウェハ加熱装置 | |
| JP4025497B2 (ja) | ウエハ加熱装置 | |
| JP3872256B2 (ja) | ウエハ加熱装置 | |
| JP4593770B2 (ja) | ウエハ加熱装置 | |
| JP3904813B2 (ja) | セラミックヒーターとこれを用いたウエハ加熱装置 | |
| JP4975146B2 (ja) | ウエハ加熱装置 | |
| JP3847045B2 (ja) | セラミックヒーターとその製造方法及びこれを用いたウエハ加熱装置 | |
| JP2004119741A (ja) | ウェハ支持部材 | |
| JP3909266B2 (ja) | ウェハ支持部材 | |
| JP2002164291A (ja) | ウエハ加熱装置 | |
| JP2003223971A (ja) | セラミックヒーターとこれを用いたウエハ加熱装置および定着装置 | |
| JP4688363B2 (ja) | ウエハ加熱装置 | |
| JP3872260B2 (ja) | ウエハ加熱装置 | |
| JP2001210450A (ja) | ウエハ加熱装置 | |
| JP3559548B2 (ja) | ウエハ加熱装置 | |
| JP2002231424A (ja) | セラミックヒーターとその製造方法及びこれを用いたウエハ加熱装置 | |
| JP4809171B2 (ja) | ウエハ加熱装置 | |
| JP2002075600A (ja) | ウエハ加熱装置 | |
| JP2003257813A (ja) | ウエハ加熱装置 | |
| JP2002329566A (ja) | ウエハ加熱装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040830 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100824 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4596622 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |