JP4592297B2 - 密閉型電池 - Google Patents
密閉型電池 Download PDFInfo
- Publication number
- JP4592297B2 JP4592297B2 JP2004032326A JP2004032326A JP4592297B2 JP 4592297 B2 JP4592297 B2 JP 4592297B2 JP 2004032326 A JP2004032326 A JP 2004032326A JP 2004032326 A JP2004032326 A JP 2004032326A JP 4592297 B2 JP4592297 B2 JP 4592297B2
- Authority
- JP
- Japan
- Prior art keywords
- power generation
- battery
- generation element
- sealed
- resin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Connection Of Batteries Or Terminals (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
Description
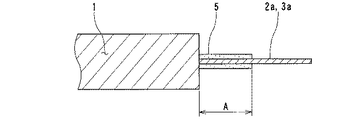
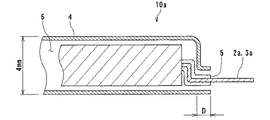
図3は実施例1に係る密閉型電池10aで使用した発電要素1の端子部を示す部分拡大断面図であり、図4は上記発電要素1を外装材4内に収容した密閉型電池の端子部の部分拡大断面図であり、この密閉型電池10aを以下の手順で調製した。すなわち、厚さが4mmである発電要素1を準備し、その発電要素1の厚さ方向の中央部に、厚さが0.1mmで幅が4mmのニッケル板から成る負極端子2aと、厚さが0.1mmであり幅が4mmのアルミニウム板からなる正極端子3aとを接続した。各端子2a,3aは厚さが0.1mmのポリプロピレンフィルム5が融着された部分を有しており、その部分の長さAは5mmであり、ポリプロピレンフィルム5は各端子2a,3aの全周を被覆している。そのポリプロピレンフィルム5である絶縁樹脂フィルムが融着された部分が、発電要素1から延出している端子2a,3aの根元に位置するように端子2a,3aを接続した。
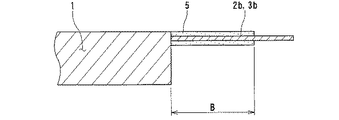
図5は実施例2に係る密閉型電池10bで使用した発電要素1の端子部を示す部分拡大断面図であり、図6は上記発電要素1を外装材4内に収容した密閉型電池10bの端子部の部分拡大断面図であり、この密閉型電池10bを以下の手順で調製した。すなわち、発電要素1の厚さは4mmとし、その発電要素1の同じ側の負極最外周と正極最外周に、ニッケル板からなる負極端子2bおよびアルミニウム板からなる正極端子3bをそれぞれ接続した。各端子2b、3bの寸法は厚さが0.1mmであり、幅は4mmとする一方、厚さが0.1mmのポリプロピレンフィルムが融着された部分の長さBは7mmとした。
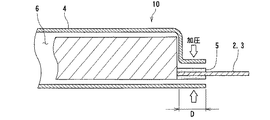
図7は比較例に係る密閉型電池10で使用した発電要素1の端子部の断面図であり、この密閉型電池10を以下の手順で調製した。すなわち、発電要素の厚さは4mmとし、その発電要素1の同じ側の負極最外周と正極最外周(図8において発電要素1の最下部)に、ニッケル板からなる負極端子2とアルミニウム板からなる正極端子3とをそれぞれ接続した。各端子2,3の寸法は厚さが0.1mmであり、幅は4mmとする一方、厚さが0.1mmであるポリプロピレンフィルムが融着された部分の長さCは3mmとした。

厚さが4mmである発電要素1の端面から正負極端子を導出する位置を、発電要素1の厚さ方向に0.5mm間隔で種々変化させて発電要素1から延出している正負極端子に絶縁樹脂フィルムが熱融着されている部分の電池内部における長さを変化させた点以外は実施例1と同様に組立て処理することにより、実施例3に係る密閉型電池を多数調製した。
2、2a、2b 負極端子(外部端子)
3、3a、3b 正極端子(外部端子)
4 外装材(金属ラミネート樹脂フィルム)
5 絶縁樹脂フィルム
6 絞り成形部
10、10a、10b 密閉型電池
Claims (3)
- 矩形状に絞り成形を施した金属ラミネート樹脂フィルム製の外装材と、上記外装材の絞り成形部に収納された発電要素とを備え、この発電要素に接続された端子が絶縁樹脂フィルムを介して外装材と熱融着されて外部端子として外装材外部に取り出される構造を有する密閉型電池において、上記発電要素から延出している外部端子の電池内部の部分にも絶縁樹脂フィルムが熱融着されており、かつ、その絶縁樹脂フィルムが熱融着されている外部端子部分が絞り成形部の内部空間で発電要素に沿って折り曲げられていることを特徴とする密閉型電池。
- 前記外装材の絞り成形部に収納された発電要素と外部端子の発電要素側端部との接続位置が発電要素の厚さ方向の中心より外装材の絞り成形部の張り出し側に位置することを特徴とする請求項1記載の密閉型電池。
- 前記発電要素から延出している外部端子に絶縁樹脂フィルムが熱融着されている部分の電池内部における長さが2mm以上であることを特徴とする請求項1記載の密閉型電池。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004032326A JP4592297B2 (ja) | 2004-02-09 | 2004-02-09 | 密閉型電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004032326A JP4592297B2 (ja) | 2004-02-09 | 2004-02-09 | 密閉型電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005222901A JP2005222901A (ja) | 2005-08-18 |
| JP4592297B2 true JP4592297B2 (ja) | 2010-12-01 |
Family
ID=34998352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004032326A Expired - Fee Related JP4592297B2 (ja) | 2004-02-09 | 2004-02-09 | 密閉型電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4592297B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101792605B1 (ko) | 2014-12-08 | 2017-11-01 | 주식회사 엘지화학 | 전극 탭-리드 결합부에 형성된 밀봉부재를 포함하는 이차전지 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4821218B2 (ja) * | 2005-09-01 | 2011-11-24 | 日本ケミコン株式会社 | コンデンサ |
| CN101523656B (zh) * | 2006-07-31 | 2011-09-14 | 株式会社Lg化学 | 具有结构改进的上密封部分的二次电池 |
| JP5813480B2 (ja) * | 2011-11-22 | 2015-11-17 | 株式会社ブリヂストン | ホース用ゴム組成物及びホース |
| US10673028B2 (en) * | 2017-09-28 | 2020-06-02 | Maxwell Holdings, Ltd. | Electrochemical element |
| JP7165526B2 (ja) * | 2017-09-28 | 2022-11-04 | マクセル株式会社 | 電気化学素子 |
| JP7016234B2 (ja) * | 2017-09-29 | 2022-02-04 | 三洋化成工業株式会社 | リチウムイオン電池 |
| WO2021065339A1 (ja) | 2019-09-30 | 2021-04-08 | 株式会社村田製作所 | 二次電池 |
| CN113948825B (zh) * | 2020-06-30 | 2023-09-05 | 比亚迪股份有限公司 | 电芯以及电池 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4193247B2 (ja) * | 1998-10-30 | 2008-12-10 | ソニー株式会社 | 非水電解質電池及びその製造方法 |
| JP4228376B2 (ja) * | 1999-08-12 | 2009-02-25 | 株式会社ジーエス・ユアサコーポレーション | 電池 |
| JP3601583B2 (ja) * | 1999-08-19 | 2004-12-15 | 日本電気株式会社 | ラミネートフィルム封入電池およびその製造方法 |
| JP4269554B2 (ja) * | 2001-11-30 | 2009-05-27 | ソニー株式会社 | リチウムイオンポリマー電池及びその製造方法 |
| JP2003346768A (ja) * | 2002-05-29 | 2003-12-05 | Japan Storage Battery Co Ltd | 非水電解質二次電池 |
-
2004
- 2004-02-09 JP JP2004032326A patent/JP4592297B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101792605B1 (ko) | 2014-12-08 | 2017-11-01 | 주식회사 엘지화학 | 전극 탭-리드 결합부에 형성된 밀봉부재를 포함하는 이차전지 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005222901A (ja) | 2005-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101216422B1 (ko) | 실링부의 절연성이 향상된 이차전지 | |
| CN100459233C (zh) | 一种胶结型电极组件以及采用这种电极组件的二次电池 | |
| JP2008288186A (ja) | パウチ型二次電池 | |
| JP2008021634A (ja) | シーリング部の安全性が向上した二次電池 | |
| JP6681720B2 (ja) | 電気化学セルおよび電気化学セルの製造方法 | |
| JP2010033922A (ja) | 積層型二次電池 | |
| JP5023391B2 (ja) | ラミネート電池の製造方法 | |
| JP4592297B2 (ja) | 密閉型電池 | |
| JP2006164784A (ja) | フィルム外装電気デバイス | |
| JP2009181899A (ja) | 積層式電池 | |
| CN109564990B (zh) | 电化学装置 | |
| JP2017126558A (ja) | 電気化学セルおよび電気化学セルの製造方法 | |
| JP2000208110A (ja) | 扁平電池 | |
| JP2005228573A (ja) | 密閉型電池 | |
| JP4637305B2 (ja) | 電池パック | |
| JP5229440B2 (ja) | 電気化学デバイス | |
| JP5158435B2 (ja) | 電池及びその製造方法 | |
| KR101546002B1 (ko) | 전기화학 에너지 저장 장치 | |
| WO2004045006A1 (ja) | フィルム外装電池および組電池 | |
| CN107591555A (zh) | 二次电池 | |
| JP5093465B2 (ja) | 非水電解液二次電池 | |
| JP2020072061A (ja) | 電気化学セル及び電気化学セルの製造方法 | |
| JPH10284111A (ja) | 電池の製造方法 | |
| JP2002367592A (ja) | リチウムイオン電池 | |
| JPH11219689A (ja) | ラミネート外装体を用いた薄型電池 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100624 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100914 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130924 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |