JP3601583B2 - ラミネートフィルム封入電池およびその製造方法 - Google Patents
ラミネートフィルム封入電池およびその製造方法 Download PDFInfo
- Publication number
- JP3601583B2 JP3601583B2 JP23272999A JP23272999A JP3601583B2 JP 3601583 B2 JP3601583 B2 JP 3601583B2 JP 23272999 A JP23272999 A JP 23272999A JP 23272999 A JP23272999 A JP 23272999A JP 3601583 B2 JP3601583 B2 JP 3601583B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode lead
- heat
- laminate film
- sealing
- power generation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
【発明の属する技術分野】
本発明は熱融着性ラミネートフィルムに発電要素を封入した電池に関する。
【0002】
【従来の技術】
近年の電子機器の薄型軽量化に伴い、電池のさらなる薄型軽量化が強く望まれている。発電要素をラミネートフィルム等の薄型外装材に収納した電池はそのような観点から有利な構成を持つ電池と考えられる。1例として、例えば特開平11−67166号公報では、アルミニウム箔と熱融着性樹脂膜からなるラミネートフィルムに発電要素が封入され、正極リードおよび負極リード(以下、まとめて電極リードとも称する。)を引き出した形で熱融着封口した電池が開示されている。
【0003】
【発明が解決しようとする課題】
しかしながら、ラミネートフィルムに発電要素を封入した電池で従来提案されてきたものは、以下に述べるような問題点があった。
【0004】
特開平11−67166号公報においても示されているように、従来、発電要素をラミネートフィルムで封入するとき、図5で示すように、発電要素4から引き出されている電極リードの引き出し部を封口する際には、同じ幅のヒーター(81および82)で、ラミネートフィルム(熱融着性樹脂膜1と金属箔2との積層)の封口予定部を挟んで熱融着封口している。しかし、熱融着性樹脂膜1と電極リード3とを強く接着することが難しく、電極リード引き出し部は最も密封性に劣る箇所となる。そのため、高温時等においてこの部分から液漏れを起こす等の問題が発生することがあり、この部分での高い密封性を確保する技術が望まれていた。特に、過充電などにより電池内部でガスが発生した際には、図5におけるラミネートフィルムの91の部分や92の部分に外向きの力が加わるために、それが電極リードから熱融着性樹脂膜1を剥がす力となっていた。特に封口部分の幅が狭いときには、剥がれが端まで到達し電池の気密が破れる。
【0005】
本発明は、このような問題点に鑑みてなされたものであり、発電要素がラミネートフィルムで封入されたラミネートフィルム封入電池であっても、電極リード引き出部分の密封性が高い電池、およびその製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明は、ラミネートフィルムで封入され、正極および負極がセパレーターを介して捲回された捲回型よりなる発電要素と、前記ラミネートフィルムの封口部を経由して前記発電要素から外部に引き出されている正極リードおよび負極リードを備えたラミネートフィルム封入電池において、前記正極リードおよび負極リードの少なくとも一方が、前記発電要素と前記封口部との間において、前記ラミネートフィルムと熱融着された部分を有していることを特徴とするラミネートフィルム封入電池に関する。
【0007】
ここで前記ラミネートフィルムの一部は、前記発電要素の形に合わせて底面部分と側面部分とを有するように型取りされていてもよく、その際前記正極リードおよび負極リードの少なくとも一方が、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着されていてもよい。
【0008】
特に、前記発電要素は正極および負極がセパレーターを介して捲回された捲回型であるので、前記正極リードおよび負極リードの少なくとも一方が捲回中心部から取り出され、前記捲回中心部から取り出された電極リードは、捲回中心部から引き出された後に捲回最外層に向かって折り曲げられた第1の曲折部と、封口部において封口面と平行になるように折り曲げられた第2の曲折部とを有し、この二つの曲折部の間の部分が、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着された構造とすることができる。
【0009】
また本発明は、ラミネートフィルムで封入された発電要素と、前記ラミネートフィルムの封口部を経由して前記発電要素から外部に引き出されている正極リードおよび負極リードを備えたラミネートフィルム封入電池の製造方法において、前記ラミネートフィルムで前記正極リードおよび負極リードを挟みこんだ状態で前記ラミネートフィルムを加熱して熱融着封口する際に、封口部を加熱すると同時に前記発電要素と前記封口部との間の少なくとも一部を加熱することにより、前記正極リードおよび負極リードの少なくとも一方を、前記発電要素と前記封口部との間において、前記ラミネートフィルムに熱融着させることを特徴とするラミネートフィルム封入電池の製造方法に関する。
【0010】
ここで前記ラミネートフィルムの一部は、前記発電要素の形に合わせて底面部分と側面部分とを有するように型取りされていてもよく、前記の熱融着封口する際に、封口部を加熱すると同時に型取りされている側面部分を加熱することにより、前記正極リードおよび負極リードの少なくとも一方と前記ラミネートフィルムの型取りされた側面部分の少なくとも一部を熱融着させてラミネートフィルム封入電池を製造してもよい。
【0011】
特に、前記発電要素は正極および負極がセパレーターを介して捲回された捲回型である場合には、前記正極リードおよび負極リードの少なくとも一方が捲回中心部から取り出されており、前記捲回中心部から取り出された電極リードは、捲回中心部から引き出された後に捲回最外層に向かって折り曲げられた第1の曲折部と、封口部において封口面と平行になるように折り曲げられた第2の曲折部とを有しており、この二つの曲折部の間の部分を、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着させてラミネートフィルム封入電池を製造することができる。
【0012】
【発明の実施の形態】
図面を参照しながら、本発明の実施の形態を以下に詳述する。
【0013】
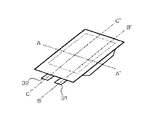
図1は、本発明のラミネートフィルム封入電池の1例の概観を模式的に示したものである。図2は、図1の電池のA−A’で切った断面を模式的に示したものである。この例では、捲回型の発電要素4が、熱融着性樹脂膜1および金属箔2からなるラミネートフィルムで封入され、下側のラミネートフィルムは発電要素4の形に合わせて底面部分と側面部分とを有するように型取りされている。また、発電要素4の中心部から負極リード32が、最外層から正極リード31が引き出されている。
【0014】
本発明の電池で用いられる発電要素は、正極、負極および電解質を含むものであり、通常の電池における発電要素であれば特に制限はない。例えば、リチウム一次電池、ニッケル水素電池、リチウムイオン二次電池等の発電要素を用いることが可能である。この中でも、リチウムイオン二次電池が好ましく、特に、リチウム・マンガン複合酸化物(好ましくは、スピネル型マンガン酸リチウム)を正極活物質として用いると、リチウム・マンガン複合酸化物を用いることによる安全性と相俟って極めて安全性の高い電池を得ることができる。
【0015】
一般的なリチウムイオン二次電池における発電要素は、リチウム・マンガン複合酸化物、コバルト酸リチウム等の正極活物質が正極集電体上に塗布形成された正極と、リチウムをドープ・脱ドープ可能な炭素材料を負極集電体上に塗布形成した負極とを、セパレータを挟んで対向させ、それにリチウム塩を含む電解液(水系、有機溶媒系)を含浸させて形成されたものである。
【0016】
発電要素の形状は特に制限はなく、円筒形であってもよいが、封口のしやすさ等の理由から平板な形状が好ましく、図1に示したように角形のものが好ましい。角形には、セパレータを挟んで正極と負極を多数積層した積層型、正極、負極およびセパレータを捲き回した捲回型等が含まれる。
【0017】
図1、2に示した例では、発電要素は、例えばアルミニウム箔の両面に正極活物質を付着させたものと銅箔の両面に負極活物質を付着させたものをマイクロポーラスセパレータを介して重ねあわせて捲回した捲回型である。そして、捲回の中心部の負極の銅箔に長細いニッケル箔を溶接したものを負極リードとして取り出し、捲回の最外層のアルミニウム箔に別のアルミニウム箔を溶接したものを正極リードとして取り出したものである。
【0018】
発電要素から引き出す電極リードは、材質としてはアルミニウム、ニッケル、銅、ステンレス、金、銀、これらを金めっきしたもの、ニッケルめっきしたもの等が好ましく用いられる。電極リードの厚さは30〜200μmが好ましい。
【0019】
本発明に用いられるラミネートフィルムは、金属箔および熱融着性樹脂膜が積層されたものであって、少なくとも封口面側(発電要素側)に、熱融着が可能な熱融着性樹脂膜が来るように構成されていればよい。従って、図2に示したような2層構造であっても、さらに金属箔の外側(熱融着性樹脂膜の反対側)にポリエステル(例えばポリエチレンテレフタレート)等の高融点の保護フィルムを積層した3層構造であってもよいし、金属箔と熱融着性樹脂の間にポリエチレンテレフタレート等の高融点の樹脂層を設けたり、金属と熱融着性樹脂の双方を接着する接着層を設けてもよい。
【0020】
熱融着性樹脂膜に用いることのできる材料としては、ポリエチレン、ポリプロピレン、アイオノマー、マレイン酸変性ポリエチレン等の酸変性ポリエチレン、マレイン酸変性ポリプロピレン等の酸変性ポリプロピレン等を挙げることができる。また、熱融着性樹脂膜の膜厚としては、通常1〜200μm程度、好ましくは50〜150μm程度である。
【0021】
金属箔として用いることのできる材料としては、アルミニウム、銅、ステンレス、ニッケル、金、銀等を挙げることができる。中でもアルミニウムが特に好ましい。また、金属箔の膜厚としては、通常1〜200μm程度、好ましくは10〜50μm程度である。
【0022】
また、ラミネートフィルムを型取りする方法としては、金型で圧縮成形する等の方法が挙げられる。
【0023】
図3は、図1の電池のB−B’で切った断面図であり、電極リードを引き出して封口した部分(以下、リード封口部という)を拡大して模式的に示したものである。この例では、正極リード31が、封口部において熱融着性樹脂膜1に挟まれて熱融着されて封口されていることに加え、本発明に従って、封口部と発電要素の間の正極リードの部分71が、片側の熱融着性樹脂膜1に熱融着されている。なお、本発明において封口部とは、2枚のラミネートフィルムが直接または電極リードを介して対向して貼り合わされた部分のことである。
【0024】
この形態では、リード封口部に加えて71の部分においても電極リードとラミネートフィルムが接着しているので補強効果が働き、従来よりも剥がれにくくなる。この図では、リード電極が発電要素から引き出されてから封口部に至るまでの間のすべてが一方の熱融着性樹脂膜に熱融着されているが、少なくとも一部が熱融着されていればそれだけ強度が向上する。通常、発電要素と封口部の間のリード電極の10%以上、特に70%以上熱融着されていることが好ましい。
【0025】
この形態を製造するには、例えば熱融着封口する際に用いるヒーターとして、上下で異なる幅のものを用いることにより、ヒーターの対向部分でラミネートフィルムの熱融着封口を行うと同時に、非対向部分の熱融着性樹脂膜をも加熱することができ、その部分の電極リードとラミネートフィルムを熱融着させることができる。図3は、その1例で、ヒーター支持体61、62の表面にヒーター51、52が設けられている。ヒーター51の平面部の幅がヒーター52の平面部の幅より大きく発電要素のぎりぎりまで達しているので、発電要素の最外層から引き出されている正極リード31は、発電要素から封口部までの間で、熱融着性樹脂膜と融着される。
【0026】
図4は、図1の電池のC−C’で切った断面図であり、リード封口部を拡大して模式的に示したものである。この例では、負極リード32が、封口部において熱融着性樹脂膜1に挟まれて熱融着されて封口されていることに加え、負極リード32が、捲回最外層に向かって折り曲げられた曲折部と、捲回最外層から取り出された正極リードと平行になるように折り曲げられた曲折部とを有し、この2つの曲折部の間の部分が、型取りされたラミネートフィルムの側面部分とで72の部分において熱融着されている。
【0027】
この形態では、リード封口部に加えて72の部分においても電極リードとラミネートフィルムが接着しているので補強効果が働き、従来よりも剥がれにくくなる。しかも、型取りされたラミネートフィルムの側面が面全体として負極リードの72の部分によって固定されるので、過充電などにより電池内部でガスが発生した際にこの側面が膨らむことが抑制される。従って、従来、図5において92の部分が外側に膨らむことによって発生していた電極リード3と熱融着性樹脂膜1との間の剥離力が本形態では抑制される。
【0028】
この図では、リード電極の2つの曲折部の間の部分がすべてが一方の熱融着性樹脂膜に熱融着されているが、少なくとも一部が熱融着されていればそれだけ強度が向上する。通常、2つの曲折部間のリード電極の10%以上、特に70%以上(最も好ましくは100%)熱融着されていることが好ましい。
【0029】
この形態を製造するには、例えば熱融着封口する際に用いるヒーターとして、型取りしたラミネートフィルムの形に合わせて曲折した形のものを用いることにより、ヒーターの対向部分でラミネートフィルムの熱融着封口を行うと同時に、型取りしたラミネートフィルムの側面部の熱融着性樹脂膜をも加熱することができ、72の部分の電極リードとラミネートフィルムとを熱融着させることができる。図4は、その1例で、下側のヒーター52は、型取りしたラミネートフィルムの側面に沿う形状であるので、負極リードの2つの曲折部間の部分は、型取りした側の熱融着性樹脂膜1と熱融着される。
【0030】
以上説明した例では、捲回の内側から負極リードを、外側から正極リードを取り出した例を示したが、その逆であってもよい。また電極リードの途中に溶接部分やヒューズ部分があってもよい。本発明で電極リードとは、発電要素に接続した部分からラミネートフィルム外部に引き出されている部分までの電流通路を全て含むものであり、電極リードの途中に溶接部分やヒューズ部分がある場合も含む。
【0031】
また、熱融着封口する際に2つのヒーターで挟む方法を示したが、片方をヒーターではなく樹脂板、金属板等としてもよい。
【0032】
【発明の効果】
以上説明したように、本発明によれば、リード封口部のみならず電池内部側に入り込んでいる電極リード部分においても電極リードとラミネートフィルムが接着しているので補強効果が働き、過充電などにより電池内部でガスが発生した際でも、従来よりもラミネートフィルムが電極リードから剥がれにくくなる。従って、電極リードを引き出して封口した部分の密封性が高まる。
【0033】
また、型取りされたラミネートフィルムの側面が面全体として電極リードとの接着部分によって固定されるので、過充電などにより電池内部でガスが発生した際にこの側面が膨らむことが抑制され、従来、この側面が外側に膨らむことによって発生していた電極リードと熱融着性樹脂膜との間の剥離力が抑制される。このようにして電極リードを引き出して封口した部分の密封性が高まる。
【図面の簡単な説明】
【図1】本発明のラミネートフィルム封入電池の1例の全体を模式的に示した図である。
【図2】本発明のラミネートフィルム封入電池の1例の断面を模式的に示した図である。
【図3】本発明のラミネートフィルム封入電池の1例の断面を模式的に示した図である。
【図4】本発明のラミネートフィルム封入電池の1例の断面を模式的に示した図である。
【図5】従来のラミネートフィルム封入電池の例の断面を模式的に示した図である。
【符号の説明】
1 熱融着性樹脂膜
2 金属箔
3 電極リード
31 正極リード
32 負極リード
4 発電要素
51 ヒーター
52 ヒーター
61 ヒーター支持体
62 ヒーター支持体
71 封口部と発電要素の間の熱融着部
72 封口部と発電要素の間の熱融着部
81 従来のヒーター
82 従来のヒーター
Claims (6)
- ラミネートフィルムで封入され、正極および負極がセパレーターを介して捲回された捲回型よりなる発電要素と、前記ラミネートフィルムの封口部を経由して前記発電要素から外部に引き出されている正極リードおよび負極リードを備えたラミネートフィルム封入電池において、
前記正極リードおよび負極リードの少なくとも一方が、前記発電要素と前記封口部との間において、前記ラミネートフィルムと熱融着された部分を有していることを特徴とするラミネートフィルム封入電池。 - 前記ラミネートフィルムの一部は、前記発電要素の形に合わせて底面部分と側面部分とを有するように型取りされており、前記正極リードおよび負極リードの少なくとも一方が、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着されている請求項1記載のラミネートフィルム封入電池。
- 前記正極リードおよび負極リードの少なくとも一方が捲回中心部から取り出されており、前記捲回中心部から取り出された電極リードは、捲回中心部から引き出された後に捲回最外層に向かって折り曲げられた第1の曲折部と、封口部において封口面と平行になるように折り曲げられた第2の曲折部とを有し、この二つの曲折部の間の部分が、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着されている請求項2記載のラミネートフィルム封入電池。
- ラミネートフィルムで封入された発電要素と、前記ラミネートフィルムの封口部を経由して前記発電要素から外部に引き出されている正極リードおよび負極リードを備えたラミネートフィルム封入電池の製造方法において、
前記ラミネートフィルムで前記正極リードおよび負極リードを挟みこんだ状態で前記ラミネートフィルムを加熱して熱融着封口する際に、封口部を加熱すると同時に前記発電要素と前記封口部との間の少なくとも一部を加熱することにより、前記正極リードおよび負極リードの少なくとも一方を、前記発電要素と前記封口部との間において、前記ラミネートフィルムに熱融着させることを特徴とするラミネートフィルム封入電池の製造方法。 - 前記ラミネートフィルムの一部は、前記発電要素の形に合わせて底面部分と側面部分とを有するように型取りされており、熱融着封口する際に、封口部を加熱すると同時に型取りされている側面部分を加熱することにより、前記正極リードおよび負極リードの少なくとも一方と前記ラミネートフィルムの型取りされた側面部分の少なくとも一部を熱融着させることを特徴とする請求項4記載のラミネートフィルム封入電池の製造方法。
- 前記発電要素は正極および負極がセパレーターを介して捲回された捲回型であり、前記正極リードおよび負極リードの少なくとも一方が捲回中心部から取り出されており、捲回中心部から取り出された電極リードは、捲回中心部から引き出された後に捲回最外層に向かって折り曲げられた第1の曲折部と、封口部において封口面と平行になるように折り曲げられた第2の曲折部とを有しており、この二つの曲折部の間の部分を、前記ラミネートフィルムの型取りされた側面部分の少なくとも一部と熱融着させることを特徴とする請求項5記載のラミネートフィルム封入電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23272999A JP3601583B2 (ja) | 1999-08-19 | 1999-08-19 | ラミネートフィルム封入電池およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23272999A JP3601583B2 (ja) | 1999-08-19 | 1999-08-19 | ラミネートフィルム封入電池およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001057183A JP2001057183A (ja) | 2001-02-27 |
| JP3601583B2 true JP3601583B2 (ja) | 2004-12-15 |
Family
ID=16943879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23272999A Expired - Lifetime JP3601583B2 (ja) | 1999-08-19 | 1999-08-19 | ラミネートフィルム封入電池およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3601583B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3591523B2 (ja) | 2002-04-11 | 2004-11-24 | 日産自動車株式会社 | 組電池 |
| JP4592297B2 (ja) * | 2004-02-09 | 2010-12-01 | 株式会社東芝 | 密閉型電池 |
| JP6344746B2 (ja) * | 2016-08-25 | 2018-06-20 | セイコーインスツル株式会社 | アルカリ電池およびアルカリ電池の製造方法 |
| KR102238177B1 (ko) * | 2017-09-15 | 2021-04-07 | 주식회사 엘지화학 | 전지셀 및 전극 리드 제조방법 |
-
1999
- 1999-08-19 JP JP23272999A patent/JP3601583B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001057183A (ja) | 2001-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3800718B1 (en) | Secondary battery, device, and manufacturing method for secondary battery | |
| KR100705101B1 (ko) | 압력 개방구를 갖는 필름 피복 전기 장치 | |
| JP4536023B2 (ja) | パウチ状のリチウム二次電池及びその製造方法 | |
| JP3695435B2 (ja) | ラミネート外装扁平型電池 | |
| JP5457040B2 (ja) | 電気化学デバイスおよびその製造方法 | |
| JP2008021634A (ja) | シーリング部の安全性が向上した二次電池 | |
| JPH10214606A (ja) | ラミネート外装体の薄型電池 | |
| JP2010192462A (ja) | リチウム二次電池 | |
| JP2010245000A (ja) | 電気化学デバイス | |
| JP2003017112A (ja) | 積層型二次電池 | |
| JPWO2020203101A1 (ja) | 蓄電モジュール | |
| JP2018037398A (ja) | 電気化学セルおよび電気化学セルの製造方法 | |
| WO2018198461A1 (ja) | リチウムイオン二次電池 | |
| CN104969377A (zh) | 防止水渗透的袋型二次电池 | |
| JP2009181899A (ja) | 積層式電池 | |
| JP2006054189A (ja) | 自動車用電池 | |
| JP4666131B2 (ja) | ラミネートフィルムの熱融着方法、フィルム外装電池の製造方法およびラミネートフィルム用熱融着装置 | |
| JP3601583B2 (ja) | ラミネートフィルム封入電池およびその製造方法 | |
| JP4636223B2 (ja) | ラミネートフィルムの熱融着方法、フィルム外装電池の製造方法およびラミネートフィルム用熱融着装置 | |
| JP2007026901A (ja) | フィルムパッケージ型電池 | |
| JP3743610B2 (ja) | 電池 | |
| JP2005222901A (ja) | 密閉型電池 | |
| JP2010073398A (ja) | 電池及びその製造方法 | |
| JP2005259391A (ja) | フィルム外装電池の製造装置およびフィルム外装電池の製造方法 | |
| JP2000323120A (ja) | 電気エネルギー蓄積デバイス及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040708 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20040708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040901 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040914 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3601583 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20071001 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081001 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091001 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101001 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111001 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121001 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131001 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |