JP4576206B2 - 軟磁性材料の製造方法 - Google Patents
軟磁性材料の製造方法 Download PDFInfo
- Publication number
- JP4576206B2 JP4576206B2 JP2004319734A JP2004319734A JP4576206B2 JP 4576206 B2 JP4576206 B2 JP 4576206B2 JP 2004319734 A JP2004319734 A JP 2004319734A JP 2004319734 A JP2004319734 A JP 2004319734A JP 4576206 B2 JP4576206 B2 JP 4576206B2
- Authority
- JP
- Japan
- Prior art keywords
- soft magnetic
- powder
- raw material
- coupling agent
- magnetic material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Description
また、プレス成形時に絶縁膜が亀裂してしまい、得られる軟磁性材料の鉄損が大きくなるという問題がある。また、上記亀裂を防止するために絶縁膜の膜厚を厚く形成すると、軟磁性材料中の磁性材の密度が低下して飽和磁束密度が低下してしまい、磁気特性が悪くなるという問題も起こりうる。
そこで、本発明は、高電気抵抗特性を有する隔膜部により区画された多数の領域内にそれぞれ軟磁性金属よりなる母相が存在してなる軟磁性材料を製造する方法であって、
軟磁性金属よりなる母相粒子の表面に上記隔膜部となる酸化膜を被覆してなる軟磁性粒子の集まりである原料粉末を準備し、
上記母相粒子を構成する軟磁性金属よりも酸化反応性が高い金属元素を含むシランカップリング剤を上記原料粉末に添加するカップリング剤添加工程と、
上記シランカップリング剤が添加された上記原料粉末を加圧成形して所望形状の成形体を形成する加圧成形工程と、
該加圧成形工程後に、上記成形体を焼成炉に入れ、所定の焼成温度下において上記焼成炉内に加湿ガスを供給する工程と、上記加湿ガスの供給を停止して上記焼成炉内を真空引きする工程とを交互に2回以上繰り返す焼成工程とを有することを特徴とする軟磁性材料の製造方法にある(請求項1)。
ここで、上記カップリング剤は、上記絶縁膜の表面をさらに被覆するように配されるが、潤滑機能を有するため軟磁性粒子間の潤滑を良好にする機能とともに、上記絶縁膜の耐性を高め、絶縁膜を強化する機能を有するものである。そのため、上記加圧成形時には、カップリング剤なしで行う場合に比べて、軟磁性粒子同士が擦れ合って酸化膜が破れたりする不具合が大幅に減少する。
それ故、上記軟磁性金属よりなる母相粒子が最初の体積をほぼ維持したまま高電気抵抗の隔膜部によって区画され、渦電流の発生による鉄損を低減することができる。
したがって、本発明によれば、低鉄損で磁気特性に優れた軟磁性材料を容易に製造することができる。
具体的には、例えば、ビニル基を備えたビニルトリクロルシラン、エポキシ基を備えた2−(3,4エポキシシクロヘキシル)エチルトリメトキシシラン、アミノ基を備えたN−フェニル−3−アミノプロピルトリメトキシシラン、イソシアネート基を備えた3−イソシアネートプロピルトリエトキシシラン、アクリロキシ基を備えた3−アクリロキシプロピルトリメトキシシラン等がある。
具体的な添加量を決定するに当たっては、例えば、採用したカップリング剤の最小被覆面積(m2/g)と、原料粉末の比表面積(m2/g)とによって算出することが可能である。
ここで、カップリング剤の最小被覆面積は、最小被覆面積モデルによって算出される。具体的には、一つの分子に着目し、加水分解性基であるメトキシ基あるいはエトキシ基の外形を包絡する円の面積を1分子あたりの被覆面積とする。これに気体定数(アボガドロ数)6.02×1023を乗じて1モルあたりの被覆面積を算出する。これをシランカップリング剤の分子量で除して上記最小被覆面積(m2/g)を算出する。
また、原料粉末の比表面積は、気体吸着法によって算出される。具体的には、分子の断面積がわかっている気体を用いて、被測定物の個体表面を単分子層で覆うのに要する量(単分子吸着量)を測定することで固体の表面積、すなわち比表面積が算出される。
湿式法は、例えば、上記原料粉末を水に分散させ、スラリー状態になったところにシランカップリング剤を直接または、有機溶剤(もしくは水)で希釈した溶液を添加していく方法である。その後、攪拌後静置して原料粉末を沈降分離し、乾燥させる。
スプレー法は、高温の原料粉末にシランカップリング剤を直接または、有機溶剤(もしくは水)で希釈した溶液をスプレーする方法である。この方法は、乾燥の必要がなく、工程が簡略化できるが、換気や引火に対する注意が必要である。
上記原料粉末を作製する際に、弱酸化性雰囲気中において酸化反応を行なうと、出発粉末の表層部における鉄の酸化を抑制し、より酸化反応しやすい第2の元素のみを選択的に酸化させることができる。また、酸化速度が適度に抑制されることで、表面に緻密で高電気抵抗の薄い酸化膜を形成することができ、渦電流に起因する損失(鉄損)の低減に高い効果がある。さらに、酸化膜の薄膜化によって磁性材密度が高くなるので磁気特性が向上し、粉末材料の小粒径化によって高強度化が可能となる。その上、製造工程が簡素となるので、生産性が向上する。
また、上記酸化処理工程を行なった後、さらに、還元性雰囲気中において還元反応させ、その後再び酸化反応させる還元処理工程を行い、上記酸化処理工程と還元処理工程とを繰り返す。このようにすると、内部への酸化の進行を抑制しつつ、表層における第2の元素の酸化を促進して、より高純度で、電気抵抗の高い酸化膜を形成することができる。その結果、磁性材の低鉄損化、磁気特性、生産性の向上が可能となる。
これらの元素は、酸化反応させる際のギプスの自由エネルギーΔGが、鉄より小さく、酸化反応が進みやすいので、酸化膜の原料として好適である。
水蒸気による酸化では、酸化反応がH2Oの還元反応とともに進むので、大気中に比べて反応速度が遅くなる。特に鉄の酸化反応はほぼ平衡状態となり、ほとんど進行しなくなるため、より酸化しやすい第2の元素のみを選択酸化させることが可能になる。一酸化二窒素ガスの場合も、同様の反応形態をとる。
雰囲気温度が上記範囲より低いと、弱酸化ガスによる鉄の酸化反応系の自由エネルギー変化ΔG<0となって、反応抑制効果が低下する。また、上記範囲より高いと、第2の元素の酸化は進行しやすくなるが、得られる磁性材の特性が低下するおそれがある。上記範囲とすることで、酸化物数密度が高く、緻密で高電気抵抗の酸化膜を形成することができる。
上述した表面酸化膜の薄膜化により、軟磁性粉末の小粒径化が可能となる。そのため、圧縮性のよいアトマイズ粒子を用い、0.01〜500μmの微小粒径とすることができ、軟磁性部材を高強度化、および成形時の形成自由度増大化を図ることができる。
本発明の実施例に係る軟磁性材料の製造方法につき、図1〜図5を用いて説明する。
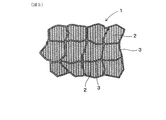
本例において製造する軟磁性材料1は、図5に示すごとく、高電気抵抗特性を有する隔膜部3により区画された多数の領域内にそれぞれ軟磁性金属よりなる母相2が存在してなる軟磁性材料である。
次に、上記カップリング剤8が添加された上記原料粉末100を加圧成形して所望形状の成形体19を形成する加圧成形工程を行う。
その後、該成形体19を焼結する焼結工程を行う。
以下、これらを詳説する。
図2に示すごとく、本例で準備した原料粉末100は、鉄(Fe)を主成分としてSiを第2の元素として含有する母相粒子20と、その表面を被覆するSiO2よりなる酸化膜30を有する軟磁性粒子10よりなるものである。なお、この原料粉末100の製造方法、構成のバリエーション等については後述する。
本例では、上記カップリング剤8として、シランカップリング剤の一種である、信越化学株式会社製の製品名:KBM303、化学名:2−(3、4エポキシシクロヘキシル)エチルトリメトキシシランを採用した。また、その添加方法としては、湿式法を採用した。
具体的には、原料粉末100を水に分散させ、スラリー状態になったところにカップリング剤8を直接添加した。その後、攪拌後静置して原料粉末を沈降分離し、乾燥させることにより、図3に示すごとく、すべての軟磁性粒子10の表面全体をカップリング剤8により覆った。
なお、添加方法は、前述した乾式法やスプレー法に変えることも可能である。
加圧成形装置として500kNアムスラ−試験機を用い、成形を行った。金型は超硬製のダイス、及び上下パンチを用いた。原料粉に潤滑剤が添加されていない場合は、ダイスの壁面にZn−St、MoS2等の潤滑剤を塗布し、原料粉を金型のキャビティーに充填する。なお、あらかじめ原料粉末に内部潤滑剤を添加している場合は、金型壁面に潤滑剤を塗布する必要はない。原料を充填した後、上下方向より圧力500〜1500MPaの条件で加圧成形したのち、ダイスから成形体を抜き出し、試料を作製した。
これにより、図4に示すごとく、成形体110を得た。同図から知られるように、各軟磁性粒子10は隣り合うもの同士の間の隙間を縮めるように変形している。酸化膜30は若干破れて損傷部39が形成されたが、後述する比較例1の場合よりも少なかった。また、軟磁性粒子10同士の間の隙間には、上記カップリング剤8が残っていた。
本例では、真空・ガス置換機構、温度制御機構、酸化・還元反応繰り返し機構、粉体処理機構、加圧機構を有する焼結炉(図示略)を用いた。そして、間欠水蒸気供給による成形体内部表面のSiO2膜形成条件により焼成した。
具体的な条件としては次のような条件を用いた。
・焼成温度:400〜600℃。400℃より低い温度では、SiO2膜形成速度が低く処理に時間がかかる。600℃を超える場合には、粒子と粒子の融合が発生し、SiO2膜の修理が困難となる。
・間欠水蒸気供給条件:上記の焼成温度において、露点80℃以下に加湿したガス(N2ガス、Arガス、あるいはN2+H2混合ガス)を炉内に供給して、粒子表面(Fe−Si)を選択酸化してSiO2膜を形成する工程と、上記加湿ガスの供給を停止し、真空引き(104〜10-2Pa)により反応ガスを交換する工程を2回以上繰り返す。
このような条件によって焼成を行った。これにより、図5に示すごとく、隔膜部3により区画された多数の領域内にそれぞれ軟磁性金属よりなる母相2が存在してなる軟磁性材料1が得られた。
同図より知られるごとく、上記の加圧成形工程において生じた酸化膜30の損傷は、補修されて無くなっており、十分につながった隔膜部3が形成されていた。
上記実施例1の作用効果を明らかにすべく、上記カップリング剤添加工程のみを省略してその他は実施例1と同様にした。
その結果、加圧成形工程直後においては、図6に示すごとく、酸化膜30が破れた損傷部39が、実施例1の場合よりも数多く観察された。
また、焼成工程後においては、図7に示すごとく、酸化膜30の損傷部分が隔膜部3の穴あき部38となって、ここで母相粒子同士が連なり、隔膜部3による十分な区画化が達成されていなかった。
ることが分かった。
また、実施例1の軟磁性材料1は、上記の健全な隔膜部3の存在によって、渦電流の発生による鉄損を大きく低減することができる。それ故、実施例1の方法によれば、低鉄損で磁気特性に優れた軟磁性材料1を容易に製造することができる。
実施例1に適用可能な原料粉末100の製造方法の一例を以下に示す。
軟磁性粒子10の原料となる出発粒子19は、鉄(Fe)を主成分とし、鉄よりも酸化反応性の高い第2の元素を含有する粒子とする。第2の元素としては、例えば、Si、Ti、Al、Cr等が挙げられ、これら元素から選択される少なくとも一種ないし二種以上を含有する合金、具体的には、Fe−Si合金、Fe−Ti合金、Fe−Al合金、Fe−Cr合金、Fe−Al−Si合金等の粒子が使用される。これらのうち、Fe−Si合金は、例えばFe:95〜99.9%、Si:0.1〜5%の組成比のものを、Fe−Al合金は、例えば、Fe:92.5〜97.5%、Al:2.5〜7.5%の組成比のものを、Fe−Al−Si合金は、例えばFe:90〜97%、Al:3.5〜6.5%、Si:0.1〜5%の組成比のものを用いることができる。
(1)磁気特性を向上させるには、SiやAl等が少ない方がよい。
(2)金属間化合物を形成しない固溶限界内とする。
(3)酸化膜の膜厚は、目標電気抵抗値を確保できる膜厚以上とする。
を考慮して決定される。例えば、(1)の磁気特性の向上のためには、これら元素の組成比を2%以下、好ましくは1%以下とするのがよく、この範囲で十分な酸化膜を形成できる最小限の組成比を選択するとよい。なお、上記出発粒子を二種以上混合して使用してもよい。
アトマイズ合金粉末は高純度で圧縮性がよいので、高密度で良好な磁気特性を有する軟磁性材を実現できる。出発粒子の平均粒径は、通常、500μm以下、好ましくは0.01〜10μmとし、所望の平均粒径となるように、粉砕装置(アトライター)を用いて粉砕する。この粉砕工程で、出発粒子の表面に高活性の破面が形成される。なお、出発粒子の平均粒径のより好ましい範囲は、0.01〜5μmである。出発粉末の製造原料は、粉砕しやすいように、焼鈍(アニール)前のものを用い、粉砕中は、粉砕熱による出発粉末の昇温を抑制するために、粉砕用のステンレス容器を水冷するとよい。
不活性ガスとしては、窒素(N2)ガス等が好適に用いられ、弱酸化性ガスとしては、例えば、水蒸気(H2O)が好適に用いられる。Fe−Si合金粉末を水蒸気(H2O)により酸化させた場合には、粉末表面において、より酸化しやすいSiが選択的に酸化されてSiO2膜を形成するとともに、H2Oが還元されてH2となる。このような条件下では、Feの酸化は抑制され、酸化速度も適度に制御されるので、粉末の表面を覆う高電気抵抗のSiO2膜を、例えば、3〜5μmの膜厚で均一に形成できる。
酸素(O2)による酸化の場合
2Fe+O2→2FeO ・・・(式1)
Si+O2 →SiO2 ・・・(式2)
水蒸気(H2O)による酸化の場合
Fe+H2O →FeO+H2 ・・・(式3)
Si+2H2O→SiO2+H2・・・(式4)
さらに原料粉末の製造方法の具体的な一例を示す。ここでは、Fe−1%Siアトマイズ合金粒子(平均粒径3μmに調製)を出発粒子とし、不活性高湿度雰囲気(例えば、窒素雰囲気下、相対湿度100%)にて、500〜600℃の温度に加熱した。粉末表面に水蒸気(H2O)が供給されると、上述したように、粉体の表面においてFeよりも酸化しやすいSiがH2Oと反応する。すると、表面のSi濃度が低下するので、内部からSiが表面に拡散し、H2Oと反応して選択的に酸化される。一方、相対的に濃度が高くなるFeは内部へ押し戻されるように移動し、Feの酸化は抑制される。これにより、Fe−1%Si合金粉末の表面が、SiO2酸化膜で均一に覆われる。
10 軟磁性粒子
100 原料粉末
2 母相
20 母相粒子
3 隔膜部
30 酸化膜
8 カップリング剤
Claims (5)
- 高電気抵抗特性を有する隔膜部により区画された多数の領域内にそれぞれ軟磁性金属よりなる母相が存在してなる軟磁性材料を製造する方法であって、
軟磁性金属よりなる母相粒子の表面に上記隔膜部となる酸化膜を被覆してなる軟磁性粒子の集まりである原料粉末を準備し、
上記母相粒子を構成する軟磁性金属よりも酸化反応性が高い金属元素を含むシランカップリング剤を上記原料粉末に添加するカップリング剤添加工程と、
上記シランカップリング剤が添加された上記原料粉末を加圧成形して所望形状の成形体を形成する加圧成形工程と、
該加圧成形工程後に、上記成形体を焼成炉に入れ、所定の焼成温度下において上記焼成炉内に加湿ガスを供給する工程と、上記加湿ガスの供給を停止して上記焼成炉内を真空引きする工程とを交互に2回以上繰り返す焼成工程とを有することを特徴とする軟磁性材料の製造方法。 - 請求項1において、上記シランカップリング剤の添加量は、上記原料粉末におけるすべての上記軟磁性粒子の表面を覆うことが可能な量とすることを特徴とする軟磁性材料の製造方法。
- 請求項1又は2において、上記原料粉末は、鉄を主成分として鉄よりも酸化反応性の高い第2の元素を含有する出発粒子の集まりである出発粉末を酸化性雰囲気中で加熱し、上記出発粒子の表層部に存在する上記第2の元素を酸化反応させて上記酸化膜を形成することにより作製することを特徴とする軟磁性材料の製造方法。
- 請求項3において、上記第2の元素がSi、Ti、Al、Crから選択される少なくとも一種であることを特徴とする軟磁性材料の製造方法。
- 請求項3又は4において、上記出発粉末は、平均粒径が0.01〜500μmのアトマイズ合金粉末であることを特徴とする軟磁性材料の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004319734A JP4576206B2 (ja) | 2004-11-02 | 2004-11-02 | 軟磁性材料の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004319734A JP4576206B2 (ja) | 2004-11-02 | 2004-11-02 | 軟磁性材料の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006134958A JP2006134958A (ja) | 2006-05-25 |
| JP4576206B2 true JP4576206B2 (ja) | 2010-11-04 |
Family
ID=36728254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004319734A Expired - Fee Related JP4576206B2 (ja) | 2004-11-02 | 2004-11-02 | 軟磁性材料の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4576206B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103959929A (zh) * | 2011-12-05 | 2014-07-30 | 迪睿合电子材料有限公司 | 电磁波吸收性导热片材和电磁波吸收性导热片材的制备方法 |
| CN110475636A (zh) * | 2017-03-27 | 2019-11-19 | 日立金属株式会社 | 雾化粉末的制造方法和磁芯的制造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008117839A (ja) * | 2006-11-01 | 2008-05-22 | Oya Giken:Kk | 磁芯部材およびその製造方法 |
| JP5078932B2 (ja) * | 2009-03-19 | 2012-11-21 | 株式会社神戸製鋼所 | 圧粉磁心用混合粉末、およびこの混合粉末を用いて圧粉磁心を製造する方法 |
| JP4908546B2 (ja) * | 2009-04-14 | 2012-04-04 | 株式会社タムラ製作所 | 圧粉磁心及びその製造方法 |
| CN104919551B (zh) * | 2013-01-16 | 2018-03-20 | 日立金属株式会社 | 压粉磁芯的制造方法、压粉磁芯以及线圈部件 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002231518A (ja) * | 2001-02-02 | 2002-08-16 | Daido Steel Co Ltd | 軟磁性粉末、それを用いた圧粉磁心 |
| JP2003217919A (ja) * | 2002-01-17 | 2003-07-31 | Nec Tokin Corp | 圧粉磁芯及びこれを用いた高周波リアクトル |
-
2004
- 2004-11-02 JP JP2004319734A patent/JP4576206B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002231518A (ja) * | 2001-02-02 | 2002-08-16 | Daido Steel Co Ltd | 軟磁性粉末、それを用いた圧粉磁心 |
| JP2003217919A (ja) * | 2002-01-17 | 2003-07-31 | Nec Tokin Corp | 圧粉磁芯及びこれを用いた高周波リアクトル |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103959929A (zh) * | 2011-12-05 | 2014-07-30 | 迪睿合电子材料有限公司 | 电磁波吸收性导热片材和电磁波吸收性导热片材的制备方法 |
| CN110475636A (zh) * | 2017-03-27 | 2019-11-19 | 日立金属株式会社 | 雾化粉末的制造方法和磁芯的制造方法 |
| CN110475636B (zh) * | 2017-03-27 | 2021-03-02 | 日立金属株式会社 | 雾化粉末的制造方法和磁芯的制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006134958A (ja) | 2006-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4010296B2 (ja) | 軟磁性粉末材料の製造方法 | |
| JP5099480B2 (ja) | 軟磁性金属粉末、圧粉体、および軟磁性金属粉末の製造方法 | |
| US20060027950A1 (en) | Method for manufacturing soft magnetic material | |
| US7544417B2 (en) | Soft magnetic material and dust core comprising insulating coating and heat-resistant composite coating | |
| JP5022999B2 (ja) | 圧粉磁心及びその製造方法 | |
| WO2006028100A1 (ja) | Mg含有酸化膜被覆軟磁性金属粉末の製造方法およびこの粉末を用いて複合軟磁性材を製造する方法 | |
| JP2007123703A (ja) | Si酸化膜被覆軟磁性粉末 | |
| JP2005146315A (ja) | 磁心用粉末、圧粉磁心およびそれらの製造方法 | |
| WO2006080121A1 (ja) | Mg含有酸化膜被覆鉄粉末 | |
| WO2014157517A1 (ja) | リアクトル用圧粉磁心 | |
| JP2005133168A (ja) | 磁気特性に優れ、高強度および低鉄損を有する複合軟磁性材の製造方法 | |
| JP4863628B2 (ja) | Mg含有酸化膜被覆軟磁性金属粉末の製造方法およびこの粉末を用いて複合軟磁性材を製造する方法 | |
| JP4576206B2 (ja) | 軟磁性材料の製造方法 | |
| JP2009246256A (ja) | 高強度高比抵抗低損失複合軟磁性材とその製造方法及び電磁気回路部品 | |
| WO2019069923A1 (ja) | シリカ系絶縁被覆軟磁性粉末およびその製造方法 | |
| JP2007251125A (ja) | 軟磁性合金圧密体及びその製造方法 | |
| JP2011181624A (ja) | 高強度高比抵抗複合軟磁性材及び電磁気回路部品と高強度高比抵抗複合軟磁性材の製造方法 | |
| JP4562483B2 (ja) | 軟磁性材の製造方法 | |
| JP2007220876A (ja) | 軟磁性合金圧密体及びその製造方法 | |
| JP5016513B2 (ja) | 剥離型複水酸化物を使用した絶縁皮膜形成金属粉末及びその製造方法 | |
| CN107881391A (zh) | 一种氧化锆基金属陶瓷材料及其制备方法 | |
| JP2009141346A (ja) | 高強度高比抵抗低損失複合軟磁性材とその製造方法及び電磁気回路部品 | |
| JP4479998B2 (ja) | 高密度、高強度、高比抵抗および高磁束密度を有する複合軟磁性焼結材の製造方法 | |
| JP2002231518A (ja) | 軟磁性粉末、それを用いた圧粉磁心 | |
| JP2006089791A (ja) | 高密度、高強度、高比抵抗および高磁束密度を有する複合軟磁性焼結材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070919 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100817 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100823 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4576206 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130827 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |