JP4570876B2 - 延伸ブローを用いてプラスチック容器を製造する円形ロータ機械 - Google Patents
延伸ブローを用いてプラスチック容器を製造する円形ロータ機械 Download PDFInfo
- Publication number
- JP4570876B2 JP4570876B2 JP2003576172A JP2003576172A JP4570876B2 JP 4570876 B2 JP4570876 B2 JP 4570876B2 JP 2003576172 A JP2003576172 A JP 2003576172A JP 2003576172 A JP2003576172 A JP 2003576172A JP 4570876 B2 JP4570876 B2 JP 4570876B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- mixing chamber
- container
- fluid
- distributor block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4289—Valve constructions or configurations, e.g. arranged to reduce blowing fluid consumption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4268—Auxiliary operations during the blow-moulding operation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/46—Component parts, details or accessories; Auxiliary operations characterised by using particular environment or blow fluids other than air
- B29C2049/4602—Blowing fluids
- B29C2049/4647—Blowing fluids created by an explosive gas mixture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/786—Temperature
- B29C2049/7861—Temperature of the preform
- B29C2049/7862—Temperature of the preform characterised by temperature values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/7874—Preform or article shape, weight, defect or presence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/788—Controller type or interface
- B29C2049/78805—Computer or PLC control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Closing Of Containers (AREA)
Description
混合室が容器の内部空間と連通し、
流体路が噴霧装置につながり、
燃焼の目的で、混合室内および容器内部の霧状および/または混合流体に点火する点火装置が設けられている、ことにより、達成される。
放射線センサの使用のため、DLC型被覆(ダイアモンド状炭素)もまた使用した。その場合、炭化水素中間生成物からの光放出を監視した。
本発明にしたがって、完成したバリア層測定用センサが、さらに、
バリア層の厚さ測定用装置、
X線放射源を有する蛍光X線分析装置、
光源を有する色測定装置、
光源を有する光散乱測定用装置、または
光源を有する光強度測定用装置、
であることが望ましい。
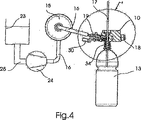
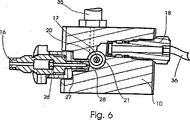
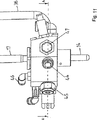
部品と共に示す。この機械ではまた重要である垂直方向は、円筒形をした混合室50の中央に配置され、ディストリビュータブロック10中またはその混合室50を通る閉鎖部材31による密封関係で垂直の双方向矢印32の方向に上下に動くことができる延伸ラム17にある。参照番号33は、ディストリビュータブロック10から下向きに垂直に伸長する円筒部分の形をしたホルダを示し、その上には、ボトルネックから下を切取った形で示されたプリフォーム14のボトルネック34が固定されている。プリフォーム14の円筒形の内部も混合室50と直接連通していることがわかるであろう。混合室50は、閉鎖部材31のみによって上下で区切られている。図5の説明図では、視点は水素ノズル20におかれ、左側に先駆液体用出口ノズル27を見ることができる。図6では、水素供給全体を一様に35で示す。図6でそのノズル20は、排出され混合室50に流れこむ水素が螺旋状の線にそって流れはじめるように混合室50に対して接線方向に固定されている。同じことは空気接続18を通って流入する空気流についても適合する。図5では右側に端のねじ止め手段37が示されている。この端部とは空気用流体路36の装置に向かう端部である。図6に示されるように適合するように、ノズル27で噴霧化される先駆物質のために空気も接線方向で混合室50に流入する。その結果、3つの流体は、図5に示す垂直要素のある下向き方向の螺旋状の経路38を形成するので、実質的に均質な気体混合物が一方で混合室内に、他方でプリフォーム14の内部空間に導入される。図5はまたセンサ39を示す。これはディストリビュータブロック10の内部から測定ケーブル40を通って測定データを外部の評価装置(図示せず)に送る。図5に示す弁本体19は、フランジ42を伴ったアダプタ41を用いてディストリビュータブロックに保持される。
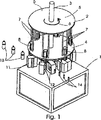
2 回転コンベヤ
3 駆動軸
4 基板
5 カバー板
6 湾曲矢印(回転方向)
7 垂直支持バー
8 延伸ラム用シリンダ
9 被覆装置
10 ディストリビュータブロック
11 延伸ブロー金型
12 雌型
13 容器(ペットボトル)
14 プリフォーム
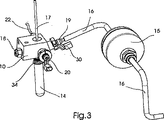
15 圧力貯蔵装置
16 流体路
17 延伸ラム
18 空気接続
19 先駆液体用弁本体
20 水素ノズル
21 燃焼室
22 制御電圧用ケーブル
23 先駆液体用出力タンク
24 ポンプ
25 流路
26 弁
27 先駆液体用出口ノズル
28 噴霧位置
29 制御信号用導線
30 電気接続
31 閉鎖部材
32 垂直双方向矢印
33 円筒形ホルダ
34 ボトルネック
35 流路、例えば空気用流体路
36 空気用流体路
37 スクリュー
38 流体の螺旋経路
39 センサ
40 計量ケーブル
41 アダプタ
42 測定プローブ
43 光源
44 吐出空気
45 空気出口弁
46 空気出口弁用制御
47 空気供給弁
48 点火プラグ
49 シール
50 取付けブロックの内室、混合室
51 冷却水入口
52 冷却水出口
53 閉鎖ねじ
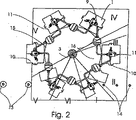
I プリフォーム14挿入のための領域
II プリフォーム14予備膨張のための領域
III プリフォーム14点火のための領域
IV プリフォーム14冷却のための領域
V 容器13取出のための領域
VI 空運転のための領域
Claims (11)
- 延伸ブローを用いてプラスチック容器(13)を製造する円形ロータ機械(2)であって、
前記円形ロータ機械(2)は、複数のディストリビュータブロック(10)と、前記複数のディストリビュータブロック(10)及び複数のプリフォーム(14)を支持するとともに回転させる回転台を有しており、
前記ディストリビュータブロック(10)は、混合室(50)と、前記混合室(50)に爆発性流体を形成する異なる少なくとも2つの流体を供給する少なくとも2つの別個の通路と、前記爆発性流体に点火するための点火装置とを有しており、
更に、前記ディストリビュータブロック(10)は、前記プリフォーム(14)又は容器に直接接続することができ、前記混合室(50)と前記プリフォーム(14)の内部空間により燃焼室(21)を形成していることを特徴とする機械。 - 混合室(21)の容積が50cm3或いは25cm3或いは15cm3より小さいこと、を特徴とする請求項1に記載の装置。
- ディストリビュータブロック(10)が、ディストリビュータブロック(10)を冷却するための冷却水通路を有すること、を特徴とする請求項1又は2に記載の装置。
- ディストリビュータブロック(10)が、少なくとも1つの流体路(16)の開閉のためのニードル弁(19)を少なくとも1つ有すること、を特徴とする請求項1〜3のいずれか1項に記載の装置。
- ニードル弁(19)が戻り止め弁であること、を特徴とする請求項4に記載の装置。
- ディストリビュータブロック(10)が、爆発性流体の爆発に際して発生する反応生成物を排出するための流体排出路を有すること、を特徴とする請求項1〜5のいずれか1項に記載の装置。
- 前記流体排出路の開閉鎖のため弁を設け、前記弁は、前記爆発性流体の開放を阻止する
ロック装置を有し、前記弁は前記爆発性流体の爆発に際して発生する圧力により前記ロック装置が開放されるとき自動的に開くこと、を特徴とする請求項6に記載の装置。 - 延伸バー(17)が駆動力を有し、混合室(50)を通って伸び、装置がプリフォーム(14)に接続されているときプリフォームに入る延伸バーを備え、プリフォーム(14)を軸方向に延伸するための延伸バー(17)が設けてあること、を特徴とする請求項1〜7のいずれか1項に記載の装置。
- 点火装置が、ディストリビュータブロック(10)内、またはプリフォーム(14)が接続されるときプリフォームの中に伸長する延伸バー(17)の一部内、のいずれかに配置される点火プラグ(48)を含むこと、を特徴とする請求項1〜8のいずれか1項の記載の装置。
- 燃焼室(21)内の圧力を測定するための圧力センサ(39)を備えること、を特徴とする請求項1〜9のいずれか1項に記載の装置。
- 流体を霧化させて混合室(50)内に供給するための噴霧装置(28)に接続され、混合室(50)内に開く、流路(25)を少なくとも1つ備えること、を特徴とする請求項1〜10のいずれか1項に記載の装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10211878 | 2002-03-18 | ||
| DE10231345A DE10231345A1 (de) | 2002-03-18 | 2002-07-11 | Vorrichtung zur Herstellung von Kunstoffbehältern mittels Streckblasformen und Vorrichtung zum Beschichten der Innenwände eines Kunstoffbehälters |
| PCT/EP2003/002736 WO2003078136A2 (de) | 2002-03-18 | 2003-03-17 | Vorrichtung zur herstellung von kunststoffbehältern mittels streckblasformen und vorrichtung zum beschichten der innenwände eines kunststoffbehälters |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005520707A JP2005520707A (ja) | 2005-07-14 |
| JP4570876B2 true JP4570876B2 (ja) | 2010-10-27 |
Family
ID=28042847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003576172A Expired - Lifetime JP4570876B2 (ja) | 2002-03-18 | 2003-03-17 | 延伸ブローを用いてプラスチック容器を製造する円形ロータ機械 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US7481636B2 (ja) |
| EP (1) | EP1487628B1 (ja) |
| JP (1) | JP4570876B2 (ja) |
| CN (1) | CN100528536C (ja) |
| AT (1) | ATE340686T1 (ja) |
| AU (1) | AU2003229561B2 (ja) |
| BR (1) | BR0308467B1 (ja) |
| CA (1) | CA2460670C (ja) |
| DE (2) | DE10231345A1 (ja) |
| ES (1) | ES2270018T3 (ja) |
| MX (1) | MXPA04008941A (ja) |
| RU (1) | RU2312016C2 (ja) |
| TW (1) | TWI266685B (ja) |
| WO (1) | WO2003078136A2 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10354625A1 (de) * | 2003-11-22 | 2005-06-30 | Sig Technology Ltd. | Verfahren zur Bestimmung der Gasdurchlässigkeit von Behälterwandungen, Behälter mit Oberflächenbeschichtung sowie Beschichtungseinrichtung mit Messvorrichtung |
| DE102004008400A1 (de) * | 2004-02-20 | 2005-09-08 | Sig Technology Ltd. | Vorrichtung zur Bearbeitung von Werkstücken |
| FR2872082B1 (fr) * | 2004-06-23 | 2006-10-06 | Sidel Sas | Installation de soufflage de recipients en materiau thermoplastique |
| DE102004043384B4 (de) * | 2004-09-08 | 2010-06-17 | Schott Ag | Verfahren zur Herstellung eines beschichteten Hohlkörper-Substrates aus zumindest Polyethylenterephthalat |
| DE102005015063B4 (de) * | 2005-03-31 | 2008-05-15 | Schott Ag | Vorrichtung und Verfahren zur automatischen Erzeugung von Steueranweisungen für Rundläufermaschinen |
| FR2917068B1 (fr) * | 2007-06-07 | 2012-10-12 | Sidel Participations | Recipient en polymere presentant un gradient de cristallinite |
| FR2917004B1 (fr) * | 2007-06-07 | 2012-10-26 | Sidel Participations | Procede de fabrication de recipients par soufflage permettant d'ameliorer leur tenue mecanique |
| DE102008010885A1 (de) | 2008-02-25 | 2009-08-27 | Krones Ag | Vorrichtung und Verfahren zum Überwachen der Betriebsfähigkeit einer Behälterbehandlungsvorrichtung |
| DE102008013419A1 (de) | 2008-03-06 | 2009-09-10 | Khs Corpoplast Gmbh & Co. Kg | Verfahren und Vorrichtung zur Blasformung von Behältern |
| DE102008049905A1 (de) * | 2008-10-02 | 2010-04-08 | Krones Ag | Schnellwechselsystem für Reckstangen |
| DE102009036922A1 (de) | 2009-08-11 | 2011-02-17 | Krones Ag | Blasformmaschine mit Reinigungssystem |
| KR101390247B1 (ko) * | 2009-09-18 | 2014-04-30 | 가부시키가이샤 이엠이 | 유체 충전 장치 |
| US8485810B2 (en) * | 2010-10-06 | 2013-07-16 | Graham Engineering Corporation | Blow molding apparatus |
| DE102010042165A1 (de) * | 2010-10-07 | 2012-04-12 | Krones Aktiengesellschaft | Verfahren zum Behandeln wenigstens eines Behälters in einer Behälterbehandlungsanlage |
| DE102011104024A1 (de) | 2011-06-06 | 2012-12-06 | Khs Corpoplast Gmbh | Verfahren und Vorrichtung zum Sterilisieren sowie Vorrichtung zur Blasformung von Behältern |
| JP2014527484A (ja) * | 2011-08-08 | 2014-10-16 | ネステク ソシエテ アノニム | プリフォームからプラスチック容器へのブロー成形とこの容器への充填を同時に行うための回転システム |
| JP6065266B2 (ja) | 2012-11-30 | 2017-01-25 | 株式会社吉野工業所 | 合成樹脂製窓付き容器、プリフォーム及びプリフォームの射出成形装置 |
| FR3001913B1 (fr) * | 2013-02-14 | 2015-02-27 | Sidel Participations | "installation de formage de recipients par soufflage comportant un dispositif perfectionne de pilotage de vanne de distribution du fluide de soufflage" |
| WO2015023673A2 (en) | 2013-08-12 | 2015-02-19 | Agr International, Inc. | Blow molder control systems snad methods |
| EP3172029B1 (en) * | 2014-07-21 | 2018-06-06 | Gea Procomac S.p.A. | Moulding device for moulding a container starting with a parison in plastic material and moulding machine comprising this device |
| DE102014010861A1 (de) * | 2014-07-25 | 2016-01-28 | Khs Corpoplast Gmbh | Volumengesteuerte Blasluftzuführung |
| CA3210826A1 (en) * | 2015-01-13 | 2016-07-13 | Stackteck Systems Limited | Post-mold cooling method and apparatus with cyclone cooling effect |
| WO2016143772A1 (ja) * | 2015-03-09 | 2016-09-15 | 大日本印刷株式会社 | ブロー成形機及びその殺菌方法 |
| US20190240889A1 (en) * | 2016-10-18 | 2019-08-08 | Reifenhaeuser Gmbh & Co. Kg Maschinenfabrik | Method and data detection device for providing, retrieving and using a data element in a process for producing plastic sheet material |
| WO2019152365A1 (en) | 2018-02-01 | 2019-08-08 | Agr International, Inc. | Energy effecient blow molder control |
| CN113993682B (zh) | 2019-04-09 | 2024-07-19 | 日精Asb机械株式会社 | 树脂制容器的制造装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2892733A (en) * | 1955-09-16 | 1959-06-30 | Plax Corp | Method and apparatus for treating synthetic resin containers |
| US3100910A (en) * | 1958-04-10 | 1963-08-20 | Cons Thermoplastics Company | Apparatus for the explosion treatment of a plastic container |
| US3236080A (en) * | 1961-07-10 | 1966-02-22 | Continental Can Co | Procedure and device for the shaping of containers, container bodies or container parts, from a thin-walled first shape |
| US3252312A (en) | 1962-04-25 | 1966-05-24 | Continental Can Co | Method and apparatus for explosive reshaping of hollow ductile objects |
| US3694424A (en) * | 1970-10-13 | 1972-09-26 | Hunkar Laboratories | Method of internally cooling a blow molded article |
| DE2742693C2 (de) | 1977-09-22 | 1983-08-11 | Gildemeister Corpoplast Gmbh, 2000 Hamburg | Maschine zum Blasformen von Hohlkörpern, insbesondere von Flaschen, aus thermoplastischem Kunststoff |
| JPS5627330A (en) | 1979-08-15 | 1981-03-17 | Yoshino Kogyosho Co Ltd | Heat treatment for internal wall surface of saturated polyester resin biaxially stretched bottle |
| JPS5627329A (en) | 1979-08-15 | 1981-03-17 | Yoshino Kogyosho Co Ltd | Reducing method for residual strain of biaxially stretched saturated polyester resin bottle |
| DE3312920C1 (de) | 1983-04-11 | 1984-10-11 | ESG Elektronik-System-GmbH, 8000 München | Verfahren zum Herstellen eines Hohlkörpers |
| FR2700293B1 (fr) * | 1993-01-08 | 1995-03-24 | Settembrini Antoine Di | Machine de fabrication de corps creux par soufflage. |
| CH687601A5 (de) | 1994-02-04 | 1997-01-15 | Tetra Pak Suisse Sa | Verfahren zur Herstellung von im Innern sterilen Verpackungen mit hervorragenden Sperreigenschaften. |
| US5565248A (en) | 1994-02-09 | 1996-10-15 | The Coca-Cola Company | Method and apparatus for coating hollow containers through plasma-assisted deposition of an inorganic substance |
| CH691218A5 (de) | 1996-08-14 | 2001-05-31 | Tetra Laval Holdings & Finance | Verfahren zur Sterilisation von Oberflächen von beliebigen Gegenständen. |
| NL1003827C2 (nl) * | 1996-08-19 | 1998-02-26 | Thomassen & Drijver | Inrichting voor het hermodelleren van een hol metalen voorwerp. |
| PL339616A1 (en) | 1997-09-30 | 2001-01-02 | Tetra Laval Holdings & Finance | Method of and apparatus for treating internal surface of a plastic bottle in a plasma-assisted process |
| DE19938724A1 (de) * | 1999-08-16 | 2001-02-22 | Tetra Laval Holdings & Finance | Vorrichtung zur Herstellung von Kunststoffbehältern mittels Streckblasformen |
| DE10004274A1 (de) | 2000-02-01 | 2001-08-02 | Tetra Laval Holdings & Finance | Vorrichtung zum Beschichten der inneren Oberfläche eines Hohlkörpers |
| DE10011276A1 (de) * | 2000-03-08 | 2001-09-13 | Wolff Walsrode Ag | Verwendung eines indirrekten atomosphärischen Plasmatrons zur Oberflächenbehandlung oder Beschichtung bahnförmiger Werkstoffe sowie ein Verfahren zur Behandlung oder Beschichtung bahnförmiger Werkstoffe |
| FR2812568B1 (fr) | 2000-08-01 | 2003-08-08 | Sidel Sa | Revetement barriere depose par plasma comprenant une couche d'interface, procede d'obtention d'un tel revetement et recipient revetu d'un tel revetement |
| DE10065652B4 (de) * | 2000-12-29 | 2007-09-27 | Tetra Laval Holdings & Finance S.A. | Vorrichtung zur Herstellung von Kunststoffbehältern mittels Streckblasformen |
| DE10114401B4 (de) * | 2001-03-23 | 2005-03-17 | Tetra Laval Holdings & Finance S.A. | Verfahren zum Blasformen eines Behälters aus Kunststoff und zum Beschichten des Behälterinneren |
| DE10118242A1 (de) | 2001-06-09 | 2002-12-12 | Andreas Biedermann | Verfahren und Vorrichtung zur Innenbeschichtung |
-
2002
- 2002-07-11 DE DE10231345A patent/DE10231345A1/de not_active Ceased
-
2003
- 2003-03-17 EP EP03722343A patent/EP1487628B1/de not_active Expired - Lifetime
- 2003-03-17 US US10/507,569 patent/US7481636B2/en not_active Expired - Lifetime
- 2003-03-17 RU RU2004130851/12A patent/RU2312016C2/ru active
- 2003-03-17 DE DE50305181T patent/DE50305181D1/de not_active Expired - Lifetime
- 2003-03-17 AU AU2003229561A patent/AU2003229561B2/en not_active Expired
- 2003-03-17 WO PCT/EP2003/002736 patent/WO2003078136A2/de not_active Ceased
- 2003-03-17 AT AT03722343T patent/ATE340686T1/de active
- 2003-03-17 CA CA2460670A patent/CA2460670C/en not_active Expired - Lifetime
- 2003-03-17 JP JP2003576172A patent/JP4570876B2/ja not_active Expired - Lifetime
- 2003-03-17 TW TW092105800A patent/TWI266685B/zh not_active IP Right Cessation
- 2003-03-17 MX MXPA04008941A patent/MXPA04008941A/es active IP Right Grant
- 2003-03-17 CN CNB038015846A patent/CN100528536C/zh not_active Expired - Lifetime
- 2003-03-17 ES ES03722343T patent/ES2270018T3/es not_active Expired - Lifetime
- 2003-03-17 BR BRPI0308467-1A patent/BR0308467B1/pt active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| BR0308467B1 (pt) | 2012-12-11 |
| TWI266685B (en) | 2006-11-21 |
| RU2004130851A (ru) | 2006-01-27 |
| US20060110483A1 (en) | 2006-05-25 |
| US7481636B2 (en) | 2009-01-27 |
| CA2460670C (en) | 2010-08-17 |
| RU2312016C2 (ru) | 2007-12-10 |
| MXPA04008941A (es) | 2004-11-26 |
| WO2003078136A2 (de) | 2003-09-25 |
| EP1487628A2 (de) | 2004-12-22 |
| CA2460670A1 (en) | 2003-09-25 |
| EP1487628B1 (de) | 2006-09-27 |
| ES2270018T3 (es) | 2007-04-01 |
| WO2003078136A3 (de) | 2003-12-11 |
| BR0308467A (pt) | 2005-01-11 |
| AU2003229561B2 (en) | 2008-03-06 |
| AU2003229561A1 (en) | 2003-09-29 |
| DE10231345A1 (de) | 2003-10-16 |
| CN1602247A (zh) | 2005-03-30 |
| JP2005520707A (ja) | 2005-07-14 |
| TW200304869A (en) | 2003-10-16 |
| ATE340686T1 (de) | 2006-10-15 |
| DE50305181D1 (de) | 2006-11-09 |
| CN100528536C (zh) | 2009-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4570876B2 (ja) | 延伸ブローを用いてプラスチック容器を製造する円形ロータ機械 | |
| CA2381273C (en) | Device for manufacturing plastics containers by means of stretch blow forming | |
| CN100333892C (zh) | 塑料容器吹塑成形及其内部涂布的方法 | |
| AU2003245890A1 (en) | Multistation coating device and method for plasma coating | |
| WO2004012999A2 (en) | Ultraviolet bottle coating thickness measurement | |
| US6315939B1 (en) | Process for producing stretch blow formed plastic containers | |
| EP0129445A1 (en) | Process for forming tamper-resistant tamper-indicative capsules | |
| GB2149377A (en) | Forming tamper-resistant tamper-indicative capsules | |
| US4466844A (en) | Gripper for capsule welder | |
| CN1516643A (zh) | 不用助粘剂处理塑料基体部件以接受油漆并有冗余度的方法和设备 | |
| JP2004292223A (ja) | 粉体製造装置 | |
| CN208328051U (zh) | 一种用于加工汽车革的生产线 | |
| US20040232582A1 (en) | Method and apparatus with redundancies, for treating substrate plastic parts to accept paint without using adhesion promoters | |
| JP4067404B2 (ja) | 延伸ブロー成形によるプラスチック容器製造装置 | |
| JP4100084B2 (ja) | 容器の成形方法 | |
| CN100515730C (zh) | 塑料拉吹成型机输气分路器 | |
| CN119348111A (zh) | 耦合吹塑及等离子涂镀的容器制备系统和制备方法 | |
| CN120645548A (zh) | 一种饮料杯自动印刷包装打标装置 | |
| CN101293186A (zh) | 一种微纳粉体混和及表面改性的设备 | |
| JPS646840A (en) | Powder friction testing device | |
| TH25387A (th) | เครื่องสำเร็จและวิธีของการผลิตภาชนะพลาสติคที่เคลือบด้วยฟิล์มคาร์บอน | |
| JPH06293055A (ja) | 熱可塑性材料から中空体を吹込成形する方法および装置 | |
| MXPA03009504A (es) | Metodo y aparato, con redundancias para tratar partes plasticas de substratos para aceptar pinturas sin usar promotores de adhesion. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080624 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080924 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081008 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090217 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090515 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090525 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100720 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100811 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130820 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4570876 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |