JP4533449B2 - 配線基板の製造方法 - Google Patents
配線基板の製造方法 Download PDFInfo
- Publication number
- JP4533449B2 JP4533449B2 JP2008267094A JP2008267094A JP4533449B2 JP 4533449 B2 JP4533449 B2 JP 4533449B2 JP 2008267094 A JP2008267094 A JP 2008267094A JP 2008267094 A JP2008267094 A JP 2008267094A JP 4533449 B2 JP4533449 B2 JP 4533449B2
- Authority
- JP
- Japan
- Prior art keywords
- metal foil
- carrier
- metal
- wiring board
- insulating layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
- H05K3/4652—Adding a circuit layer by laminating a metal foil or a preformed metal foil pattern
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/46—Manufacturing multilayer circuits
- H05K3/4644—Manufacturing multilayer circuits by building the multilayer layer by layer, i.e. build-up multilayer circuits
- H05K3/4682—Manufacture of core-less build-up multilayer circuits on a temporary carrier or on a metal foil
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/095—Conductive through-holes or vias
- H05K2201/09509—Blind vias, i.e. vias having one side closed
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/095—Conductive through-holes or vias
- H05K2201/096—Vertically aligned vias, holes or stacked vias
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/01—Tools for processing; Objects used during processing
- H05K2203/0147—Carriers and holders
- H05K2203/0152—Temporary metallic carrier, e.g. for transferring material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/15—Position of the PCB during processing
- H05K2203/1536—Temporarily stacked PCBs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0097—Processing two or more printed circuits simultaneously, e.g. made from a common substrate, or temporarily stacked circuit boards
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/02—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding
- H05K3/022—Processes for manufacturing precursors of printed circuits, i.e. copper-clad substrates
- H05K3/025—Processes for manufacturing precursors of printed circuits, i.e. copper-clad substrates by transfer of thin metal foil formed on a temporary carrier, e.g. peel-apart copper
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/108—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern by semi-additive methods; masks therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1168—Gripping and pulling work apart during delaminating
- Y10T156/1195—Delaminating from release surface
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Printing Elements For Providing Electric Connections Between Printed Circuits (AREA)
Description
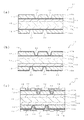
図13に示す配線基板の製造方法では、先ず、図13(a)に示す様に、強力担持体としての半硬化樹脂から成る樹脂板100の一面側に、剥離性金属箔102を積層する。この剥離性金属箔102は、図14に示す様に、金属箔102aの一面側に、金属箔102aよりも厚い金属板102bが剥離層102cを介して接合されているものである。かかる樹脂板100の一面側に剥離性金属箔102を積層する際には、金属箔102aと樹脂板100とを接合した状態で加熱圧着することによって両者を接着できる。
樹脂板100の一面側に積層した剥離性金属箔102の金属板102b側に、図13(b)に示す様に、ドライフィルム104によって部分的に被覆した後、金属板102bの露出面にエッチングを施してバンプ用凹部106,106・・を形成し、ドライフィルム104を除去する[図13(c)]。
バンプ用凹部106,106・・内には、図13(d)に示す様に、めっき金属によってバンプ108を形成すると共に、バンプ108に接続された導体パターン110を形成する。バンプ108を形成する際には、後述する様に、金属板102bをエッチングするエッチング液にエッチングされない金等の金属膜112を形成しておく。
この様に、剥離性金属箔102の金属板102b上に所定数の導体パターンを積層することによって、形成された配線基板120の強度が向上するため、図13(f)に示す様に、剥離性金属箔102の金属板102bと金属箔102aとを剥離する。
その後、金属板102bをエッチングして除去することによって、配線基板120を得ることができる。
しかし、図13に示す配線基板の製造方法では、樹脂板100から剥離した配線基板120に付着している金属板102bをエッチングで除去している。このエッチング時間を短縮するには、薄い金属板102を使用することを要するが、金属板102にバンプ用凹部106,106・・を形成するため、所定厚さの金属板102を必要とする。このため、金属板102をエッチングする時間の短縮は困難である。
そこで、本発明は、所定厚さの金属板上に形成した配線基板を形成した後、金属板をエッチング除去する従来の配線基板の製造方法の課題を解消し、金属板をエッチング除去することを要しない配線基板の製造方法を提供する。
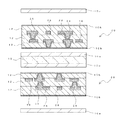
すなわち、本発明は、支持体としてのキャリア板の一面側に剥離層を介して金属箔が設けられたキャリア付金属箔を用い、前記キャリア付金属箔の金属箔側に、前記金属箔よりも厚い金属層を絶縁層を介して積層して形成した二枚の積層体を、前記キャリア板同士が接合層を介して接合した接合体を形成した後、前記接合体の両側に露出する金属層の各々にパターニングを施して第1導体パターンを形成し、次いで、前記第1導体パターンと絶縁層を介して金属箔が対向するように、前記接合体に形成した第1導体パターン側の各々にキャリア付金属箔を配設した後、前記キャリア付金属箔の各キャリア板を剥離層から剥離して、前記第1導体パターンの両面側に絶縁層を介して金属箔を具備する二枚の基板を形成し、その後、前記基板の両面側に形成された金属箔から、前記第1導体パターンと絶縁層を貫通するヴィアを介して電気的に接続された導体パターンを形成することを特徴とする配線基板の製造方法にある。
この様にして形成した、第1導体パターンを内部に具備する基板の両面側に、絶縁層を貫通するヴィアを介して複数の導体パターンを順次積層することによって、奇数層の導体パターンを積層した配線基板を得ることができる。
更に、ヴィアを形成する際に、レーザによって絶縁層にヴィア穴を形成した後、前記ヴィア穴をめっき金属で充填することによって、容易にヴィアを形成できる。
更に、本発明では、キャリア付金属箔のキャリア板を強力担持体として使用しているため、製造工程中での積層体の強度を保持でき、製造工程のローラ等による積層体の変形に基づくトラブルを防止できる。
かかるキャリア付金属箔10と銅箔14との積層は、絶縁層12として半硬化状態の熱硬化性樹脂からシートを用いて加熱・圧着することによって行うことができる。
また、キャリア付金属箔10は、図4に示す様に、強力担持体としてのキャリア板10aの一面側に剥離層10cを介して金属箔10bが設けられている。かかるキャリア板10aとしては、厚さ15〜70μmの銅板を用いることができ、金属箔10bとしては、厚さ0.5〜12μmの銅箔を用いることができる。
この銅箔14,14の露出面を、図1(c)に示す様に、ドライフィルム16,16によって部分的に被覆する。
かかる銅箔14,14の表面が部分的に露出する部分をエッチングし、ドライフィルム16,16を剥離することによって、図1(d)に示す様に、接合体17の両面に第1導体パターン18,18・・を形成できる。この第1導体パターン18,18・・は、後述する様に、配線基板の中央部に形成されるため、給電用又は接地用として好適に用いることができる。
更に、図1(d)に示す様に、第1導体パターン18,18・・を形成した接合体17の両面側の各々には、図2(a)に示す様に、絶縁層12を介してキャリア付金属箔10を配設する。このキャリア付金属箔10は、その金属箔10bが第1導体パターン18,18・・と対向するように配設する。この場合も、絶縁層12として半硬化状態の熱硬化性樹脂からシートを用いて加熱・圧着することによって行うことができる。
この様にして得られた、図2(a)に示す接合体17には、四枚のキャリア付金属箔10が配設されている。
かかる基板20,20の各々には、図3に示す手順によって、中央部に形成された第1導体パターン18,18・・とヴィアによって接続された導体パターンを形成して配線基板を得ることができる。図3には、基板20の一方を用いた配線基板の製造工程を示す。
先ず、基板20には、その金属箔10b,10bの各々の所定位置に、図3(a)に示す様に、レーザによって底面に第1導体パターン18が露出するヴィア穴22,22・・を形成する。このヴィア穴22は、レーザによって形成されるため、開口部から底面方向に次第に内径が小径となるテーパ状に形成されている。この様に、ヴィア穴22,22・・をレーザによって形成したことによって発生した残渣は、基板20にデスミア処理を施して除去した。
かかるヴィア穴22,22・・の内壁面を含む基板20の全表面には、図3(b)に示す様に、無電解めっき又は蒸着によって薄金属皮膜23,23を形成する。
更に、図3(c)に示す様に、ドライフィルム16,16によってパターニングした後、金属箔10b及び薄金属皮膜23を給電層とする電解めっきによって、ヴィア穴22,22・・内にめっき金属を充填してヴィア24,24を形成すると共に、第1導体パターン18,18・・とヴィア24,24・・により電気的に接続された第2導体パターン28,28・・を基板20の両面側に形成できる。
更に、図3(e)に示す様に、第2導体パターン28,28・・のパッド34を形成する部分を除いてソルダーレジスト32によって被覆することによって、配線基板30を得ることができる。
この様に、図1〜図3に示す配線基板の製造方法では、接合体17において、キャリア付金属箔10のキャリア板10aが強力担持体として作用するため、接合体17の搬送は何等問題なく行うことができる。
また、図13に示す配線基板の製造方法の如く、金属板102bをエッチングによって除去する工程を不要にでき、配線基板30の製造工程の短縮を図ることができる。
この点、図5〜図9に示す配線基板の製造方法によれば、基板20にヴィア穴22をレーザで形成する際に、第1導体パターン18を破壊するおそれを解消できる。
更に、二枚の積層体11,11を接合層15によって接合して、図5(b)に示す接合体17を形成する。この接合層15による接合は、接合層15としての半硬化状態の熱硬化性樹脂から成るシートを積層体11,11の間に挟んで加熱・圧着することによって行うことができる。
この様にして得た接合体17の両面側のキャリア付金属箔10,10の各キャリア板10aを剥離して、図5(c)に示す様に、両側に金属箔10b,10bが露出した接合体17を得る。
両側に金属箔10b,10bが露出した接合体17には、図6(a)に示す様に、金属箔10b,10bの各々の所定の箇所にレーザによって、底面に他方のキャリア付金属箔10の金属箔10bが露出するヴィア穴22,22・・を、接合体17の両面に形成する。このヴィア穴22は、レーザによって形成されるため、開口部から底面方向に次第に内径が小径となるテーパ状に形成されている。ヴィア穴22,22・・をレーザによって形成したことによって発生した残渣は、基板20にデスミア処理を施して除去した。
かかるヴィア穴22,22・・の内壁面を含む絶縁層12,12・・の一面側の全表面には、図6(b)に示す様に、無電解めっき又は蒸着によって薄金属皮膜23,23を形成する。
更に、図6(c)に示す様に、ドライフィルム16,16によってパターニングした後、金属箔10b及び薄金属皮膜23を給電層とするヴィアフィル電解めっきによって、ヴィア穴22,22・・内にめっき金属を充填してヴィア24,24・・と第1導体パターン18,18・・とを接合体17の両面側に形成する。
このドライフィルム16を剥離した後、露出する金属箔10b及び薄金属皮膜23をエッチングすることによって、図7(a)に示す様に、第1導体パターン18,18・・を形成及びヴィア24,24を接合体17の両面側に形成できる。
かかる第1導体パターン18,18・・及びヴィア24,24が形成された接合体17の両面側の各々には、第1導体パターン18,18・・と対向するように、絶縁層12を介してキャリア付金属箔10を配設する[図7(b)]。
この様にして得られた、図7(b)に示す接合体17には、四枚のキャリア付金属箔10,10,10が配設されている。
この基板0は、中央部に形成された第1導体パターン18,18・・の両面側に絶縁層12,12が形成されているため、基板20の搬送を容易に行うことができる。
かかる基板20,20の各々には、図9に示す手順によって、中央部に形成された第1導体パターン18,18・・とヴィアによって接続された導体パターンを形成して配線基板を得ることができる。図9には、基板20の一方を用いた配線基板の製造工程を示す。
先ず、図9(a)に示す様に、基板20の第1導体パターン18,18・・側の金属箔10bの所定箇所にレーザによって第1導体パターン18或いはヴィア24が底面に露出するヴィア穴22,22・・を形成する。この際に、ヴィア穴22の底面に露出する第1導体パターン18の一面側にレーザが照射されても、第1導体パターン18の他面側は、絶縁層12又はヴィア24が形成されているため、レーザが照射された衝撃によって第1導体パターン18が破壊されることを防止できる。
次いで、図9(b)に示す様に、金属箔10b、10bが露出した基板20の両面に、無電解めっき又は蒸着によって薄金属皮膜23,23を形成する。かかる薄金属皮膜23は、ヴィア穴22,22・・の内壁面にも形成される。
更に、図9(c)に示す様に、ドライフィルム16によってパターニングした後、金属箔10b及び薄金属皮膜23を給電層とするヴィアフィル電解めっきによって、ヴィア穴22,22・・内にめっき金属を充填してヴィア24を形成すると共に、第2導体パターン28,28・・を基板20の両面側に形成できる。
その後、ドライフィルム16,16を剥離して露出する金属箔10b及び薄金属皮膜23をエッチングすることによって、第1導体パターン18,18・・とヴィア24,24・・により電気的に接続された第2導体パターン28,28・・を基板20の両面側に形成できる。
更に、第2導体パターン28,28・・のパッド34を形成する部分を除いてソルダーレジスト32によって被覆することによって、図9(d)に示す様に、配線基板30を得ることができる。
この様に、図1〜図9に示す配線基板の製造方法では、奇数層の導体パターンを積層した配線基板を得ることができる。
また、図7(b)に示す接合体17の両面側に配設したキャリア付金属箔10,10の各キャリア板10aを剥離することによっても、奇数層の導体パターンを積層した配線基板を得ることができる。
図1〜図9に示す配線基板の製造方法に対して、図10〜図12に示す製造方法によれば、偶数層の導体パターンを積層した配線基板を得ることができる。
接合体17の両面側に露出した金属箔10b、10bの所定箇所に、図10(b)に示す様に、レーザによって第1導体パターン18或いはヴィア24が底面に露出するヴィア穴22,22・・を形成する。
このヴィア穴22,22・・を形成した接合体17の両面側の絶縁層12側の全面に、無電解めっき又は蒸着によって薄金属皮膜23,23を形成する。かかる薄金属皮膜23は、ヴィア穴22,22・・の内壁面にも形成される。
更に、薄金属皮膜23,23上に配設したドライフィルム16,16によってパターニングした後、金属箔10b,10b及び薄金属皮膜23,23を給電層とするヴィアフィル電解めっきによって、ヴィア穴22,22・・内にめっき金属を充填してヴィア24,24・・を形成すると共に、第2導体パターン36,36・・を形成する[図11(a)]。
このドライフィルム16,16を剥離して接合体17の両面側に露出する金属箔10b,10b及び薄金属皮膜23,23をエッチングすることによって、第1導体パターン18,18・・とヴィア24,24・・により電気的に接続された第2導体パターン28,28・・を形成した後、接合体17の両面側に絶縁層12,12を形成する。
更に、接合体17の両面側に形成した絶縁層12上に、図11(b)に示す様に、キャリア付金属箔10,10を積層する。このキャリア付金属箔10は、金属箔10bと第2導体パターン28,28・・が対向するように積層する。
この様にして形成した図11(b)に示す接合体17には、4枚のキャリア付金属箔10,10,10,10が配設されている。
かかる接合体17の4枚のキャリア付金属箔10のキャリア板10aの各々を、図12に示すように剥離することによって、両面側に金属箔10b、10bが配設されていると共に、第1導体パターン18,18・・と第2導体パターン28,28・・とが形成された基板20,20を得ることができる。
更に、金属箔10b、10bが露出した基板20のヴィア穴22,22・・の内壁面を含む両面に、無電解めっき又は蒸着によって薄金属皮膜23,23を形成する。
その後、ドライフィルム16,16によってパターニングした後、金属箔10b,10b及び薄金属皮膜23,23を給電層とするヴィアフィル電解めっきによって、ヴィア穴22,22・・内にめっき金属を充填してヴィア24,24・・を形成すると共に、第1導体パターン18と第2導体パターン28とヴィア24によって電気的に接続された第2導体パターン28,28・・を基板20の両面側に形成し、合計4層の導体パターンを形成できる。
この様にして、図10〜図12に示す配線基板の製造方法では、偶数層の導体パターンを積層した配線基板を得ることができる。
或いは金属箔10b上に塗布したレジストに所定箇所に金属箔10bが底面に露出する凹部を形成した後、露出した金属箔10bをエッチングによって除去して感光性樹脂から成る絶縁層12を露出する。次いで、露出した絶縁層12を露光・現像することによっても形成できる。
また、ヴィア穴22に金属を充填してヴィア24を形成する際には、電解めっきによるヴィアフィル方法について説明していたが、ヴィア穴22に導電ペーストを充填してヴィア24を形成してもよい。
尚、導体パターンは、ヴィア24を形成した後に形成してもよい。
10a キャリア板
10b 金属箔
10c 剥離層
11 積層体
12 樹脂層
14 銅箔
15 接合層
16 ドライフィルム
17 接合体
18 第1導体パターン
20 基板
22 ヴィア穴
23 薄金属皮膜
24 ヴィア
28 第2導体パターン
30 配線基板
32 ソルダーレジスト
34 パッド
Claims (4)
- 支持体としてのキャリア板の一面側に剥離層を介して金属箔が設けられたキャリア付金属箔を用い、前記キャリア付金属箔の金属箔側に、前記金属箔よりも厚い金属層を絶縁層を介して積層して形成した二枚の積層体を、前記キャリア板同士が接合層を介して接合した接合体を形成した後、前記接合体の両側に露出する金属層の各々にパターニングを施して第1導体パターンを形成し、
次いで、前記第1導体パターンと絶縁層を介して金属箔が対向するように、前記接合体に形成した第1導体パターン側の各々にキャリア付金属箔を配設した後、前記キャリア付金属箔の各キャリア板を剥離層から剥離して、前記第1導体パターンの両面側に絶縁層を介して金属箔を具備する二枚の基板を形成し、
その後、前記基板の両面側に形成された金属箔から、前記第1導体パターンと絶縁層を貫通するヴィアを介して電気的に接続された導体パターンを形成することを特徴とする配線基板の製造方法。 - 第1導体パターンを内部に具備する基板の両面側に、絶縁層を貫通するヴィアを介して電気的に接続されている複数の導体パターンを順次積層し、奇数層の導体パターンを積層した配線基板を形成する請求項1記載の配線基板の製造方法。
- キャリア付金属箔として、支持体としての銅板の一面側に剥離層を介して銅箔が設けられているキャリア付金属箔を用いる請求項1または2記載の配線基板の製造方法。
- ヴィアを形成する際に、レーザによって絶縁層にヴィア穴を形成した後、前記ヴィア穴をめっき金属で充填する請求項1、2または3記載の配線基板の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267094A JP4533449B2 (ja) | 2008-10-16 | 2008-10-16 | 配線基板の製造方法 |
| US12/579,726 US8394225B2 (en) | 2008-10-16 | 2009-10-15 | Method of manufacturing wiring substrate |
| US13/762,791 US8518203B2 (en) | 2008-10-16 | 2013-02-08 | Method of manufacturing wiring substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267094A JP4533449B2 (ja) | 2008-10-16 | 2008-10-16 | 配線基板の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010110083A Division JP4546581B2 (ja) | 2010-05-12 | 2010-05-12 | 配線基板の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010098086A JP2010098086A (ja) | 2010-04-30 |
| JP2010098086A5 JP2010098086A5 (ja) | 2010-06-17 |
| JP4533449B2 true JP4533449B2 (ja) | 2010-09-01 |
Family
ID=42107688
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008267094A Active JP4533449B2 (ja) | 2008-10-16 | 2008-10-16 | 配線基板の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (2) | US8394225B2 (ja) |
| JP (1) | JP4533449B2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI411073B (zh) * | 2010-08-13 | 2013-10-01 | Unimicron Technology Corp | 嵌埋被動元件之封裝基板及其製法 |
| JP5896200B2 (ja) * | 2010-09-29 | 2016-03-30 | 日立化成株式会社 | 半導体素子搭載用パッケージ基板の製造方法 |
| KR101282965B1 (ko) * | 2010-11-05 | 2013-07-08 | 주식회사 두산 | 신규 인쇄회로기판 및 이의 제조방법 |
| JP5750400B2 (ja) * | 2012-05-17 | 2015-07-22 | 新光電気工業株式会社 | 配線基板の製造方法、配線基板製造用の構造体 |
| TWI446842B (zh) | 2012-06-18 | 2014-07-21 | Unimicron Technology Corp | 承載件及無核心封裝基板之製法 |
| CN103531483B (zh) * | 2012-07-05 | 2017-04-12 | 欣兴电子股份有限公司 | 承载件及无核心封装基板的制法 |
| WO2014050995A1 (ja) * | 2012-09-26 | 2014-04-03 | 日立化成株式会社 | 多層配線板、及び、多層配線板の製造方法 |
| JP6361906B2 (ja) * | 2013-01-09 | 2018-07-25 | 日立化成株式会社 | 配線基板の製造方法及び支持材付き積層体 |
| KR102211741B1 (ko) * | 2014-07-21 | 2021-02-03 | 삼성전기주식회사 | 인쇄회로기판 및 인쇄회로기판의 제조 방법 |
| TWI571994B (zh) * | 2015-06-30 | 2017-02-21 | 旭德科技股份有限公司 | 封裝基板及其製作方法 |
| US9899239B2 (en) * | 2015-11-06 | 2018-02-20 | Apple Inc. | Carrier ultra thin substrate |
| WO2017085849A1 (ja) * | 2015-11-19 | 2017-05-26 | 三井金属鉱業株式会社 | 誘電体層を有するプリント配線板の製造方法 |
| TWI801346B (zh) * | 2016-08-05 | 2023-05-11 | 日商三菱瓦斯化學股份有限公司 | 支持基板、附設支持基板之疊層體及搭載半導體元件用之封裝基板的製造方法 |
| CN108269766A (zh) * | 2017-12-20 | 2018-07-10 | 深南电路股份有限公司 | 一种超薄封装基板结构及其加工制作方法 |
| US11107933B2 (en) * | 2018-03-06 | 2021-08-31 | Teresa Oh | Two-terminal device and lighting device using the same |
| US11032917B2 (en) * | 2018-06-08 | 2021-06-08 | Unimicron Technology Corp. | Circuit carrier board and manufacturing method thereof |
| CN108882507A (zh) * | 2018-08-03 | 2018-11-23 | 江苏普诺威电子股份有限公司 | 厚铜散热pcb加工工艺 |
| US11990349B2 (en) | 2018-12-14 | 2024-05-21 | Mitsubishi Gas Chemical Company, Inc. | Method for producing package substrate for loading semiconductor device |
| US12119277B2 (en) | 2018-12-14 | 2024-10-15 | Mitsubishi Gas Chemical Company, Inc. | Method for producing package substrate for mounting semiconductor device |
| US10624213B1 (en) * | 2018-12-20 | 2020-04-14 | Intel Corporation | Asymmetric electronic substrate and method of manufacture |
| CN114190011B (zh) * | 2021-11-11 | 2024-02-23 | 江苏普诺威电子股份有限公司 | 高散热pcb及其制作工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08316631A (ja) * | 1995-05-23 | 1996-11-29 | Hitachi Chem Co Ltd | 多層配線板の製造法 |
| JPH0936550A (ja) * | 1995-07-19 | 1997-02-07 | Hitachi Chem Co Ltd | 多層プリント配線板の製造方法 |
| JPH1126938A (ja) * | 1997-06-30 | 1999-01-29 | Matsushita Electric Works Ltd | 内層回路入り積層板の製造方法 |
| JP2001127429A (ja) * | 1999-10-25 | 2001-05-11 | Hitachi Chem Co Ltd | 多層印刷配線板の製造方法 |
| JP2004273531A (ja) * | 2003-03-05 | 2004-09-30 | Shinko Electric Ind Co Ltd | プリント配線板用銅箔複合板およびその銅箔複合板を使用したプリント配線板の製造方法 |
| JP2007043201A (ja) * | 2006-10-24 | 2007-02-15 | Fujitsu Ltd | 多層配線基板の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0744884A3 (en) | 1995-05-23 | 1997-09-24 | Hitachi Chemical Co Ltd | Method of manufacturing a multilayer printed circuit board |
| JP4541763B2 (ja) * | 2004-01-19 | 2010-09-08 | 新光電気工業株式会社 | 回路基板の製造方法 |
| JP4334005B2 (ja) * | 2005-12-07 | 2009-09-16 | 新光電気工業株式会社 | 配線基板の製造方法及び電子部品実装構造体の製造方法 |
| JP2007165513A (ja) | 2005-12-13 | 2007-06-28 | Shinko Electric Ind Co Ltd | 半導体装置用の多層配線基板の製造方法及び半導体装置の製造方法 |
-
2008
- 2008-10-16 JP JP2008267094A patent/JP4533449B2/ja active Active
-
2009
- 2009-10-15 US US12/579,726 patent/US8394225B2/en active Active
-
2013
- 2013-02-08 US US13/762,791 patent/US8518203B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08316631A (ja) * | 1995-05-23 | 1996-11-29 | Hitachi Chem Co Ltd | 多層配線板の製造法 |
| JPH0936550A (ja) * | 1995-07-19 | 1997-02-07 | Hitachi Chem Co Ltd | 多層プリント配線板の製造方法 |
| JPH1126938A (ja) * | 1997-06-30 | 1999-01-29 | Matsushita Electric Works Ltd | 内層回路入り積層板の製造方法 |
| JP2001127429A (ja) * | 1999-10-25 | 2001-05-11 | Hitachi Chem Co Ltd | 多層印刷配線板の製造方法 |
| JP2004273531A (ja) * | 2003-03-05 | 2004-09-30 | Shinko Electric Ind Co Ltd | プリント配線板用銅箔複合板およびその銅箔複合板を使用したプリント配線板の製造方法 |
| JP2007043201A (ja) * | 2006-10-24 | 2007-02-15 | Fujitsu Ltd | 多層配線基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8518203B2 (en) | 2013-08-27 |
| JP2010098086A (ja) | 2010-04-30 |
| US20100096078A1 (en) | 2010-04-22 |
| US20130146220A1 (en) | 2013-06-13 |
| US8394225B2 (en) | 2013-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4533449B2 (ja) | 配線基板の製造方法 | |
| JP4546581B2 (ja) | 配線基板の製造方法 | |
| JP5360494B2 (ja) | 多層配線基板、多層配線基板の製造方法、及びヴィアフィル方法 | |
| TWI475940B (zh) | 多層配線基板之製造方法及多層配線基板 | |
| JP5290455B2 (ja) | 積層体の製造方法 | |
| JP4460013B2 (ja) | 配線基板の製造方法 | |
| TW201242469A (en) | Method of manufacturing multilayer wiring substrate | |
| JP2006165496A (ja) | ビアポストにより層間伝導性を有するパラレル多層プリント基板およびその製造方法 | |
| JP2008016817A (ja) | 埋立パターン基板及びその製造方法 | |
| JP6036837B2 (ja) | 多層配線板、及び、多層配線板の製造方法 | |
| JP4857433B2 (ja) | 金属積層板、金属積層板の製造方法及び印刷回路基板の製造方法 | |
| JP2008311612A (ja) | 多層プリント基板およびその製造方法 | |
| TWI487451B (zh) | Manufacturing method of multilayer printed wiring board | |
| JP6072332B2 (ja) | 半導体パッケージ基板 | |
| JP4972753B2 (ja) | 印刷回路基板の製造方法 | |
| JP4503698B2 (ja) | 配線基板の製造方法 | |
| KR101167422B1 (ko) | 캐리어 부재 및 이를 이용한 인쇄회로기판의 제조방법 | |
| JP2007208229A (ja) | 多層配線基板の製造方法 | |
| KR101119308B1 (ko) | 인쇄회로기판 및 그 제조방법 | |
| KR100796981B1 (ko) | 인쇄회로기판 제조방법 | |
| KR100658972B1 (ko) | 인쇄회로기판 및 그 제조방법 | |
| JP2004031828A (ja) | 多層プリント配線板 | |
| JP2005347308A (ja) | 多層配線基板の製造方法 | |
| KR101093173B1 (ko) | 범프비아를 구비한 인쇄회로기판 및 제조방법, 그 제조방법에 사용되는 분리형캐리어 | |
| JP2009038191A (ja) | 多層配線基板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100303 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20100303 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20100401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100413 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100512 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100601 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100611 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4533449 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130618 Year of fee payment: 3 |