JP4493360B2 - 射出成形用金型構造 - Google Patents
射出成形用金型構造 Download PDFInfo
- Publication number
- JP4493360B2 JP4493360B2 JP2004033381A JP2004033381A JP4493360B2 JP 4493360 B2 JP4493360 B2 JP 4493360B2 JP 2004033381 A JP2004033381 A JP 2004033381A JP 2004033381 A JP2004033381 A JP 2004033381A JP 4493360 B2 JP4493360 B2 JP 4493360B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- cooling
- temperature control
- cavity surface
- heating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000001746 injection moulding Methods 0.000 title claims description 14
- 238000002347 injection Methods 0.000 claims description 27
- 239000007924 injection Substances 0.000 claims description 27
- 238000001816 cooling Methods 0.000 claims description 24
- 239000002826 coolant Substances 0.000 claims description 14
- 238000010438 heat treatment Methods 0.000 description 29
- 239000000498 cooling water Substances 0.000 description 17
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000011810 insulating material Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 239000003566 sealing material Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005206 flow analysis Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images





Description
Claims (1)
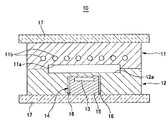
- 射出成形金型の可動型の反キャビティ面側に開口した凹部内に装着される入れ子の先端面と前記凹部の底壁との間に、該キャビティ面のウエルドライン発生位置に対応した位置を加熱するための加熱媒体及び冷却するための冷却媒体が供給される温調通路を設けるとともに、キャビティ面側を除く入れ子の側面と凹部の壁面との間に断熱部が設けられていることを特徴とする射出成形用金型構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004033381A JP4493360B2 (ja) | 2004-02-10 | 2004-02-10 | 射出成形用金型構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004033381A JP4493360B2 (ja) | 2004-02-10 | 2004-02-10 | 射出成形用金型構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005224978A JP2005224978A (ja) | 2005-08-25 |
| JP4493360B2 true JP4493360B2 (ja) | 2010-06-30 |
Family
ID=35000073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004033381A Expired - Lifetime JP4493360B2 (ja) | 2004-02-10 | 2004-02-10 | 射出成形用金型構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4493360B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101093756B1 (ko) | 2009-09-25 | 2011-12-19 | 한국타이어 주식회사 | 에어블록의 냉각장치를 갖는 연료전지분리판 사출금 |
| JP5479180B2 (ja) * | 2010-03-26 | 2014-04-23 | 東京エレクトロン株式会社 | 載置台 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03219936A (ja) * | 1990-01-26 | 1991-09-27 | Nissei Plastics Ind Co | プラスチックレンズの射出成形方法及び成形金型 |
| JPH05124077A (ja) * | 1991-11-05 | 1993-05-21 | Ricoh Co Ltd | プラスチツク成形品の製造方法 |
| JPH05154880A (ja) * | 1991-12-06 | 1993-06-22 | Hitachi Ltd | プラスチックレンズの成形金型及び成形方法 |
| JPH08156028A (ja) * | 1994-12-07 | 1996-06-18 | Sekisui Chem Co Ltd | 射出成形金型及び射出成形方法 |
| JPH09314611A (ja) * | 1996-05-24 | 1997-12-09 | Nippon G Ii Plast Kk | 温度制御容易な金型構造 |
| JP2000238103A (ja) * | 1999-02-23 | 2000-09-05 | Matsushita Electric Works Ltd | 成形金型装置 |
| JP2000271969A (ja) * | 1999-03-26 | 2000-10-03 | Sekisui Chem Co Ltd | 射出成形用金型 |
| JP2001018229A (ja) * | 1999-05-06 | 2001-01-23 | Ono Sangyo Kk | 合成樹脂成形用金型並びに金型温度調整装置及び金型温度調整方法 |
| JP2002103406A (ja) * | 2000-10-05 | 2002-04-09 | Polyplastics Co | 厚肉成形品の製造方法 |
| JP2002172655A (ja) * | 2000-12-05 | 2002-06-18 | Taiyo Manufacturing Co Ltd | 熱可塑性樹脂射出成形用金型 |
| JP2002210781A (ja) * | 2001-01-17 | 2002-07-30 | Mitsui Chemicals Inc | 合成樹脂成形用金型 |
| JP2003181838A (ja) * | 2001-12-21 | 2003-07-02 | Ono Sangyo Kk | 合成樹脂成形用金型とその製造方法および合成樹脂成形方法 |
| JP2004009682A (ja) * | 2002-06-11 | 2004-01-15 | Ono Sangyo Kk | 金型装置 |
-
2004
- 2004-02-10 JP JP2004033381A patent/JP4493360B2/ja not_active Expired - Lifetime
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03219936A (ja) * | 1990-01-26 | 1991-09-27 | Nissei Plastics Ind Co | プラスチックレンズの射出成形方法及び成形金型 |
| JPH05124077A (ja) * | 1991-11-05 | 1993-05-21 | Ricoh Co Ltd | プラスチツク成形品の製造方法 |
| JPH05154880A (ja) * | 1991-12-06 | 1993-06-22 | Hitachi Ltd | プラスチックレンズの成形金型及び成形方法 |
| JPH08156028A (ja) * | 1994-12-07 | 1996-06-18 | Sekisui Chem Co Ltd | 射出成形金型及び射出成形方法 |
| JPH09314611A (ja) * | 1996-05-24 | 1997-12-09 | Nippon G Ii Plast Kk | 温度制御容易な金型構造 |
| JP2000238103A (ja) * | 1999-02-23 | 2000-09-05 | Matsushita Electric Works Ltd | 成形金型装置 |
| JP2000271969A (ja) * | 1999-03-26 | 2000-10-03 | Sekisui Chem Co Ltd | 射出成形用金型 |
| JP2001018229A (ja) * | 1999-05-06 | 2001-01-23 | Ono Sangyo Kk | 合成樹脂成形用金型並びに金型温度調整装置及び金型温度調整方法 |
| JP2002103406A (ja) * | 2000-10-05 | 2002-04-09 | Polyplastics Co | 厚肉成形品の製造方法 |
| JP2002172655A (ja) * | 2000-12-05 | 2002-06-18 | Taiyo Manufacturing Co Ltd | 熱可塑性樹脂射出成形用金型 |
| JP2002210781A (ja) * | 2001-01-17 | 2002-07-30 | Mitsui Chemicals Inc | 合成樹脂成形用金型 |
| JP2003181838A (ja) * | 2001-12-21 | 2003-07-02 | Ono Sangyo Kk | 合成樹脂成形用金型とその製造方法および合成樹脂成形方法 |
| JP2004009682A (ja) * | 2002-06-11 | 2004-01-15 | Ono Sangyo Kk | 金型装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005224978A (ja) | 2005-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6936206B1 (en) | Synthetic resin molding mold, apparatus for and method of adjusting a temperature of the mold | |
| US5007821A (en) | Injection molding manifold having a pair of cooling bores on opposite sides of the melt passage | |
| EP2520385B1 (en) | Casting method and casting device for cast-metal object | |
| KR101817161B1 (ko) | 냉,온조기를 이용한 비연속 금형 온도조절시스템 | |
| CN101733914A (zh) | 快速加热冷却成形系统及其成形模具 | |
| KR100741661B1 (ko) | 금형의 온도제어장치 및 온도제어방법 | |
| JP2002347104A (ja) | ブロー成形用金型装置 | |
| JP4493360B2 (ja) | 射出成形用金型構造 | |
| JP4896556B2 (ja) | 射出成形用金型装置 | |
| JP3072217B2 (ja) | 射出成形方法 | |
| CN108724663A (zh) | 一种带有冷却结构的注塑模具 | |
| CN110234489A (zh) | 注塑成型方法和注塑成型装置 | |
| JP4946455B2 (ja) | 成形型装置 | |
| JPH1015944A (ja) | 成形型の加熱冷却装置 | |
| JP4091880B2 (ja) | 金型温度調節機 | |
| KR101030595B1 (ko) | 웰드레스 방식의 사출금형 장치 | |
| KR101001910B1 (ko) | 금형 가열 및 저온 유지장치 | |
| US20040258792A1 (en) | Injection molding manifold having a heating system with two portions | |
| JP4113853B2 (ja) | 調温剤チャネルに調温剤を供給する給送装置 | |
| JPH06218784A (ja) | 射出成形装置 | |
| JP4508825B2 (ja) | インサート成形金型及びインサート成形品の製造方法並びにインサート成形品 | |
| JPH0788611A (ja) | 金型温度制御 | |
| JPH07290539A (ja) | ホットランナー金型装置 | |
| JP3104023U (ja) | 金型温度調節システム | |
| KR20210109269A (ko) | 불량률 최소화를 위한 금형온도 제어 시스템 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090602 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |