JP4455287B2 - インクジェット記録ヘッドの製造方法 - Google Patents
インクジェット記録ヘッドの製造方法 Download PDFInfo
- Publication number
- JP4455287B2 JP4455287B2 JP2004327664A JP2004327664A JP4455287B2 JP 4455287 B2 JP4455287 B2 JP 4455287B2 JP 2004327664 A JP2004327664 A JP 2004327664A JP 2004327664 A JP2004327664 A JP 2004327664A JP 4455287 B2 JP4455287 B2 JP 4455287B2
- Authority
- JP
- Japan
- Prior art keywords
- ink
- filter
- recording head
- substrate
- jet recording
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/175—Ink supply systems ; Circuit parts therefor
- B41J2/17563—Ink filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14032—Structure of the pressure chamber
- B41J2/1404—Geometrical characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14145—Structure of the manifold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14387—Front shooter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14403—Structure thereof only for on-demand ink jet heads including a filter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49082—Resistor making
- Y10T29/49083—Heater type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49401—Fluid pattern dispersing device making, e.g., ink jet
Description
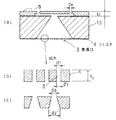
図1は、本実施形態のインクジェット記録ヘッドの製造方法における、フィルタの形成工程を示す工程図である。
(第2の実施形態)
図3は、本実施形態のインクジェット記録ヘッドの製造方法における、フィルタの形成工程を示す工程図である。
(第3の実施形態)
図4は、本実施形態のインクジェット記録ヘッドの製造方法における、フィルタの形成工程を示す工程図である。
3 貫通口
4 フィルタ
10 ヘッド基板
10a 底面
10b 上面
11 吐出口
12 インク供給口
12a 開口部
13 基板
20 インクジェット記録ヘッド
Claims (7)
- インクを吐出する吐出口に対応するインクの流路を構成する流路構成部材と、
前記流路構成部材を第1の面に備える基板と、
前記第1の面から前記第1の面の裏面である第2の面に渡って設けられ、前記流路にインクを供給する供給口と、を有し、
前記基板の第2の面に、複数の貫通口が形成されたフィルタが設けられているインクジェット記録ヘッドの製造方法において、
支持部材上に設けられた樹脂層に前記複数の貫通口を形成し、フィルタとする工程と、前記基板の前記第2の面と、前記フィルタとを、前記支持部材とともに接合する工程と、
前記基板の前記第2の面に接合された前記フィルタから前記支持部材を除去する工程と、を有することを特徴とするインクジェット記録ヘッドの製造方法。 - 前記支持部材としてシリコンまたはエッチング可能な金属を用いる、請求項1に記載のインクジェット記録ヘッドの製造方法。
- 前記樹脂層は感光性樹脂からなる、請求項1または2に記載のインクジェット記録ヘッドの製造方法。
- 前記接合工程が、前記第2の面にポリアミドを塗布し、前記ポリアミドが塗布された前記第2の面に前記フィルタを密着させた後、加熱して接着する工程を含む、請求項1ないし3のいずれか1項に記載のインクジェット記録ヘッドの製造方法。
- インクを吐出する吐出口に対応するインクの流路を構成する流路構成部材と、
前記流路構成部材を第1の面に備える基板と、
前記第1の面から前記第1の面の裏面である第2の面に渡って設けられ、前記流路にインクを供給する供給口と、を有し、
前記基板の第2の面に、複数の貫通口が形成されたフィルタが設けられているインクジェット記録ヘッドの製造方法において、
支持部材上に支持された樹脂層と、前記樹脂層上に設けられた第1の金属層と、を提供する工程と、
前記第1の金属層と前記樹脂層とに前記複数の貫通口を形成する工程と、
前記第2の面に第2の金属層を形成する工程と、前記第1の金属層と前記第2の金属層とを密着させて加圧する工程と、を含む、インクジェット記録ヘッドの製造方法。 - 真空雰囲気中にて、前記第1の金属層と前記第2の金属層との表面をクリーニングガスによって清浄する工程をさらに有する、請求項5に記載のインクジェット記録ヘッドの製造方法。
- 前記支持部材を溶解させて、前記フィルタから前記支持部材を除去することを特徴とする請求項2に記載のインクジェット記録ヘッドの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004327664A JP4455287B2 (ja) | 2003-12-26 | 2004-11-11 | インクジェット記録ヘッドの製造方法 |
| KR1020040098963A KR100650075B1 (ko) | 2003-12-26 | 2004-11-30 | 잉크 제트 기록 헤드 및 잉크 제트 기록 헤드 제조 방법 |
| US11/014,596 US7275310B2 (en) | 2003-12-26 | 2004-12-16 | Method for manufacturing ink-jet recording head |
| TW093140619A TWI257902B (en) | 2003-12-26 | 2004-12-24 | Ink-jet recording head and method for manufacturing ink-jet recording head |
| CNB2004101048748A CN100391740C (zh) | 2003-12-26 | 2004-12-24 | 喷墨记录头和用于制造喷墨记录头的方法 |
| US11/845,715 US20080259146A1 (en) | 2003-12-26 | 2007-08-27 | Ink-jet recording head and method for manufacturing ink-jet recording head |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003434527 | 2003-12-26 | ||
| JP2004327664A JP4455287B2 (ja) | 2003-12-26 | 2004-11-11 | インクジェット記録ヘッドの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005205888A JP2005205888A (ja) | 2005-08-04 |
| JP2005205888A5 JP2005205888A5 (ja) | 2007-12-06 |
| JP4455287B2 true JP4455287B2 (ja) | 2010-04-21 |
Family
ID=34703338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004327664A Expired - Fee Related JP4455287B2 (ja) | 2003-12-26 | 2004-11-11 | インクジェット記録ヘッドの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US7275310B2 (ja) |
| JP (1) | JP4455287B2 (ja) |
| KR (1) | KR100650075B1 (ja) |
| CN (1) | CN100391740C (ja) |
| TW (1) | TWI257902B (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030001459A1 (en) * | 2000-03-23 | 2003-01-02 | Cross Match Technologies, Inc. | Secure wireless sales transaction using print information to verify a purchaser's identity |
| US7343454B2 (en) * | 2004-11-16 | 2008-03-11 | International Business Machines Corporation | Methods to maintain triangle ordering of coherence messages |
| US7322681B2 (en) | 2005-10-11 | 2008-01-29 | Silverbrook Research Pty Ltd | Printhead with ink feed to chamber via adjacent chamber |
| US7470010B2 (en) * | 2005-10-11 | 2008-12-30 | Silverbrook Research Pty Ltd | Inkjet printhead with multiple ink inlet flow paths |
| GR1005477B (el) * | 2006-04-07 | 2007-03-26 | Ενδοπροθεση ολικης αρθροπλαστικης γονατος με τριτο κονδυλο και περιστρεφομενο ενθετο πολυαιθυλενιου | |
| JP5294884B2 (ja) * | 2008-02-08 | 2013-09-18 | キヤノン株式会社 | 液体吐出ヘッド |
| JP5393401B2 (ja) * | 2008-12-17 | 2014-01-22 | キヤノン株式会社 | 液体吐出ヘッド |
| JP5679665B2 (ja) * | 2009-02-06 | 2015-03-04 | キヤノン株式会社 | インクジェット記録ヘッド |
| US8793873B2 (en) * | 2010-06-07 | 2014-08-05 | Memjet Technology Ltd. | Method of providing printhead assembly having complementary hydrophilic and hydrophobic surfaces |
| US8500252B2 (en) * | 2010-11-05 | 2013-08-06 | Canon Kabushiki Kaisha | Liquid ejection head and method of manufacturing the same |
| JP2012121168A (ja) * | 2010-12-06 | 2012-06-28 | Canon Inc | 液体吐出ヘッド及びその製造方法 |
| US8955936B2 (en) * | 2011-02-17 | 2015-02-17 | Canon Kabushiki Kaisha | Printing apparatus and control method for the same |
| US8419175B2 (en) * | 2011-08-19 | 2013-04-16 | Eastman Kodak Company | Printing system including filter with uniform pores |
| JP6305036B2 (ja) * | 2013-11-29 | 2018-04-04 | キヤノン株式会社 | 液体吐出ヘッド |
| JP6373013B2 (ja) * | 2014-02-21 | 2018-08-15 | キヤノン株式会社 | 液体吐出ヘッドの製造方法及び液体吐出ヘッド |
| JP6397572B2 (ja) | 2014-10-30 | 2018-09-26 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | インクジェット印刷 |
| US9469109B2 (en) * | 2014-11-03 | 2016-10-18 | Stmicroelectronics S.R.L. | Microfluid delivery device and method for manufacturing the same |
| JP7013124B2 (ja) * | 2016-01-08 | 2022-01-31 | キヤノン株式会社 | 液体吐出ヘッドの製造方法 |
| EP3558686B1 (en) * | 2016-12-22 | 2021-02-17 | Agfa Nv | Inkjet printer with vacuum system |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2635043B2 (ja) | 1986-04-28 | 1997-07-30 | ヒューレット・パッカード・カンパニー | 熱インクジエツト式プリントヘツド |
| US4864329A (en) * | 1988-09-22 | 1989-09-05 | Xerox Corporation | Fluid handling device with filter and fabrication process therefor |
| JP2735675B2 (ja) | 1990-06-18 | 1998-04-02 | 新日本製鐵株式会社 | 鋳銑機における冷却方法 |
| JPH0452050U (ja) * | 1990-09-08 | 1992-05-01 | ||
| US5124717A (en) * | 1990-12-06 | 1992-06-23 | Xerox Corporation | Ink jet printhead having integral filter |
| US5141596A (en) * | 1991-07-29 | 1992-08-25 | Xerox Corporation | Method of fabricating an ink jet printhead having integral silicon filter |
| US5154815A (en) * | 1991-10-23 | 1992-10-13 | Xerox Corporation | Method of forming integral electroplated filters on fluid handling devices such as ink jet printheads |
| JPH05254120A (ja) | 1992-03-16 | 1993-10-05 | Seiko Epson Corp | インクジェットヘッド |
| JPH05318742A (ja) * | 1992-05-18 | 1993-12-03 | Ricoh Co Ltd | インクジェットヘッドのノズル作成方法 |
| JP2960608B2 (ja) * | 1992-06-04 | 1999-10-12 | キヤノン株式会社 | 液体噴射記録ヘッドの製造方法 |
| JPH07112530A (ja) * | 1993-10-19 | 1995-05-02 | Canon Inc | 記録装置および該装置を備えた情報処理システム |
| NL9401260A (nl) * | 1993-11-12 | 1995-06-01 | Cornelis Johannes Maria Van Ri | Membraan voor microfiltratie, ultrafiltratie, gasscheiding en katalyse, werkwijze ter vervaardiging van een dergelijk membraan, mal ter vervaardiging van een dergelijk membraan, alsmede diverse scheidingssystemen omvattende een dergelijk membraan. |
| US5565531A (en) * | 1994-05-27 | 1996-10-15 | King Industries, Inc. | Acid etch resistant automotive topcoat |
| JP3461240B2 (ja) * | 1996-05-28 | 2003-10-27 | キヤノン株式会社 | インクジェット記録ヘッドの製造方法 |
| US6280013B1 (en) | 1997-11-05 | 2001-08-28 | Hewlett-Packard Company | Heat exchanger for an inkjet printhead |
| US6264309B1 (en) | 1997-12-18 | 2001-07-24 | Lexmark International, Inc. | Filter formed as part of a heater chip for removing contaminants from a fluid and a method for forming same |
| US6449831B1 (en) * | 1998-06-19 | 2002-09-17 | Lexmark International, Inc | Process for making a heater chip module |
| JP2000094700A (ja) | 1998-09-22 | 2000-04-04 | Canon Inc | インクジェット記録ヘッドの製造方法、およびインクジェット記録ヘッド |
| US6086195A (en) | 1998-09-24 | 2000-07-11 | Hewlett-Packard Company | Filter for an inkjet printhead |
| JP2001010080A (ja) * | 1999-06-30 | 2001-01-16 | Canon Inc | インクジェット記録ヘッド、該インクジェット記録ヘッドの製造方法及びインクジェット記録装置 |
| US6084618A (en) * | 1999-07-22 | 2000-07-04 | Lexmark International, Inc. | Filter for an inkjet printhead |
| CN101362058B (zh) * | 1999-12-08 | 2011-10-12 | 巴克斯特国际公司 | 制造微孔滤膜的方法 |
| JP3592208B2 (ja) * | 2000-07-10 | 2004-11-24 | キヤノン株式会社 | 液体噴射記録ヘッドおよびその製造方法 |
| US6502927B2 (en) * | 2000-12-28 | 2003-01-07 | Canon Kabushiki Kaisha | Ink jet recording head having two or more pillars for each nozzle |
| JP2002273881A (ja) * | 2001-03-19 | 2002-09-25 | Canon Inc | インクジェット記録ヘッド |
| JP4532785B2 (ja) * | 2001-07-11 | 2010-08-25 | キヤノン株式会社 | 構造体の製造方法、および液体吐出ヘッドの製造方法 |
| JP2003311966A (ja) | 2002-04-23 | 2003-11-06 | Canon Inc | インクジェット記録ヘッド |
| US7132369B2 (en) * | 2002-12-31 | 2006-11-07 | Applied Materials, Inc. | Method of forming a low-K dual damascene interconnect structure |
| US6916090B2 (en) * | 2003-03-10 | 2005-07-12 | Hewlett-Packard Development Company, L.P. | Integrated fluid ejection device and filter |
-
2004
- 2004-11-11 JP JP2004327664A patent/JP4455287B2/ja not_active Expired - Fee Related
- 2004-11-30 KR KR1020040098963A patent/KR100650075B1/ko not_active IP Right Cessation
- 2004-12-16 US US11/014,596 patent/US7275310B2/en not_active Expired - Fee Related
- 2004-12-24 CN CNB2004101048748A patent/CN100391740C/zh not_active Expired - Fee Related
- 2004-12-24 TW TW093140619A patent/TWI257902B/zh not_active IP Right Cessation
-
2007
- 2007-08-27 US US11/845,715 patent/US20080259146A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20080259146A1 (en) | 2008-10-23 |
| TW200520966A (en) | 2005-07-01 |
| CN1636733A (zh) | 2005-07-13 |
| TWI257902B (en) | 2006-07-11 |
| CN100391740C (zh) | 2008-06-04 |
| JP2005205888A (ja) | 2005-08-04 |
| KR100650075B1 (ko) | 2006-11-27 |
| US7275310B2 (en) | 2007-10-02 |
| KR20050066997A (ko) | 2005-06-30 |
| US20050140735A1 (en) | 2005-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4455287B2 (ja) | インクジェット記録ヘッドの製造方法 | |
| JP3833989B2 (ja) | インクジェットプリントヘッドの製造方法 | |
| TWI311106B (en) | Method of forming openings in substrates and inkjet printheads fabricated thereby | |
| JP4594755B2 (ja) | インクジェットプリントヘッドを作製する方法 | |
| KR101430292B1 (ko) | 액체 토출 헤드의 제조 방법 | |
| KR20060082412A (ko) | 액체 토출 헤드, 액체 토출 장치 및 액체 토출 헤드의 제조방법 | |
| US8714711B2 (en) | Liquid recording head and method of manufacturing the same | |
| US9283761B2 (en) | Ink-jet recording head, recording element substrate, method for manufacturing ink-jet recording head, and method for manufacturing recording element substrate | |
| US7377629B2 (en) | Liquid discharge head with filter structure | |
| US8652767B2 (en) | Liquid ejection head and process for producing the same | |
| CN102398423A (zh) | 液体喷射头的制造方法 | |
| JP6029316B2 (ja) | 液体吐出ヘッドの製造方法 | |
| JP3230017B2 (ja) | インクジェットヘッドの製造方法 | |
| JP4665455B2 (ja) | シリコン構造体製造方法、モールド金型製造方法、成形部材製造方法、シリコン構造体、インクジェット記録ヘッド、及び、画像形成装置 | |
| EP1075389A1 (en) | Method of manufacturing ink-jet printer head | |
| JP5541732B2 (ja) | 液体吐出ヘッドの製造方法及び吐出口部材の製造方法 | |
| JP2006062148A (ja) | シリコン構造体製造方法、モールド金型製造方法、シリコン構造体、インクジェット記録ヘッド、画像形成装置、及び、半導体装置 | |
| JP2012101364A (ja) | 吐出素子基板の製造方法 | |
| KR19980065807A (ko) | 프린트 헤드의 잉크 분사 장치 구조 | |
| JP7195792B2 (ja) | 基板の加工方法、並びに、液体吐出ヘッド用基板およびその製造方法 | |
| JP2003118114A (ja) | インクジェットヘッド及びその製造方法 | |
| JP7289710B2 (ja) | 液体吐出ヘッドの製造方法、及び液体吐出ヘッド | |
| JP2004050524A (ja) | 液体噴射ヘッドの製造方法 | |
| JP4033318B2 (ja) | インクジェットヘッドの製造方法 | |
| JP2005081589A (ja) | インクジェット記録ヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090902 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100120 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100203 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140212 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |