JP4440643B2 - 熱間圧延機から走出する幅広の金属ストリップ、特に鋼ストリップあるいは板材を制御の下で矯正しかつ冷却するための方法および装置 - Google Patents
熱間圧延機から走出する幅広の金属ストリップ、特に鋼ストリップあるいは板材を制御の下で矯正しかつ冷却するための方法および装置 Download PDFInfo
- Publication number
- JP4440643B2 JP4440643B2 JP2003554935A JP2003554935A JP4440643B2 JP 4440643 B2 JP4440643 B2 JP 4440643B2 JP 2003554935 A JP2003554935 A JP 2003554935A JP 2003554935 A JP2003554935 A JP 2003554935A JP 4440643 B2 JP4440643 B2 JP 4440643B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- cooling
- metal strip
- strip
- straightening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0242—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0252—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment with application of tension
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
- C21D11/005—Process control or regulation for heat treatments for cooling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Metal Rolling (AREA)
- Control Of Heat Treatment Processes (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
- Investigating Or Analyzing Materials Using Thermal Means (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Description
および、熱間圧延機から走出する幅広の金属ストリップ、特に鋼ストリップあるいは板材を、制御の下で矯正しかつ冷却するための装置であって、この装置が二つの垂直に重なり合って設けられた独立したローラを持つ二重ローラを備えた噴射冷却装置、ストリップ走行方向においてこの二重ローラ後方に設けられた少なくとも一つの第一の絞りローラ対、および、前記二重ローラと前記絞りローラ対間に設けられた第一の冷却ユニット、を備えており、その際、前記噴射冷却装置を通って案内された前記金属ストリップあるいは板材内に、前記二重ローラと前記第一の絞りローラ対の間において長手方向に作用する引張応力を発生可能である上記装置に関する。
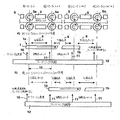
、連続線はストリップ中心あるいは板材中心20内の温度経過を表わし、破線は表面温度21を表わしている。区間(1)において、噴射冷却ユニット8aを使用する。鋼ストリップ1の出口18において、U字管ユニット22から成る冷却ユニット9が設けられている。
1a ストリップ終端部
1b ストリップ始端部
2 ストリップ走行方向
3 二重ローラ
4 二重ローラ
5 絞りローラ
5 絞りローラ対
6 引張応力
7 前矯正機
8 噴射冷却機構
8a 噴射冷却ユニット
9 冷却ユニット
10 ローラテーブル速度
11 回転モーメント
12 フィードバック制御機構
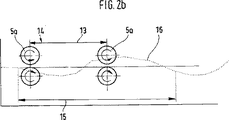
13 中心間距離
14 半分の長さ
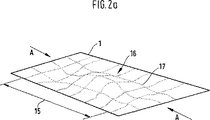
15 結果として生じる波長
16 波の変化
17 点線
18 出口
19 冷却部材
20 ストリップ中心あるいは板材中心
21 表面温度
22 U字管ユニット
23 矯正ローラ
24 矯正ローラ
25 層流型冷却装置
Claims (9)
- 熱間圧延機から走出する幅広の金属ストリップ(1)、特に鋼ストリップまたは板材(1)を制御の下で矯正しかつ冷却するための方法であって、その際、この金属ストリップまたは板材(1)が噴射冷却装置内(8)において、まず最初に、垂直に重なり合って設けられた二つの独立したローラ(3,4)を備える二重ローラを通過し、かつ引き続きストリップの走向方向(2)において前記二重ロ−ラ(3,4)の後方に設けられた少なくとも一つの第一絞りローラ対(5a)を通され、かつこの金属ストリップが前記二重ローラ(3,4)と前記第一絞りローラ対(5a)の間において第一冷却ユニット(9)を通り、かつこの金属ストリップ内において長手方向で作用する前記二重ローラ(3,4)と前記第一絞りローラ対(5a)間の引張応力が発生させられる方法において、
この金属ストリップ(1)または板材が前記二重ローラ(3,4)への導入前に矯正ローラおよび回転駆動モータをもつ前矯正機(7)を通り、この前矯正機(7)と前記二重ローラ(3,4)間において冷却ユニット(9)を通らず、しかし前記前矯正機(7)の矯正ローラのための回転駆動モータの制御により、一定の引張応力の下におかれること、前記噴射冷却装置(8)内において、各々ストリップ走行方向(2)に連続する二つの絞りローラ対(5a)間で、金属ストリップあるいは板材の走行進捗に伴い、各々直後および直前の担持する絞りローラに対して速度を切換えることにより引張応力を制御することを特徴とする方法。 - 前記金属ストリップまたは板材が連続する絞りローラ対(5a)の間において付加的に冷却されることを特徴とする請求項1記載の方法。
- ある中心間距離をとって絞りローラを固定し、その際二つのローラ間で、中心間距離に依存して冷却ユニットを形成することを特徴とする請求項1または2に記載の方法。
- 幅が最大でかつ冷却強度が高い場合には、中心間距離を最小の厚みのストリップ(1)あるいは板材に関して得られる波長(15)の半分の長さに調整することを特徴とする請求項3記載の方法。
- 熱間圧延機から走出する幅広の金属ストリップ(1)、特に鋼ストリップあるいは板材(1)を、制御の下で矯正しかつ冷却するための装置であって、この装置が、二つの垂直に重なり合って設けられた独立したローラ(3,4)を持つ二重ローラを備えた噴射冷却装置(8)、
ストリップ走行方向(2)においてこの二重ローラ後方に設けられた少なくとも一つの第一の絞りローラ対(5a)、
および、前記二重ローラ(3,4)と前記絞りローラ対(5a)間に設けられた第一の冷却ユニット(9)、
を備えており、その際、
前記噴射冷却装置(8)を通って案内された前記金属ストリップあるいは板材内に、前記二重ローラ(3,4)と前記第一の絞りローラ対(5a)の間において長手方向に作用する引張応力を発生可能である上記装置において、
その前矯正機(7)の矯正ローラ用の回転駆動モータの制御により、定められた引張応力のもと、冷却なく、前記金属ストリップを前記前矯正機(7)と前記二重ローラ(3,4)の間に置く為に、前記噴射冷却装置(8)の前方に配置され、金属ストリップが内部を通過する、矯正ローラおよび付属する回転駆動モータをもつ該前矯正機(7)が設けられていることと、
前記噴射冷却装置(8)内において、各々ストリップ走行方向(2)に連続する二つの絞りローラ対(5a)間で、金属ストリップあるいは板材の走行進捗に伴い、各々直後および直前の担持する絞りローラに対して速度を切換えることにより引張応力が制御されるよう構成されていることを特徴とする装置。 - 回転モーメントの制御により、二つの絞りローラ対(5a)間における引張応力を制御するフィードバック制御装置を備えることを特徴とする請求項5に記載の装置。
- 二つの絞りローラ対(5a)間に各々1つの冷却ユニット(9)を備えることを特徴とする請求項6に記載の装置。
- 金属ストリップ(1)の出側(18)内において、冷却ユニット(9)が精密に調節可能な冷却部材(19)を備えていることを特徴とする請求項5〜7のいずれか一つに記載の装置。
- 金属ストリップ(1)あるいは板材の終端部(1a)における最終の担持する絞りローラ(5)あるいは矯正ローラ(23)と、金属ストリップ(1)の始端部(1b)における絞りローラ(5)あるいは矯正ローラ(24)との間の速度を切換えることにより、長手方向で作用する引張応力(6)が発生可能であることを特徴とする請求項5〜8のいずれか一つに記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10163070A DE10163070A1 (de) | 2001-12-20 | 2001-12-20 | Verfahren und Einrichtung zum kontrollierten Richten und Kühlen von aus einem Warmband-Walzwerk auslaufendem breiten Metallband, insbesondere von Stahlband oder Blech |
| PCT/EP2002/013035 WO2003054236A1 (de) | 2001-12-20 | 2002-11-21 | Verfahren und einrichtung zum kontrollierten richten und kühlen von aus einem warmband-walzwerk auslaufendem breitem metallband, insbesondere von stahlband oder blech |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005512816A JP2005512816A (ja) | 2005-05-12 |
| JP2005512816A5 JP2005512816A5 (ja) | 2005-12-22 |
| JP4440643B2 true JP4440643B2 (ja) | 2010-03-24 |
Family
ID=7710240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003554935A Expired - Lifetime JP4440643B2 (ja) | 2001-12-20 | 2002-11-21 | 熱間圧延機から走出する幅広の金属ストリップ、特に鋼ストリップあるいは板材を制御の下で矯正しかつ冷却するための方法および装置 |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US20050016643A1 (ja) |
| EP (1) | EP1456421B1 (ja) |
| JP (1) | JP4440643B2 (ja) |
| CN (1) | CN100402672C (ja) |
| AT (1) | ATE328123T1 (ja) |
| AU (1) | AU2002350708A1 (ja) |
| BR (1) | BR0214598A (ja) |
| CA (1) | CA2469073C (ja) |
| DE (2) | DE10163070A1 (ja) |
| ES (1) | ES2261757T3 (ja) |
| RU (1) | RU2307718C2 (ja) |
| UA (1) | UA77241C2 (ja) |
| WO (1) | WO2003054236A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4315951B2 (ja) * | 2005-12-26 | 2009-08-19 | 株式会社神戸製鋼所 | 溶接用鋼板 |
| JP2011042814A (ja) * | 2009-08-19 | 2011-03-03 | Chugai Ro Co Ltd | 金属ストリップの冷却装置及び冷却方法 |
| US9822422B2 (en) * | 2009-09-24 | 2017-11-21 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| EP2486991B1 (en) | 2009-10-07 | 2017-01-25 | Nippon Steel & Sumitomo Metal Corporation | Cooling method for hot rolling |
| EP2353742A1 (de) * | 2010-02-05 | 2011-08-10 | Siemens Aktiengesellschaft | Warmwalzstraße zum Walzen von Warmband, Verfahren zum Betrieb einer Warmwalzstraße zum Walzen von Warmband, Steuer- und/oder Regeleinrichtung |
| EP2361699A1 (de) * | 2010-02-26 | 2011-08-31 | Siemens Aktiengesellschaft | Verfahren zur Kühlung eines Blechs mittels einer Kühlstrecke, Kühlstrecke und Steuer- und/oder Regeleinrichtung für eine Kühlstrecke |
| CN101993995B (zh) * | 2010-11-26 | 2012-05-30 | 首钢总公司 | 超高强度带钢水淬冷却方法及装置 |
| RU2456109C1 (ru) * | 2010-12-16 | 2012-07-20 | Валерий Никитич Гринавцев | Машина правки полосы |
| RU2463122C2 (ru) * | 2010-12-16 | 2012-10-10 | Валерий Никитич Гринавцев | Способ правки полосы |
| RU2474623C1 (ru) * | 2011-10-31 | 2013-02-10 | Валентин Николаевич Никитин | Способ производства высокопрочной листовой стали мартенситного класса и деформационно-термический комплекс для его осуществления |
| KR101376565B1 (ko) * | 2011-12-15 | 2014-04-02 | (주)포스코 | 연속 소둔라인 급냉대의 스트립 온도제어 방법 및 장치 |
| DE102012110010B4 (de) * | 2012-10-19 | 2016-09-01 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Vorrichtung und Verfahren zur kontinuierlichen Behandlung eines Metallbandes |
| CN105483343B (zh) * | 2014-09-17 | 2017-06-23 | 宝山钢铁股份有限公司 | 用于改善钢板平直度的中厚板轧制生产线速度控制方法 |
| CN104451117A (zh) * | 2014-09-23 | 2015-03-25 | 中冶赛迪工程技术股份有限公司 | 一种淬火板板形控制方法和装置 |
| DE102017118244A1 (de) * | 2017-08-10 | 2019-02-14 | Thyssenkrupp Ag | Vorrichtung und Verfahren zur Herstellung eines Warmbands |
| DE102017127470A1 (de) * | 2017-11-21 | 2019-05-23 | Sms Group Gmbh | Kühlbalken und Kühlprozess mit variabler Abkühlrate für Stahlbleche |
| CN114959201B (zh) * | 2022-06-27 | 2023-10-27 | 江西省科学院应用物理研究所 | 一种金属材料分级退火冷却装置 |
| CN117621423A (zh) * | 2023-11-07 | 2024-03-01 | 东莞市首誉电子材料有限公司 | 一种屏幕光学膜片的制备控制方法、装置、设备及介质 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3604696A (en) * | 1968-12-10 | 1971-09-14 | Dorn Co The Van | Continuous quench apparatus |
| FR2217425A1 (en) * | 1972-11-15 | 1974-09-06 | Creusot Loire | Quenching metal sheet under tension - average or thick sheet is rapidly cooled without warping |
| JPS5792141A (en) * | 1980-11-27 | 1982-06-08 | Kawasaki Steel Corp | Continuous hardening device for steel plate |
| US4813652A (en) * | 1981-11-26 | 1989-03-21 | Union Siderurgique Du Nord Et De L'est De La France (Usinor) | Plant for effecting the controlled cooling of metal sheets |
| DE3313024A1 (de) * | 1983-04-12 | 1984-10-18 | Babcock-BSH AG vormals Büttner-Schilde-Haas AG, 4150 Krefeld | Verfahren und vorrichtung zum abschrecken von durchlaufenden stahlblechen, insbesondere von grob- oder mittelblechen, unter gleichzeitigem kontrolliertem richten |
| DE3561161D1 (en) * | 1984-02-24 | 1988-01-21 | Dorn Co V | Method and apparatus for heat treating steel plates |
| US4826138A (en) * | 1984-02-24 | 1989-05-02 | Van Dorn Company | Apparatus for heat treating steel plates |
| JPS611420A (ja) * | 1984-06-12 | 1986-01-07 | Kobe Steel Ltd | 熱間圧延厚鋼板の強制冷却方法およびその装置 |
| CN1042348C (zh) * | 1992-12-09 | 1999-03-03 | 王德明 | 用非调质带钢制造淬水硬化钢输送带的方法 |
| DE4437872C1 (de) * | 1994-10-22 | 1996-03-14 | Bwg Bergwerk Walzwerk | Verfahren zum Herstellen von Blechtafeln, insbesondere großformatigen Blechtafeln, und Vorrichtung |
| EP1210993B2 (en) * | 2000-03-01 | 2016-07-06 | JFE Steel Corporation | Device and method for cooling hot rolled steel band and method of manufacturing the hot rolled steel band |
-
2001
- 2001-12-20 DE DE10163070A patent/DE10163070A1/de not_active Withdrawn
-
2002
- 2002-11-21 ES ES02785402T patent/ES2261757T3/es not_active Expired - Lifetime
- 2002-11-21 AT AT02785402T patent/ATE328123T1/de active
- 2002-11-21 AU AU2002350708A patent/AU2002350708A1/en not_active Abandoned
- 2002-11-21 DE DE50207037T patent/DE50207037D1/de not_active Expired - Lifetime
- 2002-11-21 UA UA20040705923A patent/UA77241C2/uk unknown
- 2002-11-21 EP EP02785402A patent/EP1456421B1/de not_active Expired - Lifetime
- 2002-11-21 CA CA2469073A patent/CA2469073C/en not_active Expired - Fee Related
- 2002-11-21 US US10/498,652 patent/US20050016643A1/en not_active Abandoned
- 2002-11-21 JP JP2003554935A patent/JP4440643B2/ja not_active Expired - Lifetime
- 2002-11-21 BR BR0214598-7A patent/BR0214598A/pt not_active IP Right Cessation
- 2002-11-21 WO PCT/EP2002/013035 patent/WO2003054236A1/de active IP Right Grant
- 2002-11-21 CN CNB028257057A patent/CN100402672C/zh not_active Expired - Lifetime
- 2002-11-21 RU RU2004122098/02A patent/RU2307718C2/ru active
-
2011
- 2011-10-11 US US13/270,842 patent/US20120024435A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20050016643A1 (en) | 2005-01-27 |
| CN100402672C (zh) | 2008-07-16 |
| ATE328123T1 (de) | 2006-06-15 |
| US20120024435A1 (en) | 2012-02-02 |
| EP1456421A1 (de) | 2004-09-15 |
| WO2003054236A1 (de) | 2003-07-03 |
| UA77241C2 (en) | 2006-11-15 |
| JP2005512816A (ja) | 2005-05-12 |
| DE10163070A1 (de) | 2003-07-03 |
| AU2002350708A1 (en) | 2003-07-09 |
| CN1606630A (zh) | 2005-04-13 |
| CA2469073C (en) | 2011-10-11 |
| EP1456421B1 (de) | 2006-05-31 |
| DE50207037D1 (de) | 2006-07-06 |
| CA2469073A1 (en) | 2003-07-03 |
| ES2261757T3 (es) | 2006-11-16 |
| RU2004122098A (ru) | 2005-03-27 |
| RU2307718C2 (ru) | 2007-10-10 |
| BR0214598A (pt) | 2004-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4440643B2 (ja) | 熱間圧延機から走出する幅広の金属ストリップ、特に鋼ストリップあるいは板材を制御の下で矯正しかつ冷却するための方法および装置 | |
| GB2127329A (en) | Process and hot strip mill for production of thin metal strip | |
| EP0182050A2 (en) | Strip cooling apparatus for continuous annealing furnace | |
| KR100549451B1 (ko) | 후강판의 제조방법 및 그 설비 | |
| JP2005512816A5 (ja) | ||
| US3148093A (en) | Heat treating method and apparatus for elongated workpieces | |
| JP4029865B2 (ja) | 熱延鋼板の製造設備及び熱延鋼板の製造方法 | |
| US4111025A (en) | Straightening mill for section steel | |
| JPS5916841B2 (ja) | スラブの圧延法及び装置 | |
| JPH0671328A (ja) | 熱延鋼板の冷却制御装置 | |
| JP2021502899A (ja) | 鋼板用の冷却速度可変型の冷却バー及び冷却プロセス | |
| US5638714A (en) | Process for making a strip from a rod | |
| JP3482338B2 (ja) | 圧延鋼板の均一冷却方法 | |
| JP2817640B2 (ja) | 形鋼の冷却装置 | |
| JP3191495B2 (ja) | 金属帯のガス冷却装置 | |
| JPH08206724A (ja) | スケール剥離装置 | |
| JP3265966B2 (ja) | 形鋼の冷却方法及びその装置 | |
| JP2786551B2 (ja) | 鋼板の冷却装置 | |
| JP2002011515A (ja) | 鋼板の製造ライン及び鋼板の製造方法 | |
| JPH11226642A (ja) | 鋼板の製造ライン及び鋼板の製造方法 | |
| JP2000246338A (ja) | テンションレベラおよびストリップの矯正方法 | |
| JP2001246410A (ja) | 熱延鋼帯の冷却装置と、その冷却方法 | |
| JP2003305514A (ja) | 形鋼の矯正装置および矯正方法 | |
| JP2780610B2 (ja) | 高温鋼板のオンライン冷却装置 | |
| JP3284911B2 (ja) | 高温鋼板の冷却装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080819 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081119 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081127 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20081218 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20081226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130115 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4440643 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |