JP4370549B2 - 造型ライン及び鋳造ライン - Google Patents
造型ライン及び鋳造ライン Download PDFInfo
- Publication number
- JP4370549B2 JP4370549B2 JP2000270854A JP2000270854A JP4370549B2 JP 4370549 B2 JP4370549 B2 JP 4370549B2 JP 2000270854 A JP2000270854 A JP 2000270854A JP 2000270854 A JP2000270854 A JP 2000270854A JP 4370549 B2 JP4370549 B2 JP 4370549B2
- Authority
- JP
- Japan
- Prior art keywords
- frame
- mold
- line
- molding
- casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- Casting Devices For Molds (AREA)
Description
【発明の属する技術分野】
本発明は、金枠を用いて造型及び注湯する造型ライン及び鋳造ラインに関する。
【0002】
【従来の技術】
従来、金枠を用いて造型及び注湯する枠付の造型ライン及び鋳造ラインは慣用されている。そして、この鋳造ラインでは、金枠が造型ライン、注湯部、枠内冷却部、枠バラシ部を循環して鋳物を生産しており、その全自動化が進んでいる(例えば図7参照)。この鋳造ラインでは、造型ライン、注湯部、枠内冷却部、枠バラシ部の先端と終端がそれぞれ機械的に連結されている。
しかしながら、この鋳造ラインにおいては、金枠を造型ライン内に全数セットしないと、ライン全体を動かせなかった。これは、少数の鋳型を造型する場合でも同様であり、すべての枠を動かすため必要以上のエネルギーを余分に使用しなければならなかった。このように、従来の鋳造ラインにおいては、少量生産する際にムダが大きかった。
【0003】
【発明が解決しようとする課題】
本発明は、上記の問題に鑑みて成されたもので、造型ライン又は鋳造ラインにおいて、必要な数だけ生産できる様にするため、特に、たった一組の枠からの生産を実現するための造型ライン及び鋳造ラインを提供することを目的とする。また、本発明は、造型ライン内の枠数を自由にでき、鋳造ライン内の各装置の配置を自由にでき、更に鋳造ラインのブロック分散(分割)配置を可能にし、全自動から人の介在する半自動まで生産に合わせた造型ライン及び鋳造ラインを提供することを目的とする。
【0004】
【課題を解決するための手段】
上記の目的を達成するために本発明における造型ラインは、重ね合わされた状態の空枠の上下枠から上枠と下枠を分離し、かつ搬出する枠分離装置と、該枠分離装置から搬出される上枠と下枠に上鋳型と下鋳型を1台で造型することができる鋳型造型機と、反転機と、前記鋳型造型機により造型された上鋳型と下鋳型を内在する造型済み上枠と下枠を枠合せする枠合わせ装置とが直線状に延びる搬送路に少なくとも備えられる造型ラインにおいて、
前記枠分離装置から前記鋳型造型機前までの搬送路に設けた駆動ロ−ラコンベアと、前記鋳型造型機後から前記枠合わせ装置までの搬送路に設けた駆動ロ−ラコンベアと、前記鋳型造型機外の前後に設けた搬送される上枠と下枠を位置決めする位置決めストッパと、前記枠分離装置と鋳型造型機とのあいだに昇降可能に配設される枠送りプッシャーであって、該枠分離装置から前記鋳型造型機前までの搬送路に設けた駆動ロ−ラコンベヤに搬出された上枠と下枠を前記鋳型造型機内の搬送路に設けたローラコンベヤに送り込む挿入用と該ローラコンベヤから造型済み上枠と下枠を前記鋳型造型機後から前記枠合わせ装置までの搬送路に設けた駆動ロ−ラコンベアに押し出す取り出し用のためにストロークを使い分けて用いることができる一段目のシリンダと二段目のシリンダからなる枠送りプッシャーと、を更に具備したことを特徴とする。
【0005】
本発明によれば、たった一組の鋳枠を用いた生産でも、鋳型造型装置に上枠と下枠を順次投入し、鋳型造型装置から上枠と下枠をそれぞれ造型し、枠合わせ装置により造型済み下枠と上枠を枠合わせし、出来た合わせ枠を枠合わせ装置により造型ラインから注湯部に向かって出すことができる。しかも、鋳型造型機内には駆動ロ−ラコンベアを設けなくても金枠を搬送することができ、鋳型造型機をコンパクトにすることができる。なお、作業者が鋳型造型機への金枠の搬入搬出を補助しても良い。また、従来のラインでは、金枠を連続して玉突き状態にして搬送していたため、一組だけの金枠の搬送は不可能であった。
【0007】
本発明によれば、鋳型造型機自体には駆動ロ−ラコンベアを使用しなくても金枠を搬送できる。そして、該金枠を挿入用と取り出し用にストロークを使い分けて用いる枠送りプッシャーを用いることにより、プッシャ−のストロ−クを大きくする必要がなく造型ラインがコンパクトになる。
【0010】
上記の目的を達成するために本発明における請求項2にかかる造型ラインは、請求項1に記載の造型ラインであって、前記造型済み上枠を造型済み下枠に重ね合わせるために前記枠合わせ装置の外側に該造型済み上枠の待機場所を設けることを特徴とする。
【0012】
上記の目的を達成するために本発明における請求項3にかかる鋳造ラインは、請求項1から請求項2のいずれかに記載の造型ラインを用いて一組の上下枠からなる金枠だけを造型して合わせ枠を作り、該一組のみの合わせ枠が、注湯部、枠内冷却部、枠バラシ部を経て、再度前記造型ラインの枠分離装置に循環可能に構成されたことを特徴とする。
【0013】
本発明によれば、鋳造ライン内を一枠送りができることで、少量生産でも造型及び鋳造が可能になる。
【0014】
上記の目的を達成するために本発明における請求項4にかかる鋳造ラインは、請求項3に記載の鋳造ラインにおいて、前記金枠の組数が、一組から鋳造ラインに投入可能な最大数に渡り、金枠の組数に関係なく循環可能に構成されたことを特徴とする。
【0015】
本発明によれば、一枠から全枠数に渡り、金枠の組数に関係なく稼動することができ、造型ライン及び鋳造ライン内の枠数を自由にできる。
【0016】
上記の目的を達成するために本発明における請求項5にかかる鋳造ラインは請求項3又は請求項4に記載の鋳造ラインにおいて、鋳造ラインを構成する造型ライン、注湯部、枠内冷却部及び枠バラシ部を、幾つかのブロックに分散して配置することを特徴とする。
【0017】
本発明によれば、生産数に合わせた設備構成が可能であると共に、余分な枠を持たなくてもよいので設置スペースを小さくでき、余分な枠を動かさなくてもよいので、ムダなエネルギーを使用しない設備が可能となる。
【0018】
上記の目的を達成するために本発明における請求項6にかかる鋳造ラインは、請求項5に記載の鋳造ラインであって、前記分散した配置した各ブロック間が、搬送コンベアによる金枠搬送、手押し定盤台車を用いた金枠搬送、無人搬送台車、フォ−クリフトの少なくとも一つ以上で結ばれていることを特徴とする。
【0019】
本発明によれば、生産数に合わせた搬送手段を選択することによって、ムダなエネルギーを使用しない設備が可能となる。
【0020】
上記の目的を達成するために本発明における請求項7にかかる鋳造ラインは請求項3から請求項5のいずれかに記載の鋳造ラインであって、前記注湯部にフリ−フロ−コンベアを用い、前記枠内冷却部には自動倉庫を用い、更に合わせ枠の循環にはトラバ−サを用い、一枠から稼動できることを特徴とする。
【0021】
本発明によれば、作業者が2人だけで、本発明の目的を容易に達成することが可能となる。
【0022】
ここで、本発明において、金枠搬送のために設けた駆動ロ−ラコンベアとは、駆動ロ−ラを等間隔毎に配置し、モ−タにより駆動するコンベアをいう。この駆動ロ−ラコンベアは中抜きになっていて、金枠が搬送可能に構成されている。尚、駆動ロ−ラコンベアは、一体構造に限らず、複数の駆動ロ−ラコンベアを隙間を設けて直列に配置しても良い。
また、位置決めストッパとは、金枠の進行方向を遮ることが可能なストッパをいう。さらに、該金枠を挿入用と取り出し用にストロークを使い分けて用いる枠送りプッシャーとは、例えば、2段のストロ−クを有するシリンダであって、一段目に金枠を挿入用に用い、2段目に金枠を取り出し用にストロ−クを使い分けることが可能なシリンダをいう。
【0023】
本発明において、枠分離装置から枠合わせ装置までの距離とは、造型ラインの長さをいう。
また、金枠長さの数に対応した長さとわずかな隙間を加えた長さ以上に構成されていることとは、一組の金型を搬送するときにも、中子納めが容易にできるように金枠の左右にわずかな隙間を設けていることをいう。従来のように、例えば、反転機と中子納め位置との間に必ず金枠一組み分の隙間を要するのとは異なる。
【0024】
そして、本発明において、造型ラインは主なユニット装置として、枠分離装置・鋳型造型機・上枠反転装置・枠合わせ装置を必須のものとして具備しており、選択的に枠反転機・サンドカッター装置・湯口成形装置・中子納め装置を具備している。ここで、本発明において、鋳造ラインとは、造型ライン、注湯部、枠内冷却部、枠バラシ部を含んだものを言う。但し構成により各部が合体してブロック化される。また、各部又はブロックは、分散(分割)されて配置されている。これは、従来、玉突き状態の造型ライン・鋳湯部などが機械的に連結されているのと大きく異なっている。ここで、鋳型造型機は上下枠を交互に造型する機械であれば、鋳物砂や鋳型結合剤の種類は問わない。尚、最大長さには限界はなく、中子納め作業及び反転作業ができる長さがあれば、コンパクトな方がよい。
【0025】
さらに、本発明において、注湯部において自動注湯機を用い、造型ラインにおいて自動中子納め装置を用いると無人運転が可能になる。作業者を増やせば手押し定盤台車を用いた搬送が可能で設備費を低く押さえることができる。
【0026】
上枠又は下枠の待機場所とは、造型ラインのいずれかの端にあって、合わせ枠を分離若しくは造型枠を合わせるために、一時的に、金枠を保持しておく場所をいう。その機構は問わない。
【0027】
鋳造ラインに投入可能な最大数は、造型ラインの長さ、注湯部の大きさ、枠内冷却部の大きさ、枠バラシ部の大きさ、フリ−フロ−コンベアの長さ、搬送装置の速度等により決まるものである。
【0028】
また、本発明において、手押し定盤台車とは、定盤に枠を載せ状態で搬送するためのもので、定盤と手押し台車を合体させたものである。この台車を用いることで枠を静かに搬送でき、搬送による不良を防ぐことができる。フリ−フロ−コンベアとは、連続するチェ−ン上で搬送物を搬送したり、蓄積できるコンベアをいう。
【0029】
【発明の実施の形態】
以下、本発明をレイアウト例に基づき説明する。図1、2及び図3は、本発明によるレイアウトの例である。図1において作業者が2人、図2において作業者が5人、図3において作業者が10人の例である。設備能力は3例とも同じにしてある。図4は、図1、2の造型ラインの概略断面図を示す。図5は、鋳型造型機前後の金枠搬送を説明する概要図である。また、図6は、枠合わせ装置又は、枠分離装置に設けた待機場所を説明する概要図である。尚、図1乃至図3及び図7において砂処理設備Oは同じ大きさである。
【0030】
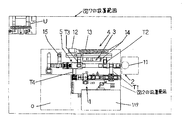
図1は、図7と同一生産条件での設備レイアウトを示す。図1において、鋳造ラインは造型ライン1、注湯部2、枠内冷却部3、製品冷却部4、枠バラシ部5から構成されている。ここでは枠内冷却部3、製品冷却部4は自動倉庫14で構成され、注湯部2に自動注湯機11が設置され、製品の砂落し装置Uが別途設置されている。
無人搬送台車12により、自動倉庫14から枠バラシ装置5に製品を搬送可能になっている。尚、製品冷却缶13では、製品と付着砂が冷却される。作業者は造型ライン1と砂落し装置に配置されている。なお、図1において、トラバ−サT1で造型ライン1と注湯部2間を合わせ枠が移動可能になっている。同様に、トラバ−サT2、T3、T4で、注湯部2と枠内冷却部3、製品冷却部4と枠バラシ部5、枠バラシ部5と造型ライン1がそれぞれ連結可能になっている。尚、従来(図7)の範囲は2点鎖線で示してある。また、砂落し装置Uの位置は、設置範囲の中ならば自由である。
【0031】
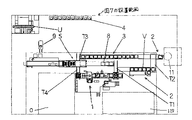
図2において、鋳造ラインは造型ライン1、注湯部2、枠内冷却部3、枠バラシ部5から構成され、製品冷却部4と製品の砂落し装置Uが別途設置されている。注湯部2は、一枠毎の注湯のための自動注湯機11とは別に任意のロットでも注湯できる様に枠を溜めることができるコンベアVを設置している。ライン内の枠数は任意に増減が可能である。作業者は造型ライン1、注湯部2、枠バラシ部5、製品の搬送と砂落し装置Uに配置されている。尚、図2において、トラバ−サT1で造型ライン1と注湯部2間を合わせ枠が移動可能になっている。同様に、トラバ−サT2で注湯部2と枠内冷却部3、T3で枠内冷却部3と枠バラシ部5、T4で枠バラシ部5と造型ライン1、がそれぞれ連結可能になっている。ここで、製品冷却部4は枠内冷却部3から離れて配置してあるため、トラバ−サT3と製品冷却部4の間は、図示していない手押し定盤台車を用いた金枠搬送、フォ−クリフト9又は無人搬送台車により搬送可能である。尚、従来(図7)の範囲は2点鎖線で示してある。また、製品冷却部4及び砂落し装置Uの位置は、設置範囲の中ならば自由である。
【0032】
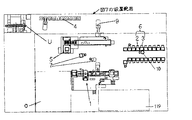
図3において、鋳造ラインは造型ライン1、注湯部2と枠内冷却部3が合体した注湯枠内冷却部6、枠バラシ部5から構成され、製品冷却部4と製品の砂落し装置Uが別途設置されている。作業者は注湯枠内冷却部6、枠バラシ部5、手押し定盤台車7を用いて各ブロック間の金枠搬送と造型ラインでの中子納め、製品や回収砂の搬送、砂落し装置Uに配置されている。尚、図3においては、トラバ−サを用いていない。その代わり、必要に応じてフォ−クリフト9で搬送をする。尚、従来(図7)の範囲は2点鎖線で示してある。また、製品冷却部4及び砂落し装置Uの位置は、設置範囲の中ならば自由である。
【0033】
図4は、図1、2の造型ラインの概略断面図を示している。図4において、枠移載装置103により金枠は枠分離装置104にセットされると、上枠102と下枠を分離するように構成されている。枠分離装置104の進行方向には、駆動ローラコンベア109,110が鋳型造型機106の前まで及び鋳型造型機106の後に設けられている。鋳型造型機106内にはローラコンベアRCのみを具備しており、駆動ローラコンベア109,110を具備していない。鋳型造型機106の上流方向には枠送りプッシャー105が設けられ、金枠(上枠、下枠)を交互に鋳型造型機106の定位置まで送り込む。
【0036】
また、鋳型造型機106の前後の駆動ローラコンベア109,110の位置には、枠ストッパー107,108が設けられ、枠送りプッシャー105と協働して、金枠を位置決めをすることができる。
【0034】
図7は、従来の設備レイアウトを示す。図7において、鋳造ラインは造型ライン1、注湯部2、枠内冷却部3、製品冷却部4、枠バラシ部5から構成されている。作業者は造型ライン1、注湯部2と砂落し装置Uを兼任する様に配置されている。設備の必要設置面積は2点鎖線で囲われている範囲である。
【0034】
以下、これらの構成を用いた場合の動きについて説明する。図4、図5及び図6により、一組の金枠だけで枠分離から枠合せまで移動できることを説明する。尚、金枠は便宜上停止位置に配置しているが、枠組数に関係なく、どこに有ってもよい。
【0035】
図4及び図5において、枠移載装置103により枠分離装置104にセットされた金枠は、枠分離装置104のリフタ141に持ち上げられ駆動ローラコンベア109付きのクランプ142で上枠102をクランプする。リフタ141は下枠と共に下がり上枠102と下枠が分離される(図5A)。上枠102は駆動ローラコンベア109で運ばれて(図5B)、鋳型造型機106の中に入る(図5C)。鋳型造型機106はローラコンベアだけで駆動ローラコンベア109を持っていないので、枠送りプッシャー105が下がり一段目のシリンダにより枠を鋳型造型機106の定位置まで送り込む(図5C)。
【0036】
この時、鋳型造型機106の次の駆動ローラコンベア110の定位置に枠が無い時は枠ストッパー108が閉じて位置決めをする。枠が有る時は枠により位置決めをする。枠送りプッシャー105はもどり、代わって枠ストッパー107が閉じて鋳型造型機の前後で枠の位置決めを行なう(図5D)。位置が決まると鋳型造型機106で造型される。造型が完了すると、枠ストッパーが開き(図5E)、枠送りプッシャー105の一段と二段目のシリンダが出て枠を鋳型造型機106から駆動ローラコンベア110に押し出す(図5F)。
【0037】
造型された枠は、枠を密着させて玉突き状態で送っていないので、各駆動ローラコンベアにより作業し易い位置に停止させることができる。中子納めの場所119は反転機115に邪魔されることなく配置してある。
【0038】
上枠102を先行させて造型した場合、枠合せの位置(図6A〜C)では、下枠を先に枠移載装置118上に有る定盤の上に降ろすために先行してきた上枠102(図6A,図6B)を待機場所である上枠待機駆動ローラコンベア117まで送り待機させる(図6C)。後から送られてきた下枠を定盤の上に降ろし(図示せず)、上枠102を枠合せの位置まで戻して降して上枠102を下枠に合わせて載せる。合せられた枠は枠移載装置118により次の注湯部へ搬送される。
【0039】
以上のようにして、たった一組の鋳枠を用いた生産でも、枠分離装置で分離した上枠と下枠を順次、鋳型造型装置に投入し、鋳型造型装置から上枠と下枠をそれぞれ造型し、枠合わせ装置により造型済み下枠と上枠を枠合わせし、出来た合わせ枠を枠合わせ装置により造型ラインから注湯部に向かって出すことができる。しかも、鋳型造型機内には駆動ロ−ラコンベアを設けなくても金枠を搬送することができ、鋳型造型機をコンパクトにすることができる。
【0040】
そして、図1、図2、図3に示す、注湯部、枠内冷却部、枠バラシ部を経て、該一組のみの合わせ枠が、再度前記造型ラインの枠分離装置に循環される。
【0041】
以下、図1を参照して、造型ライン1の後工程の説明する。図1において、造型ライン1において造型された合わせ枠は、トラバ−サT1により、注湯部2に搬送される。そこで注湯機11により注湯された合わせ枠は、冷却のために、トラバ−サT2により枠内冷却部3に移動する。ここで枠内冷却部3と製品冷却部4は自動倉庫により構成されており、注湯や冷却の制御されている。さらに、トラバ−サT3により製品冷却部4から枠バラシ部5に、同様に、トラバ−サT4により、枠バラシ部5から造型ライン1に搬送され、鋳造ライン内を循環可能になっている。尚、これらの制御は、鋳造ライン制御装置又は遠隔操作により操作可能になっている。また、金枠の数は、一組でも良く、数組でも良く、鋳造ラインに投入可能な最大数まで、同様な動きにより間欠的又は連続的に循環可能である。尚、図1乃至図3において、造型ラインへの砂供給は砂処理設備Oにより行われ、中子は中子造型設備119で製造される。
【0042】
次ぎに図2を参照して説明する。図2において、造型ライン1において造型された合わせ枠は、トラバ−サT1により、注湯部2に搬送される。ここで注湯部2のフリ−フロ−コンベアV上でトリベにより注湯される。または、注湯機11により注湯される。この場合はトラバ−サT2で移動する。そして、冷却のために、合わせ枠は、トリベにより注湯された場合は、トラバ−サT2により注湯部2と枠内冷却部3に移動する。さらに、トラバ−サT3を介して製品冷却部4に移動する。この際は、フォ−クリフトを用いることができる。そして、冷却後、再び、トラバ−サT3を介して、枠バラシ部5に搬送され、トラバ−サT4により造型ライン1に戻され、鋳造ライン内を循環する。尚、図3の例では、枠内冷却部3が分散されて配置されている。
【0043】
さらに図3を参照して説明する。図3において、造型ライン1において造型された合わせ枠は、業者が手押し定盤台車7を用いて、注湯部2に搬送される。尚、注湯部2と枠内冷却部3は合体して注湯枠内冷却部6を構成しており、ここでは作業者が取鍋10により注湯し、その場で冷却される。そして、冷却のために、合わせ枠は、フォ−クリフト9や無人搬送車により製品冷却部4に移動する。冷却後、再び、フォ−クリフト9などを介して、製品冷却部4から枠バラシ部5に搬送され、鋳造ライン内を循環可能になっている。
【0044】
これらの説明から明らかなように、本発明は、必要な分だけ造型できることで余分なエネルギーを使用しないで済む。また、生産形態に合せて設備配置したりレイアウトを組むことができる。さらに、図1の例においては、従来型の設備(図7)よりも設置面積を約1/3にまで減少できる。
【0045】
【発明の効果】
上記の説明から明らかなように、本発明にかかる造型ラインは、必要な分だけ造型できることで余分なエネルギーを使用しないで済む。
本発明にかかる鋳造ラインは、一組からの鋳造が可能である。
また、本発明にかかる造型ライン又は鋳造ラインは、生産形態に合せて設備配置したりレイアウトを組むことができる。さらに、本発明にかかる鋳造ラインは、従来型の設備よりも設置面積を約1/3にまで減少できるなど産業界に与える効果は著大である。
【図面の簡単な説明】
【図1】2人作業を想定した鋳造ラインレイアウト図である。
【図2】5人作業を想定した鋳造ラインレイアウト図である。
【図3】10人作業を想定した鋳造ラインレイアウト図である。
【図4】図1の断面概略図である。
【図5】鋳型造型機前後の金枠搬送を説明する概要図である。
【図6】枠合わせ装置又は、枠分離装置に設けた待機場所を説明する概要図である。
【図7】従来設備で2人作業を想定した場合の鋳造ラインのレイアウト図である。
【符号の説明】
1 造型ライン
2 注湯部
3 枠内冷却部
4 製品冷却部
5 枠バラシ部
6 注湯枠内冷却部
7 手押し定盤台車
8 定盤返し用コンベア
9 フォークリフト
12 無人搬送台車
14 自動倉庫
101
下枠
102 上枠
103
枠移載装置
104
枠分離装置
105
枠送りプッシャー
106
鋳型造型機
107
枠ストッパー
108
枠ストッパー
109
駆動ローラコンベア
110
駆動ローラコンベア
111
枠反転機
113
駆動ローラコンベア
115
反転機
116
枠合せ
117
上枠待機駆動ローラコンベア
118
枠移載装置
Claims (7)
- 重ね合わされた状態の空枠の上下枠から上枠と下枠を分離し、かつ搬出する枠分離装置と、該枠分離装置から搬出される上枠と下枠に上鋳型と下鋳型を1台で造型することができる鋳型造型機と、反転機と、前記鋳型造型機により造型された上鋳型と下鋳型を内在する造型済み上枠と下枠を枠合せする枠合わせ装置とが直線状に延びる搬送路に少なくとも備えられる造型ラインにおいて、
前記枠分離装置から前記鋳型造型機前までの搬送路に設けた駆動ロ−ラコンベアと、前記鋳型造型機後から前記枠合わせ装置までの搬送路に設けた駆動ロ−ラコンベアと、前記鋳型造型機外の前後に設けた搬送される上枠と下枠を位置決めする位置決めストッパと、前記枠分離装置と鋳型造型機とのあいだに昇降可能に配設される枠送りプッシャーであって、該枠分離装置から前記鋳型造型機前までの搬送路に設けた駆動ロ−ラコンベヤに搬出された上枠と下枠を前記鋳型造型機内の搬送路に設けたローラコンベヤに送り込む挿入用と該ローラコンベヤから造型済み上枠と下枠を前記鋳型造型機後から前記枠合わせ装置までの搬送路に設けた駆動ロ−ラコンベアに押し出す取り出し用のためにストロークを使い分けて用いることができる一段目のシリンダと二段目のシリンダからなる枠送りプッシャーと、を更に具備したことを特徴とする造型ライン。 - 前記造型済み上枠を造型済み下枠に重ね合わせるために前記枠合わせ装置の外側に該造型済み上枠の待機場所を設けることを特徴とする請求項1に記載の造型ライン。
- 請求項1から請求項2のいずれかに記載の造型ラインを用いて一組の上下枠からなる金枠だけを造型して合わせ枠を作り、該一組のみの合わせ枠が、注湯部、枠内冷却部、枠バラシ部を経て、再度前記造型ラインの枠分離装置に循環可能に構成されたことを特徴とする鋳造ライン。
- 前記金枠の組数が、一組から鋳造ラインに投入可能な最大数に渡り、金枠の組数に関係なく循環可能に構成されたことを特徴とする請求項3に記載の鋳造ライン。
- 鋳造ラインを構成する造型ライン、注湯部、枠内冷却部及び枠バラシ部を、幾つかのブロックに分散して配置することを特徴とする請求項3又は請求項4に記載の鋳造ライン。
- 前記分散した配置した各ブロック間が、搬送コンベアによる金枠搬送、手押し定盤台車を用いた金枠搬送、無人搬送台車、フォ−クリフトの少なくとも一つ以上で結ばれていることを特徴とする請求項5に記載の鋳造ライン。
- 前記注湯部にフリ−フロ−コンベアを用い、前記枠内冷却部には自動倉庫を用い、更に合わせ枠の循環にはトラバ−サを用い、一枠から稼動できることを特徴とする請求項3から請求項5のいずれかに記載の鋳造ライン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000270854A JP4370549B2 (ja) | 2000-09-07 | 2000-09-07 | 造型ライン及び鋳造ライン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000270854A JP4370549B2 (ja) | 2000-09-07 | 2000-09-07 | 造型ライン及び鋳造ライン |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002079353A JP2002079353A (ja) | 2002-03-19 |
| JP2002079353A5 JP2002079353A5 (ja) | 2006-09-21 |
| JP4370549B2 true JP4370549B2 (ja) | 2009-11-25 |
Family
ID=18757224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000270854A Expired - Lifetime JP4370549B2 (ja) | 2000-09-07 | 2000-09-07 | 造型ライン及び鋳造ライン |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4370549B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103878359A (zh) * | 2014-03-03 | 2014-06-25 | 安徽华通铸业有限公司 | 铸造用砂箱输送循环系统 |
| CN106476132A (zh) * | 2016-12-05 | 2017-03-08 | 安徽科达机电有限公司 | 一种加气混凝土砌块生产中不同底板之间的互换方法及装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4529131B2 (ja) * | 2004-12-13 | 2010-08-25 | 新東工業株式会社 | 注湯済み鋳型の冷却ライン |
| CN109909490B (zh) * | 2019-04-30 | 2024-08-16 | 德林智能科技有限公司 | 一种开式线砂型铸造生产装置 |
| CN110479994A (zh) * | 2019-09-25 | 2019-11-22 | 黄石东贝铸造有限公司 | 一种浇注机的防铁水窜浇装置 |
| KR102670337B1 (ko) * | 2022-12-21 | 2024-05-29 | 팔미금속공업주식회사 | 중자를 갖는 용탕 충진 시스템 |
-
2000
- 2000-09-07 JP JP2000270854A patent/JP4370549B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103878359A (zh) * | 2014-03-03 | 2014-06-25 | 安徽华通铸业有限公司 | 铸造用砂箱输送循环系统 |
| CN106476132A (zh) * | 2016-12-05 | 2017-03-08 | 安徽科达机电有限公司 | 一种加气混凝土砌块生产中不同底板之间的互换方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002079353A (ja) | 2002-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4399813B2 (ja) | 鋳型鋳造設備 | |
| JP4370549B2 (ja) | 造型ライン及び鋳造ライン | |
| WO2016054920A1 (zh) | 一种重组竹或木自动化生产系统 | |
| EP1844882B1 (en) | Mold disassembly method and installation therefor | |
| JP4437765B2 (ja) | 注湯済枠付砂鋳型の解枠装置 | |
| CN110202125B (zh) | 一种铸造生产线 | |
| JP4492757B1 (ja) | 注湯設備および注湯方法 | |
| US20020025355A1 (en) | Molding apparatus with mold block section transfer system | |
| JP2007301608A (ja) | 鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備 | |
| JP5008344B2 (ja) | 鋳枠搬送装置 | |
| JP3343551B2 (ja) | 鋳造方法及び鋳造ライン | |
| US4054172A (en) | Device for the production of castings | |
| JP2009202215A (ja) | 注湯設備 | |
| JP3473927B2 (ja) | 横型射出成形機の金型交換装置 | |
| GB2047140A (en) | Conveying system in die-casting plant | |
| JP4097220B2 (ja) | 鋳造方法及び鋳造装置 | |
| JP2001198668A (ja) | 造型・鋳造ライン設備 | |
| CN216680194U (zh) | 一种壳型铸造生产线 | |
| JPS59107767A (ja) | 生型用鋳造ライン | |
| JP2014018853A (ja) | 鋳枠搬送方法及び装置 | |
| JP2635589B2 (ja) | 鋳物の製造方法 | |
| JP5212795B2 (ja) | 台車の搬送設備 | |
| JP3631733B2 (ja) | 鋳枠搬送装置 | |
| JP4529131B2 (ja) | 注湯済み鋳型の冷却ライン | |
| JP2004042073A (ja) | 型枠群の油圧シリンダによる搬送方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060807 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090417 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090429 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090612 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090820 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4370549 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130911 Year of fee payment: 4 |
|
| EXPY | Cancellation because of completion of term |