JP4365271B2 - 積層型鉄心の製造方法 - Google Patents
積層型鉄心の製造方法 Download PDFInfo
- Publication number
- JP4365271B2 JP4365271B2 JP2004155395A JP2004155395A JP4365271B2 JP 4365271 B2 JP4365271 B2 JP 4365271B2 JP 2004155395 A JP2004155395 A JP 2004155395A JP 2004155395 A JP2004155395 A JP 2004155395A JP 4365271 B2 JP4365271 B2 JP 4365271B2
- Authority
- JP
- Japan
- Prior art keywords
- iron core
- laminated
- back yoke
- yoke portion
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
上記分割面は、積層方向に投影したときの形状が直線形状であり、
上記分割面形成工程は、第1直線形状である第1分割面を形成する第1分割面形成工程と、上記第1分割面とは異なる第2直線形状である第2分割面を形成する第2分割面形成工程とを有し、
上記鉄心シート形成工程は、上記分割面を上記第1分割面とした第1鉄心シートを形成する第1鉄心シート形成工程と、上記分割面を上記第2分割面とした第2鉄心シートを形成する第2鉄心シート形成工程とを有し、
上記積層工程は、積層後の任意の1の分割積層鉄心のバックヨーク部とこれと周方向に隣接する1の分割積層鉄心のバックヨーク部とが、積層方向で重なり合い部分を有するように、上記第1及び第2鉄心シートを積層するものである。
図1はこの発明の実施の形態1による分割積層鉄心を示す斜視図である。
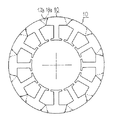
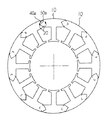
図7(a)、(b)はこの発明の実施の形態2による分割積層鉄心を構成する2種類の鉄心シート40、50を示す平面図であり、図8は上記2種類の鉄心シート40、50を積層した状態を示す平面図である。なお、図7および図8ともに、鉄心シートを環状に配置した状態を示す。
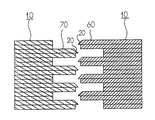
図9は、この発明の実施の形態3による分割積層鉄心を連結するところを示す拡大断面図である。
図10(a)〜(h)はこの発明の実施の形態4による積層型鉄心のプレスによる打ち抜き工程を示す平面図であり、図11から図13はその拡大平面図を示すものである。
15,16,17,18,40,50 鉄心シート、
15a,16a,17a,18a,40a,50a,60,70 重なり合い部分、
19a,19b 直線、20 薄板部分、30 溝部。
Claims (4)
- 分割積層鉄心を環状に配列して積層型鉄心を形成する積層型鉄心の製造方法であって、環状のバックヨーク部の外周の一部を含む、次工程のための逃し穴であるマッチング穴と、上記バックヨーク部の内周部及び上記バックヨーク部から径方向内側に延びる複数のティース部とを鉄心シート上にプレス打ち抜きにより形成する初期形成工程と、上記マッチング穴の形成箇所と、隣接する上記ティース部及び上記バックヨーク部の内周部で囲まれた上記プレス打ち抜きにより形成された空間との間で、上記ティース単位毎にバックヨーク部の周方向に、プレス打ち抜きにより分割面を形成する分割面形成工程と、上記分割面で分離されたバックヨーク部外周をプレス打ち抜きし、上記バックヨーク部とこれに延在するティース部とを単位として、上記分割面で相互に分離して環状に配列された鉄心シートを形成する鉄心シート形成工程と、上記分割面で相互に分離して環状に配列された鉄心シートを、複数枚、当該配列を保ったまま積層して環状に配列された分割積層鉄心を形成する積層工程と、上記各分割積層鉄心を相互に完全に分離した後、上記各分割積層鉄心のティース部に対してコイルを巻線する巻線工程と、上記巻線された上記各分割積層鉄心を上記環状配列の元の位置に戻して、全体を円環状配列に再組み立てする再組立工程とを有し、
上記分割面は、積層方向に投影したときの形状が直線形状であり、
上記分割面形成工程は、第1直線形状である第1分割面を形成する第1分割面形成工程と、上記第1分割面とは異なる第2直線形状である第2分割面を形成する第2分割面形成工程とを有し、
上記鉄心シート形成工程は、上記分割面を上記第1分割面とした第1鉄心シートを形成する第1鉄心シート形成工程と、上記分割面を上記第2分割面とした第2鉄心シートを形成する第2鉄心シート形成工程とを有し、
上記積層工程は、積層後の任意の1の分割積層鉄心のバックヨーク部とこれと周方向に隣接する1の分割積層鉄心のバックヨーク部とが、積層方向で重なり合い部分を有するように、上記第1及び第2鉄心シートを積層するものである積層型鉄心の製造方法。 - 第1及び第2分割面に係る積層方向に投影したときの2の直線形状は、バックヨーク部の範囲内で、鉄心中心からの距離に従って、当該2の直線間の距離が大きくなるものであることを特徴とした請求項1に記載の積層型鉄心の製造方法。
- 分割積層鉄心を環状に配列して積層型鉄心を形成する積層型鉄心の製造方法であって、環状のバックヨーク部の外周の一部を含む、次工程のための逃し穴であるマッチング穴と、上記バックヨーク部の内周部及び上記バックヨーク部から径方向内側に延びる複数のティース部とを鉄心シート上にプレス打ち抜きにより形成する初期形成工程と、上記マッチング穴の形成箇所と、隣接する上記ティース部及び上記バックヨーク部の内周部で囲まれた上記プレス打ち抜きにより形成された空間との間で、上記ティース単位毎にバックヨーク部の周方向に、プレス打ち抜きにより分割面を形成する分割面形成工程と、上記分割面で分離されたバックヨーク部外周をプレス打ち抜きし、上記バックヨーク部とこれに延在するティース部とを単位として、上記分割面で相互に分離して環状に配列された鉄心シートを形成する鉄心シート形成工程と、上記分割面で相互に分離して環状に配列された鉄心シートを、複数枚、当該配列を保ったまま積層して環状に配列された分割積層鉄心を形成する積層工程と、上記各分割積層鉄心を相互に完全に分離した後、上記各分割積層鉄心のティース部に対してコイルを巻線する巻線工程と、上記巻線された上記各分割積層鉄心を上記環状配列の元の位置に戻して、全体を円環状配列に再組み立てする再組立工程とを有し、
上記分割面は、積層方向に投影したときの形状が凹凸形状である積層型鉄心の製造方法。 - 上記バックヨーク部内周形状が、上記ティース部に垂直な直線である請求項1から請求項3のいずれか1項に記載の積層型鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155395A JP4365271B2 (ja) | 2004-05-26 | 2004-05-26 | 積層型鉄心の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004155395A JP4365271B2 (ja) | 2004-05-26 | 2004-05-26 | 積層型鉄心の製造方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008331790A Division JP5154398B2 (ja) | 2008-12-26 | 2008-12-26 | 積層型鉄心の製造方法及び積層型固定子の製造方法 |
| JP2008331789A Division JP2009065833A (ja) | 2008-12-26 | 2008-12-26 | 積層型鉄心及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005341684A JP2005341684A (ja) | 2005-12-08 |
| JP2005341684A5 JP2005341684A5 (ja) | 2008-05-29 |
| JP4365271B2 true JP4365271B2 (ja) | 2009-11-18 |
Family
ID=35494630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004155395A Expired - Fee Related JP4365271B2 (ja) | 2004-05-26 | 2004-05-26 | 積層型鉄心の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4365271B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106849400A (zh) * | 2016-12-15 | 2017-06-13 | 广东威灵电机制造有限公司 | 定子铁芯、定子和电机 |
| CN109565192A (zh) * | 2016-09-02 | 2019-04-02 | 日本电产株式会社 | 定子、定子的制造方法及马达 |
| EP3975383A1 (de) * | 2020-09-29 | 2022-03-30 | Siemens Aktiengesellschaft | Elektrische maschine, verfahren und anlage |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007141907A1 (ja) * | 2006-06-05 | 2007-12-13 | Mitsubishi Electric Corporation | 分割型鉄心及びその製造方法、固定子鉄心 |
| EP2086089A4 (en) * | 2006-10-13 | 2013-04-17 | Mitsui High Tec | LAMINATED IRON CORE AND MANUFACTURING METHOD THEREOF |
| JP2008206262A (ja) * | 2007-02-19 | 2008-09-04 | Mitsui High Tec Inc | 積層鉄心およびその製造方法 |
| JP5126577B2 (ja) * | 2007-06-27 | 2013-01-23 | 株式会社デンソー | 回転電機のステータ |
| JP5171224B2 (ja) | 2007-11-22 | 2013-03-27 | 三菱電機株式会社 | 回転電機 |
| JP5020034B2 (ja) | 2007-11-22 | 2012-09-05 | 三菱電機株式会社 | 回転電機 |
| JP2009213310A (ja) * | 2008-03-05 | 2009-09-17 | Denso Corp | 回転電機の固定子及び回転電機 |
| JP5151738B2 (ja) * | 2008-07-01 | 2013-02-27 | 株式会社デンソー | 回転電機の固定子及び回転電機 |
| EP2309621B1 (en) * | 2008-07-24 | 2017-08-23 | Mitsubishi Electric Corporation | Method for producing iron core and device for producing iron core |
| JP5181994B2 (ja) * | 2008-10-08 | 2013-04-10 | 新日鐵住金株式会社 | 分割型固定子及び電動機 |
| JP2010178487A (ja) * | 2009-01-29 | 2010-08-12 | Kuroda Precision Ind Ltd | 積層鉄心の製造方法および順送り金型装置 |
| JP5326642B2 (ja) * | 2009-02-19 | 2013-10-30 | 新日鐵住金株式会社 | 回転電機及び回転電機の製造方法 |
| DE102010032764A1 (de) * | 2010-07-29 | 2012-02-02 | Feaam Gmbh | Elektrische Maschine und Stator für dieselbe |
| CN102868241A (zh) * | 2012-09-20 | 2013-01-09 | 安泰科技股份有限公司 | 定子铁心及其制造方法 |
| DE112017002057T5 (de) * | 2016-09-02 | 2018-12-27 | Nidec Corporation | Stator, Statorherstellungsverfahren und Motor |
| WO2018043650A1 (ja) * | 2016-09-02 | 2018-03-08 | 日本電産株式会社 | ステータ、ステータの製造方法及びモータ |
| JP7028175B2 (ja) | 2016-09-02 | 2022-03-02 | 日本電産株式会社 | ステータ、ステータの製造方法及びモータ |
| DE112017004954T5 (de) * | 2016-09-30 | 2019-06-13 | Nidec Corporation | Stator, Statorherstellungsverfahren und Motor |
| CN106712325B (zh) * | 2016-12-15 | 2019-03-01 | 广东威灵电机制造有限公司 | 定子和具有其的电机 |
| CN108599481B (zh) * | 2018-05-31 | 2020-10-30 | 广东威灵汽车部件有限公司 | 定子铁芯的制造方法、定子铁芯和电机 |
-
2004
- 2004-05-26 JP JP2004155395A patent/JP4365271B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109565192A (zh) * | 2016-09-02 | 2019-04-02 | 日本电产株式会社 | 定子、定子的制造方法及马达 |
| CN106849400A (zh) * | 2016-12-15 | 2017-06-13 | 广东威灵电机制造有限公司 | 定子铁芯、定子和电机 |
| CN106849400B (zh) * | 2016-12-15 | 2019-03-01 | 广东威灵电机制造有限公司 | 定子铁芯、定子和电机 |
| EP3975383A1 (de) * | 2020-09-29 | 2022-03-30 | Siemens Aktiengesellschaft | Elektrische maschine, verfahren und anlage |
| WO2022069454A1 (de) * | 2020-09-29 | 2022-04-07 | Siemens Aktiengesellschaft | Elektrische maschine, verfahren und anlage |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005341684A (ja) | 2005-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4365271B2 (ja) | 積層型鉄心の製造方法 | |
| US7893591B2 (en) | Laminated rotor core and method for manufacturing the same | |
| WO2008044740A1 (fr) | Noyau en fer stratifié et son procédé de fabrication | |
| JP2000201458A (ja) | 鉄心装置及びその製造方法 | |
| JP5380241B2 (ja) | 回転電機の積層固定鉄心 | |
| JP4730461B2 (ja) | 磁芯の製造方法 | |
| JP2003333807A (ja) | 回転電機の固定子鉄心の製造方法 | |
| JP4150397B2 (ja) | 積層鉄心及びその製造方法 | |
| JP5154398B2 (ja) | 積層型鉄心の製造方法及び積層型固定子の製造方法 | |
| JP3989510B2 (ja) | 積層鉄心及びその製造方法 | |
| JP2008067541A (ja) | 電機子鉄心及びこの電機子鉄心の製造方法 | |
| JP5717973B2 (ja) | 積層鉄心及びその製造方法 | |
| JP2009065833A (ja) | 積層型鉄心及びその製造方法 | |
| JP5251384B2 (ja) | 積層コアおよびその製造方法 | |
| JP2005020972A (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP2000116074A (ja) | コア部材の積層金型装置および積層方法 | |
| JP2003061319A (ja) | ステータの製造方法 | |
| JP5818414B2 (ja) | ステータのコア部材の製造装置 | |
| JPH11346447A (ja) | 鉄 心 | |
| JP5462643B2 (ja) | 積層鉄心及びその製造方法 | |
| JP4482550B2 (ja) | 積層鉄心 | |
| JP5773926B2 (ja) | 積層固定子鉄心、積層固定子、積層固定子の製造方法 | |
| JP2009131027A (ja) | 積層鉄心及びその製造方法 | |
| JP4657661B2 (ja) | 積層固定子鉄心の製造方法 | |
| JP2006158003A (ja) | 積層固定子鉄心の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080410 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090420 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090818 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090820 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120828 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4365271 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120828 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130828 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |