JP4333641B2 - 回転電機の固定子製造方法 - Google Patents
回転電機の固定子製造方法 Download PDFInfo
- Publication number
- JP4333641B2 JP4333641B2 JP2005176421A JP2005176421A JP4333641B2 JP 4333641 B2 JP4333641 B2 JP 4333641B2 JP 2005176421 A JP2005176421 A JP 2005176421A JP 2005176421 A JP2005176421 A JP 2005176421A JP 4333641 B2 JP4333641 B2 JP 4333641B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- manufacturing
- winding
- restraining
- electrical machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/024—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with slots
- H02K15/026—Wound cores
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/4902—Electromagnet, transformer or inductor
- Y10T29/49073—Electromagnet, transformer or inductor by assembling coil and core
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Windings For Motors And Generators (AREA)
Description
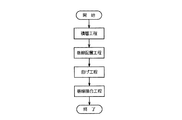
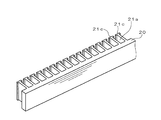
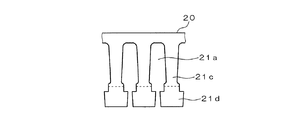
積層工程では、複数の帯状体28を積層して複数のスロット21aを有する直方体状の積層体20を製造する。図4は、帯状体製造の概略を示す図である。また、図5は積層体の斜視図である。まず、図4に示す帯状体28が所定の長さに切断される。この帯状体28は、例えば幅が20mmで、厚さが0.5mm程度のものが使用される。その後、図5に示すように、切断された複数の帯状体20を積層することにより、直方体状の積層体20が製造される。この積層体20は、所定間隔に配置された複数のティース部21cを有しており、隣接する2つのティース部21cによって包囲されてスロット21aが形成される。
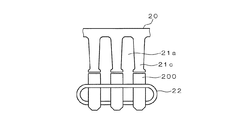
巻線配置工程では、積層工程において製造された積層体20に含まれる各スロット21aに固定子巻線22を配置する。図6は、巻線配置工程の概略を示す斜視図である。図6に示すように、固定子巻線22は、積層体20の各スロット21aにそのまま挿入できるように全体が平坦な形状に予め成形された後、積層体20の各スロット21aに挿入される。このように、巻線配置工程は、固定子巻線22を帯状にあらかじめ成形した後にスロット21aに挿入する巻線挿入工程でもある。
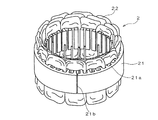
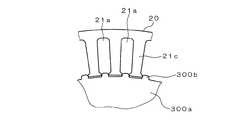
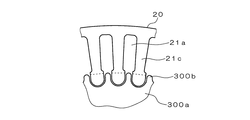
曲げ工程では、積層体20を成形装置を用いて曲げて円筒状の固定子鉄心21を製造する。積層体20の両端部は、図2に示した溶接部21bにおいて曲げ加工後に互いに溶接される。この曲げ工程は、スロット21aを形成するティース部21cを、周方向拘束手段を用いて周方向に拘束する拘束工程を含んでいる。周方向拘束手段を含む曲げ工程の詳細については後述する。
巻線接合工程では、円筒状に曲げられて端部同士が溶接された固定子鉄心21に装備された固定子巻線22の両端(図6に示す積層体20の長手方向に沿った両端)の少なくとも一部を接合する。
2 固定子
3 フロントブラケット
4 リヤブラケット
11 回転軸
12 界磁鉄心
13 界磁巻線
20 積層体
21 固定子鉄心
21a スロット
21b 溶接部
21c ティース部
21d 余肉部
22 固定子巻線
100 車両用交流発電機
200 挿入ガイド
300、300a ローラ
300b くさび
400 旋削刃
410、420 拘束治具
Claims (12)
- 複数の帯状体を積層して複数のスロットを有する直方体状の積層体を製造する積層工程と、前記積層体に含まれる前記スロットに固定子巻線を配置する巻線配置工程と、前記積層体を曲げて円筒状の固定子鉄心を製造する曲げ工程とを備える回転電機の固定子製造方法において、
前記曲げ工程は、前記スロットを形成するティース部の先端部を、周方向拘束手段を用いて周方向に拘束する拘束工程を含み、
前記拘束工程は、前記ティース部の先端部に形成された余肉部を拘束することにより行われ、
前記曲げ工程よりも後に、前記余肉部を除去する除去工程をさらに備えることを特徴とする回転電機の固定子製造方法。 - 請求項1において、
前記巻線配置工程は、前記固定子巻線を帯状にあらかじめ成形した後に前記スロットに挿入する巻線挿入工程であり、
前記曲げ工程よりも後に、前記固定子巻線の両端の少なくとも一部を接合する巻線接合工程をさらに備えることを特徴とする回転電機の固定子製造方法。 - 請求項1または2において、
前記拘束工程は、隣接する前記ティース部の先端部間に所定寸法のくさび治具を挿入することにより行われることを特徴とする回転電機の固定子製造方法。 - 請求項1〜3のいずれかにおいて、
前記余肉部は、前記曲げ工程終了後に、周方向に隣接する前記余肉部同士が互いに接触する形状を有することを特徴とする回転電機の固定子製造方法。 - 請求項1〜3のいずれかにおいて、
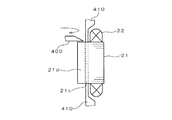
前記除去工程は、旋削除去によって、旋削周方向に対抗して前記ティース部を拘束した状態で行うことを特徴とする回転電機の固定子製造方法。 - 請求項5において、
前記除去工程における前記ティース部の拘束は、前記ティース部の周方向隣接位置に拘束治具を挿入することにより行うことを特徴とする回転電機の固定子製造方法。 - 請求項5において、
前記除去工程における前記ティース部の拘束は、前記ティース部を軸方向に押圧することにより行うことを特徴とする回転電機の固定子製造方法。 - 請求項5において、
前記除去工程における前記ティース部の拘束は、周方向に隣接する前記ティース部間を樹脂固定することにより行うことを特徴とする回転電機の固定子製造方法。 - 請求項2において、
前記巻線挿入工程における前記スロットへの前記固定子巻線の挿入は、前記ティース部の先端部から延伸する挿入ガイドに沿って行われることを特徴とする回転電機の固定子製造方法。 - 請求項9において、
前記挿入ガイドは、固定子巻線を帯状にあらかじめ成形する際に用いられる成形ガイドであることを特徴とする回転電機の固定子製造方法。 - 請求項9において、
前記挿入ガイドは、前記ティース部の先端に形成された余肉部の周方向幅を、前記ティース部から遠ざかるにしたがって小さくすることで形成されていることを特徴とする回転電機の固定子製造方法。 - 請求項1〜11のいずれかにおいて、
隣接する少なくとも一対の前記ティース部間の周方向幅は、隣接する他の前記ティース部間の周方向幅と異なることを特徴とする回転電機の固定子製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005176421A JP4333641B2 (ja) | 2005-06-16 | 2005-06-16 | 回転電機の固定子製造方法 |
| US11/415,127 US20060283004A1 (en) | 2005-06-16 | 2006-05-02 | Method of manufacturing stator of rotary electric machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005176421A JP4333641B2 (ja) | 2005-06-16 | 2005-06-16 | 回転電機の固定子製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006353013A JP2006353013A (ja) | 2006-12-28 |
| JP4333641B2 true JP4333641B2 (ja) | 2009-09-16 |
Family
ID=37571903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005176421A Expired - Fee Related JP4333641B2 (ja) | 2005-06-16 | 2005-06-16 | 回転電機の固定子製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20060283004A1 (ja) |
| JP (1) | JP4333641B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7928626B2 (en) * | 2006-04-28 | 2011-04-19 | Mitsubishi Cable Industries, Ltd. | Linear material and stator structure |
| JP4523609B2 (ja) * | 2007-01-26 | 2010-08-11 | 三菱電機株式会社 | 回転電機の固定子の製造方法 |
| JP2009213208A (ja) * | 2008-03-03 | 2009-09-17 | Hitachi Ltd | 回転電機およびその製造方法 |
| ATE547833T1 (de) | 2009-05-21 | 2012-03-15 | Honda Motor Co Ltd | Motor |
| JP4834753B2 (ja) * | 2009-05-21 | 2011-12-14 | 本田技研工業株式会社 | ステータの製造方法およびモータ |
| TWI396362B (zh) * | 2009-06-09 | 2013-05-11 | Sunonwealth Electr Mach Ind Co | 馬達定子及其製造方法 |
| CN103354405B (zh) * | 2009-06-19 | 2016-04-06 | 建准电机工业股份有限公司 | 马达定子的制造方法 |
| JP5801621B2 (ja) * | 2011-06-27 | 2015-10-28 | アスモ株式会社 | ステータの製造方法、ステータ及びモータ |
| JP5751176B2 (ja) | 2012-01-18 | 2015-07-22 | 株式会社デンソー | 車両用回転電機の固定子 |
| DE112018002692T5 (de) | 2017-05-23 | 2020-02-13 | Mitsubishi Electric Corporation | Rotierende elektrische maschine |
| CN114890133B (zh) * | 2022-04-25 | 2024-04-19 | 常州金康精工机械股份有限公司 | 一种具有调节机构的导电线批量抓取设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3824682A (en) * | 1973-07-26 | 1974-07-23 | Briggs & Stratton Corp | Method of mass producing alternator stators for small engines |
| US4102040A (en) * | 1975-07-03 | 1978-07-25 | Societe Anonyme Pour L'equipement Electrique Des Vehicules S.E.V. Marchal | Method of manufacturing a curved component of a magnetic circuit |
| US4200818A (en) * | 1978-08-01 | 1980-04-29 | Westinghouse Electric Corp. | Resin impregnated aromatic polyamide covered glass based slot wedge for large dynamoelectric machines |
| JP3346968B2 (ja) * | 1995-10-06 | 2002-11-18 | 三菱電機株式会社 | 交流回転電機の固定子製造方法 |
| JP3621625B2 (ja) * | 2000-04-14 | 2005-02-16 | 三菱電機株式会社 | 回転電機の鉄心及びその製造方法 |
| JP3383251B2 (ja) * | 1999-12-27 | 2003-03-04 | 三菱電機株式会社 | 車両用交流発電機の固定子 |
| JP3078288B1 (ja) * | 2000-01-25 | 2000-08-21 | 三菱電機株式会社 | 車両用交流発電機 |
| JP3674523B2 (ja) * | 2001-03-15 | 2005-07-20 | 三菱電機株式会社 | 回転電機の固定子及びその製造方法 |
| US6742238B2 (en) * | 2001-08-08 | 2004-06-01 | Delphi Technologies, Inc. | Flare tooth stator for an AC generator |
-
2005
- 2005-06-16 JP JP2005176421A patent/JP4333641B2/ja not_active Expired - Fee Related
-
2006
- 2006-05-02 US US11/415,127 patent/US20060283004A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006353013A (ja) | 2006-12-28 |
| US20060283004A1 (en) | 2006-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4333641B2 (ja) | 回転電機の固定子製造方法 | |
| JP3656733B2 (ja) | 車両用回転電機の固定子、およびその製造方法 | |
| JP3359863B2 (ja) | 固定子鉄芯の製造方法 | |
| JP4886375B2 (ja) | 積層鉄心製造方法 | |
| US6317962B1 (en) | Method for producing a stator of an alternating-current dynamo-electric machine | |
| JP4819864B2 (ja) | ステータを製作するための方法ならびに該方法により製作されたステータ | |
| US11303177B2 (en) | Stator for rotating electric machine and method of manufacturing the stator | |
| EP3142235B1 (en) | Stator-manufacturing method and stator | |
| JP6683428B2 (ja) | 積層鉄心用加工体の製造方法及び積層鉄心の製造方法 | |
| JP4771107B1 (ja) | 回転電機、回転電機の製造方法、および風力発電システム | |
| KR100402384B1 (ko) | 회전전기의 철심 및 그의 제조방법 | |
| JP2008109785A (ja) | 電機子製造方法および順送り金型装置 | |
| JP4886390B2 (ja) | 積層鉄心製造方法および積層鉄心製造装置 | |
| JP2021175240A (ja) | 鉄心の製造方法、鉄心、および固定子 | |
| EP3474427B1 (en) | Manufacturing method of core of rotating electrical machine, and core of rotating electrical machine | |
| US8907542B2 (en) | Rotating electrical machine with notched slots for bending of stator core | |
| JP2005295744A (ja) | 回転電機用ロータの製造方法および回転電機用ロータ | |
| JP5055020B2 (ja) | 連結型積層鉄心、電機子製造方法および順送り金型装置 | |
| CN106849535B (zh) | 层叠铁芯及其制造方法 | |
| JP5267114B2 (ja) | 回転電機用のコア絶縁部材及び回転電機の絶縁構造 | |
| JP6509373B2 (ja) | コアシート、分割積層コアおよび固定子並びに分割積層コアの製造方法 | |
| JP5144238B2 (ja) | 積層鉄心の製造方法および帯状鉄心片 | |
| JP3879649B2 (ja) | 固定子の分解方法及び固定子の分解装置 | |
| JP2012217279A (ja) | 回転電機用ステータコア、回転電機、および、回転電機用ステータコアの製造方法 | |
| CN108141116B (zh) | 层叠铁芯的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070720 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080916 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090309 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090615 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |