JP2005295744A - 回転電機用ロータの製造方法および回転電機用ロータ - Google Patents
回転電機用ロータの製造方法および回転電機用ロータ Download PDFInfo
- Publication number
- JP2005295744A JP2005295744A JP2004110117A JP2004110117A JP2005295744A JP 2005295744 A JP2005295744 A JP 2005295744A JP 2004110117 A JP2004110117 A JP 2004110117A JP 2004110117 A JP2004110117 A JP 2004110117A JP 2005295744 A JP2005295744 A JP 2005295744A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- hole
- rotor shaft
- electrical machine
- rotating electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Abstract
【課題】 ロータコアとロータシャフトとを組み付ける際に、作業性の悪化を防止する。
【解決手段】 スタータに対して回転可能なロータ1を、ロータ板3を複数積層した円柱状のロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定するロータシャフト7とから構成する。ロータコア5の挿入孔5aに対応する各ロータ板3の貫通孔3aの内周縁を軸方向に向けて屈曲させて突出する突出部3bを形成し、かつこの突出部3bを形成した状態での貫通孔3aの内径をロータシャフト7の外径より大きくした状態で、貫通孔3aにロータシャフト7を挿入して仮組み付けする。仮組み付け状態で、貫通孔3aの内周縁の突出部3bを軸方向に加圧して内径を小さくしその内周縁をロータシャフト7の外周面に食い込ませて固定する。
【選択図】 図1
【解決手段】 スタータに対して回転可能なロータ1を、ロータ板3を複数積層した円柱状のロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定するロータシャフト7とから構成する。ロータコア5の挿入孔5aに対応する各ロータ板3の貫通孔3aの内周縁を軸方向に向けて屈曲させて突出する突出部3bを形成し、かつこの突出部3bを形成した状態での貫通孔3aの内径をロータシャフト7の外径より大きくした状態で、貫通孔3aにロータシャフト7を挿入して仮組み付けする。仮組み付け状態で、貫通孔3aの内周縁の突出部3bを軸方向に加圧して内径を小さくしその内周縁をロータシャフト7の外周面に食い込ませて固定する。
【選択図】 図1
Description
本発明は、ステータに対して回転可能なロータを、ロータ板を複数積層したロータコアと、このロータコアの中心に設けた挿入孔に挿入固定するロータシャフトとから構成した回転電機用ロータの製造方法および回転電機用ロータに関する。
回転電機として、例えばモータは、ロータとステータとから構成され、これらロータとステータは、それぞれ別々にサブアッセンブリされる。このうちロータは、永久磁石と、永久磁石が入る円柱状のロータコアと、ロータコアの中心部に設けた挿入孔に挿入固定するロータシャフトとから構成される。
そして、ロータコアはロータシャフトに対し、例えば下記特許文献1に記載されているように、焼き嵌めにより固定される。
特開平11−355987号公報
上記したように、従来では、ロータコアとロータシャフトとは、焼き嵌めによって互いに固定しているため、ロータコアの加熱や、焼き嵌め後のロータコアおよびロータシャフトの冷却に時間がかかり、組付作業性の悪化を招いている。
そこで、本発明は、ロータコアとロータシャフトとを組み付ける際に、作業性の悪化を防止することを目的としている。
本発明は、ステータに対して回転可能なロータを、ロータ板を複数積層したロータコアと、このロータコアの中心部に設けた挿入孔に挿入固定するロータシャフトとから構成し、前記ロータコアの挿入孔に対応する前記各ロータ板の貫通孔の内周縁を軸方向に向けて屈曲させて突出部を形成し、かつこの突出部を形成した状態での前記貫通孔の内径を前記ロータシャフトの外径より大きく形成し、この大きく形成した貫通孔に前記ロータシャフトを挿入して仮組み付けし、この仮組み付け状態で、前記貫通孔の内周縁の前記突出部を軸方向に加圧して貫通孔の内径を小さくしその内周縁を前記ロータシャフトの外周面に食い込ませて前記ロータコアと前記ロータシャフトとを互いに固定することを最も主要な特徴とする。
本発明によれば、ロータ板に形成した貫通孔の内周縁の突出部を加圧して変形させることで、ロータコアとロータシャフトとを固定するようにしたので、焼き嵌めによる固定のような、ロータコアの加熱や、焼き嵌め後のロータコアおよびロータシャフトの冷却作業が不要となり、組付作業性を向上させることができる。
以下、本発明の実施の形態を図面に基づき説明する。
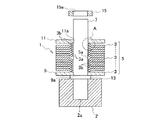
図1は、本発明の第1の実施形態に係わる回転電機用ロータとしてのモータにおけるロータ1を、仮組治具2上にセットした状態を示す断面図である。ロータ1は、円板状のロータ板3を図1中で上下方向に複数積層した円柱状のロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定するロータシャフト7とをそれぞれ有し、図示しないハウジング内に固定されたステータに対して回転可能となる。
ロータコア5の積層方向両側には、エンドプレート9,11をそれぞれ配置し、この各エンドプレート9,11も、中心部に形成した挿入孔9a,11aにロータシャフト7がそれぞれ挿入される。
図1中で下部のエンドプレート9のロータコア5と反対側のロータシャフト7には、中心部に図示しない圧入孔を備えたスリーブ13を圧入固定し、このスリーブ13より下部側のロータシャフト7を前記した仮組治具2の凹部2aに挿入した状態で、スリーブ13を仮組治具2の上面に当接させる。
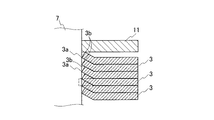
ここで、ロータシャフト7をロータコア5の挿入孔5aに挿入する際には、図1のA部の拡大した断面図である図2に示すように、ロータコア5における各ロータ板3の貫通孔3aは、その内周縁を、軸方向に向けて屈曲させて突出させ、突出部3bを形成している。このとき、貫通孔3aの内周縁はロータシャフト7の外周面にほぼ接触した状態となる。
上記した突出部3bは、貫通孔3aをプレスにより打ち抜き加工する際に発生するかえり(バリ)であり、打ち抜き加工後に別途加工を行う必要がない。このため、突出部3bの形成は容易に行える。
なお、貫通孔3aの内周縁に突出部3bを形成する前の状態、すなわち打ち抜き加工後にバリが形成されないと仮定した状態では、図2中で二点鎖線で示すように、貫通孔の内径はロータシャフト7の外径より小さくなっている。
次に、上記したロータ1の製造方法について説明する。
図1に示すように、仮組治具2の凹部2aに、ロータシャフト7の下端を挿入してセットした状態で、一方のエンドプレート9を、その挿入孔9aにロータシャフト7を挿入させつつロータシャフト7にセットしてスリーブ13上に載せる。
次に、複数のロータ板3を、その貫通孔3aにロータシャフト7を挿入しつつロータシャフト7にセットするが、このとき複数のロータ板3のうち図1中で下部側の半分を、突出部3bが下方のエンドプレート9に向くようにし、残りの図1中で上部側の半分を、突出部3bが上方のエンドプレート11に向くようにする。すなわち、複数のロータ板3の各突出部3bは、ロータコア5の積層方向ほぼ中心部を境にして軸方向両側に位置するロータ板3が、互いに逆方向かつ軸方向外側に向いていることになる。
複数のロータ板3からなるロータコア5の上には、さらに他方のエンドプレート11を、その貫通孔11aにロータシャフト7を挿入させつつロータシャフト7にセットする。
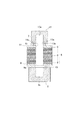
そして、上部のエンドプレート11の上から、スリーブ15を、その圧入孔15aを利用してロータシャフト7に圧入するが、この圧入時に、図3に示してある加圧用治具17を用いる。
加圧用治具17は、凹部17aを備えており、その凹部17aにロータシャフト7の上部を挿入した状態とする。この状態で加圧用治具17の加圧部17bをスリーブ15に当接させ、仮組治具2との間で、積層している複数のロータ板3を加圧する。この加圧によって、ロータ板3の貫通孔3aの突出部3bを押し潰してほぼ平坦とし、貫通孔3aの内周縁をロータシャフト7の外周面に食い込ませて固定する。
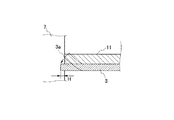
図4は、1枚のロータ板3の貫通孔3aの内周縁が、上記した加圧によってロータシャフト7の外周面に食い込んだ状態を実線で示している。これにより、ロータ板3とロータシャフト7との間には、締め代Hが形成されて、ロータコア5とロータシャフト7とを確実に固定することができる。
この場合、ロータコア5とロータシャフト7とは、従来のような焼き嵌めによる固定を行っていないため、ロータコア5の加熱や、焼き嵌め後のロータコア5およびロータシャフト7の冷却が不要であり、組付作業性が向上する。
また、複数のロータ板3は、その貫通孔3aの内周縁の突出部3bが、ロータコア5の積層方向ほぼ中心部を境にして、図1中で下部側のものと同上部側のものとで、互いに逆方向かつ軸方向外側に向いているので、すべての突出部3bを同一方向に向かせる場合に比べ、加圧によるロータ板3の1枚1枚の変形量を均一化することができる。
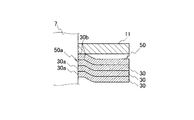
図5は、この発明の第2の実施形態を示す、前記図2に対応する断面図である。この実施形態は、ロータ板30に貫通孔30aを打ち抜き加工した後に、軸方向に突出する突出部30bを、それより外周側の面に対して段差を有する面となるよう後加工している。
そして、第1の実施形態と同様に、積層した複数のロータ板30を軸方向に加圧することで、突出部30bを押し潰してロータ板30の全体ををほぼ平坦とし、貫通孔30aの内周縁をロータシャフト7の外周面に食い込ませて固定する。
本発明によれば、前記複数のロータ板の各突出部は、前記ロータコアの積層方向ほぼ中心部を境にして軸方向両側に位置するロータ板が、互いに逆方向かつ軸方向外側に向いて突出しているので、すべての突出部を同一方向に向かせる場合に比べ、ロータ板の1枚1枚の加圧による変形量を均一化することができる。
また、前記突出部は、前記ロータ板の貫通孔を打ち抜き成形する際のバリであることから、突出部を形成するための後加工を別途行う必要がなく、突出部の形成を容易にできる。
1 ロータ
3,30 ロータ板
3a,30a ロータ板の貫通孔
3b,30b 貫通孔の内周縁の突出部
5,50 ロータコア
5a,50 ロータコアの挿入孔
7 ロータシャフト
3,30 ロータ板
3a,30a ロータ板の貫通孔
3b,30b 貫通孔の内周縁の突出部
5,50 ロータコア
5a,50 ロータコアの挿入孔
7 ロータシャフト
Claims (4)
- ステータに対して回転可能なロータを、ロータ板を複数積層したロータコアと、このロータコアの中心部に設けた挿入孔に挿入固定するロータシャフトとから構成し、前記ロータコアの挿入孔に対応する前記各ロータ板の貫通孔の内周縁を軸方向に向けて屈曲させて突出部を形成し、かつこの突出部を形成した状態での前記貫通孔の内径を前記ロータシャフトの外径より大きく形成し、この大きく形成した貫通孔に前記ロータシャフトを挿入して仮組み付けし、この仮組み付け状態で、前記貫通孔の内周縁の前記突出部を軸方向に加圧して貫通孔の内径を小さくしその内周縁を前記ロータシャフトの外周面に食い込ませて前記ロータコアと前記ロータシャフトとを互いに固定することを特徴とする回転電機用ロータの製造方法。
- 前記複数のロータ板の各突出部は、前記ロータコアの積層方向ほぼ中心部を境にして軸方向両側に位置するロータ板が、互いに逆方向かつ軸方向外側に向いて突出していることを特徴とする請求項1に記載の回転電機用ロータの製造方法。
- 前記突出部は、前記ロータ板の貫通孔を打ち抜き成形する際のバリであることを特徴とする請求項1または2に記載の回転電機用ロータの製造方法。
- 請求項1ないし3のいずれか1項に記載の回転電機用ロータの製造方法によって製造したことを特徴とする回転電機用ロータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110117A JP2005295744A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110117A JP2005295744A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005295744A true JP2005295744A (ja) | 2005-10-20 |
Family
ID=35328061
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110117A Pending JP2005295744A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005295744A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008220112A (ja) * | 2007-03-07 | 2008-09-18 | Mitsubishi Electric Corp | 固定子及び密閉型圧縮機及び回転機 |
| JP2010028885A (ja) * | 2008-07-15 | 2010-02-04 | Toyota Motor Corp | 回転電機用コア |
| JP2011152041A (ja) * | 2011-03-25 | 2011-08-04 | Mitsubishi Electric Corp | 固定子及び密閉型圧縮機及び回転機 |
| US8235278B2 (en) * | 2009-10-26 | 2012-08-07 | Toyota Boshoku Kabushiki Kaisha | Press method and press apparatus |
| JP2013031328A (ja) * | 2011-07-29 | 2013-02-07 | Hitachi Automotive Systems Ltd | 回転電機 |
| WO2013118294A1 (ja) * | 2012-02-10 | 2013-08-15 | トヨタ自動車株式会社 | コアとシャフトの締結方法及び締結構造 |
| DE102013110141A1 (de) | 2012-09-27 | 2014-03-27 | Denso Corporation | Drehende elektrische Maschine |
| DE102008006074B4 (de) * | 2007-01-30 | 2014-09-11 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Rotor einer Permanentmagnetmaschine |
| JP2015154665A (ja) * | 2014-02-18 | 2015-08-24 | 株式会社ジェイテクト | ロータ及びロータの製造方法 |
| JP2017038476A (ja) * | 2015-08-10 | 2017-02-16 | トヨタ自動車株式会社 | 積層ロータの焼嵌方法 |
| JP2018182795A (ja) * | 2017-04-04 | 2018-11-15 | 日産自動車株式会社 | 電動モータのロータ製造方法及び電動モータのロータ |
| EP3550698A4 (en) * | 2016-11-29 | 2019-11-27 | Panasonic Intellectual Property Management Co., Ltd. | ELECTRIC MOTOR ROTOR, EQUIPPED ELECTRIC MOTOR AND MANUFACTURING METHOD FOR SAID ROTOR |
| WO2021005794A1 (ja) * | 2019-07-11 | 2021-01-14 | 三菱電機株式会社 | 回転電機のロータ及びその製造方法 |
| CN113366732A (zh) * | 2019-01-18 | 2021-09-07 | 西门子股份公司 | 在轴上接合叠片 |
| DE102020214377A1 (de) | 2020-11-16 | 2022-05-19 | Volkswagen Aktiengesellschaft | Rotorbaugruppe mit Spannlamelle |
| JP2023102927A (ja) * | 2022-01-13 | 2023-07-26 | 日本発條株式会社 | ロータの製造方法、ロータ及びロータコア |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60152257A (ja) * | 1984-01-17 | 1985-08-10 | Toshiba Corp | 回転電機のロ−タ製造方法 |
| JPH02188147A (ja) * | 1989-01-13 | 1990-07-24 | Matsushita Electric Ind Co Ltd | 小型モータの回転子の製造方法 |
| JPH0387817U (ja) * | 1989-12-21 | 1991-09-06 |
-
2004
- 2004-04-02 JP JP2004110117A patent/JP2005295744A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60152257A (ja) * | 1984-01-17 | 1985-08-10 | Toshiba Corp | 回転電機のロ−タ製造方法 |
| JPH02188147A (ja) * | 1989-01-13 | 1990-07-24 | Matsushita Electric Ind Co Ltd | 小型モータの回転子の製造方法 |
| JPH0387817U (ja) * | 1989-12-21 | 1991-09-06 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008006074B4 (de) * | 2007-01-30 | 2014-09-11 | GM Global Technology Operations LLC (n. d. Ges. d. Staates Delaware) | Rotor einer Permanentmagnetmaschine |
| JP2008220112A (ja) * | 2007-03-07 | 2008-09-18 | Mitsubishi Electric Corp | 固定子及び密閉型圧縮機及び回転機 |
| JP2010028885A (ja) * | 2008-07-15 | 2010-02-04 | Toyota Motor Corp | 回転電機用コア |
| US8235278B2 (en) * | 2009-10-26 | 2012-08-07 | Toyota Boshoku Kabushiki Kaisha | Press method and press apparatus |
| JP2011152041A (ja) * | 2011-03-25 | 2011-08-04 | Mitsubishi Electric Corp | 固定子及び密閉型圧縮機及び回転機 |
| JP2013031328A (ja) * | 2011-07-29 | 2013-02-07 | Hitachi Automotive Systems Ltd | 回転電機 |
| WO2013118294A1 (ja) * | 2012-02-10 | 2013-08-15 | トヨタ自動車株式会社 | コアとシャフトの締結方法及び締結構造 |
| DE102013110141B4 (de) | 2012-09-27 | 2023-03-09 | Denso Corporation | Drehende elektrische Maschine |
| DE102013110141A1 (de) | 2012-09-27 | 2014-03-27 | Denso Corporation | Drehende elektrische Maschine |
| US9343937B2 (en) | 2012-09-27 | 2016-05-17 | Denso Corporation | Rotary electric machine equipped with rotor core of step skew structure |
| JP2015154665A (ja) * | 2014-02-18 | 2015-08-24 | 株式会社ジェイテクト | ロータ及びロータの製造方法 |
| JP2017038476A (ja) * | 2015-08-10 | 2017-02-16 | トヨタ自動車株式会社 | 積層ロータの焼嵌方法 |
| EP3550698A4 (en) * | 2016-11-29 | 2019-11-27 | Panasonic Intellectual Property Management Co., Ltd. | ELECTRIC MOTOR ROTOR, EQUIPPED ELECTRIC MOTOR AND MANUFACTURING METHOD FOR SAID ROTOR |
| JP2018182795A (ja) * | 2017-04-04 | 2018-11-15 | 日産自動車株式会社 | 電動モータのロータ製造方法及び電動モータのロータ |
| CN113366732A (zh) * | 2019-01-18 | 2021-09-07 | 西门子股份公司 | 在轴上接合叠片 |
| CN113366732B (zh) * | 2019-01-18 | 2024-03-05 | 西门子股份公司 | 在轴上接合叠片 |
| US12255496B2 (en) | 2019-01-18 | 2025-03-18 | Siemens Aktiengesellschaft | Joining a laminated core to a shaft |
| WO2021005794A1 (ja) * | 2019-07-11 | 2021-01-14 | 三菱電機株式会社 | 回転電機のロータ及びその製造方法 |
| JPWO2021005794A1 (ja) * | 2019-07-11 | 2021-11-18 | 三菱電機株式会社 | 回転電機のロータ及びその製造方法 |
| JP7123261B2 (ja) | 2019-07-11 | 2022-08-22 | 三菱電機株式会社 | 回転電機のロータ及びその製造方法 |
| DE102020214377A1 (de) | 2020-11-16 | 2022-05-19 | Volkswagen Aktiengesellschaft | Rotorbaugruppe mit Spannlamelle |
| JP2023102927A (ja) * | 2022-01-13 | 2023-07-26 | 日本発條株式会社 | ロータの製造方法、ロータ及びロータコア |
| JP7766496B2 (ja) | 2022-01-13 | 2025-11-10 | 日本発條株式会社 | ロータの製造方法、ロータ及びロータコア |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4807219B2 (ja) | ステータコアおよび回転電機 | |
| JP2005295744A (ja) | 回転電機用ロータの製造方法および回転電機用ロータ | |
| US9136746B2 (en) | Stator for electric rotating machine and method of manufacturing the same | |
| JP2008199831A (ja) | 電動機の製造方法と、その製造方法を用いた電動機、圧縮機及び車両 | |
| JP4313086B2 (ja) | 回転機および回転機の製造方法 | |
| EP1511158B1 (en) | Method of manufacturing an armature of a rotary electric machine and armature manufactured by the method | |
| JP5146184B2 (ja) | 磁石界磁型モータの製造方法 | |
| JP5682800B2 (ja) | 回転電機の固定子及びその製造方法 | |
| JP4112978B2 (ja) | アーマチュアおよびアーマチュアを製作するための方法 | |
| JP6818476B2 (ja) | 回転電機の固定子鉄心 | |
| JPWO2006132171A1 (ja) | 回転電機のアーマチュアおよびその製造方法 | |
| JP2011030320A (ja) | 回転電機及び回転電機の製造方法 | |
| JP2014161200A (ja) | ブラシレスモータ及びブラシレスモータの製造方法 | |
| JPH05219668A (ja) | 永久磁石式回転子 | |
| JP2010110123A (ja) | 積層コア及びその製造方法 | |
| JP2013021802A (ja) | ロータ及びロータを備える回転電機 | |
| JP3604946B2 (ja) | 分割形ステータコア | |
| JP2013153575A (ja) | 回転電機の積層鉄心及びその製造方法並びに回転電機の電機子 | |
| CN103915919A (zh) | 用于旋转电机的定子以及制造所述定子的方法 | |
| JP4648716B2 (ja) | 積層鉄心とその製造方法 | |
| JP2001251792A (ja) | 回転電機のステータコア | |
| JP5146077B2 (ja) | モータ及びその製造方法 | |
| JP4662262B2 (ja) | 固定子鉄心及び固定子鉄心の製造方法 | |
| JP2005333765A (ja) | 積層コア及びその製造方法 | |
| JP6008781B2 (ja) | 回転電機の積層鉄心 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100706 |