JP4292575B2 - 圧電デバイスおよび蓋体の製造方法 - Google Patents
圧電デバイスおよび蓋体の製造方法 Download PDFInfo
- Publication number
- JP4292575B2 JP4292575B2 JP2003388131A JP2003388131A JP4292575B2 JP 4292575 B2 JP4292575 B2 JP 4292575B2 JP 2003388131 A JP2003388131 A JP 2003388131A JP 2003388131 A JP2003388131 A JP 2003388131A JP 4292575 B2 JP4292575 B2 JP 4292575B2
- Authority
- JP
- Japan
- Prior art keywords
- lid
- glass
- metal substrate
- package
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Description
従来の圧電デバイスは、例えば、図12の概略断面図に示すように構成されている(特許文献1参照)。
そして、蓋体5の封止後に外部からレーザ光を蓋体5を介してパッケージ2内に照射し、圧電振動片3に形成されている電極の一部を蒸散させることにより、周波数調整することができるようになっている。
図13(a)は蓋体6の概略断面図、図13(b)は蓋体6の概略平面図である。
図において、蓋体6は金属などの丈夫な損傷にくい材料により形成されており、窓と成る開口8が形成されている。この開口8には、ガラス7が充填されており、このガラス7を利用して、外部からレーザ光を照射することができるようになっている。これにより、蓋体6を上述したパッケージ2等に接合することで、上述した弊害を防止しようとするものである。
この場合、その製造方法は、キャップ状のパッケージに開口を形成し、ガラスタブレットをこの開口に嵌めて、加熱することにより溶融させて接合するというものである。
第1の発明の構成によれば、少なくとも複数の蓋体を分離できる金属基板を加工するので、複数枚もしくは多数枚の蓋体を一度に加工することができ、加工効率に優れている。しかも貫通孔に充填する光透過物としてのガラスは、大きなガラス板を前記金属基板に重ねた状態で溶融させることにより、充填するので、従来のように個々の開口にガラスタブレットを位置決めして、嵌め込む必要がなく、蓋体の小型化が進み、前記貫通孔が極めて小さな貫通孔でなる開口とされても、ガラス材料を困難なく充填することができる。このようにして形成される蓋体は金属製であり、ガラスよりも構造的に強い材料で形成されているので、外部から何かが衝突した場合に、容易に損傷することがなく、封止性能を損なうことが有効に防止される。また蓋体には、貫通孔にガラス材料を充填した調整用窓部が形成されるので、この窓部を透過させて加熱用光ビームを照射することができる。
しかも、使用されるガラス板が、溶融ガラスの充填に必要とされる厚みよりも厚い板厚のガラス板が使用され、前記貫通孔に前記溶融したガラス材料を充填する工程の後で、前記ガラス板の表面を鏡面研磨して、厚みを薄くしている。このため、貫通孔へ重点されるガラスの充填量を確実に得ることができる。また、金属基板の前記貫通孔の周縁部と、該金属基板の下面全体を覆う大きさで、耐蝕膜を形成し、該耐蝕膜から露出したガラス材料をウエットエッチングにより除去することにより、前記貫通孔の周囲に露出するガラスにフランジ部を形成するようにしている。このため、ガラスを蓋体に固定するうえでアンカー効果を高めて確実な固定をすることができる。
かくして、金属製の丈夫な蓋体に形成される小さな開口に適切にガラスを充填して、加熱用光ビームを透過させることができる構造を実現して、破損しにくい蓋体を複数個同時に形成することができるようにした蓋体の製造方法を提供することができる。
この場合、その蓋体の形成工程では、少なくとも複数の蓋体を分離できる金属基板を加工するので、複数枚もしくは多数枚の蓋体を一度に加工することができ、加工効率に優れている。しかも貫通孔に充填する光透過物としてのガラスは、大きなガラス板を前記金属基板に重ねた状態で溶融させることにより、充填するので、従来のように個々の開口にガラスタブレットを位置決めして、嵌め込む必要がなく、蓋体の小型化が進み、前記貫通孔が極めて小さな貫通孔でなる開口とされても、ガラス材料を困難なく充填することができる。
しかも、使用されるガラス板が、溶融ガラスの充填に必要とされる厚みよりも厚い板厚のガラス板が使用され、前記貫通孔に前記溶融したガラス材料を充填する工程の後で、前記ガラス板の表面を鏡面研磨して、厚みを薄くしている。このため、貫通孔へ重点されるガラスの充填量を確実に得ることができる。また、金属基板の前記貫通孔の周縁部と、該金属基板の下面全体を覆う大きさで、耐蝕膜を形成し、該耐蝕膜から露出したガラス材料をウエットエッチングにより除去することにより、前記貫通孔の周囲に露出するガラスにフランジ部を形成するようにしている。このため、ガラスを蓋体に固定する上で、アンカー効果を高めて確実な固定をすることができる。
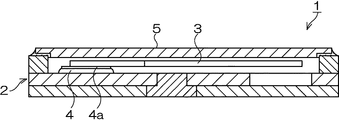
図において、圧電デバイス30は、圧電振動子を構成した例を示しており、圧電デバイス30は、パッケージ37内に圧電振動片32を収容している。パッケージ37は、例えば、後述するように、絶縁材料として、酸化アルミニウム質のセラミックグリーンシートを成形して形成される複数の基板を積層した後、焼結して形成されている。
この電極部31,31は、それぞれ図2に示す実装端子48,48と接続されており、外部から印加される駆動電圧を、圧電振動片32に供給するものである。具体的には、この実装端子48,48と電極部31,31は、パッケージ37外部をメタライズにより引き回したり、あるいは第1の基板55および第2の基板56の焼成前にタングステンメタライズ等を利用して形成した導電スルーホール等で接続することで形成できる。
各電極部31,31の上には、導電性接着剤47が塗布されて、圧電振動片32の基部51が接合されている。この導電性接着剤47としては、例えば、合成樹脂などを利用したバインダー成分に、銀粒子などの導電粒子を混入したもので、機械的接合と電気的接続とを同時に行うことができるものである。
すなわち、圧電振動片32は、パッケージ37側と固定される基部51と、この基部51を基端として、図において斜め右方に向けて、二股に別れて平行に延びる一対の振動腕35,36を備えており、全体が音叉のような形状とされた、所謂、音叉型圧電振動片が利用されている。
尚、圧電振動片としては、図示のような音叉型の圧電振動片に限らず、圧電材料を矩形にカットしたATカット振動片やコンベックスタイプの振動片等の種々の圧電振動片を使用することができる。
蓋体40は、その厚みが極めて薄く形成されており、例えば、厚み0.1mm以下とされている。また蓋体40の材料は、ガラス材料よりも割れにくい丈夫な材料で形成されており、後述する金属基板を加工して形成されている。そして、好ましくは、蓋体40を形成するための材料として、パッケージ37の材料と熱膨張係数が近似したものが選択される。このような条件を満たすものとして、例えば、鉄,ニッケル,コバルトの合金であるコバール合金が適している。
貫通孔42をこのようなテーパ状とすると、そうでない場合と比べて、後述するガラスと貫通孔42との接合面積が増大し、接合強度を向上させることができる。また開口の形状は円形に限らず、長円形や楕円、多角形などでもよい。とくに、貫通孔42の開口部が小さな曲面の連続となるような形状であると、貫通孔42の内面の面積を増大することができて好ましい。
そして、窓部41の形成される個所は、蓋体40がパッケージ37を封止した状態で、内部に収容されている圧電振動片32の周波数調整用の金属膜と対向する位置に設けられる。この場合、圧電振動片32の振動腕36および/または35の先端領域と対向する個所である。図1に示されているように、好ましくは、貫通孔42は、各振動腕35,36の先端領域の金属膜(後述)が開口内に入る位置に形成され、開口径もこれら金属膜を露出させる大きさとされる。
貫通孔42の内周面は粗面42aとされている。粗面42aは貫通孔42の内周面の表面粗さを意図的に粗くしたものであって、平坦な面よりも摩擦が大きくなるようにしたものである。
また蓋体40には、貫通孔42にガラス43を取付けることにより形成した調整用窓部41を備えているから、この窓部41を透過させてパッケージ内部の圧電振動片32に形成した金属膜53,54に対して、図2に符号LBで示すようにレーザ光やハロゲンビームなどの加熱用光ビームを照射することができる。この場合、蓋体40がその厚みを極めて薄くするように形成されていて、貫通孔42の内側に段部を設けることができない場合であっても、貫通孔42とガラス43との接触面が粗面42aとされているので、この粗面を利用して、ガラス43を直接その摩擦力で保持し、そのアンカー効果を効果的に高めて保持することができる。
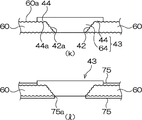
さらに、図2で説明したように、好ましくは、ガラス43がフランジ部44を備えている。
このため、上述の作用効果に加えて、ガラス43は、貫通孔42に挿入される挿入部46の外周とフランジ部44の貫通孔42周縁部への当接面である上向き段部44aの箇所で、蓋体40に対して接合されるので、接合面積が増大することで、より確実で接合強度の高い固定構造とすることができる。
しかもフランジ部44はガラス43の下部に設けられているので、蓋体40の内側におさまり、圧電デバイス30の外形を拡大させることがないので、表面実装される圧電デバイス30の高さ方向の大きさをコンパクトに納めることができる。
図5の圧電デバイス30−1は、ガラス43の形状を除き、第1の実施形態の圧電デバイス30と同じ構造であるから、共通する構成には同一の符号を付して重複する説明は省略し、以下、相違点を中心に説明する。
この圧電デバイス30−1においては、蓋体40の貫通孔42に取付けられるガラス43の上端にフランジ部44−1が形成され、このフランジ部44−1は、蓋体40の外部に突出している。また、貫通孔42は、蓋体40の外方に徐々に拡径するテーパ状に形成されている。したがって、この外方への突出分だけ圧電デバイス30−1の高さ方向の寸法を拡大させることとなるが、その分パッケージ37の内部空間Sは大きくなり、圧電振動片32の振動腕35の先端部が上方に振れた際に、フランジ部と当接する事態を有効に避けることができる。それ以外の作用効果は、第1の実施形態の圧電デバイス30と同じである。
次に、圧電デバイス30(30−1)の製造方法の実施形態を図6のフローチャートを参照しながら説明する。
先ず、図1ないし図6で説明した圧電振動片32と蓋体40、パッケージ37は、それぞれ別々に形成しておく。
(圧電振動片の形成工程)
圧電振動片32については、例えば、水晶ウエハをエッチングして、既に説明した形状を形成するとともに、必要な励振電極を形成する(ST11)ことで、従来と同様に製造することができるので、詳しい説明は省略する。電極形成後に、駆動電圧を印加して周波数を粗調整する(ST12)。
(パッケージの形成工程)
図1および図2で説明したパッケージ37は、例えば、所定の溶液中にセラミックパウダを分散させ、バインダを添加して生成される混練物をシート状の長いテープ形状に成形し、これを所定の長さにカットして得た、所謂グリーンシートを用意する。
グリーンシートは、上述した第1の基板55と、第2の基板56とを形成するために共通して使用することができる。
成形後に第1および第2の基板を積層し、焼成後、タングステンメタライズ上に、ニッケルおよび金メッキを施す。なお、蓋体側に封止材を設けない場合には、パッケージ37の上端に、封止材として、例えば、金スズ合金(Au−Sn)37aを設けておく。あるいは、蓋体40をシームリングで封止する場合には、シームリング37aを設けておくことになる。
蓋体40をコバールの板材を用いて形成する場合について説明する。
図7(a)に示すように、コバール製の金属基板を用意する。この金属基板60は、点線で示す縦横の複数の切断線で、後述するように切断されることで、切り離されるB1の部分が、上述した個々の蓋体40と対応する大きさであり、複数もしくは多数個取りの金属基板である。この金属基板60は、製品の高さ方向の大きさを抑制しつつ必要な強度を得るために、その板厚が、例えば、0.08ないし0.1mm程度とすることが好ましい。
図7(b)に示すように、金属基板60の表面および裏面にフォトレジスト61を塗布する。この場合、いずれかの面(図示では表面)に、開口部61aを形成したパターンとする(ST21)。
次に、コバールをエッチングできるエッチング液に浸漬し、開口部61aが形成された側に相当する片面から、ウエットエッチングする(ST22)。エッチング液としては、例えば、鉄合金やニッケル合金のエッチング液が使用でき、塩化第二鉄溶液等を使用することができる。あるいは、この場合、片面からプラズマイオンエッチングなどによるドライエッチングを行ってもよい。
これにより、図7(c)に示すように、厚み方向のエッチングとともに、開口部61aの周縁部に沿ってサイドエッチングが進行するので、深さ方向に沿って徐々に縮径するテーパ状の貫通孔42が形成される。これと同時に、貫通孔42の内面は粗面42aとなって貫通孔42が穿設される。
これにより、金属基板60の表裏面が粗面60aとされる。
ここで、ガラス板62の厚み寸法t1は、比較的厚いものが使用されており、後述するように、貫通孔42に溶融ガラスとして充填するための材料の必要量を確実にするとともに、後述する研磨工程の研磨しろを得るようにしている。このような点から、厚みt1は、蓋体40となる金属基板60の厚みとの関係で、0.1ないし0.2mm程度が好ましい。
この状態では、図示のように、ガラス充填部64の下端部65が貫通孔42から露出する場合がある。
かくして、貫通孔62に充填されたガラス板62は、貫通孔62の内面が粗面62aとされているので、アンカー効果により強固に接合している。しかも、貫通孔42は、テーパ状であり、孔の長さ方向に関して孔径が変わらない孔の場合と比べると、接合面積が増大されていることから、この点においてもガラス板62と貫通孔42との接合強度は高くなっている。
あるいは、このエッチングはドライエッチングによりするようにしてもよい。この場合、金属基板60の貫通孔42の周縁部に耐蝕膜を形成する(図示せず)。この耐蝕膜は、例えば、下地層をクロム(Cr)とし、その上に金(Au)をスパッタリングにより成膜することにより形成することができる。その後、図の上方より片面のドライエッチングで、金属基板60の片面を覆うガラス材料を除去する。このドライエッチングは、例えば、ワークを気密のチャンバー内に収容して、真空排気し、CF4等を充填ガスとして、プラズマ放電によりイオンエッチングすることにより、耐蝕膜から露出したガラス板62を除去することができる。
次いで、図9(k)に示すように、耐蝕膜を除去し(ST30)、図9(l)に示すように、金属基板60の表面および裏面に、電解メッキによりニッケルで覆う(ST31)。最後に、図7(a)で説明した縦横の点線に沿って、金属基板60を切断することによりそのB1を単位とする蓋体40が完成する。
次に、圧電振動片32をパッケージ37の電極部31の上に接合する(ST41)。すなわち、図1および図2で説明したように、パッケージ37の電極部31上に導電性接着剤47を塗布して、その上に圧電振動片32の基部51の引き出し電極38a,39aの個所を載置し、導電性接着剤47,47を硬化させることにより、電極部31と圧電振動片32とが電気的、機械的に接合される。このようにして、圧電振動片32は絶縁性基体である第1の基板55に対して、片持ち式に接合される。
図10は電極ローラなどの治具Jを蓋体40に接触させて抑え、シームリング37aをジュール熱で溶融硬化させて、シーム溶接により蓋封止を行う様子を示している。
続いて、図2で説明したように、蓋体40の外部からレーザ光LBなどをガラス43を透過させて、圧電振動片32の図3で説明した金属膜53および/または54に照射し、その一部を蒸散させて、質量削減方式により周波数調整を行う(ST43)。ここで、貫通孔42が、図1に示すように、両振動腕35,36の金属膜を露出させるものであると、各振動腕の金属膜について、その一部を蒸散させることができ、両振動腕35,36についての屈曲バランスまでも調整できて好ましい。
その後必要な検査を経て(ST44)、圧電デバイス30が完成する。
この場合、その蓋体40の形成工程では、少なくとも複数の蓋体を分離できる金属基板60を加工するので、複数枚もしくは多数枚の蓋体を一度に加工することができ、加工効率に優れている。しかも貫通孔42に充填するガラス43は、大きなガラス板62を前記金属基板60に重ねた状態で溶融させることにより、充填するので、従来のように個々の開口にガラスタブレットを位置決めして、嵌め込む必要がなく、蓋体の小型化が進み、前記貫通孔が極めて小さな貫通孔でなる開口とされても、ガラス材料を困難なく充填することができる。
図において、送信者の音声を受信するマイクロフォン308及び受信内容を音声出力とするためのスピーカ309を備えており、さらに、送受信信号の変調及び復調部に接続された制御部としての集積回路等でなるCPU(Central Processing Unit)301を備えている。
CPU301は、送受信信号の変調及び復調の他に画像表示部としてのLCDや情報入力のための操作キー等でなる情報の入出力部302や、RAM,ROM等でなる情報記憶手段(メモリ)303の制御を行うようになっている。このため、CPU301には、圧電デバイス30等の本発明の実施形態や変形例の圧電デバイスが取り付けられて、その出力周波数をCPU301に内蔵された所定の分周回路(図示せず)等により、制御内容に適合したクロック信号として利用するようにされている。このCPU301に取付けられる圧電デバイスは、圧電振動子でも圧電発振器でもよい。
また、この発明は、パッケージや箱状の蓋体に被われるようにして、内部に圧電振動片を収容するものであれば、圧電振動子、圧電発振器等の名称にかかわらず、全ての圧電デバイスに適用することができる。
Claims (2)
- 少なくとも複数個の蓋体を分離できる大きさの金属基板に、少なくとも前記蓋体の数に対応した数の貫通孔を形成する工程と、
前記金属基板に対応して、これとほぼ同じ大きさの1枚のガラス板を前記金属基板に重ねて配置する工程と、
前記ガラス板を溶融することにより、前記各貫通孔内に溶融したガラス材料を充填する工程と、
個々の前記蓋体の大きさとなるように前記金属基板を切断する工程と
を含んでおり、
さらに、前記ガラス板を前記金属基板に重ねて配置する工程において、使用されるガラス板が、溶融ガラスの充填に必要とされる厚みよりも厚い板厚のガラス板が使用され、
前記貫通孔に前記溶融したガラス材料を充填する工程の後で、前記ガラス板の表面を鏡面研磨して、厚みを薄くし、
続いて、前記金属基板の前記貫通孔の周縁部と、該金属基板の下面全体を覆う大きさで、耐蝕膜を形成し、該耐蝕膜から露出したガラス材料をウエットエッチングにより除去することにより、前記貫通孔の周囲に露出するガラスにフランジ部を形成する
ことを特徴とする、蓋体の製造方法。 - パッケージ内に圧電振動片を収容し、蓋体により気密に封止した圧電デバイスの製造方法であって、
前記パッケージと、前記圧電振動片と、前記蓋体とを別々に形成するための個別の形成工程と、
前記パッケージを構成する絶縁性基体に対して、前記圧電振動片を接合する工程と、
前記パッケージを前記蓋体により気密に封止する蓋封止工程と、
前記パッケージの外部から前記圧電振動片に形成されている金属膜に加熱用光ビームを照射する周波数調整工程と
を備えており、
前記蓋体の形成工程においては、
少なくとも複数個の蓋体を分離できる大きさであって、前記パッケージと熱膨張係数が実用上同じ金属材料でなる金属基板に、少なくとも前記蓋体の数に対応した数の貫通孔を形成する工程と、
前記金属基板に対応して、これとほぼ同じ大きさの1枚のガラス板を前記金属基板に重ねて配置する工程と、
前記ガラス板を溶融することにより、前記各貫通孔内に溶融したガラス材料を充填する工程と、
個々の前記蓋体の大きさとなるように前記金属基板を切断する工程と
を含んでおり、
さらに、前記ガラス板を前記金属基板に重ねて配置する工程において、使用されるガラス板が、溶融ガラスの充填に必要とされる厚みよりも厚い板厚のガラス板が使用され、
前記貫通孔に前記溶融したガラス材料を充填する工程の後で、前記ガラス板の表面を鏡面研磨して、厚みを薄くし、
続いて、前記金属基板の前記貫通孔の周縁部と、該金属基板の下面全体を覆う大きさで、耐蝕膜を形成し、該耐蝕膜から露出したガラス材料をウエットエッチングにより除去することにより、前記貫通孔の周囲に露出するガラスにフランジ部を形成するとともに、
かつ前記周波数調整工程においては、前記蓋体の前記開口に充填した前記ガラス材料を介して、前記パッケージ内の前記圧電振動片の前記金属膜に対して、前記パッケージの外部から加熱用光ビームを照射し、前記金属膜の一部を蒸散させることにより、周波数調整することを特徴とする、圧電デバイスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003388131A JP4292575B2 (ja) | 2003-11-18 | 2003-11-18 | 圧電デバイスおよび蓋体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003388131A JP4292575B2 (ja) | 2003-11-18 | 2003-11-18 | 圧電デバイスおよび蓋体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005151336A JP2005151336A (ja) | 2005-06-09 |
| JP4292575B2 true JP4292575B2 (ja) | 2009-07-08 |
Family
ID=34695300
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003388131A Expired - Fee Related JP4292575B2 (ja) | 2003-11-18 | 2003-11-18 | 圧電デバイスおよび蓋体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4292575B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7579748B2 (en) | 2006-08-18 | 2009-08-25 | Epson Toyocom Corporation | Piezoelectric device and method for manufacturing thereof |
| JP4978220B2 (ja) * | 2007-02-05 | 2012-07-18 | セイコーエプソン株式会社 | 圧電振動子及びその製造方法 |
| JP2008193400A (ja) * | 2007-02-05 | 2008-08-21 | Epson Toyocom Corp | 圧電振動子及びその製造方法 |
| JP2008193581A (ja) * | 2007-02-07 | 2008-08-21 | Epson Toyocom Corp | 圧電振動子及びその製造方法 |
| US7859172B2 (en) | 2007-06-19 | 2010-12-28 | Epson Toyocom Corporation | Piezoelectric resonator, manufacturing method thereof and lid for piezoelectric resonator |
| JP2010093544A (ja) * | 2008-10-08 | 2010-04-22 | Nippon Dempa Kogyo Co Ltd | 表面実装用の水晶振動子 |
| JP6488572B2 (ja) * | 2014-07-02 | 2019-03-27 | セイコーエプソン株式会社 | ガスセル、ガスセルの封止方法及びガスセルの製造方法 |
-
2003
- 2003-11-18 JP JP2003388131A patent/JP4292575B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005151336A (ja) | 2005-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8032997B2 (en) | Manufacturing method for a piezoelectric vibrator | |
| JP5278044B2 (ja) | パッケージ部材および該パッケージ部材の製造方法および該パッケージ部材を用いた圧電振動デバイス | |
| JP4292575B2 (ja) | 圧電デバイスおよび蓋体の製造方法 | |
| JP4341268B2 (ja) | 圧電デバイス用パッケージと圧電デバイスならびに圧電デバイスを利用した携帯電話装置と圧電デバイスを利用した電子機器 | |
| JP2005278069A (ja) | 圧電振動片およびこれを用いた圧電デバイス | |
| JP3761023B2 (ja) | 圧電デバイス及びその製造方法 | |
| JP2005136705A (ja) | 圧電振動片の接合構造及び接合方法、圧電デバイスおよびその製造方法、ならびに圧電デバイスを利用した携帯電話装置と電子機器 | |
| JP2005175686A (ja) | 圧電デバイスおよび蓋体の製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP3972360B2 (ja) | 圧電デバイス用パッケージとその製造方法、及びこのパッケージを利用した圧電デバイス、並びにこの圧電デバイスを利用した電子機器 | |
| JP4692715B2 (ja) | 圧電発振器、電子機器および圧電発振器の製造方法 | |
| JPWO2010097905A1 (ja) | パッケージの製造方法及び圧電振動子、発振器、電子機器、並びに電波時計 | |
| JP4114149B2 (ja) | 圧電デバイスとその製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP3922570B2 (ja) | 圧電デバイスと圧電デバイス用パッケージ、圧電デバイスの製造方法、ならびに圧電デバイスを利用した携帯電話装置ならびに圧電デバイスを利用した電子機器 | |
| JP2003069368A (ja) | 圧電デバイスと圧電振動片の接合方法、及び圧電デバイスを利用した携帯電話装置ならびに圧電デバイスを利用した電子機器 | |
| JP3879923B2 (ja) | 電子部品用蓋体の製造方法 | |
| JP2004201211A (ja) | 圧電振動片の接合構造および圧電デバイスとその製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2004007198A (ja) | 圧電デバイスと圧電デバイス用パッケージ、圧電デバイスの製造方法、ならびに圧電デバイスを利用した携帯電話装置ならびに圧電デバイスを利用した電子機器 | |
| JP2005051408A (ja) | 圧電デバイスとその製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2005241380A (ja) | 圧電デバイスならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2004289478A (ja) | 圧電振動片の接合構造および圧電デバイスとその製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2005065189A (ja) | 圧電デバイスとその製造方法ならびに圧電デバイスを利用した携帯電話装置および圧電デバイスを利用した電子機器 | |
| JP2004222053A (ja) | 圧電デバイス、携帯電話装置及び電子機器 | |
| JP2003198312A (ja) | 圧電デバイスとその製造方法、及び圧電デバイスを利用した携帯電話装置ならびに圧電デバイスを利用した電子機器 | |
| JP2007235289A (ja) | 圧電発振器 | |
| JP3800127B2 (ja) | 圧電デバイスと圧電デバイス用パッケージ、圧電デバイスの製造方法、ならびに圧電デバイスを利用した携帯電話装置ならびに圧電デバイスを利用した電子機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080924 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090329 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120417 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130417 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140417 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |