JP4291925B2 - 帯状工作物の段階的供給用装置 - Google Patents
帯状工作物の段階的供給用装置 Download PDFInfo
- Publication number
- JP4291925B2 JP4291925B2 JP27886399A JP27886399A JP4291925B2 JP 4291925 B2 JP4291925 B2 JP 4291925B2 JP 27886399 A JP27886399 A JP 27886399A JP 27886399 A JP27886399 A JP 27886399A JP 4291925 B2 JP4291925 B2 JP 4291925B2
- Authority
- JP
- Japan
- Prior art keywords
- pivot point
- web
- tongue
- point
- distance
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000000452 restraining effect Effects 0.000 claims description 14
- 230000000737 periodic effect Effects 0.000 claims description 12
- 230000005540 biological transmission Effects 0.000 claims description 9
- 230000033001 locomotion Effects 0.000 description 11
- 230000001133 acceleration Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000012840 feeding operation Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000002411 adverse Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
- B21D43/11—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers for feeding sheet or strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/08—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers
- B21D43/09—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers by one or more pairs of rollers for feeding sheet or strip material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Advancing Webs (AREA)
- Press Drives And Press Lines (AREA)
- Basic Packing Technique (AREA)
Description
【発明の属する技術分野】
本発明は、帯状工作物の供給装置に係り、特には、工作物上への周期的な加圧に適合した第一の加圧部材と、第一の加圧部材と協働し周期的に駆動される第二の加圧部材とを有し、該2つの加圧部材は、その間に帯状工作物を受容し周期的にクランプ供給するため、第二の拘束部材に帯状工作物を周期的に押圧し、一時的に帯状工作物を拘束するのに適合した、周期的に移動可能な第一の拘束部材を有する、帯状工作物の段階的供給用装置に関する。
【0002】
【従来の技術】
帯状工作物を段階的周期的に供給する装置は、帯状工作物が装着可能で、作業または加工のための種々の道具を押圧するプレス機と共に使用される。そのようなプレス機は一般的にパンチプレスと呼ばれている。作業または加工に使用される帯状工作物の段階的供給は、それぞれパンチプレスにおいて振動ローラまたはトングによって送られる。供給動作のため、帯状工作物は2つのローラの間またはトングによってクランプされる。ローラを有する設計では、ローラは振動しながら所定の角度でその縦軸の周りを前後しながら回転する。トングを有する設計では、振動しながら直線的にトングから前後する動作が行なわれる。
【0003】
帯状の工作物またはウェブの供給を行なうには、それぞれがローラまたはトングの間に挟まれて送られる。前進動作が終了するとクランプが開放され、ローラまたはトングは元の位置に戻る。
【0004】
この復帰動作中、ウェブを拘束し続けるために、ウェブは拘束部材によって拘束される。通常、ウェブを拘束し続けるためにカウンタ部材に対してウェブを締め付ける、縦に移動可能なクランプバーが使用される。また、ウェブの加工品の精度に悪影響を及ぼす供給誤差を防ぐため、例えば、いわゆるガイドピン穴が打ち抜き作業等の各工程を通して帯状のウェブに打ち抜かれており、各工程の直前に、ガイドピン穴に入り込む位置決めピンによって、帯状工作物はガイドされ、正確に位置決めされるため、打ち抜きプレス用ツールは十分な精度でウェブを加工することができる。
【0005】
紐状のウェブがガイドピンにより拘束されている限り、供給部材も拘束部材も紐状ウェブに作用することはできず、紐状ウェブの加工または作業中、これらの部材は全て紐状ウェブから離される。この作業状態は中間リフトと呼ばれる。
【0006】
振動する供給ローラまたはトングの駆動は、通常、クランクドライブ配置または振動カムドライブ装置によって行われる。
【0007】
クランクドライブを有する公知の供給装置では、180°にもなるクランク角の移動の間、供給動作は正弦波状となり、動作の端位置では「瞬間的停止」および最大加速が発生する。
【0008】
他の設計の供給装置は、供給動作、すなわちローラまたはトングを動作させるための振動カムドライブを有している。振動カムドライブの利点は、供給角が180°より大きなあるいは小さな値に設定でき、クランクドライブとは反対に、振動カムドライブの動作を多様に選択できるということである。
【0009】
【発明が解決しようとする課題】
従って、供給部材の加速度ゼロの長期停止を、供給動作の端位置で任意に設定することができる。これにより供給部材の動作の選択の柔軟性が増すものの、供給動作の端位置で、ある程度の長さの停止が発生し、供給性能は低下する。
【0010】
振動カムドライブにより周期的動作を駆動する公知の供給装置では、供給部材の一方にローラまたはトングなどを有し、他方に拘束部材を有するため、カウンタ部材を有するクランプバーは、それぞれ別のカムドライブによって制御される。それぞれの動作の過程が異なるため、各々の間で正確な整合を必要とし、供給動作の端位置ではローラまたはトングがそれぞれ停止し、加速度はゼロとなってしまう。そのような停止は供給性能の低下を招き、ウェブ形の工作物を加工する際の生産量を低下させる。
【0011】
また、端位置での「一時停止」および最大加速度でのクランクドライブで生じる曲線(正弦波運動)に対応する、振動カムドライブのガイド部材によってそのような曲線を生じさせることは不可能である。
【0012】
よって、本発明の総括的な目的は、振動カムの端位置において瞬間的停止および最大加速を可能にするため、供給動作を行なうための加圧部材および拘束部材が1つのカムドライブによって駆動される、帯状工作物の段階的、周期的供給を行なうための装置を提供することである。
【0013】
【課題を解決するための手段】
本発明の帯状工作物の段階的周期的供給用装置は、振動カムドライブ装置がドライブシャフトに堅固に結合された、工作物上への周期的な加圧に適合した第一の加圧部材および第一の加圧部材と協働する周期的に駆動される第二の加圧部材を有し、該2つの加圧部材はその間に周期的クランプおよび供給のために帯状工作物の受容に適合し、一時的に帯状工作物を拘束するために周期的に帯状工作物を第二の拘束部材に押圧するのに適合した、周期的に移動可能な第一の拘束部材を有し、ドライブシャフトおよびドライブシャフト上に縦方向に移動可能に配置された振動カムドライブ装置を有し、振動カムドライブ装置が少なくとも第二の加圧部材に駆動可能に結合されており、さらに振動カムドライブ装置はドライブシャフトに堅固に結合された、伝達リンク装置により第一の加圧部材および第一の拘束部材に駆動可能に取り付けられた1つのカムディスクを有し、第一の加圧部材による周期的加圧動作および第一の拘束部材による周期的動作が前記1つのカムディスクによって制御される。
【0014】
【発明の実施の形態】
本発明は、上記に加えて、以下の添付図面にもとづく詳細な説明により、さらに理解される。
ウェブ供給装置のハウジング1内には振動カムドライブ装置2が位置する。振動カムドライブ装置2は、マルチキーシャフトとして設計されたシャフト3によって駆動される。振動カムドライブ装置2は複数のガイドレール4に沿って移動可能なように、ハウジング1内のガイドレール4に支持されている。振動カムドライブ装置2は、ローラ7、8をガイドするローラガイド6を有するシリンダ5を含む。ローラ7、8はそれぞれ、ピボットピン10に揺動可能に支持されたクランク9の位置または動作を制御する。
【0015】
従って、クランク9は作動中に、実線で示した位置9と破線で示した位置9′との間で揺動する。クランク9の中にはスライドブロック11が配置される。スライドブロック11は、ピン12によって回転可能に支持されており、ピン12はトングサポート13の一部である。
【0016】
クランク9は作動中、位置9と位置9’の間で振動し、図示した端位置間の距離線14はトングサポート13の供給長を示す。トングサポート13は、加工されつつあるウェブの供給方向に振動しながら移動可能かつ距離線14に沿って往復できるようにシャフト15、16に支持され、距離線14の長さはクランク9の2つの端位置によって決まる。
【0017】
トングサポート13はトングの下ジョー26を支持し、供給されるウェブ17はトングのこの下ジョー26に載せられる。トングの上ジョー19を有する上トングサポート18は、ウェブの供給動作方向に移動可能に、シャフト20に支持されている。上トングサポート18は、トングサポート13の対応するボア孔内にピン21、22、23によって、垂直方向に移動可能に支持されている。シャフト20はその両端に偏心ペグ24、24’を有し、これによってダブルアームレバーとして設計されたコントロールアーム25、25’に支持されている。
【0018】
よって、トングの上ジョー19はトングの下ジョー26に対して、その間に位置するウェブ17をクランプすべく動作したり、反対にウェブ17を開放すべくトングの上ジョー19がトングの下ジョー26から離れるように動作する。それにより、クランプ位置においてトングの上ジョーおよび下ジョーは、矢印14方向に往復運動する。クランプ状態においては、この運動方向の1方向にウェブを供給すべく動作し、リフトされた状態においては、この運動方向と逆向きに戻るように動作する。ウェブが開放されると、トングの上ジョー19は元の位置に戻る。
【0019】
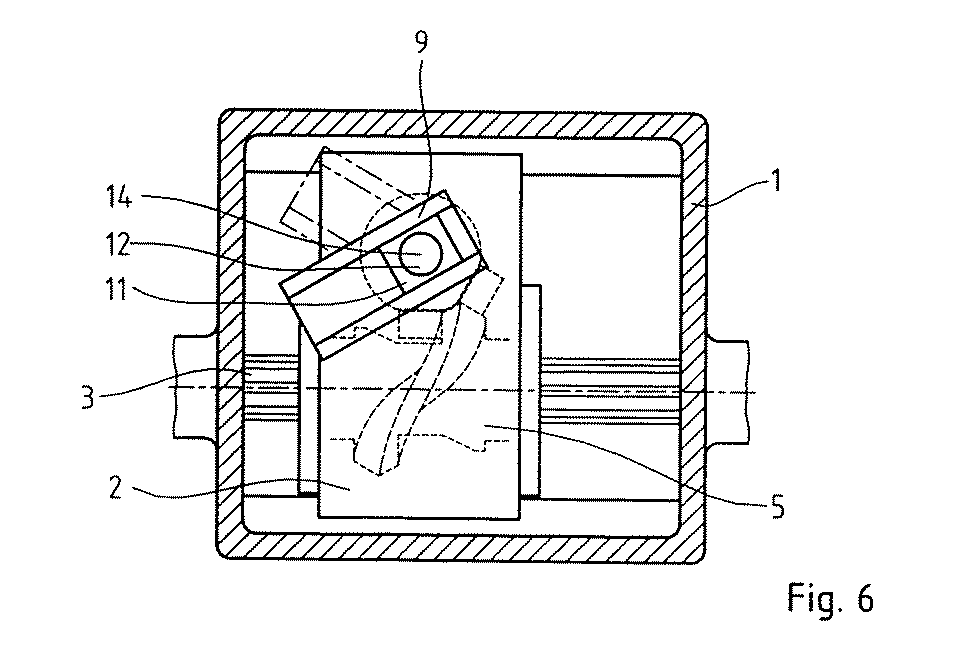
図3の符号27は、振動カムドライブ装置2の、ハウジング1内におけるシャフト3に沿った動作の調節可能な長さを示す。図3および図4に示した振動カムドライブ装置2の位置では、供給長が限定されていることを示す。比較のため図5および図6を参照すると、その位置での振動カムドライブ装置2は、スライドブロック11のピン12の中心軸線がピボットピン10の中心軸線と一致するため、供給長は制約されゼロになる。
【0020】
次に、ウェブ供給装置とその動作を説明するために、伝達リンクとその動作について説明する。一般に知られているように、あるリンク部材は二重に、すなわちフォーク状に各構造部材に隣接して配置され、例えば、上トングサポート、クランプバー等の構造部材が2つのリンク部材間に支持されている。シャフト3上には1つのシングルカムディスク27が位置する。
【0021】
ローラ28は、ばね29によりカムディスク27に向かって付勢されている。ローラ28は、ピボットポイント31、すなわちピン周りを回転するように支持されたアングルレバー30の一端に支持される。第一のリンク部材32は、アングルレバー30のローラ28から離れた他端で回動自在に取り付けられる。第一のリンク部材32は第一のピボットポイント33において伝達リンクのメインアーム34に回転可能に取り付けられる(図7,8を参照)。
【0022】
第二のリンク部材35は、第二のピボットポイント36においてメインアーム34に回動自在に取り付けられる。第二のピボットポイント36は、第一のピボットポイント33から第一の距離a(図8を参照)だけ離間したところに位置する。第二のリンク部材35は、第三のピボットポイント37において第一のダブルアームレバー25に回動自在に取り付けられる。ダブルアームレバーは、構造的には図1に示すように、2つのアーム25、25’があるが、説明を容易にするために、一方のダブルアームレバー25のみを図7から図11まで図示している。
【0023】
第一のダブルアームレバー25は、第三のピボットポイント37から第二の距離cだけ離間した位置にある第一のベアリングポイント38に支持される。第一のダブルアームレバー25 は、第四のピボットポイント39において上トング部材19(または上トングサポート18)に支持される。供給されるウェブ17は、トングの上ジョー19とその下に位置する下ジョー26の間に伸びる。第四のピボットポイント39は、第一のベアリングポイント38から第三の距離dだけ離間して位置する。
【0024】
第三のリンク部材40は、第五のピボットポイント41においてメインアーム34に回転可能に取り付けられる。第五のピボットポイント41は、第一のピボットポイント33から距離bだけ離間した位置にある。第三のリンク部材40は、第六のピボットポイント42において第二のダブルアームレバー43に回動自在に取り付けられる。第二のダブルアームレバー43は、第二のベアリングポイント44に回動自在に支持されており、第七のピボットポイント45においてクランプバー46に取り付けられる。クランプバー46は、固定サポート47にウェブ17をクランプする。
【0025】
第二のダブルアームレバー43の第二のベアリングポイント44は、第六のピボットポイント42から第五の距離e、かつ第七のピボットポイント45から第六の距離fだけ離間した位置にある。メインアーム34は、第一のピボットポイント33から遠く離れた側の端においてばね48上に載せられる。移動可能な当接部材49が、ばね48の領域で、メインアーム34の上方に位置する。
上記した様々な距離は、以下の式を満たすように選択される。
【0026】
【数2】
ウェブ供給装置のリンク装置の動作は以下の通りである。
図7は、供給装置の供給状態における様々な構造部材の位置を示す。カムディスク27が図7に示した位置にあるときアングルレバー30は、ばね29の力に抗して時計回りに回転する。アングルレバー30のこの旋回動作または位置はそれぞれ、第一のリンク部材32によってメインアーム34の第一のピボットポイント33に伝達され、メインアーム34は、ばね48の上に載置される。
【0028】
このようにしてメインアーム34の時計回りの回転動作が発生して、第二のリンク部材35は上に動き(図による)、第一のダブルアームレバー25が第一のベアリングポイント38の周りを旋回する。よって、トングの上ジョー19はウェブ17上に下降し、ウェブがトングの上ジョー19とトングの下ジョー26の間にクランプされ保持されるように、ウェブを下ジョー26に押圧する。その結果、クランプされたウェブ17は、クランク9の旋回動作に伴ってある一定の距離、すなわち供給距離14だけ供給され、進む(図1参照)。
【0029】
しかし同時に、クランプまたは加圧の際、バー46はウェブ17から離されねばならない。上述のメインアーム34の旋回動作中は、トングの下ジョー26にクランプされたウェブ17上に、トングの上ジョー19がしっかりと載置されるため、第二のピボットポイント36が固定支点となる。最終的に、第三のリンク部材40が下方へ動き、第二のダブルアームレバー43はそのベアリングポイント44の周りを反時計回りに回転し、加圧バー46が固定サポート47から持ち上げられるため、ウェブが開放される。
【0030】
図8は、ウェブ17の供給が終了した後のリンク装置の位置を示す。カムディスク27はさらに矢印Gの方向に回転し、図8に示す位置にある。この位置は短時間だけの瞬間的位置にすぎない。この位置において、トングのジョー19、26は閉位置にあると同時に、クランプバー46および固定サポート47はクランプ状態にある。上述のa−fの距離の関係から、ウェブ17の厚さとは無関係にこの状態が確保される。
【0031】
図9は、トングのジョー19、26が元の位置に戻る際の、リンク装置のそれぞれのリンク部材の位置を示す。
【0032】
ウェブ17は、クランプバー46および固定サポート47によって拘束される。ばね48のばね力は、メインアーム34、第三のリンク部材40、および第二のダブルアームレバー43を経てクランプバー46に伝達される。それにより、メインアーム34は、第五のピボットポイント41に支持され、その周りを旋回運動する。
【0033】
このアングルアーム30の旋回運動は、第一のリンク部材32および第一のピボットポイント33を経てメインアーム34に伝達される。メインアーム34は、第五のピボットポイント41周りを上述のように旋回する。この動作は、第二のリンク部材35から第一のダブルアームレバー25に伝達され、第一のダブルアームレバー25は時計回りに回転する。これによりトングの上ジョー19がウェブ17から持ち上げられ離れる。トングの上ジョー19は、図9に示すカムディスク27の位置で、その最大開位置に達する。
【0034】
リンク装置の設計にもとづき、トングのジョー19、26は、クランプバー46がウェブ17上に載置され、ウェブを固定サポート47に対して押圧する、すなわちウェブをクランプ状態に拘束している場合にのみ、開位置にあることができる。反対にクランプバー46は、トングの上ジョー19がウェブ17上にクランプするように載置されている場合にのみ、開位置にあることができる。
【0035】
このリンク装置によって生じた相互関係により、トングの上ジョー19およびクランプバー46の動作は、振動カムドライブ2のドライブシャフト3に駆動可能に結合されたシングルカムディスク27のみで制御される。動作中のいずれの時点においても、ウェブ17が開放されていることはない。トングの上ジョー19とクランプバー46が交互にウェブ上に載置される動作が一時的にも重なることはない。
【0036】
上記のように、例えば、打ち抜きなどの実際の加工工程における、ウェブ17の正確な位置決めや位置合わせでは、位置決めピン孔が上ツールによってウェブに打ち抜かれ、ツールによるそのような位置決めや位置合わせにおける小さな供給誤差を修正するために、位置決めピンがそれらの位置決めピン孔内に導かれる。位置決めピンが位置決めピン孔に挿入されると、トングの上ジョー19およびクランプバー46は、ともにいわゆる中間リフトと呼ばれる期間にウェブ17から持ち上げられ離れる。ちなみにこの中間リフトは、位置決めピンの前方円錐部が位置決めピン孔に入った後しか起こらない。
【0037】
中間リフトのこの位置は当接部材49によって設定され、時間、すなわち中間リフトの期間は、垂直方向に調整可能な当接部材49の位置に依存する(図示位置を参照)。図10は、中間リフト中のリンク装置の位置を示す。遠い方のばね48が完全に縮められている間、メインアーム34上に当接部材49が載置される。最終的に、メインアーム34と当接部材49との間の接点がメインアーム34の支点になり、メインアーム34がこの支点周りに旋回する。これにより、両方のリンク部材、すなわち第二のリンク部材35および第三のリンク部材40が下に引張られ、2つのダブルアームレバー25、43がそれぞれのベアリングポイント周りに回転する。その結果、トングの上ジョー19およびクランプバー46がともにウェブ17からそれぞれ距離H、距離H’だけ持ち上げられ、打ち抜きプレスのツール、すなわち位置決めピン孔に挿入された位置決めピンにより、ウェブの正確な位置決めまたは位置合わせが可能となる。
【0038】
上述の実施例における供給部材は、ウェブの供給面を直線的に前後するトングとして設計されている。一般的に知られているように、ローラ形状の供給部材を有するよう設計されている場合もあり、その実施例について図11を参照しながら簡単に説明する。リンク装置は上述のままであるが、トングの上ジョー19の代わりに上ローラ50が、トングの下ジョー26の代わりに下ローラ51を使用する。図11に示したリンク装置の位置は、図7に示した位置に対応し、これにもとづき供給段階を説明する。
【0039】
上ローラ50は、第一のダブルアームレバー25に回転可能に支持され、ダブルアームレバー25の動作によってウェブ17に押圧されるか、あるいは反対に、ウェブから持ち上げられる。
【0040】
下ローラ51は、振動カムドライブ装置2に駆動可能に結合されており、ウェブの供給方向に振動する。
【0041】
図示の位置においてウェブ17は、上ローラ50と振動する下ローラ51との間にクランプされた状態で保持されており、下ローラ51の回転動作により、前方に供給される。遠い方のばね48からメインアーム34に加えられる力は、リンク部材35および第一のダブルアームレバー25によって上ローラ50に伝達される。この位置においてメインアーム34は第一のピボットポイント33に支持される。ウェブ17は、振動するローラ50、51に堅固にクランプされ、送られる。
【0042】
上ローラ50がウェブ17上に載置されると直ぐに、カムディスク27の回転動作により、第二のピボットポイント36は連続したメインアーム34の動作の支点となる。メインアーム34は第二のピボットポイント36の周りを下向きに回転し、これにより第三のリンク部材40が下方に引張られ、クランプバー46はウェブ17を開放すべく持ち上げられる。図11は、クランプバー46が最高状態に持ち上げられたときのカムディスク27の位置を示す。
【0043】
ウェブ17の他の供給方法は、供給トングを有する実施例で説明したように、ウェブのクランプと開放が交互に行なわれる。これらの実施例間の基本的な違いは、クランプトングを有する実施例においては、ウェブの供給方向に直線的に前後動作が行われるのに対して、アッパローラ50およびロアローラ51はウェブ17の供給方向に対して固定されており、その軸周りに振動するということだけである。
【0044】
本発明の好適な実施例を示し、説明したが、本発明はそれらに限定されるものではなく、特許請求の範囲内で多様に具現化され、実施可能であることについて、明確に理解されよう。
【0045】
【発明の効果】
本発明の装置は、上記構成としたことにより、供給動作を行なうための加圧部材および拘束部材が1つのカムドライブによって駆動され、振動カムの端位置での瞬間的停止および最大加速を可能とし、かつ帯状工作物を段階的、周期的に供給することができる。
【図面の簡単な説明】
【図1】 図2のウェブ供給トングを有するウェブ供給装置の線II‐IIに沿っての断面図である。
【図2】 図1のウェブ供給トングを有するウェブ供給装置の線I-Iに沿っての断面図である。
【図3】 供給長が最大のときの振動カムドライブ装置の位置を示す、図1の線III-IIIに沿っての断面図である。
【図4】 供給長が最大のときの振動カムドライブ装置の位置を示す、図1の線I-Iに沿っての断面図である。
【図5】 供給長がゼロのときの振動カムドライブ装置の位置を示す、図1の線III-IIIに沿っての断面図である。
【図6】 供給長がゼロのときの振動カムドライブ装置の位置を示す、図1のI-Iに沿っての断面図である。
【図7】 供給トングおよびクランプバー制御のための伝達リンクの概要を示す図であり、供給トングはクランプ位置にあり、クランプバーが開位置にあるウェブ供給装置の状態を示している。
【図8】 ウェブ供給動作が停止した後の状態での伝達リンクの概要を示す図であり、供給トングおよびクランプバーが閉位置にある状態を示している。
【図9】 供給トングが復帰動作中にある伝達リンクの概要を示す図であり、供給トングは開位置にあり、クランプバーは閉位置にある。
【図10】 ツール内に位置決めピンによるウェブのセンタリング時の伝達リンクの概要を示す図であり、供給トングおよびクランプバーは共に開位置にある。
【図11】 供給ローラを有する図7の実施例で示した状態に類似した伝達リンクの概要を示す図である。
【符号の説明】
1 ハウジング
2 振動カムドライブ装置
3 シャフト
4 ガイドレール
5 シリンダ
6 ローラガイド
7、8 ローラ
9、9´ クランク
10 ピボットピン
11 スライドブロック
12 ピン
13 トングサポート
14 距離線(供給距離)
15、16 シャフト
17 ウェブ
18 上トングサポート
19 上ジョー
20 シャフト
21、22、23 ピン
24,24´ 偏心ぺグ
25,25´ コントロールアーム
26 下ジョー
27 カムディスク
28 ローラ
29 ばね
30 アングルレバー
31 ピボットポイント
32 第一のリンク部材
33 第一のピボットポイント
34 メインアーム
35 第二のリンク部材
36 第二のピボットポイント
37 第三のピボットポイント
38 第一のベアリングポイント
39 第四のピボットポイント
40 第三のリンク部材
41 第五のピボットポイント
42 第六のピボットポイント
43 第二のダブルアームレバー
44 第二のベアリングポイント
45 第七のピボットポイント
46 クランプバー
47 固定サポート
48 ばね
49 当接部材
50 上ローラ
51 下ローラ
Claims (1)
- 工作物上への周期的な加圧に適合した第一の加圧部材(19;50)および第一の加圧部材(19;50)と協働する周期的に駆動される第二の加圧部材(26;51)を有し、該2つの加圧部材(19;50および26;51)はその間に周期的クランプおよび供給のために帯状工作物(17)の受容に適合し、一時的に帯状工作物(17)を拘束するために周期的に帯状工作物を第二の拘束部材(47)に押圧するのに適合した、周期的に移動可能な第一の拘束部材(46)を有し、さらにドライブシャフト(3)およびドライブシャフト(3)上に縦方向に移動可能に配置された振動カムドライブ装置(2)を有し、振動カムドライブ装置(2)が少なくとも第二の加圧部材(26;51)に駆動可能に結合されており、さらに振動カムドライブ装置はドライブシャフト(3)に堅固に結合された、伝達リンク装置(25,30,32,34,35,40,43)により第一の加圧部材(19;50)および第一の拘束部材(46)が駆動可能に取り付けられた1つのカムディスク(27)を有し、第一の加圧部材(19;50)による周期的加圧動作および第一の拘束部材(46)による周期的動作が前記1つのカムディスク(27)によって制御される、帯状工作物の周期的段階的供給用装置であって、シングルカムディスク(27)にばねによって付勢され、該シングルカムディスク(27)に接するローラ(28)を有し、該ローラ(28)は、固定ピボットポイント(31)周りに旋回するように支持されたアングルレバー(30)によって支持されており、さらに、アングルレバー(30)に旋回可能に取り付けられ、かつ第一のピボットポイント(33)においてメインアーム(34)に旋回可能に取り付けられた第一のリンク部材(32)を有し、またさらに第一のピボットポイント(33)から第一の距離(a)のところに位置する第二のピボットポイント(36)においてメインアーム(34)に旋回可能に取り付けられ、かつ第一のベアリングポイント(38)に支持された第一のダブルアームレバー(25)に第三のピボットポイント(37)で旋回可能に取り付けられた第二のリンク部材(35)を有し、第三のピボットポイント(37)は第一のベアリングポイント(38)から第二の距離(c)のところに位置しており、ダブルアームレバー(25)は第四のピボットポイント(39)において第一の加圧部材(19;50)に取り付けられており、第四のピボットポイント(39)は第一のベアリングポイント(38)から第三の距離(d)のところに位置し、第一のピボットポイント(33)から第四の距離(b)のところに位置する第五のピボットポイント(41)においてメインアーム(34)に旋回可能に取り付けられ、かつ第二のベアリングポイント(44)で支持された第二のダブルアームレバー(43)に第六のピボットポイント(42)において旋回可能に取り付けられた第三のリンク部材(40)を有し、第六のピボットポイントは第二のベアリングポイント(44)から第五の距離(e)に位置し、第二のダブルアームレバー(43)は第七のピボットポイント(45)において第一の拘束部材(46)に取り付けられており、第七のピボットポイント(45)は第二のベアリングポイント(44)から距離(f)のところに位置し、次式を満たすように前記各距離が選択されている装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98122037.9 | 1998-11-20 | ||
| EP98122037A EP1002596B1 (de) | 1998-11-20 | 1998-11-20 | Vorrichtung zum schrittweisen Vorschieben eines bandförmigen Werkstückes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000190039A JP2000190039A (ja) | 2000-07-11 |
| JP4291925B2 true JP4291925B2 (ja) | 2009-07-08 |
Family
ID=8233008
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP27886399A Expired - Fee Related JP4291925B2 (ja) | 1998-11-20 | 1999-09-30 | 帯状工作物の段階的供給用装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6283352B1 (ja) |
| EP (1) | EP1002596B1 (ja) |
| JP (1) | JP4291925B2 (ja) |
| DE (1) | DE59803358D1 (ja) |
| SG (1) | SG73670A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006039702A1 (de) * | 2006-08-17 | 2008-02-21 | GreCon Dimter Holzoptimierung Süd GmbH & Co. KG | Vorrichtung zum Aussortieren von Abfallteilen von Werkstücken an Sägen, vorzugsweise an Optimierungskappsägen, und Verfahren unter Verwendung einer solchen Vorrichtung |
| EP1941957B1 (de) * | 2007-01-08 | 2009-09-09 | Bruderer Ag | Vorrichtung zum intermittierenden Zuführen eines band- oder drahtförmigen Halbzeugmaterials zu einer Presse |
| CN106424418B (zh) | 2009-10-30 | 2019-06-25 | 万科国际股份有限公司 | 用于间歇地进给工件的装置 |
| CN101972819B (zh) * | 2010-09-06 | 2012-03-21 | 张舜德 | 一种间歇式高频率往复送料机构 |
| CN115047141A (zh) * | 2022-05-16 | 2022-09-13 | 福建省林业勘察设计院 | 一种湿地生态功能研究用环境检测设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2454514C2 (de) * | 1974-11-16 | 1983-10-27 | Erich Grau, Stanzwerk für Elektrobleche, 7126 Sersheim | Vorschubvorrichtung zur intermittierenden Materialzufuhr an Stanzen oder Pressen |
| DE3247001A1 (de) * | 1982-12-18 | 1984-06-20 | RWM-Raster-Werkzeugmaschinen GmbH, 7136 Ötisheim | Zangenvorschubeinrichtung fuer band- oder drahtmaterial |
| DE3623647A1 (de) * | 1986-07-12 | 1988-01-14 | Schuler Gmbh L | Vorrichtung zum schrittweisen vorschieben von bandmaterial mit zwei gegenlaeufig angetriebenen vorschubwalzen |
| JPS6382271A (ja) * | 1986-09-22 | 1988-04-13 | Sankyo Seisakusho:Kk | 材料送り装置 |
| JPH0335461Y2 (ja) * | 1987-04-20 | 1991-07-26 | ||
| US5358164A (en) * | 1988-10-26 | 1994-10-25 | Bruderer Ag | Drive apparatus for a driving of at least one oscillating shaft and an intermittent feeding apparatus including the drive apparatus |
| CH679134A5 (ja) * | 1989-05-03 | 1991-12-31 | Bruderer Ag | |
| DE4141769A1 (de) * | 1991-12-18 | 1993-06-24 | Schuler Gmbh L | Vorrichtung zum schrittweisen vorschieben von bandmaterial |
| JP3651953B2 (ja) * | 1995-03-17 | 2005-05-25 | 株式会社三共製作所 | 材料送り装置 |
-
1998
- 1998-11-20 DE DE59803358T patent/DE59803358D1/de not_active Expired - Lifetime
- 1998-11-20 EP EP98122037A patent/EP1002596B1/de not_active Expired - Lifetime
-
1999
- 1999-09-01 US US09/388,915 patent/US6283352B1/en not_active Expired - Lifetime
- 1999-09-16 SG SG1999004567A patent/SG73670A1/en unknown
- 1999-09-30 JP JP27886399A patent/JP4291925B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000190039A (ja) | 2000-07-11 |
| EP1002596A1 (de) | 2000-05-24 |
| US6283352B1 (en) | 2001-09-04 |
| DE59803358D1 (de) | 2002-04-18 |
| SG73670A1 (en) | 2000-06-20 |
| EP1002596B1 (de) | 2002-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2790193B2 (ja) | 素材供給装置および鍛造機 | |
| KR100710438B1 (ko) | 벤딩 머신용 벤딩장치 | |
| JP4291925B2 (ja) | 帯状工作物の段階的供給用装置 | |
| JPS6382271A (ja) | 材料送り装置 | |
| CN107000084A (zh) | 用于调节横切金属带材的滚筒式剪切机的刀片间隙的设备和方法 | |
| JP2000185481A (ja) | 本の丸み出しおよびバッキング装置 | |
| JP3768881B2 (ja) | 昇降動作をもたらす装置 | |
| KR100635846B1 (ko) | 판상 요소를 기계 가공하는 작업 스테이션 | |
| US4776505A (en) | Roll feed apparatus | |
| US6446479B1 (en) | Apparatus for handling forging machines | |
| JP3945576B2 (ja) | ストリップ形状物品のステップ状送り装置 | |
| CN1268531C (zh) | 确定和设定材料馈送机构的材料释放机构时间的方法和装置 | |
| JPH0133350B2 (ja) | ||
| US5127252A (en) | Apparatus for the working of wire pieces and the use of such apparatus | |
| US5495739A (en) | Apparatus for forming scrolls from strip material | |
| JP2748309B2 (ja) | 圧造成形機における素材供給装置 | |
| JP3453331B2 (ja) | 曲げ加工機 | |
| JP5563804B2 (ja) | フィーダ及びプレス機 | |
| JP3684113B2 (ja) | グリッパフィード式揺動送り装置 | |
| JP4494857B2 (ja) | 材料送り装置 | |
| SU1731372A1 (ru) | Устройство дл подачи длинномерного материала в зону обработки | |
| JPS5926574B2 (ja) | セイホンヨウシブロツクハンソウシステム | |
| JP2005153063A (ja) | シート材の切断方法および切断装置 | |
| JP2001096328A (ja) | プレス機のトランスファ装置 | |
| JPS6268629A (ja) | 材料供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090324 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090406 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4291925 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |