JP4179736B2 - 半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 - Google Patents
半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 Download PDFInfo
- Publication number
- JP4179736B2 JP4179736B2 JP2000212613A JP2000212613A JP4179736B2 JP 4179736 B2 JP4179736 B2 JP 4179736B2 JP 2000212613 A JP2000212613 A JP 2000212613A JP 2000212613 A JP2000212613 A JP 2000212613A JP 4179736 B2 JP4179736 B2 JP 4179736B2
- Authority
- JP
- Japan
- Prior art keywords
- semiconductor element
- thermoplastic resin
- semiconductor
- manufacturing
- bump
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/93—Batch processes
- H01L24/95—Batch processes at chip-level, i.e. with connecting carried out on a plurality of singulated devices, i.e. on diced chips
- H01L24/96—Batch processes at chip-level, i.e. with connecting carried out on a plurality of singulated devices, i.e. on diced chips the devices being encapsulated in a common layer, e.g. neo-wafer or pseudo-wafer, said common layer being separable into individual assemblies after connecting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2223/00—Details relating to semiconductor or other solid state devices covered by the group H01L23/00
- H01L2223/58—Structural electrical arrangements for semiconductor devices not otherwise provided for
- H01L2223/64—Impedance arrangements
- H01L2223/66—High-frequency adaptations
- H01L2223/6661—High-frequency adaptations for passive devices
- H01L2223/6677—High-frequency adaptations for passive devices for antenna, e.g. antenna included within housing of semiconductor device
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/02—Bonding areas; Manufacturing methods related thereto
- H01L2224/04—Structure, shape, material or disposition of the bonding areas prior to the connecting process
- H01L2224/04105—Bonding areas formed on an encapsulation of the semiconductor or solid-state body, e.g. bonding areas on chip-scale packages
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/12—Structure, shape, material or disposition of the bump connectors prior to the connecting process
- H01L2224/13—Structure, shape, material or disposition of the bump connectors prior to the connecting process of an individual bump connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
- H01L2224/161—Disposition
- H01L2224/16151—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/16221—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/16225—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
- H01L2224/16227—Disposition the bump connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation the bump connector connecting to a bond pad of the item
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/18—High density interconnect [HDI] connectors; Manufacturing methods related thereto
- H01L2224/19—Manufacturing methods of high density interconnect preforms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73201—Location after the connecting process on the same surface
- H01L2224/73203—Bump and layer connectors
- H01L2224/73204—Bump and layer connectors the bump connector being embedded into the layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73267—Layer and HDI connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/151—Die mounting substrate
- H01L2924/156—Material
- H01L2924/15786—Material with a principal constituent of the material being a non metallic, non metalloid inorganic material
- H01L2924/15787—Ceramics, e.g. crystalline carbides, nitrides or oxides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
- H01L2924/1815—Shape
- H01L2924/1816—Exposing the passive side of the semiconductor or solid-state body
- H01L2924/18162—Exposing the passive side of the semiconductor or solid-state body of a chip with build-up interconnect
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/19—Details of hybrid assemblies other than the semiconductor or other solid state devices to be connected
- H01L2924/191—Disposition
- H01L2924/19101—Disposition of discrete passive components
- H01L2924/19105—Disposition of discrete passive components in a side-by-side arrangement on a common die mounting substrate
Landscapes
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Credit Cards Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、半導体素子を高密度・薄型、高生産性、高信頼性で実装することを可能にする半導体素子パッケージや電子部品モジュールなどの半導体素子実装済部品の製造方法、上記半導体素子実装済部品の製造方法を利用した半導体素子実装済完成品の製造方法、上記半導体素子実装済完成品の製造方法により製造された半導体素子実装済完成品に関するものである。
【0002】
【従来の技術】
従来の上記半導体素子パッケージについて、図18〜図21を参照しながら説明する。
【0003】
図20及び図21は、製造方法を工程ごとに図示したものである。図19に工程図を示す。
【0004】
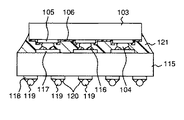
まず、図19のステップS101において、ウェハーのダイシングが行われたのち、ステップS102において、図20(A)に示すように、半導体素子103の各素子電極105上にワイヤボンディング法によりバンプ104を形成する。106は半導体素子103のアクティブ面を保護するパッシベーション膜である。
【0005】
次に、ステップS103において、図20(B)に示すように、バンプ104上に導電性接着剤116を転写法により形成する。導電性接着剤116は主として、Ag、Cu等の粒子をフィラーとしたエポキシ系の接着剤が用いられる。
【0006】
次に、ステップS104において、図20(C)に示すように、セラミック、ガラスエポキシ等で形成された回路基板115の各電極117と半導体素子103の各バンプ104が電気的に接続するように搭載し、ステップS105において導電性接着剤116を熱硬化する。導電性接着剤116の標準的な硬化条件は、140℃、20分である。
【0007】
次に、ステップS106において、図20(D)に示すように、半導体素子103と回路基板115の隙間にディスペンサー122により信頼性を確保する為の封止剤121を充填し、ステップS107において熱硬化させる。熱硬化の平均的な条件は、140℃で4時間である。
【0008】
次に、ステップS108において、図21に示すように、回路基板115の半導体素子103の搭載面と反対側に形成された電極118上にクリーム半田120を印刷した後、ステップS109においてAu、Cu、Ag等の金属粒子119をマウントし、ステップS110においてリフロー炉に通して、図18に示す半導体素子パッケージを得る。
【0009】
以上、ステップS101からステップS110までの工程を経て、図18の半導体素子パッケージが完成する。
【0010】
【発明が解決しようとする課題】
しかしながら、上記従来の半導体素子パッケージの製造方法及び構造では、工程数が多く、また導電性接着剤116及び封止剤121の硬化に時間を要する為、生産性が悪いという問題があった。また、回路基板115は厚み約0.5mmあり、半導体素子103の厚みと合わせると半導体素子パッケージ厚みが約1mmとなり、パッケージの薄型性に難があり、例えば、非接触ICカードのように厚み0.76mm以下に規制されている商品には適用できないという問題があった。
【0011】
従って、本発明の目的は、上記問題を解決することにあって、高品質、高生産性で薄型の半導体素子パッケージや電子部品モジュールなどの半導体素子実装済部品の製造方法、上記半導体素子実装済部品の製造方法を利用した半導体素子実装済完成品の製造方法、上記半導体素子実装済完成品の製造方法により製造された半導体素子実装済完成品を提供することにある。
【0012】
【課題を解決するための手段】
上記目的を達成するために、本発明は以下のように構成する。
【0013】
本発明の第1参考態様によれば、半導体素子の素子電極上にワイヤボンディング法を用いてバンプを形成する工程と、
熱可塑性樹脂シートと上記半導体素子を位置合わせする工程と、
上記熱可塑性樹脂シートと上記半導体素子を熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子の上記バンプの端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを備えることを特徴とする半導体素子パッケージ製造方法を提供する。
【0014】
本発明の第2参考態様によれば、半導体ウェーハをダイシングして得られた個片の半導体素子の素子電極上にワイヤボンディング法を用いてバンプを形成する工程と、
熱可塑性樹脂シート上に一個若しくは複数個の上記個片半導体素子を位置合わせする工程と、
上記熱可塑性樹脂シートと上記個片半導体素子を熱プレスして上記熱可塑性樹脂シートを溶融して上記個片半導体素子の上記バンプの端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを備えることを特徴とする半導体素子パッケージ製造方法を提供する。
【0015】
本発明の第3参考態様によれば、半導体ウェーハの半導体素子電極上にワイヤボンディング法を用いてバンプを形成する工程と、
上記バンプが形成された上記半導体ウェーハをダイシングし、個片の半導体素子に分割する工程と、
熱可塑性樹脂シート上に一個若しくは複数個の上記個片半導体素子を位置合わせする工程と、
上記熱可塑性樹脂シートと上記個片半導体素子を熱プレスして上記熱可塑性樹脂シートを溶融して上記個片半導体素子の上記バンプの端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを備えることを特徴とする半導体素子パッケージ製造方法を提供する。
【0016】
本発明の第4参考態様によれば、半導体ウェーハの半導体素子電極上にワイヤボンディング法を用いてバンプを形成する工程と、
上記半導体ウェーハに熱可塑性樹脂シートを位置合わせする工程と、
上記半導体ウェーハと上記熱可塑性樹脂シートを熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体ウェーハの上記バンプの端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレスされた上記半導体ウェーハ及び上記熱可塑性樹脂部をダイシングする工程とを備えることを特徴とする半導体素子パッケージ製造方法を提供する。
【0017】
本発明の第5参考態様によれば、第1参考態様又は第2参考態様又は第3参考態様に記載の半導体素子パッケージ製造方法により製造された半導体素子パッケージのバンプの露出した端面側の熱可塑性樹脂部に導電性ペーストを用いて回路パターンを印刷する工程と、
上記回路パターンの所定位置に金属粒子を配置し、上記導電性ペーストを硬化する工程と、
導電性ペースト硬化後の上記半導体素子パッケージを熱可塑性樹脂シート上に位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子パッケージの上記金属粒子の端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを備えることを特徴とする半導体素子パッケージ製造方法を提供する。
【0018】
本発明の第6参考態様によれば、第5参考態様に記載の半導体素子パッケージ製造方法により製造された半導体素子パッケージの電極面側に導電性ペーストを用いて回路パターンを印刷する工程と、
上記回路パターンの所定位置に金属粒子を配置し、上記導電性ペーストを硬化する工程と、
導電性ペースト硬化後の上記半導体素子パッケージを熱可塑性樹脂シート上に位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子パッケージの上記金属粒子の端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを所定回数行い、パッケージを多層化することを特徴とする半導体素子パッケージ製造方法を提供する。
【0019】
本発明の第7参考態様によれば、第4参考態様に記載の半導体素子パッケージ製造方法において、熱プレスされた上記半導体ウェーハ及び上記熱可塑性樹脂部をダイシングする前の上記半導体ウェーハの電極面側に導電性ペーストを用いて回路パターンを印刷する工程と、
上記回路パターンの所定位置に金属粒子を配置し、上記導電性ペーストを硬化する工程と、
導電性ペースト硬化後の上記半導体ウェーハを熱可塑性樹脂シートに位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体ウェーハの上記金属粒子の端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
上記金属粒子を有しかつ熱プレスされた上記半導体ウェーハをダイシングする工程とを備える半導体素子パッケージ製造方法を提供する。
【0020】
本発明の第8参考態様によれば、第4参考態様に記載の半導体素子パッケージ製造方法において、熱プレスされた上記半導体ウェーハ及び上記熱可塑性樹脂部をダイシングする前の上記半導体ウェーハの電極面側に導電性ペーストを用いて回路パターンを印刷する工程と、
上記回路パターンの所定位置に金属粒子を配置し、上記導電性ペーストを硬化する工程と、
導電性ペースト硬化後の上記半導体ウェーハを熱可塑性樹脂シートに位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体ウェーハの上記金属粒子の端面以外の部分を覆う熱可塑性樹脂部を形成する工程とを所定回数繰り返して多層化した後、上記金属粒子を有しかつ熱プレスされた上記半導体ウェーハをダイシングする工程を備える半導体素子パッケージ製造方法を提供する。
【0021】
本発明の第9参考態様によれば、第1熱可塑性樹脂シート上に導電性ペーストを用いて回路パターンを印刷する工程と、
上記第1熱可塑性樹脂シートの上記回路パターンの所定位置に第1参考態様から第8参考態様のいずれかに記載の上記半導体素子パッケージ製造方法により製造された半導体素子パッケージ及び電子部品を搭載する工程と、
上記半導体素子パッケージ及び上記電子部品が搭載された上記第1熱可塑性樹脂シートに第2熱可塑性樹脂シートを位置合わせし、熱プレスして上記第2熱可塑性樹脂シートを溶融して上記半導体パッケージ及び上記電子部品を覆う熱可塑性樹脂部を形成する工程とを備えることを特徴とする電子部品モジュール製造方法を提供する。
【0022】
本発明の第10参考態様によれば、ICチップと外部と送受信を行う為のアンテナコイルとを有する非接触ICカードであって、
熱可塑性樹脂基材に導電性ペーストにて、上記ICチップのIC電極部と電気的に接続可能な回路パターン、若しくは、上記アンテナコイルを構成するコイルパターンを含む上記IC電極部と電気的に接続する回路パターンを印刷する工程と、
上記ICチップを有しかつ第1参考態様から第8参考態様のいずれかに記載の上記半導体素子パッケージ製造方法により製造された半導体素子パッケージの上記ICチップの上記IC電極部が上記回路パターンと接続するように、上記回路パターンの上に上記半導体素子パッケージを配置する工程と、
上記導電性ペーストを硬化させる工程と、
上記導電性ペースト硬化後の上記熱可塑性樹脂基材の上記半導体素子パッケージ搭載面側に熱可塑性樹脂シートを位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子パッケージを覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットし、カード化する工程とを備えることを特徴とする非接触ICカードの製造方法を提供する。
【0023】
本発明の第11参考態様によれば、第1参考態様から第8参考態様のいずれかに記載の半導体素子パッケージ製造方法により製造される半導体素子パッケージを提供する。
【0024】
本発明の第1態様によれば、熱可塑性樹脂のシートで構成された基材のパターン形成面上に形成される回路パターンと半導体素子のバンプを電気的に接続させた半導体素子実装済部品の製造方法において、
上記バンプが上記基材の上記パターン形成面から露出するように、上記基材内に上記半導体素子を挿入し、
上記露出したバンプ又は上記露出したバンプ近傍の上記パターン形成面を増加部形成部材にて押圧することにより、上記露出したバンプの表面積を増大させ、
上記表面積が増大された露出したバンプに接触するように、上記パターン形成面上に導電性ペーストにて回路パターンを形成して、上記回路パターンと上記バンプとを電気的に接続する、半導体素子実装済部品の製造方法を提供する。
【0026】
本発明の第2態様によれば、上記露出したバンプを上記増加部形成部材にて押圧し、上記露出したバンプの一部を変形させて突部を形成することによって、上記露出したバンプの表面積を増大させる、第1の態様に記載の半導体実装済部品の製造方法を提供する。
【0027】
本発明の第3態様によれば、上記露出したバンプを上記増加部形成部材にて押圧し、上記バンプに凹凸部を形成することによって、上記露出したバンプの表面積を増大させる、第1の態様に記載の半導体素子実装済部品の製造方法を提供する。
【0028】
本発明の第4態様によれば、上記露出したバンプ近傍の上記パターン形成面を上記増加部形成部材にて押圧し、上記バンプの周囲に接触面積増加用溝を形成することによって、上記露出したバンプの表面積を増大させる、第1の態様に記載の半導体実装済部品の製造方法を提供する。
【0029】
本発明の第5態様によれば、第1から4のいずれか1つの態様に記載の半導体素子実装済部品の製造方法により製造された半導体素子実装済部品を封止する半導体素子実装済完成品の製造方法を提供する。
【0033】
【発明の実施の形態】
以下、添付図面を参照して本発明のいくつかの実施形態について説明し、本発明の理解に供する。なお、以下の実施形態は本発明を具現化した一例であって、本発明の技術範囲を限定するものではない。
【0034】
(第1実施形態及び第2実施形態)
図1(A),(B)は、それぞれ、本発明の第1実施形態及び第2実施形態にかかる半導体素子パッケージの概略構成を示す一部断面図である。
【0035】
図1の(A)に示すように第1実施形態にかかる半導体素子パッケージは、各素子電極5上にワイヤボンディング法によりバンプ4が形成された半導体素子3と、半導体素子3の周囲を覆う熱可塑性樹脂部7とで構成されている。各バンプ4の端面9は図1(A)に示すように熱可塑性樹脂部7の表面に露出しており、外部と電気的接続が取れる構造になっている。図1の(A)における6は半導体素子3のアクティブ面を保護するパッシベーション膜である。
【0036】
図1の(A)において半導体素子3の側部の端面は丸印で囲まれた▲1▼に示すように熱可塑性樹脂部7で覆われた構造になっているが、図1の(B)の丸印で囲まれた▲2▼に示すように半導体素子3の側部の端面が露出した構造でも良い。
【0037】
その違いは、以下に後述する半導体素子パッケージの製造方法の違いに起因する。
【0038】
(第1実施形態)
図2は本発明の第1実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。図3(A)〜(E)は図2の上記第1実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。図4(A),(B)は、図3(E)に続く、図2の上記第1実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。図5(A)〜(C)は上記第1実施形態にかかる半導体素子電極上のバンプ形状の外観を説明するための一部断面図である。
【0039】
図3(A)において、1は半導体ウェーハであり、2はダイシングソーを示す。図2のステップS1において、半導体ウェーハ1はダイシングされ、個片の半導体素子3に分割される。
【0040】
次に、ステップS2において、図3(B)に示すように、個片に分割された半導体素子3の各素子電極5上にAuやCu、半田等で形成された金属ワイヤを用いたワイヤボンディング法により、バンプ4を形成する。
【0041】
次に、ステップS3において、図3(C)に示すように、バンプ4が形成された半導体素子3をポリエチレンテレフタレート、塩化ビニル、ポリカーボネート、若しくはアクリロニトリルブタジエンスチレン等の熱可塑性樹脂で形成されたシート7a上に一個若しくは複数個マウントする。熱可塑性樹脂シート7aの厚みは、基本的に半導体素子3の厚みとバンプ4の高さを合わせた厚み以下にすることが望ましい。例えば、半導体素子3の厚みが0.18mm、バンプ4の高さが0.04mmの場合、熱可塑性樹脂シート7aは厚み0.2mmのものを用いる。
【0042】
次に、ステップS4において、図3(D)に示すように、熱プレス板8Aに対向する熱プレス板8Bに熱可塑性樹脂シート7aが載置して、半導体素子3がマウントされた熱可塑性樹脂シート7aを熱プレス板8A、8Bの間に挟み、熱プレス板8Aを熱プレス板8Bに対して相対的に押圧させることにより、熱プレスを実施して熱可塑性樹脂シート7aを溶融させて半導体素子3の上面以外の面を覆うともに、半導体素子3の各バンプ4の側面も覆いかつその端面9のみが露出するようにする。溶融後の熱可塑性樹脂シート7aは冷却されて熱可塑性樹脂部7を構成する。熱プレスの条件は、例えばポリエチレンテレフタレートを熱可塑性樹脂シート7aに用いた場合、圧力30kg/cm2(約30×105Pa)、温度120℃、プレス時間1分である。尚、温度、圧力は熱可塑性樹脂シート7aの材質により、異なる。図3(E)は熱プレス後の状態を示した断面図である。
【0043】
次に、ステップS5において、熱可塑性樹脂部7を図4(A)に示す所定の位置Aでカットする。半導体素子3の側部の端面からカット位置Aまでの距離は特に指定しない。
【0044】
以上の工程を経て、ステップS7において、図4(B)に示すように、第1実施形態における半導体素子パッケージが完成する。これが、図1(A)に示す半導体素子パッケージである。
【0045】
また、半導体素子3の電極5上に形成するバンプ4は図5(A)に示す形状のバンプ4(一般的に、引きちぎりバンプと呼ばれている。)でも図5(B)に示す形状のバンプ4A(一般的に、2段突起バンプと呼ばれている。)でもよい。しかし、好適には、高さのばらつき寸法Bが小さい2段突起バンプ4Aの方が、図5(C)に示すように、熱プレス後、熱可塑性樹脂部7の表面から露出するバンプ4の端面9の面積Cが安定する為、望ましい。
【0046】
この第1実施形態では、図2のステップS7に示すように半導体素子パッケージの厚みは、半導体素子3と熱可塑性樹脂部7を合わせた厚みしかない為、従来例に示す図21の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤16及び封止剤21が無い為、また、導電性接着剤や封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。
【0047】
(第2実施形態)
図6は本発明の第2実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。上記第2実施形態にかかる半導体素子パッケージの製造方法では、図6のステップS11において半導体ウェーハ1の状態でバンプ4を形成した後、ステップS12においてダイシングして個片の半導体素子3に分割する点で第1実施形態とは異なる。その後、ステップS13において、熱可塑性樹脂シート7aの上にマウントし、ステップS14において熱プレス後、ステップS15において熱可塑性樹脂部7をカットする点においては、それぞれ、第1実施形態のステップS3、S4、S5と同様である。
【0048】
この第2実施形態においても、半導体素子パッケージの厚みは、半導体素子3と熱可塑性樹脂部7を合わせた厚みしかない為、従来例に示す図21の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤16及び封止剤21が無い為、また、導電性接着剤や封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。
【0049】
(第3実施形態)
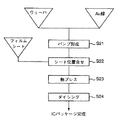
次に図7は本発明の第3実施形態にかかる半導体素子パッケージの製造方法の工程図である。図8(A)〜(C)はそれぞれ図7の上記第3実施形態にかかる半導体素子パッケージの製造方法を説明するための説明図である。図9(A)〜(C)は、図8(C)に続く、図7の上記第3実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。
【0050】
図7のステップS21において、図8(A)に示すように、半導体ウェーハ1の電極素子上にワイヤボンディング法により、バンプ4を形成する。61は、ワイヤボンディング装置に備えられ、かつ、AuやCu、半田等で形成された金属ワイヤを保持するキャピラリーであり、60はそのキャピラリー61を保持し、圧力・超音波を印可する為のワイヤボンディング装置のホーンである。
【0051】
次に、ステップS22において、図8(B)に示すように、バンプ4が形成された半導体ウェーハ1に対向する形で、ポリエチレンテレフタレート、塩化ビニル、ポリカーボネート、若しくはアクリロニトリルブタジエンスチレン等の熱可塑性樹脂で形成された熱可塑性樹脂シート7bを配置する。熱可塑性樹脂シート7bの厚みは、基本的にバンプ4の高さ以下にすることが望ましい。例えば、バンプ4の高さが0.04mmの場合、熱可塑性樹脂シート7bは厚み0.03mmのものを用いる。
【0052】
次に、ステップS23において、図8(C)に示すように、熱プレス板8Cに対向する熱プレス板8Dに半導体ウェーハ1が載置され、半導体ウェーハ1とそれに対向する形で配置された熱可塑性樹脂シート7bを熱プレス板8C、8Dの間に挟み、熱プレス板8Cを熱プレス板8Dに対して相対的に押圧させることにより、熱プレスを実施して熱可塑性樹脂シート7bを溶融させて半導体ウェーハ1の上面を覆うともに、半導体ウェーハ1の各バンプ4の側面も覆いかつその端面9のみが露出するようにする。溶融後の熱可塑性樹脂シート7bは冷却されて熱可塑性樹脂部7を構成する。熱プレスの条件は、例えばポリエチレンテレフタレートを熱可塑性樹脂シート7bに用いた場合、圧力30kg/cm2(約30×105Pa)、温度120℃、プレス時間1分である。尚、温度、圧力は熱可塑性樹脂シート7bの材質により、異なる。図9(A)は熱プレス後の状態を示した断面図である。
【0053】
次に、ステップS24において、図9(B)に示すように、熱可塑性樹脂シート7bが熱プレスされて熱可塑性樹脂部7となった半導体ウェーハ1を、ダイシングソー2により、ダイシングし、個片の半導体素子パッケージ3に分割する。
【0054】
図9(C)は分割後の半導体素子パッケージ3を示した断面図であり、図1(B)に示す半導体素子3の側部の端面が露出した▲2▼の構造となる。
【0055】
以上の工程を経て、第3実施形態における半導体素子パッケージが完成する。
【0056】
この第3実施形態においても、半導体素子パッケージの厚みは、半導体素子3と熱可塑性樹脂部7を合わせた厚みしかない為、従来例に示す図12の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤16及び封止剤21が無い為、また、導電性接着剤及び封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。
【0057】
(第4実施形態)
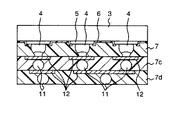
図10(A),(B)は本発明の第4実施形態にかかる半導体素子パッケージを説明するための一部断面図である。図11は図10の上記第4実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。上記第4実施形態にかかる半導体素子パッケージは、図10(A)及び(B)に示すように、図1(A),(B)に示す第1実施形態若しくは及び第2実施形態の半導体素子パッケージにおいて、各バンプ4の端面9が露出した熱可塑性樹脂部7上に導電性ペースト12により回路パターンが形成され、その上にマウントされた金属粒子11が熱可塑性樹脂部7cで覆われ、且つ、金属粒子11の端面が熱可塑性樹脂部7cの表面に露出した構造となっている。
【0058】
まず、図11のステップS31において、第1実施形態若しくは第2実施形態により作製された図1(A)若しくは図1(B)に示す半導体素子パッケージの各電極端面側すなわち各バンプ4の端面側に導電性ペースト12により、回路パターンを形成する。導電性ペースト12は熱硬化型、熱可塑性のどちらでも良い。
【0059】
次に、ステップS32において、上記ステップS31で形成した回路パターンの所定の位置の位置に金属粒子11をマウントし、ステップS33において回路パターンを形成する導電性ペースト12を熱硬化する。
【0060】
上記金属粒子11は電気的導通が図れるAu、Cu、若しくはNi等を用い、その形状は球状でも、それ以の形状でも良い。その大きさは、ステップS34におけるカバーする側の熱可塑性樹脂シートの厚みで決まり、ステップS35の熱プレス後に金属粒子11の端面が熱可塑性樹脂シートから露出して、外部と電気的導通が取れる大きさとする。例えば、厚さ100μmの熱可塑性樹脂フィルムを用いた場合には、直径0.5mm前後の金属粒子11を用いる。
【0061】
また、導電性ペースト12の熱硬化条件は、標準的なもので140℃、10分程である。
【0062】
ステップS34では、半導体素子パッケージの回路パターンが形成された面と対向する形で、熱可塑性樹脂シートを配置する。
【0063】
次に、ステップS35において熱プレスし、必要であれば熱可塑性樹脂シートをカットすることにより、図10(A)に示す半導体素子パッケージが完成する。ここでは、上記熱可塑性樹脂シートにより熱可塑性樹脂部7cが構成されている。
【0064】
上記ステップS35の後、ステップS36に進むことなく停止することにより、上記図10(A)に示す半導体素子パッケージが完成する一方、更に、必要に応じて、ステップS35の後、ステップS36の回路パターン印刷工程(ステップS31と同様な工程)、ステップS37の金属粒子マウント工程(ステップS32と同様な工程)、ステップS38のペースト硬化工程(ステップS33と同様な工程)、ステップS39のシート上へのマウント工程(ステップS34と同様な工程)、ステップS40の熱プレス工程(ステップS35と同様な工程)までの5工程を行うことにより、図10(A)の半導体パッケージの熱可塑性樹脂部7cから露出した金属粒子11の端面側に導電性ペースト12により、回路パターンを形成し、当該回路パターンの所定の位置の位置に金属粒子11をマウントし、導電性ペースト12を熱硬化し、熱可塑性樹脂シートをマウントしたのち熱プレスして熱可塑性樹脂部7cの上にさらに別の熱可塑性樹脂部7dを形成する。これにより、図10(B)に示す多層化された半導体パッケージを作製することが出来る。上記ステップS36〜S40までの5工程を必要回数繰り返すことにより、回路パターンと金属粒子11を含む熱可塑性樹脂部を熱可塑性樹脂部7d上にさらに必要数だけ形成することができる。
【0065】
この第4実施形態においても、半導体素子パッケージの厚みは、半導体素子3と熱可塑性樹脂部を合わせた厚みしかない為、従来例に示す図215の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤16及び封止剤21が無い為、また、導電性接着剤及び封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。更に、安価に多層化された高密度の半導体パッケージの供給が可能となる。
【0066】
(第5実施形態)
図12は本発明の第5実施形態にかかる半導体素子パッケージを説明するための一部断面図である。図13は上記第5実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【0067】
上記第5実施形態にかかる半導体素子パッケージの製造方法は、図12に示すように、第3実施形態で示した半導体素子パッケージにおいて、各バンプ4の端面9が露出した熱可塑性樹脂部7上に導電性ペースト12により回路パターンが形成され、その上にマウントされた金属粒子11が熱可塑性樹脂部7cで覆われ、且つ、各金属粒子11の端面が熱可塑性樹脂部7cの表面に露出した構造となっている。
【0068】
図13のステップS51からステップS53は、第3実施形態における図7のステップS21〜ステップS23、すなわち、半導体ウェーハ1にバンプ4を形成した後、熱可塑性樹脂シート7を対向させ、熱プレスする工程までと同様である。
【0069】
その後、ステップS54において、上記熱可塑性樹脂シート7が熱プレスされた半導体ウェーハ1の電極端面側すなわちバンプ端面側に導電性ペースト12により、回路パターンを形成する。導電性ペースト12は熱硬化型、熱可塑性のどちらでも良い。
【0070】
次に、ステップS55において、回路パターンの所定の位置の位置に金属粒子11をマウントし、ステップS56において、回路パターンを形成する導電性ペースト12を熱硬化する。
【0071】
上記金属粒子11は電気的導通が図れるAu、Cu、若しくはNi等を用い、その形状は球状でも、それ以の形状でも良い。その大きさはカバーする側の先の熱可塑性樹脂シート7とは別の新たな熱可塑性樹脂シートの厚みで決まり、熱プレス後に金属粒子11の端面が熱可塑性樹脂シートから露出して、外部と電気的導通が取れる大きさとする。例えば100μmの熱可塑性樹脂シートを用いた場合で、直径0.5mm前後の金属粒子11を用いる。
【0072】
また、導電性ペースト12の熱硬化条件は、標準的なもので140℃、10分程である。
【0073】
次に、ステップS57において、図8(C)に示したす熱プレス板8C,8Dと同様な熱プレス板を使用して、一方の熱プレス板に対向する他方の熱プレス板に半導体ウェーハ1が載置され、半導体ウェーハ1の回路パターンが形成された面と対向する形で、熱可塑性樹脂シートを配置して上記一対の熱プレス板の間に挟み、一方の熱プレス板を他方の熱プレス板に対して相対的に押圧させることにより、ステップS58において熱プレスを実施して熱可塑性樹脂シートを溶融させて半導体ウェーハ1の上面を覆うともに、半導体ウェーハ1の各金属粒子11の側面も覆いかつその端面のみが露出するようにする。溶融後の熱可塑性樹脂シートは冷却されて熱可塑性樹脂部7cを構成する。この結果、熱可塑性樹脂部7の上に回路パターンと金属粒子11を含む熱可塑性樹脂部7cが形成されることになり、さらに、ステップS54〜ステップS58を繰り返すことにより、図12に示すように、回路パターンと金属粒子を含む熱可塑性樹脂部7dを熱可塑性樹脂部7c上に形成することができて、多層化が容易に行える。このように、ステップS54〜ステップS58を必要回数繰り返すことにより、回路パターンと金属粒子を含む熱可塑性樹脂部を先に形成されている熱可塑性樹脂部上に必要数だけ形成することができる。
【0074】
最後に、ステップS59において、熱可塑性樹脂シートが熱プレスされた半導体ウェーハ1をダイシングすることにより、図12に示す半導体素子パッケージが完成する。
【0075】
この第5実施形態においても半導体素子パッケージの厚みは、半導体素子と熱可塑性樹脂部を合わせた厚みしかない為、従来例に示す図21の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤16及び封止剤21が無い為、また、導電性接着剤及び封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。更に、安価に多層化された高密度の半導体パッケージの供給が可能となる。
【0076】
(第6実施形態)
図14は本発明の第6実施形態にかかる電子部品モジュールの製造方法を説明するための一部断面図である。図15は上記第6実施形態にかかる電子部品モジュールの製造方法を示す工程図である。
【0077】
上記第6実施形態にかかる電子部品モジュールの製造方法は、第1実施形態〜第5実施形態で示した半導体素子パッケージを用いた電子部品モジュールに関するものである。
【0078】
図14(A)に示すように、図15のステップS61において、13はポリエチレンテレフタレート、塩化ビニル、ポリカーボネート、若しくはアクリロニトリルブタジエンスチレン等の熱可塑性樹脂で形成されたフィルム基板である。フィルム基板13上には、熱硬化型又は熱可塑性導電性ペースト12により回路パターンが形成されている。
【0079】
次に、図14(B)に示すように、ステップS62において、回路パターンの所定の位置に、半導体パッケージ14、並びに、抵抗及びコンデンサ等の受動部品などの電子部品15をマウントした後、導電性ペースト12を熱硬化する。
【0080】
次に、図14(C)に示すように、ステップS63において、熱プレス板8Eに対向する熱プレス板8Fにフィルム基板13が載置され、フィルム基板13の回路基板が形成されている側に対向する形で、半導体パッケージ14及び電子部品15の上に、カバーシートとして熱可塑性樹脂シート13Aを配置して熱プレス板8E、8Fの間に挟む。熱可塑性樹脂シート13Aの厚みは、半導体素子パッケージ14又は電子部品15のうちのいずれか厚い方の厚み以上であることが望ましい。その後、ステップS64において、熱プレス板8Eを熱プレス板8Fに対して相対的に押圧させることにより、熱プレスを実施して熱可塑性樹脂シート13Aを溶融させて半導体パッケージ14及び電子部品15の上面及び側面を少なくとも覆うようにする。溶融後の熱可塑性樹脂シート13Aは冷却されて熱可塑性樹脂部13Bを構成する。この結果、図14(D)に示す電子部品モジュールが完成する。
【0081】
この第6実施形態によると、電子部品モジュールの厚みは、半導体素子パッケージ14及び電子部品15の厚みと熱可塑性樹脂部を合わせた厚みとほぼ同等となる為、従来例の電子部品モジュールには無い薄型化が可能となる。また、熱可塑性樹脂部が半導体素子及び電子部品の信頼性を確保する為、従来のように封止剤を必要とせず、封止剤の硬化に要する時間が無く、大幅な生産性の向上が図れる。更に、材料コストも安いため、安価な電子部品モジュールの供給が可能となる。
【0082】
(第7実施形態)
図16は本発明の第7実施形態にかかる非接触ICカードの製造方法を説明するための一部断面図である。図17は上記第7実施形態にかかる非接触ICカードの製造方法を示す工程図である。
【0083】
上記第7実施形態は、非接触ICカード用ICチップを有する半導体素子と外部と送受信を行う為のアンテナコイルとより構成される非接触ICカードに適用した例である。
【0084】
図16(A)に示すように、図17のステップS71において、23はポリエチレンテレフタレート、塩化ビニル、ポリカーボネート、若しくはアクリロニトリルブタジエンスチレン等の熱可塑性樹脂で形成され、熱可塑性樹脂基材の一例としてのフィルム基板である。フィルム基板23上には、熱硬化型又は熱可塑性導電性ペースト22により、回路パターンが形成されているとともに、外部とデータの送受信を行う為のコイル26が形成されている。
【0085】
ステップS72において、図16(B)に示すように、回路パターンの所定の位置に、非接触ICカード用ICチップを有する半導体パッケージ14をマウントした後、ステップS73において導電性ペースト22を熱硬化する。
【0086】
次に、ステップS74において、図16(C)に示すように、熱プレス板8Gに対向する熱プレス板8Hにフィルム基板23が載置され、かつ、フィルム基板23の回路基板が形成されている側に対向する形で、半導体パッケージ14の上に、カバーシートとして熱可塑性樹脂シート23Aを配置して熱プレス板8G、8Hの間に挟む。熱可塑性樹脂シート23Aの厚みは、半導体素子パッケージ14の厚み以上であることが望ましく、また、要求されるカード厚みに応じて任意に選定が可能である。例えば、JIS規格の0.76mm厚みのカードであれば、フィルム基板23の厚みを0.2mm、熱可塑性樹脂シート23Aの厚みを0.5mmとする。その後、ステップS75において、熱プレス板8Gを熱プレス板8Hに対して相対的に押圧させることにより、熱プレスを実施して熱可塑性樹脂シート23Aを溶融させてフィルム基板23の回路基板が形成されている側の半導体素子パッケージ14やコイル26を完全に覆う。溶融後の熱可塑性樹脂シート23Aは冷却されて熱可塑性樹脂部23Bを構成する。次いで、ステップS76において、打ち抜きなどによりカードサイズにカットすれば、図16(D)に示す断面構造の非接触ICカードが完成する。
【0087】
この第7実施形態によると、非接触ICカードの筐体が基板を兼ねている為、従来に無い薄型のICカードが形成できる。従来は、半導体素子をガラスエポキシ基板やセラミック基板上へ載せ、カード筐体に挟み込む構造であった為、薄型化が困難であった。
【0088】
また、導電性ペーストにより形成された回路パターンへペースト乾燥前に半導体素子パッケージを直接的に実装できる為、生産性が大幅に向上する。従来は、ペーストを乾燥させた後、異方性導電性樹脂シートまたは異方性導電性粒子を介して半導体素子をマウントし、熱圧着する工程をとっていた為、工程が複雑で且つ生産性も悪かった。
【0089】
更に、封止剤や異方性導電性樹脂シートまたは異方性導電性粒子といった材料が必要でない為、大幅なコストダウンが図れる。以上の説明のとおり、第7実施形態によれば、非接触ICカードの製造において、大幅な生産性の向上、コストダウン、薄型化が可能になる。
【0090】
(第8実施形態)
次に、本発明の第8実施形態は、例えば非接触ICカードを製造する場合のように導電性ペーストにてなる回路パターンに設けられた接続パッドにICチップを電気的に接続する場合にて使用される、ICチップ等の電子部品を基材に実装して半導体部品実装済部品を製造する半導体部品実装済部品の製造方法及び製造装置、該製造方法又は製造装置にて製造される半導体部品実装済部品を有する半導体部品実装済完成品の製造方法又は製造装置、及び該半導体部品実装済完成品製造方法又は製造装置にて製造される半導体部品実装済完成品に関する。
【0091】
本発明の第8実施形態の内容について詳細に説明する前に、その背景についてまず説明する。
【0092】
非接触ICカードを例に取り、従来の半導体部品実装済完成品の製造方法について、図41〜図48を参照しながら以下に説明する。
【0093】
従来、コイルとICチップとを内蔵し、該コイルを介して外部とのデータの授与を行なう非接触ICカードを製造する際において、上記コイルの形成方法としては、銅にてなる巻線コイルを用いる方法や、銀ペースト等の導体ペーストを印刷して形成する方法や、銅箔等の金属箔をエッチングしてコイルを形成する方法等が用いられており、なかでも上記導体ペーストを印刷して回路パターン及びコイルを形成する方法が盛んになっている。
【0094】
図41〜図48は従来の非接触ICカード及びその製造方法を示す。
【0095】
図41に示すように、従来の非接触ICカードは、第1基材501aに導電性ペーストにてコイルパターン502が形成され、このコイルパターン502の外周端503aに設けた接続パッド506、及びコイルパターン2の内周端503bに設けた接続パッド506のそれぞれがICチップ504の電極部と電気的に接続される構成となっている。
【0096】
その製造工程は、図42に示すように、まずステップ(図内では「S」にて示す)301では、第1基材501aの表面に導電性ペーストにてコイルパターン502を含む回路パターンを印刷する。上記導電性ペーストとしては、銀ペーストが好適に使用される。上記導電性ペーストの印刷は、スクリーン印刷やオフセット印刷やグラビア印刷等によって行われ、例えばスクリーン印刷の場合、165メッシュ/インチ、乳剤厚み10μmのマスクを介して導電性ペーストを第1基材501aに印刷し、導体厚み約30μmの回路パターンを形成する。上記第1基材501a及び後述の第2基材502bには、ポリエチレンテレフタレート、塩化ビニル、ポリカーボネイト、アクリロニトリルブタジエンスチレン等からなる厚さ0.1〜0.5mm程度の熱可塑性樹脂が用いられる。
【0097】
ステップ302では、上記印刷方法により第1基材501a上に形成した上記導電性ペーストにてなる上記回路パターンを120℃の温度で10分間加熱して上記導電性ペーストを硬化させる。
【0098】
ステップ303では、図43に示すように、上記回路パターンにおける上記外周端503aや内周端503bに設けられた接続パッド506に異方導電性シート509を貼り付ける。該異方導電性シートとは、金属粒子を含有する樹脂シートであり、加熱、加圧されることで上記金属粒子と上記接続パッド506とを電気的に接続する。
【0099】
ステップ304では、異方導電性シート509を100℃で5秒加熱して、接続パッド506に仮圧着する。
【0100】
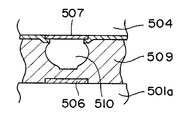
ステップ305では、仮圧着した異方導電性シート509に半導体素子504やコンデンサ等の部品をマウントする。半導体素子の実装面には、図44に示すように半導体素子504上の電極パッド507にバンプ510が形成されており、図45に示すようにバンプ510と接続パッド506とが異方導電性シート509を介して電気的に接続される。尚、バンプ510は、ワイヤボンディング法やメッキ法、具体的には半田、金、銀、銅等を用いたメッキ法により、半導体素子504の電極パッド507上に形成される。
【0101】
ステップ306では、200℃の温度で30秒間加熱して、図46に示すように異方導電性シートを硬化して、半導体素子504を本圧着する。
【0102】
尚、第1基材501aにガラスエポキシ基板やセラミック基板を用いた一般的な半導体実装においては、このステップ306までで半導体素子の実装は完了する。
【0103】
そして、ステップ307では、第1基材501aに第2基材501bを貼り合わせてラミネート処理することにより、図47に示すように、接続パッド506とバンプ510とが異方導電性ペースト509を介して電気的に接続されたICカードが得られる。図47にて、505はコイルパターン502に並列接続されるコンデンサを示す。
【0104】
しかし、上述した従来の半導体部品実装済完成品製造方法、及び該製造方法にて製造される、半導体部品実装済完成品としての非接触ICカードの構成では、以下の問題があった。
【0105】
上記第1基材501aや第2基材501bには、一般的にポリエチレンテレフタレートや塩化ビニル等の安価な熱可塑性樹脂が使用されている。一方、従来の製造工程では、上記ステップ306において異方導電性シート509を介して半導体素子504を本圧着する際の温度が200℃以上と高温である為、耐熱性に劣る第1基材501aや第2基材501bが劣化し易いという問題がある。
【0106】
又、異方導電性シート509を用いて半導体素子504等の部品を第1基材501aに固定する為、異方導電性シート509の第1基材501aへの仮圧着及び本加圧工程が必要となる。よって、工程数が多くなり生産性が悪くコスト高になるという問題がある。
【0107】
又、異方導電性シート509の代わりに異方導電性粒子を用いた場合も同様である。
【0108】
又、上記ステップ307においてラミネート処理する際に、半導体素子504が加熱、加圧される為、図48に示すように、半導体素子504が第1基材501aに沈み込み、導体ペーストによる回路パターン506が湾曲した形に変形してしまう。その結果、回路パターン断線の可能性が高く、動作不良の不具合が発生する。
【0109】
本発明の第8実施形態は、このような問題点を解決する為になされたもので、高品質、高生産性で安価な、半導体部品実装済部品の製造方法及び装置、半導体部品実装済完成品の製造方法及び装置、及び半導体部品実装済完成品を提供することを目的とする。
【0110】
本発明の第8実施形態である、半導体部品実装済部品の製造方法及び製造装置、半導体部品実装済完成品の製造方法及び製造装置、及び半導体部品実装済完成品について、図を参照しながら以下に説明する。ここで、上記半導体部品実装済完成品の製造方法及び製造装置は、上記半導体部品実装済部品の製造方法及び製造装置にて製造された半導体部品実装済部品を有する半導体部品実装済完成品を製造する製造方法及び装置であり、及び上記半導体部品実装済完成品は、上記半導体部品実装済部品の製造方法及び製造装置にて製造された半導体部品実装済部品を有するものであり、又、上記半導体部品実装済完成品の製造方法及び製造装置にて製造されたものである。尚、各図において同じ構成部分については同じ符合を付している。
【0111】
上記「基材」の機能を果たす一例として本第8実施形態では第1熱可塑性樹脂基材422を例に取り、又「回路接続部」の機能を果たす一例として本第8実施形態では、バンプ413を例にとる。さらに又、「接触面積増加部」の機能を果たす一例として本第8実施形態では、突部418、凹凸部1131、露出面1132を例に採り、「接触面積増加装置」の機能を果たす一例として本第8実施形態では、増加部形成部材450、455、457、加熱装置453、及び増加部形成部材用押圧装置454を例に採る。又、「半導体部品実装済完成品」の機能を果たす一例として本第8実施形態では非接触ICカードを例にとるが、勿論これに限定されるものではない。
【0112】
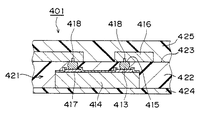
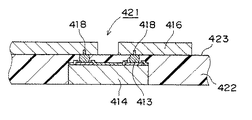
図22は、本第8実施形態の半導体部品実装済部品の製造方法及び製造装置を用いて作製された半導体部品実装済部品を備えた、半導体部品実装済完成品の一例として非接触ICカード401を示している。該非接触ICカード401において、半導体素子414は予め第1熱可塑性樹脂基材422に埋め込まれ、該第1熱可塑性樹脂基材422のパターン形成面423に露出したバンプ413の部材形成面415に突部418を形成する。そして、導電性ペーストにより形成した回路パターン416と突部418とは異方導電性ペースト等を介さずに直接導通を得る点で従来例とは異なる。424,425は、半導体素子414及び回路パターン416を有する半導体部品実装済部品421を保護する為にラミネート処理を行なう第2の熱可塑性樹脂シート基材及び第3の熱可塑性樹脂シート基材であり、封止装置426、427にて半導体部品実装済部品421の封止動作に相当する上記ラミネート処理に使用される。以下に、非接触ICカード401の製造手順について図23〜図29及び図36を参照し、説明する。
【0113】
図23において、417は半導体部品に相当する半導体素子414の電極、412は半導体素子414のアクティブ面を保護するパッシベーション膜を示す。
【0114】
図23及び図36に示すステップ(図36では「S」にて示す)201において半導体素子414の電極417上にAuやCu、半田等にてなる金属ワイヤを用いたワイヤボンディング法により、バンプ413を形成する。
【0115】
次に、図24及び図36に示すステップ202において、バンプ413を形成した半導体素子414を、ポリエチレンテレフタレート、塩化ビニル、ポリカーボネイト、アクリロニトリルブタジエンスチレン等の電気的絶縁性を有する熱可塑性樹脂で形成されたシート状の第1熱可塑性樹脂基材422上に一個もしくは複数個マウントする。ここで、第1熱可塑性樹脂基材422の厚みは、本第8実施形態の場合、後述するように少なくともバンプ413の部材形成面415を第1熱可塑性樹脂基材422から露出させる必要から、基本的に半導体素子414の厚み以上、半導体素子414の厚みとバンプ413の高さを合わせた厚み以下にすることが望ましい。例えば、半導体素子414の厚みが0.18mm、バンプ413の高さが0.04mmの場合、第1熱可塑性樹脂基材422の厚みは0.2mmが好ましい。
【0116】
次に、図25及び図36に示すステップ203において、バンプ413付の半導体素子414がマウントされた第1の熱可塑性樹脂基材422を熱プレス板471、472間に挟み、バンプ413付半導体素子414と第1熱可塑性樹脂基材422とを加熱しながら、半導体部品押圧装置473にて相対的に押圧し、半導体素子414を第1熱可塑性樹脂基材422内に挿入する。該熱プレスの条件は、例えばポリエチレンテレフタレート製の第1熱可塑性樹脂基材を用いた場合、圧力30×105Pa、温度120℃、プレス時間1分である。上記温度、圧力は、第1熱可塑性樹脂基材422の材質により異ならせる。
【0117】
ステップ204に対応する図26は、上記プレス後における半導体素子414及び第1熱可塑性樹脂基材422の状態を示した断面図である。第1熱可塑性樹脂基材422への半導体素子414の上記挿入動作により、本第8実施形態では図26に示すように、バンプ413の端面、つまり上記プレスによりバンプ413が熱プレス板471に接触した面である部材形成面415を第1熱可塑性樹脂基材422のパターン形成面423に露出させた状態で、半導体素子414及びバンプ413は第1熱可塑性樹脂基材に埋設される。
【0118】
このとき、本第8実施形態では、薄型化を図るため、半導体素子414の上記アクティブ面に対向する裏面414aと、上記パターン形成面に対向する第1熱可塑性樹脂基材422の裏面422aとは、図示するように同一面となるようにしているが、これに限定されるものではない。つまり、製造する半導体部品実装済部品によっては、上述した第1熱可塑性樹脂基材422の厚みや、熱プレス板471、472の押圧力等の調整により、例えば、第1熱可塑性樹脂基材422の裏面422aより半導体素子414の裏面414aを突出させても良い。
【0119】
尚、上記部材形成面415が電気的接続面の機能を果たす一例である。又、本第8実施形態では、部材形成面415のみが第1熱可塑性樹脂基材422のパターン形成面423から露出しているが、例えばプレス板471の形状を工夫する等により、部材形成面415だけでなくバンプ413の一部又は全部をパターン形成面423より露出させても良い。このように構成したときには、上記電気的接続面は、パターン形成面423より露出した部分の外表面に相当する。尚、図38にはバンプ413の部材形成面415及びその近傍部分をパターン形成面423より露出された場合を示している。
【0120】
次に、図27及び図36におけるステップ205において、第1熱可塑性樹脂基材422のパターン形成面423に露出したバンプ413の部材形成面415上を増加部形成部材450で押圧することで、部材形成面415にバンプ413から突部418をバンプ413と一体的に成形する。
【0121】
即ち、増加部形成部材450は、例えば、内部に中空部451を有する円筒構造となったものを用いる。該増加部形成部材450に接続される加熱装置453にて増加部形成部材450を例えば200℃に加熱し、増加部形成部材用押圧装置454にて、1バンプ当たり荷重100gで、増加部形成部材450の先端452を上記部材形成面415に押圧することで、部材形成面415が変形し、バンプ413の一部が中空部450aに入り込む。よって、押圧後において、部材形成面415には、該部材形成面415より突出した凸形状の突部418がバンプ413と一体的に成形される。
【0122】
このような突部418を形成することで、後述する導電性ペーストによる回路パターンとの接触面積が、単に部材形成面415上に回路パターンを形成する場合と比較して増大する為に、接合信頼性がより増す。又、増加部形成部材450にて突部418を形成することから、例えばバンプ413上にさらにバンプを形成するような場合に比べてコスト低減を図ることができる。
【0123】
又、上記増加部形成部材450は、上述の形状のものに限定されるものではなく、例えば図39に示す棒状の増加部形成部材455のように、その先端456に、好ましくは端部を尖らした、好ましくは複数の凹凸部1561を形成したものを使用することもできる。このような増加部形成部材455の凹凸部1561をバンプ413の上記部材形成面415上に押圧することで、部材形成面415に凹凸部1131を形成することができ、後述する導電性ペーストによる回路パターンとバンプ413との接触面積を増大させることができ、接合の信頼性を増すことができる。
【0124】
さらに増加部形成部材450の変形例として、図40に示すような増加部形成部材457を用いることもできる。該増加部形成部材457は、バンプ413が収納される程度の中空部1571と、該増加部形成部材457の先端部が第1熱可塑性樹脂基材422のパターン形成面423に押圧されたときバンプ413の周囲に、後述の導電性ペーストによる回路パターンとバンプ413との接触面積を増加させるための接触面積増加用溝1572を形成する先端部1573とを有する。このような増加部形成部材457を第1熱可塑性樹脂基材422のパターン形成面423に押圧することで、バンプ413の周囲には上記接触面積増加用溝1572が形成され、該接触面積増加用溝1572によって第1熱可塑性樹脂基材422から露出した露出面1132がバンプ413に形成される。よって、パターン形成面423から露出するバンプ413の表面積を増大させることができ、後述する導電性ペーストによる回路パターンとバンプ413との接触面積を増大させることができ、接合の信頼性を増すことができる。
【0125】
即ち、バンプ413に対して、後述する導電性ペーストによる回路パターンとバンプ413との接触面積を増加させるための接触面積増加部を形成する増加部形成部材を使用することができる。ここで上記接触面積増加部としては、上記突部418や、上記凹凸部1561にて部材形成面415に形成される凹凸部1131や、上記接触面積増加用溝1572により露出した上記露出面1132等が相当する。又、上記バンプに上記凹凸部1131を形成する場合、ステップ203にて熱プレス板471に半導体素子414を埋設するときを利用して、凹凸を設けた熱プレス板にてバンプに凹凸を形成するように構成することもできる。
【0126】
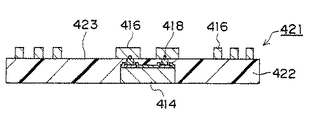
次に、図28及び図36におけるステップ206において、Ag、Cu等の導電性ペーストを用いて、突部418に接触するように、好ましくは図示するように突部418を埋設するようにして半導体素子414と電気的に接続される回路パターン416を、第1熱可塑性樹脂基材422のパターン形成面423上に形成する。又、上述したバンプ413における上記凹凸部1131や上記露出面1132の場合においても、上記凹凸部1131や上記露出面1132と接触するように、好ましくはこれらを埋設するようにして半導体素子414と電気的に接続される回路パターン416が、第1熱可塑性樹脂基材422のパターン形成面423上に形成される。
【0127】
該導電性ペーストによる回路パターン416の形成は、一般的にスクリーン印刷やオフセット印刷やグラビア印刷等によって行われる。例えばスクリーン印刷の場合、165メッシュ/インチ、乳剤厚み10μmのマスクを介して導電性ペーストを印刷し、導体厚み約30μmの回路パターン416を形成する。尚、形成される回路パターン416は、本第8実施形態では、半導体素子414と無線にて情報の送受信を行なう為のアンテナコイルの形状である。勿論、上記回路パターン416は、上記アンテナコイル形状に限定されるものではなく、製造物としての半導体部品実装済部品の機能に応じた形態に形成される。
【0128】
このようにして、回路パターン416への半導体素子414の実装を行なう。又、該実装された図28に示す状態の構成部分を、半導体部品実装済部品421とする。
【0129】
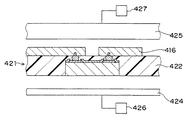
次に、図29及び図36におけるステップ207において、上記半導体部品実装済部品421をその厚み方向からポリエチレンテレフタレート、塩化ビニル、ポリカーボネート、アクリロニトリルブタジエンスチレン等電気的絶縁性を有するシート状の第2熱可塑性樹脂基材424及び第3熱可塑性樹脂基材425にてサンドイッチして、封止装置426、427にてラミネート処理し、半導体部品421の封止を行なう。該ラミネート処理の条件は、例えばポリエチレンテレフタレート製の第1熱可塑性樹脂基材を用いた場合、圧力30×105Pa、温度120℃、プレス時間1分、圧力保持時間1分である。
【0130】
以上の工程を経て、図22に示すような、半導体素子414が実装されたモジュールとしての半導体部品実装済部品や、本第8実施形態の場合のように上記半導体部品実装済部品を有する半導体部品実装済完成品としての機能を果たす一例に相当する非接触ICカード401が完成する。
【0131】
このように本第8実施形態によれば、第1熱可塑性樹脂基材422に半導体素子414を予め埋め込んだ後に、カード化を実施する為、従来例における図48に示すようなカード化後における半導体素子504の基材501aへの沈み込みは発生しない。
【0132】
よって、回路パターン416が断線することは無く、高品質の半導体部品実装済部品及び半導体部品実装済完成品を製造することが可能になる。
【0133】
さらに、異方導電性シート又は異方導電性粒子等の接合材料を用いる必要が無い為、異方導電性シート等の処理に要する工程は無く、高生産性且つ安価な半導体部品実装済部品及び半導体部品実装済完成品を提供することが可能になる。
【0134】
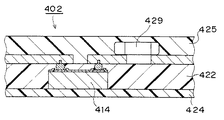
又、ステップ206にてパターン形成面423上に回路パターン416を形成した後、図30に示すように、当該回路パターンの所定の位置にコンデンサ、抵抗等の受動部品である電子部品429をマウントした、半導体部品実装済部品428を形成することも出来る。そして、図31に示すように、該半導体部品実装済部品428をその厚み方向から第2熱可塑性樹脂基材424及び第3熱可塑性樹脂基材425にてサンドイッチしてラミネート処理して、図31に示す非接触ICカード402を製造することも出来る。
【0135】
又、上述した図22〜図31では、半導体素子414と回路パターン416との接続箇所のみを示しているが、図28に示す半導体部品実装済部品421の全体を示す平面図を図32に、図32に示すI−I部の断面図を図33に示し、さらに半導体部品実装済部品421の全体を第2熱可塑性樹脂基材424及び第3熱可塑性樹脂基材425にてラミネート処理してなる非接触ICカード401における上記I−I部分の断面図を図34に示す。
【0136】
又、図35に示すように回路パターン416の外周端430と半導体素子414の電極417の対応部分431とをジャンパー接続する為に、回路パターン416に絶縁膜432を設けた後、外周端430と上記電極対応部分431とを導電性ペーストの印刷や導電性箔433等にて電気的に接続する。これにより、図示するようなジャンパーが完成する。尚、絶縁膜432の形成は、ポリエステル系の絶縁箔の接着や絶縁塗料の印刷により行なう。
【0137】
又、回路パターン416の外周端430と半導体素子414の電極417の対応部分431とのジャンパー接続は、上述の方法に限定されるものではなく、例えば図37に示すように、第1熱可塑性樹脂基材422に予め設けておいたスルーホール480を介して、導電性ペーストの印刷により回路パターン416の形成面とは反対側に回路パターン433を形成することによっても行うことができる。回路パターン433の形成は、半導体素子414を第1熱可塑性樹脂基材422に埋め込む前に実施しても良いし、回路パターン416形成後に実施しても良い。スルーホール480への導電性ペーストの充填は、回路パターン416の印刷時、もしくは、回路パターン433の印刷時に同時に行うことができる。
【0138】
又、本第8実施形態では、回路パターン416の形成面と反対側に形成するパターン433はコイルジャンパーであるが、該構成に限定されるものではない。第1熱可塑性樹脂基材422を両面基板として、製造物としての半導体部品実装済部品の機能に応じた形態に形成することができる。
【0139】
以上の説明において、半導体部品実装済完成品の機能を果たす一例としての非接触ICカードを製造する際に、半導体部品実装済部品421や半導体部品実装済部品428を、2つの熱可塑性樹脂基材424、425にてサンドイッチする構成をとっているが、該構成に限定されるものではない。例えば、第1熱可塑性樹脂基材422をプレート上に載置して、これを封止するようなときには、第3熱可塑性樹脂基材425のみを使用すればよく、製造する半導体部品実装済部品の種類や、機能に応じて、2つの熱可塑性樹脂基材424、425の使用を適宜工夫すれば良い。
【0140】
又、上述の第8実施形態では、上述のように第1熱可塑性樹脂基材422の厚み調整、及び熱プレス動作の制御を行なうことで、上記ステップ203にて、第1熱可塑性樹脂基材422へのバンプ413付半導体素子414の挿入動作と、バンプ413の部材形成面415のパターン形成面423への露出動作とを同じ工程にて処理しているが、これに限定されるものではない。即ち、上記電気的接続面、例えば部材形成面415をパターン形成面423に露出させず、上記ステップ206にて、押圧増加部形成部材450にて、突部418として露出させ、回路パターン416との電気的接続を図るように構成してもよい。
【0141】
以上詳述したように本発明における、半導体部品実装済部品の製造方法及び製造装置、半導体部品実装済完成品の製造方法及び製造装置、及び第3態様の半導体部品実装済完成品によれば、半導体部品押圧装置にて半導体部品を基材に挿入後、挿入された半導体部品の回路接続部に対して接触面積増加装置にて接触面積増加部を形成し、該接触面積増加部を有する上記回路接続部に対して回路パターンを形成することで実装を完成させる。よって、実装時には異方導電性シートや異方導電性粒子を用いない為、従来に比べて大幅な生産性の向上とコストダウンが可能になる。又、上記基材に挿入された半導体部品に対して回路パターンを形成することから、従来発生したような半導体部品の基材への沈み込みを防ぐことが出来、その結果、回路パターンの断線が無く、高品質の半導体部品実装済部品、及び半導体部品実装済完成品を安定して生産することができる。
【0142】
なお、本発明は上記実施形態に限定されるものではなく、その他種々の態様で実施できる。
【0143】
【発明の効果】
以上の説明のとおり、本発明によれば、突部などの接触面積増加部を形成することで、例えば導電性ペーストによる回路パターンとの接触面積が、単に部材形成面上に回路パターンを形成する場合と比較して増大する為に、接合信頼性がより増す。
又、増加部形成部材にて接触面積増加部を形成する場合には、例えばバンプ上にさらにバンプを形成するような場合に比べてコスト低減を図ることができる。よって、従来に無い薄型の半導体素子パッケージを安価に高生産性で提供することが可能となる。
【0144】
また、その半導体素子パッケージを用いることにより、電子部品モジュール及び非接触ICカードを安価に高生産性で提供することが可能となる。
【0145】
すなわち、本発明の一つの参考態様によれば、半導体素子の素子電極上にワイヤボンディング法を用いてバンプを形成する工程と、
熱可塑性樹脂シートと上記半導体素子を位置合わせする工程と、
上記熱可塑性樹脂シートと上記半導体素子を熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子の上記バンプの端面以外の部分を覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットする工程とを備えるようにしている。従って、半導体素子パッケージの厚みは、半導体素子と熱可塑性樹脂部を合わせた厚みしかない為、従来例に示す図21の半導体素子パッケージとは異なり、大幅な薄型化が可能となる。また、図21に示す導電性接着剤及び封止剤が無い為、また、導電性接着剤や封止剤の硬化に要する時間が無い為、大幅な生産性の向上が図れる。
【0146】
また、本発明の一つの参考態様にかかる電子部品モジュール製造方法によれば、第1熱可塑性樹脂シート上に導電性ペーストを用いて回路パターンを印刷する工程と、
上記第1熱可塑性樹脂シートの上記回路パターンの所定位置に、上記半導体素子パッケージ製造方法により製造された半導体素子パッケージ及び電子部品を搭載する工程と、
上記半導体素子パッケージ及び上記電子部品が搭載された上記第1熱可塑性樹脂シートに第2熱可塑性樹脂シートを位置合わせし、熱プレスして上記第2熱可塑性樹脂シートを溶融して上記半導体パッケージ及び上記電子部品を覆う熱可塑性樹脂部を形成する工程とを備えるようにしている。従って、電子部品モジュールの厚みは、半導体素子パッケージ及び電子部品の厚みと熱可塑性樹脂部を合わせた厚みとほぼ同等となる為、従来例の電子部品モジュールには無い薄型化が可能となる。また、熱可塑性樹脂部が半導体素子及び電子部品の信頼性を確保する為、従来のように封止剤を必要とせず、封止剤の硬化に要する時間が無く、大幅な生産性の向上が図れる。更に、材料コストも安いため、安価な電子部品モジュールの供給が可能となる。
【0147】
また、本発明の一つの参考態様にかかる非接触ICカードの製造方法によれば、ICチップと外部と送受信を行う為のアンテナコイルとを有する非接触ICカードであって、
熱可塑性樹脂基材に導電性ペーストにて、上記ICチップのIC電極部と電気的に接続可能な回路パターン、若しくは、上記アンテナコイルを構成するコイルパターンを含む上記IC電極部と電気的に接続する回路パターンを印刷する工程と、
上記ICチップを有しかつ上記半導体素子パッケージ製造方法により製造された半導体素子パッケージの上記ICチップの上記IC電極部が上記回路パターンと接続するように、上記回路パターンの上に上記半導体素子パッケージを配置する工程と、
上記導電性ペーストを硬化させる工程と、
上記導電性ペースト硬化後の上記熱可塑性樹脂基材の上記半導体素子パッケージ搭載面側に熱可塑性樹脂シートを位置合わせし、熱プレスして上記熱可塑性樹脂シートを溶融して上記半導体素子パッケージを覆う熱可塑性樹脂部を形成する工程と、
熱プレス後の上記熱可塑性樹脂部をカットし、カード化する工程とを備える用にしている。従って、非接触ICカードの筐体が基板を兼ねている為、従来に無い薄型のICカードが形成できる。従来は、半導体素子をガラスエポキシ基板やセラミック基板上へ載せ、カード筐体に挟み込む構造であった為、薄型化が困難であった。また、導電性ペーストにより形成された回路パターンへペースト乾燥前に半導体素子パッケージを直接的に実装できる為、生産性が大幅に向上する。従来は、ペーストを乾燥させた後、異方性導電性樹脂シートまたは異方性導電性粒子を介して半導体素子をマウントし、熱圧着する工程をとっていた為、工程が複雑で且つ生産性も悪かった。更に、封止剤や異方性導電性樹脂シートまたは異方性導電性粒子といった材料が必要でない為、大幅なコストダウンが図れる。以上の説明のとおり、第7実施形態によれば、非接触ICカードの製造において、大幅な生産性の向上、コストダウン、薄型化が可能になる。
【図面の簡単な説明】
【図1】 (A),(B)は、それぞれ、本発明の第1実施形態及び第2実施形態にかかる半導体素子パッケージの製造方法により製造される半導体素子パッケージの一部断面図である。
【図2】 本発明の第1実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【図3】 (A)〜(E)は図2の上記第1実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。
【図4】 (A),(B)は、図3(E)に続く、図2の上記第1実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。
【図5】 (A)〜(C)は上記第1実施形態にかかる半導体素子電極上のバンプ形状の外観を説明するための一部断面図である。
【図6】 本発明の第2実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【図7】 本発明の第3実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【図8】 (A)〜(C)はそれぞれ図7の上記第3実施形態にかかる半導体素子パッケージの製造方法を説明するための説明図である。
【図9】 (A)〜(C)は、図8(C)に続く、図7の上記第3実施形態にかかる半導体素子パッケージの製造方法を説明するための一部断面図である。
【図10】 (A),(B)は本発明の第4実施形態にかかる半導体素子パッケージを説明するための一部断面図である。
【図11】 図10の上記第4実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【図12】 本発明の第5実施形態にかかる半導体素子パッケージを説明するための一部断面図である。
【図13】 上記第5実施形態にかかる半導体素子パッケージの製造方法を示す工程図である。
【図14】 (A)〜(D)は本発明の第6実施形態にかかる電子部品モジュールの製造方法を説明するための一部断面図である。
【図15】 上記第6実施形態にかかる電子部品モジュールの製造方法を示す工程図である。
【図16】 (A)〜(D)は本発明の第7実施形態にかかる非接触ICカードの製造方法を説明するための一部断面図である。
【図17】 上記第7実施形態にかかる非接触ICカードの製造方法を示す工程図である。
【図18】 従来の半導体素子パッケージを説明するための一部断面図である。
【図19】 従来の半導体素子パッケージの製造方法を示す工程図である。
【図20】 (A)〜(D)はそれぞれ従来の半導体素子パッケージを説明するための一部断面図である。
【図21】 従来の半導体素子パッケージを説明するための一部断面図である。
【図22】 本発明の第8実施形態における半導体部品実装済完成品の断面図である。
【図23】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ201における状態を示す図である。
【図24】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ202における状態を示す図である。
【図25】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ203における状態を示す図である。
【図26】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ204における状態を示す図である。
【図27】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ205における状態を示す図である。
【図28】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ206における状態を示す図である。
【図29】 図22に示す半導体部品実装済完成品の製造過程を説明する為の図である。ステップ207における状態を示す図である。
【図30】 図22に示す半導体部品実装済完成品に備わる半導体部品実装済部品について、電子部品を回路パターン上に装着した状態を示す図である。
【図31】 図30に示す半導体部品実装済部品をラミネート処理した状態を示す断面図である。
【図32】 図22に示す半導体部品実装済完成品が非接触ICカードの場合であって、該非接触ICカードに備わる半導体部品実装済部品の平面図である。
【図33】 図32に示すI−I部における断面図である。
【図34】 図32における非接触ICカードの上記I−I部における断面図である。
【図35】 図32における非接触ICカードにて、ジャンパーを設けた状態を示す平面図である。
【図36】 図22に示す半導体部品実装済完成品の製造過程を示すフローチャートである。
【図37】 ジャンパーを設けた図32における非接触ICカードの変形例の断面図である。
【図38】 図28に示す半導体部品実装済部品の変形例における断面図である。
【図39】 図27に示す増加部形成部材の変形例を示す図である。
【図40】 図27に示す増加部形成部材の別の変形例を示す図である。
【図41】 従来の非接触ICカードの構造を示す斜視図である。
【図42】 従来の非接触ICカードの製造工程を示すフローチャートである。
【図43】 従来の非接触ICカードの製造工程を示す断面図である。
【図44】 従来の非接触ICカードの製造工程を示す断面図である。
【図45】 従来の非接触ICカードの製造工程を示す断面図である。
【図46】 従来の非接触ICカードの製造工程を示す断面図である。
【図47】 従来の非接触ICカードの構造を示す断面図である。
【図48】 従来の非接触ICカードの不具合状態を示す断面図である。
【符号の説明】
1…半導体ウェーハ、2…ダイシングソー、3…半導体素子、4…バンプ、4A…2段突起バンプ、5…素子電極、6…パッシベーション膜、7…熱硬化性樹脂部、7a…熱硬化性樹脂シート、7b…熱可塑性樹脂シート、7c…熱可塑性樹脂部、7d…熱可塑性樹脂部、8A,8B,8C,8D,8E,8F…熱プレス板、9…バンプの端面、11…金属粒子、12…導電性ペースト、13…フィルム基板、13A…熱可塑性樹脂シート、13B…熱可塑性樹脂部、14…半導体パッケージ、15…電子部品、22…熱硬化型又は熱可塑性導電性ペースト、23…フィルム基板、23A…熱可塑性樹脂シート、26…コイル、60…ホーン、61…キャピラリー、401,402…非接触ICカード、413…バンプ、414…半導体素子、415…部材形成面、416…回路パターン、417…電極、418…回路接続用部材、421…半導体部品実装済部品、422…第1熱可塑性樹脂基材、423…パターン形成面、424…第2熱可塑性樹脂基材、425…第3熱可塑性樹脂基材、428…半導体部品実装済部品、429…電子部品、450…増加部形成部材。
Claims (5)
- 熱可塑性樹脂のシートで構成された基材のパターン形成面上に形成される回路パターンと半導体素子のバンプを電気的に接続させた半導体素子実装済部品の製造方法において、
上記バンプが上記基材の上記パターン形成面から露出するように、上記基材内に上記半導体素子を挿入し、
上記露出したバンプ又は上記露出したバンプ近傍の上記パターン形成面を増加部形成部材にて押圧することにより、上記露出したバンプの表面積を増大させ、
上記表面積が増大された露出したバンプに接触するように、上記パターン形成面上に導電性ペーストにて回路パターンを形成して、上記回路パターンと上記バンプとを電気的に接続する、半導体素子実装済部品の製造方法。 - 上記露出したバンプを上記増加部形成部材にて押圧し、上記露出したバンプの一部を変形させて突部を形成することによって、上記露出したバンプの表面積を増大させる、請求項1に記載の半導体実装済部品の製造方法。
- 上記露出したバンプを上記増加部形成部材にて押圧し、上記バンプに凹凸部を形成することによって、上記露出したバンプの表面積を増大させる、請求項1に記載の半導体実装済部品の製造方法。
- 上記露出したバンプ近傍の上記パターン形成面を上記増加部形成部材にて押圧し、上記バンプの周囲に接触面積増加用溝を形成することによって、上記露出したバンプの表面積を増大させる、請求項1に記載の半導体実装済部品の製造方法。
- 請求項1から4のいずれか1つに記載の半導体素子実装済部品の製造方法により製造された半導体素子実装済部品を封止する半導体素子実装済完成品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000212613A JP4179736B2 (ja) | 1999-07-16 | 2000-07-13 | 半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11-202847 | 1999-07-16 | ||
| JP20284799 | 1999-07-16 | ||
| JP2000212613A JP4179736B2 (ja) | 1999-07-16 | 2000-07-13 | 半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001093926A JP2001093926A (ja) | 2001-04-06 |
| JP2001093926A5 JP2001093926A5 (ja) | 2005-06-09 |
| JP4179736B2 true JP4179736B2 (ja) | 2008-11-12 |
Family
ID=26513604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000212613A Expired - Fee Related JP4179736B2 (ja) | 1999-07-16 | 2000-07-13 | 半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4179736B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4529319B2 (ja) * | 2001-06-27 | 2010-08-25 | 日亜化学工業株式会社 | 半導体チップとその製造方法 |
| JP5035580B2 (ja) * | 2001-06-28 | 2012-09-26 | ナガセケムテックス株式会社 | 弾性表面波デバイスおよびその製法 |
| JP2003092310A (ja) * | 2001-09-17 | 2003-03-28 | Nagase & Co Ltd | 封止樹脂付突起電極付icチップとその製造方法 |
| JP2003092311A (ja) * | 2001-09-17 | 2003-03-28 | Nagase & Co Ltd | 突起電極付icチップの実装方法 |
| US7176055B2 (en) | 2001-11-02 | 2007-02-13 | Matsushita Electric Industrial Co., Ltd. | Method and apparatus for manufacturing electronic component-mounted component, and electronic component-mounted component |
| DE10250541B9 (de) * | 2002-10-29 | 2004-09-16 | Infineon Technologies Ag | Elektronisches Bauteil mit Unterfüllstoffen aus Thermoplasten und Verfahren zu dessen Herstellung |
| JP2004152982A (ja) | 2002-10-30 | 2004-05-27 | Matsushita Electric Ind Co Ltd | 電子部品実装済部品の製造方法、及び該電子部品実装済部品を備えた電子部品実装済完成品の製造方法、並びに電子部品実装済完成品 |
| WO2011099384A1 (ja) * | 2010-02-09 | 2011-08-18 | 日亜化学工業株式会社 | 発光装置および発光装置の製造方法 |
| WO2011145794A1 (ko) | 2010-05-18 | 2011-11-24 | 서울반도체 주식회사 | 파장변환층을 갖는 발광 다이오드 칩과 그 제조 방법, 및 그것을 포함하는 패키지 및 그 제조 방법 |
| CN103003966B (zh) * | 2010-05-18 | 2016-08-10 | 首尔半导体株式会社 | 具有波长变换层的发光二级管芯片及其制造方法,以及包括其的封装件及其制造方法 |
-
2000
- 2000-07-13 JP JP2000212613A patent/JP4179736B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001093926A (ja) | 2001-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1204136B1 (en) | Method of fabricating a packaged semiconductor device | |
| US6664645B2 (en) | Method of mounting a semiconductor chip, circuit board for flip-chip connection and method of manufacturing the same, electromagnetic wave readable data carrier and method of manufacturing the same, and electronic component module for an electromagnetic wave readable data carrier | |
| JP3889856B2 (ja) | 突起電極付きプリント配線基板の製造方法 | |
| US6544428B1 (en) | Method for producing a multi-layer circuit board using anisotropic electro-conductive adhesive layer | |
| US5918113A (en) | Process for producing a semiconductor device using anisotropic conductive adhesive | |
| US7276436B2 (en) | Manufacturing method for electronic component module and electromagnetically readable data carrier | |
| JPH10270624A (ja) | チップサイズパッケージ及びその製造方法 | |
| US20050275088A1 (en) | Circuit module and method for manufacturing the same | |
| JP4179736B2 (ja) | 半導体素子実装済部品の製造方法及び半導体素子実装済完成品の製造方法 | |
| JP3916405B2 (ja) | 電子部品実装済部品の製造方法、電子部品実装済完成品の製造方法、及び半導体部品実装済完成品 | |
| JP2003142797A (ja) | 電子部品実装済完成品の製造方法及び電子部品実装済完成品 | |
| JP3891743B2 (ja) | 半導体部品実装済部品の製造方法、半導体部品実装済完成品の製造方法、及び半導体部品実装済完成品 | |
| JP4170491B2 (ja) | 接触型非接触型共用icカードの製造方法 | |
| JPH10157353A (ja) | 無線カードおよびその製造方法 | |
| JP4209574B2 (ja) | 半導体部品実装済部品の製造方法 | |
| JP4030220B2 (ja) | 半導体チップの実装構造 | |
| JP2000294931A (ja) | 多層配線基板及びその製造方法 | |
| JPH11163054A (ja) | 半導体装置の構造及びその製造方法 | |
| JP3979797B2 (ja) | 電子部品実装済部品の製造方法、電子部品実装済完成品の製造方法、及び半導体部品実装済完成品 | |
| JP3881195B2 (ja) | 半導体部品実装済部品の製造方法、半導体部品実装済部品、半導体部品実装済完成品の製造方法、及び半導体部品実装済完成品 | |
| JP2796625B2 (ja) | 電子桟器 | |
| JP2004062634A (ja) | 非接触通信媒体の接合方法および非接触通信媒体 | |
| JPH0839974A (ja) | Icカード用icモジュールとその製造方法、及びicカード | |
| JP2001007154A (ja) | 半導体装置の実装構造および実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040830 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061010 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080430 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080729 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080826 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110905 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110905 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120905 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130905 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |