JP4171933B2 - 平面型レンズの製造方法 - Google Patents
平面型レンズの製造方法 Download PDFInfo
- Publication number
- JP4171933B2 JP4171933B2 JP24841397A JP24841397A JP4171933B2 JP 4171933 B2 JP4171933 B2 JP 4171933B2 JP 24841397 A JP24841397 A JP 24841397A JP 24841397 A JP24841397 A JP 24841397A JP 4171933 B2 JP4171933 B2 JP 4171933B2
- Authority
- JP
- Japan
- Prior art keywords
- transparent
- light
- adhesive layer
- layer
- microspheres
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
































Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0037—Arrays characterized by the distribution or form of lenses
- G02B3/0056—Arrays characterized by the distribution or form of lenses arranged along two different directions in a plane, e.g. honeycomb arrangement of lenses
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0012—Arrays characterised by the manufacturing method
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0037—Arrays characterized by the distribution or form of lenses
- G02B3/0062—Stacked lens arrays, i.e. refractive surfaces arranged in at least two planes, without structurally separate optical elements in-between
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0037—Arrays characterized by the distribution or form of lenses
- G02B3/0062—Stacked lens arrays, i.e. refractive surfaces arranged in at least two planes, without structurally separate optical elements in-between
- G02B3/0068—Stacked lens arrays, i.e. refractive surfaces arranged in at least two planes, without structurally separate optical elements in-between arranged in a single integral body or plate, e.g. laminates or hybrid structures with other optical elements
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/02—Simple or compound lenses with non-spherical faces
- G02B3/08—Simple or compound lenses with non-spherical faces with discontinuous faces, e.g. Fresnel lens
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03B—APPARATUS OR ARRANGEMENTS FOR TAKING PHOTOGRAPHS OR FOR PROJECTING OR VIEWING THEM; APPARATUS OR ARRANGEMENTS EMPLOYING ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ACCESSORIES THEREFOR
- G03B21/00—Projectors or projection-type viewers; Accessories therefor
- G03B21/54—Accessories
- G03B21/56—Projection screens
- G03B21/60—Projection screens characterised by the nature of the surface
- G03B21/62—Translucent screens
- G03B21/625—Lenticular translucent screens
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/11—Methods of delaminating, per se; i.e., separating at bonding face
- Y10T156/1153—Temperature change for delamination [e.g., heating during delaminating, etc.]
- Y10T156/1158—Electromagnetic radiation applied to work for delamination [e.g., microwave, uv, ir, etc.]
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Overhead Projectors And Projection Screens (AREA)
Description
【発明の属する技術分野】
本発明は、例えば、背面投射型プロジェクタ用スクリーンに用いて特に好適な平面型レンズの製造方法に関する。
【0002】
【従来の技術】
近年、例えば、HDTV(ハイビジョン)用やシアター用等の大画面ディスプレイとして、液晶ライトバルブやCRTを用いた背面投射型プロジェクタの開発が活発化している。
【0003】
図30に、従来の背面投射型プロジェクタの概略構成を示す。
【0004】
図示の例はボックスタイプのプロジェクタで、映像投射部101からの投射映像光Lは、例えば、反射ミラー102で反射されて透過型スクリーン105に導かれる。透過型スクリーン105は、フレネルレンズ103と、通常、垂直方向に延びるレンチキュラーレンズ104とで構成されている。そして、透過型スクリーン105の背面から入射した投射映像光Lは、フレネルレンズ103でほぼ平行光となった後、レンチキュラーレンズ104により主として水平方向に拡散される。
【0005】
図31(a)及び(b)に示すように、レンチキュラーレンズ104には、その背面側(光出射側)に、垂直方向に延びる突条部104aが設けられ、この突条部104aに、外光を吸収して画面コントラストを向上させるためのブラックストライプ104bが設けられている。例えば、押し出し成形により、アクリル樹脂を、突条部104aを含むレンチキュラーレンズ104の形状に成形した後、突条部104aのみに黒色印刷を施し、ブラックストライプ104bを形成する。
【0006】
図31(b)に示すように、ブラックストライプ104bの幅wは、通常、レンチキュラーレンズ104のピッチpの0.3〜0.4倍である。
【0007】
【発明が解決しようとする課題】
しかしながら、上述したようなレンチキュラーレンズを用いた透過型スクリーンでは、例えば、水平方向では光が広く拡散するために広い視野角が得られるが、垂直方向では狭い範囲にしか光が拡散しないため、垂直方向での視野角が狭いという欠点が有った。この欠点を克服するために、垂直方向に延びるレンチキュラーレンズと水平方向に延びるレンチキュラーレンズを組み合わせた構造のものも有るが、部品点数が増えるために部品コスト及び製造コストが高くなるという問題が有り、また、スクリーンの積層数が増えるためにスクリーンの厚みが大きくなり、更に、各層間での多重反射の影響も増えるという問題が有った。
【0008】
また、上述した如く、コントラスト向上のためにブラックストライプを設ける場合、レンチキュラーレンズの光出射側に黒色印刷のための突条部を形成する必要が有り、且つ、その突条部を出射光の邪魔にならない幅に形成する必要が有るため、ブラックストライプによる外光吸収部の面積率が、通常、30〜40%程度に留まっていた。このため、コントラスト向上の効果が比較的悪かった。
【0009】
そこで、レンチキュラーレンズの代わりに、透明微小球体を2次元配列して構成した平面型レンズによる透過型スクリーンが注目され(例えば、米国特許第2,378,252号、同第3,552,822号、日本国実用新案登録第2513508号公報参照)、大画面高精細ディスプレイでの実用化に向けた研究開発が行われている。
【0010】
例えば、本出願人が先に特願平9−100590号(平成9年4月17日出願)として提案した構成を、図32〜図34を参照して説明する。
【0011】
図32は、オープンタイプの背面投射型プロジェクタの主要構成を示すもので、映像投射部21からの投射映像光Lは、フレネルレンズ22と平面型レンズ23とからなる透過型スクリーン10を介して前方に拡散される。平面型レンズ23は、図示の如く、ガラスビーズのような透明微小球体2を2次元的に最密充填配列して構成している。従って、1層の透明微小球体2により、投射映像光Lを水平方向及び垂直方向の夫々広い範囲に拡散させることができる。
【0012】
図33は、ボックスタイプの背面投射型プロジェクタで、筐体25内に配された映像投射部21からの投射映像光Lは、反射ミラー24で反射されて、やはり、フレネルレンズ22と、透明微小球体2により構成された平面型レンズ23とからなる透過型スクリーン10を介し前方に拡散される。
【0013】
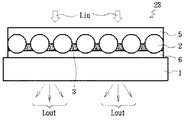
図34に、平面型レンズ23の構成の一例を示す。
【0014】
この平面型レンズ23では、例えば、ガラスビーズのような多数の透明微小球体2が、光入射側の透明基板4上に形成された透明粘着層5に、各透明微小球体2の直径の50%程度が埋め込まれて保持されている。各透明微小球体2間の間隙には、例えば、カーボントナー等からなる光吸収層(着色層)3が形成され、各透明微小球体2の光出射側の頂部近傍領域が、その光吸収層3から露出している。また、透明微小球体2の光出射側には、透明粘着層6を介して透明基板1が積層され、これにより、透明微小球体2と光吸収層3が外部から保護されている。
【0015】
図示省略したフレネルレンズを経て入射した入射光Linは、図示の如く、入射側の透明基板4及び透明粘着層5を透過して、各透明微小球体2により収斂され、その収斂光が、各透明微小球体2の光出射側の頂部近傍領域を透過して、出射側の透明粘着層6及び透明基板1を透過し、出射光Lout として拡散、出射する。一方、透明基板1側から入射した外光Lexは、その殆どが光吸収層3により吸収され、従って、外光Lexの反射によるコントラストの低下が低減する。
【0016】
この時、この平面型レンズ23では、光出射側での光吸収層3の面積率を、例えば、80%程度以上にすることができ、従って、外光Lexの反射によるコントラストの低下を大幅に低減することができて、外光の影響を受け難いコントラストの高いスクリーンを実現することができる。
【0017】
この平面型レンズ23は、例えば、次のようにして製造される。
【0018】
まず、光入射側の透明基板4上に透明粘着層5を形成し、その上に多数の透明微小球体2を散布する。しかる後、透明微小球体2を上から加圧して、その直径の半分程度まで透明粘着層5内に埋め込む。次に、全面に散布したカーボントナー等の粉状の光吸収材料を、例えば、加圧ロールで加圧して各透明微小球体2間の間隙に充填し、光吸収層3を形成する。次に、各透明微小球体2の光出射側の頂部近傍領域上の光吸収材料を拭き取り、各透明微小球体2に光出射部を形成する。しかる後、光出射側に、透明粘着層6を介して透明基板1を積層する。
【0019】
しかしながら、この製造方法では、元来、透明微小球体2の球径や埋め込み高さには多少のばらつきが有るので、各透明微小球体2の光出射部位上の光吸収材料を正確に除去することが難しく、このため、従来の平面型レンズ23を用いた透過型スクリーン10では、その輝度及びコントラストのムラが比較的大きいという欠点が有った。
【0020】
また、光吸収材料の拭き取りには、多大の労力と作業時間を必要とするという問題も有った。
【0021】
そこで、本発明の目的は、各透明微小球体の光出射部位上の光吸収材料を簡便且つ正確に除去することができる平面型レンズの製造方法を提供することである。
【0022】
【課題を解決するための手段】
上述した課題を解決する本発明の平面型レンズの製造方法は、
透明基板の上に透明粘着層を形成する工程と、
前記透明粘着層の上に複数の透明微小球体を供給し、所定深さまで前記透明粘着層に 埋め込む工程と、
前記透明粘着層から露出した部分の前記複数の透明微小球体間の間隙に、前記複数の 透明微小球体を埋め込む厚さまで、光吸収層を形成する工程と、
前記透明基板の側から平行光を照射して、前記複数の透明微小球体のそれぞれにより 収斂された前記光のエネルギーにより、前記複数の透明微小球体のそれぞれの光出射部 位上の前記光吸収層を溶融させる工程と、
前記光吸収層にシート部材を押し当てた後に剥がすことによって、前記の溶融した部 分の光吸収層を前記シート部材の側に除去する工程と
を有する。
【0023】
また、本発明の別の態様による平面型レンズの製造方法は、
透明基板の上に透明粘着層を形成する工程と、
前記透明粘着層の上に複数の透明微小球体を供給し、所定深さまで前記透明粘着層に埋 め込む工程と、
前記透明粘着層から露出した部分の前記複数の透明微小球体間の間隙に、前記複数の 透明微小球体を埋め込む厚さまで、光吸収層を形成する工程と、
前記透明基板の側から平行光を照射して、前記複数の透明微小球体のそれぞれにより 収斂された前記光のエネルギーにより、前記複数の透明微小球体のそれぞれの光出射部 位上の前記光吸収層を、燃焼、昇華又はアブレーションにより除去する工程と
を有する。
【0026】
【発明の実施の形態】
以下、本発明を好ましい実施の形態に従い説明する。
【0027】
なお、以下の実施の形態において、図32〜図34に示した構成と対応する部位には、図32〜図34と同一の符号を付す。
【0028】
〔第1の実施の形態〕
まず、図3〜図6を参照して、本発明の第1の実施の形態による平面型レンズの製造方法を説明する。
【0029】
まず、図3(a)に示すように、光入射側の透明基板4の上に透明粘着層5を形成する。例えば、保護フィルム5aの付いたアクリル系の紫外線(UV)硬化樹脂を、例えば、ポリメチルメタクリレート(PMMA)等のアクリル樹脂からなる透明基板4の上に貼り付ける。4aは、透明基板4の裏面側を保護する保護フィルムである。
【0030】
なお、上述した基板4や粘着層5等は、目的とする光の大部分を透過し得るものであれば、必ずしも完全な透明体でなくても良く、従って、本明細書においては、「透明」という用語を、所謂、半透明程度までの透明度を含めた意味で用いる。
【0031】
透明基板4としては、上述したPMMA等のアクリル樹脂以外に、例えば、剛性を有するガラス基板や、剛性又は可撓性を有する種々のプラスチック基板を用いることができる。上述したアクリル樹脂やガラス以外では、例えば、ポリカーボネート樹脂、ポリオレフィン樹脂、塩化ビニル樹脂、ポリスチレン樹脂、ポリエチレン樹脂、エポキシ樹脂、ポリアリレート樹脂、ポリエーテルスルホン樹脂、シリコーン樹脂、ポリエチレンテレフタレート樹脂等を用いることができる。
【0032】
透明粘着層5は、多数の透明微小球体が埋め込まれて、それらを確実に固定保持する必要性から、光硬化前は適度な軟らかさを有するために透明微小球体の埋め込みが容易で、且つ、光硬化後は、それらの透明微小球体を確実に固定保持するアクリル系の紫外線硬化樹脂で構成するのが特に好ましい。しかしながら、これ以外のアクリル樹脂や、例えば、ポリカーボネート樹脂、ポリオレフィン樹脂、塩化ビニル樹脂、ポリスチレン樹脂、ポリエチレン樹脂、エポキシ樹脂、ポリアリレート樹脂、ポリエーテルスルホン樹脂、シリコーン樹脂、ポリエチレンテレフタレート樹脂等で構成しても勿論良い。
【0033】
次に、図3(b)に示すように、除電ブロー41を行って静電気を中和させるとともに、吸引ごみ取りを行いながら、保護フィルム5aを透明粘着層5から剥離する。
【0034】
次に、図3(c)に示すように、例えば、ガラスビーズからなる多数の透明微小球体2を、ホッパー42から透明粘着層5上に供給する。
【0035】
各透明微小球体2は、上述したガラス以外に、例えば、アクリル樹脂、ポリスチレン樹脂等のプラスチックで構成することもできる。
【0036】
各透明微小球体2の屈折率は、少なくとも、光入射側で透明微小球体2に接する透明粘着層5の屈折率よりも大きく、例えば、1.4以上とする。
【0037】
各透明微小球体2の大きさは、例えば、直径d=50〜100〔μm〕とする。この大きさがあまり大きいものを用いると、特に背面投射型プロジェクタ用スクリーンを構成した時に、透明微小球体2間の間隙が大きくなり過ぎて、解像度が低下する虞が有る。
【0038】
また、透明微小球体2の大きさのばらつきは、例えば、その平均直径の10%以下とする。このばらつきがあまり大き過ぎると、透明微小球体2を均一に分布させることが困難になる虞が有る。
【0039】
次に、図4(a)に示すように、例えば、ドクタープレート39によりスキージンクを行って、透明微小球体2の高さを均一化する。
【0040】
次に、図4(b)に示すように、例えば、シリコーンゴム等の加圧ロール31により透明微小球体2を上から押圧し、最下層の透明微小球体2を透明粘着層5に埋め込む。
【0041】
この透明微小球体2の透明粘着層5への埋め込み量は、例えば、その直径の30%以上、より好ましくは50%程度とする。これにより、透明粘着層5による各透明微小球体2の固定保持が確実になるとともに、各透明微小球体2への光の入射量が大きくなり、例えば、背面投射型プロジェクタ用スクリーンに用いた時に、その輝度が高くなる。
【0042】
次に、図4(c)に示すように、透明粘着層5に埋め込まれて保持されなかった余剰の透明微小球体2を、例えば、真空吸引手段43により吸引して除去する。
【0043】
次に、図4(d)に示すように、例えば、カメラ44により、透明微小球体2の充填状態をチェックした後、紫外線照射45を行って、紫外線硬化樹脂からなる透明粘着層5を硬化させ、各透明微小球体2を固定する。
【0044】
次に、図5(a)に示すように、例えば、電子写真等に用いられるのと同様の黒色トナーからなる光吸収層3を透明微小球体2間の間隙に充填し、更に、その光吸収層3を、各透明微小球体2を実質的に完全に覆う厚さまで形成する。しかる後、透明基板4の側から、ハロゲンランプ、キセノンフラッシュランプ、レーザー光等による平行光(若しくは、それに準ずる光)61を照射する。
【0045】
すると、図1(a)に拡大して明示するように、光61は、各透明微小球体2のレンズ作用により収斂され、各透明微小球体2の光出射側では、実質的に、その光出射部位上の光吸収層3の特定の部分3bのみに照射される。そして、その凝集された光のエネルギーにより、光吸収層3のその部分3bのみが局所的に加熱され、溶融する。
【0046】
そこで、図5(b)に示すように、例えば、光61の照射直後又は照射途中に、紙等のトナー吸収シート62を、例えば、加圧ロール63で加圧しながら、光吸収層3に押し当て、その後、図5(c)に示すように、トナー吸収シート62を剥がすことにより、光吸収層3の溶融した部分3bのみを、トナー吸収シート62に吸収させて除去する。なお、トナー吸収シート62を予め光吸収層3に押し当てた状態で、光61を照射しても良い。
【0047】
これにより、図1(b)の平面図に示すように、各透明微小球体2の光出射部位上にのみ開口部3aが形成された光吸収層3を得ることができる。sは、開口部3aの径である。
【0048】
ここで、透明微小球体2及びその周辺における光線追跡シミュレーションの結果を、図2を参照して説明する。
【0049】
例えば、直径d=50〔μm〕、屈折率n=1.9のガラスビーズからなる透明微小球体2に、空気及び屈折率n=1.5の透明粘着層5を経て平行光61が入射する場合を考える。なお、実際には、透明粘着層5と空気との間に透明基板4が存在するが、この透明基板4は、多くの場合、透明粘着層5とほぼ同じ屈折率の材料で構成されるので、ここでは無視して考える。
【0050】
図示の如く、透明微小球体2の直径d=50〔μm〕に相当する光束の平行光61が有効光として透明微小球体2に入射した時、その光は、透明微小球体2の反対側(光出射側)では、直径s≒20〔μm〕の範囲に収斂され、その後、拡散していく。この直径s≒20〔μm〕の範囲は、透明微小球体2の光出射側の頂点からの厚みt≒2〔μm〕に相当する。
【0051】
この時、透明微小球体2の光入射側と光出射側での光束の面積比は、50:20の2乗の25:4、約6.1となる。従って、平行光61の単位面積当たりのエネルギーをA〔J/m2 〕とすると、光出射側では、その約6倍の6A〔J/m2 〕のエネルギー密度で光が照射されることになる。また、透明微小球体2に入射する有効光の光束が直径40〔μm〕、出射側が直径20〔μm〕だとしても、出射側では、入射側の4倍の4A〔J/m2 〕のエネルギー密度で光が照射される。
【0052】
そこで、例えば、エネルギー密度A〔J/m2 〕では光吸収層3は殆ど溶融しないが、エネルギー密度4A〜6A〔J/m2 〕では光吸収層3が溶融するような組み合わせで、光吸収層3の材料の選択、並びに、平行光61の照射エネルギー、照射時間等の設定を行えば、各透明微小球体2の光出射部位上の光吸収層3のみを、他の部分に殆ど影響を与えること無く、溶融させることができる。
【0053】
以上のようにして光吸収層3を形成すると、例えば、透明微小球体2の球径やその埋め込み高さに多少のばらつきが有る場合でも、各透明微小球体2の実際の光出射部位上に正確且つ簡便に開口部3aを形成することができる。従って、この製造方法による平面型レンズを、例えば、透過型スクリーンに用いることにより、輝度及びコントラストのムラの少ない優れた透過型スクリーンを得ることができる。
【0054】
次に、図6(a)に示すように、例えば、カメラ(不図示)により、光吸収層3の形成状態をチェックした後、光出射側の透明基板1を、その上に形成した透明粘着層6の保護フィルム6aを剥がし、光吸収層3の上に積層する。1aは、透明基板1の裏側に設けた保護フィルムである。
【0055】
なお、光出射側の透明基板1及び透明粘着層6としては、上述した光入射側の透明基板4及び透明粘着層5と夫々同じものを用いることができる。例えば、透明基板1をアクリル板で、透明粘着層6をアクリル系の紫外線硬化樹脂で夫々構成する。
【0056】
しかる後、図6(b)に示すように、例えば、加圧ロール37により加圧して、透明基板4上に形成した透明微小球体2及び光吸収層3の上に、透明粘着層6を介して透明基板1を圧着する。
【0057】
この後、図6(c)に示すように、紫外線照射51を行い、透明粘着層6を硬化させて、その接着を強化する。
【0058】
なお、光入射側の透明粘着層5が、紫外線硬化前でも充分に透明微小球体2を固定保持するものであれば、その透明粘着層5の最終的な紫外線硬化を、この工程で同時に行うようにしても良い。
【0059】
この後、保護フィルム1a、4aを夫々剥離して、平面型レンズを得る。
【0060】
以上のようにして製造された平面型レンズでは、例えば、図1に示すように、各透明微小球体2の光出射部位上の光吸収層3の開口部3aは、多少厚みの有る孔状に形成される。
【0061】
〔第2の実施の形態〕
図7に、本発明の第2の実施の形態による平面型レンズの製造方法を示す。
【0062】
この第2の実施の形態では、例えば、上述した第1の実施の形態の図4(d)までの工程で、各透明微小球体2を透明粘着層5に埋め込み固定した後、図7(a)に示すように、光吸収層3を、各透明微小球体2を実質的に完全に覆う厚さまで形成する。
【0063】
しかる後、図7(b)に示すように、透明基板4の側から、平行光(若しくは、それに準ずる光)64を照射し、各透明微小球体2により収斂された光のエネルギーにより、各透明微小球体2の光出射部位上の光吸収層3を、燃焼、昇華又はアブレーション(ablation:溶発)により除去して、開口部3aを形成する。
【0064】
例えば、主として燃焼により開口部3aを形成する場合には、光吸収層3として、例えば、カーボン(カーボンブラック)とニトロセルロースを主成分とした黒色樹脂層を、例えば、コーティングにより形成し、これに、例えば、エキシマレーザー、半導体レーザー等による平行光(若しくは、それに準ずる光)64を照射する。この時、上述したニトロセルロースによる燃焼は爆発的に起こるため、燃焼滓は殆ど残らないが、他の燃焼助剤を用いた場合で、燃焼滓が残るような場合には、それを、洗浄等により除去すれば良い。
【0065】
一方、主として昇華により開口部3aを形成する場合には、例えば、昇華性トナーや昇華性インク等からなる光吸収層3を、例えば、加圧による充填、若しくは、コーティングにより形成し、これに、例えば、キセノンフラッシュランプによる平行光(若しくは、それに準ずる光)64を照射する。この時、昇華したトナーやインク等を、対向配置した印刷用紙等に吸着させて確実に除去するのが望ましい。
【0066】
また、アブレーションは、溶融した液体が、急激な体積膨張により、粒子状の塊となって爆発的に飛散する現象であるが、これは、上述した燃焼や昇華と同時に起こって良い。また、上述した燃焼と昇華も、同時に起こっても良い。
【0067】
要するに、この構成では、収斂光が当たった部分の光吸収層3が、燃焼や昇華による気化又はアブレーションにより飛散して除去されれば、その主因となる現象は問わない。
【0068】
ここで、主として燃焼により開口部3aを形成する場合の照射光のエネルギーについて考察する。
【0069】
カーボンブラック約10wt%、ニトロセルロース約20wt%、その他の樹脂成分約70wt%の黒色シートにレーザー光を照射したところ、エネルギー密度0〜2mJ/m2 までは、燃焼深さが0μmと変化が無く(ニトロセルロース等の発熱にのみエネルギーが使われていると考えられる。)、2mJ/m2 近辺をしきい値として、そこからエネルギー密度が増えるのに比例して、燃焼深さが増していき、5mJ/m2 で約1μm、10mJ/m2 で約3μm、20mJ/m2 で約7μmとなった。
【0070】
そこで、図2において説明したように、透明微小球体2の光出射部位上の直径s≒20〔μm〕の開口部3aが、透明微小球体2の光出射側の頂点からの厚みt≒2〔μm〕に相当することを考えると、照射光のエネルギー密度Aの条件としては、例えば、エネルギー密度Aで燃焼深さ0μm、エネルギー密度6Aで燃焼深さ2μm以上となり、この条件を満たす照射光のエネルギー密度Aは、1.25〜2mJ/m2 となる。
【0071】
但し、実際には、各透明微小球体2の上の光吸収層3の厚みが、上述したよりも若干厚いこと、及び、透明微小球体2間の部分の光吸収層3が多少燃焼しても、その部分は元々光吸収層3が厚く形成されているので、使用上問題は無いということを考慮して、更に、透明微小球体2の埋め込み深さのばらつきや大きさのばらつきに対応できるよう、上述の範囲より多少強めの光を当てて、光出射部位を確実に燃焼除去することが考えられる。
【0072】
以上のようにして光吸収層3に開口部3aを形成した後は、既述した第1の実施の形態の図6(a)〜(c)の工程と同様にして、平面型レンズを製造する。
【0073】
この第2の実施の形態の製造方法によっても、各透明微小球体2の実際の光出射部位上に正確且つ簡便に開口部3aを形成することができ、その開口部3aは、図7(b)に示すように、多少厚みの有る孔状に形成される。
【0074】
〔第1の参考例〕
図8に、本発明の第1の参考例による平面型レンズの製造方法を示す。
【0075】
この第1の参考例では、例えば、上述した第1の実施の形態の図4(d)までの工程で、各透明微小球体2を透明粘着層5に埋め込み固定した後、図8(a)に示すように、例えば、紫外線に感光して粘着性を失うようなUV感光樹脂(フォトポリマー)(例えば、エポキシアクリレート及びα,α−ジメトキシ−α−フェニルアセトフェノン等の光重合開始剤を主成分とし、その他、増感剤、熱重合禁止剤等を適宜混合したもの)からなる透明粘着層8を、各透明微小球体2を実質的に完全に覆う厚さまで形成する。
【0076】
しかる後、図8(b)に示すように、透明基板4の側から、紫外線による平行光(若しくは、それに準ずる光)65を照射し、各透明微小球体2により収斂された光に、各透明微小球体2の光出射部位上の透明粘着層8の部分8aを感光させて、その部分8aの粘着性を失わせる。この時、8a以外の部分の透明粘着層8には、光が殆ど当たらず、また、当たったとしても、光が弱いので、その8a以外の部分の透明粘着層8は粘着性を保持する。
【0077】
そこで、次に、図8(c)に示すように、透明粘着層8の上に、例えば、トナー粉又はインクシートを接触させ、トナー粉又はインクによる光吸収層3を形成する。すると、透明粘着層8の8a以外の部分は粘着性を有しているので、そこには、トナー粉又はインクが比較的強固に付着し、透明粘着層8の8aの部分では、粘着性が殆ど無いので、トナー粉又はインクの付着力が弱い。
【0078】
従って、図8(d)に示すように、例えば、洗浄等により、透明粘着層8の8aの部分の光吸収層3のみを容易に除去することができ、その部分、即ち、各透明微小球体2の光出射部位上にのみ、光吸収層3の開口部3aを形成することができる。
【0079】
この後は、既述した第1の実施の形態の図6(a)〜(c)の工程と同様にして、平面型レンズを製造する。
【0080】
この第1の参考例の製造方法によっても、各透明微小球体2の実際の光出射部位上にのみ正確且つ簡便に光吸収層3の開口部3aを形成することができ、その開口部3aは、図8(d)に示すように、多少厚みの有る孔状に形成される。
【0081】
〔第2の参考例〕
図9に、本発明の第2の参考例による平面型レンズの製造方法を示す。
【0082】
この第2の参考例では、例えば、上述した第1の実施の形態の図4(d)までの工程で、各透明微小球体2を透明粘着層5に埋め込み固定した後、図9(a)に示すように、例えば、紫外線に感光して特定の溶剤に可溶となるUV感光樹脂(フォトポリマー)(例えば、ノボラック樹脂とo−ナフトキノンジアジドスルホン酸エステルとの2成分系のポジ型フォトレジスト)に、例えば、カーボン(カーボンブラック)等を混入して着色した有色樹脂組成物からなる光吸収層3を、各透明微小球体2を実質的に完全に覆う厚さまで形成する。
【0083】
しかる後、図9(b)に示すように、透明基板4の側から、紫外線による平行光(若しくは、それに準ずる光)66を照射し、各透明微小球体2により収斂された光に、各透明微小球体2の光出射部位上の光吸収層3の部分3cのみを感光させる。この時、透明微小球体2間の部分の光吸収層3に光が当たらないように、光吸収層3を形成する前に、予め、透明微小球体2間の部分に薄くトナー層を形成しておいても良い。
【0084】
次に、図9(c)に示すように、溶剤67を光吸収層3に接触させ、光吸収層3の感光した部分3cのみを洗い流して、光吸収層3に開口部3aを形成する。
【0085】
この後は、既述した第1の実施の形態の図6(a)〜(c)の工程と同様にして、平面型レンズを製造する。
【0086】
この第2の参考例の製造方法によっても、各透明微小球体2の実際の光出射部位上にのみ正確且つ簡便に光吸収層3の開口部3aを形成することができ、その開口部3aは、図9(c)に示すように、多少厚みの有る孔状に形成される。
【0087】
図10〜図29に、本発明の方法により製造される平面型レンズ23の種々の態様を示す。
【0088】
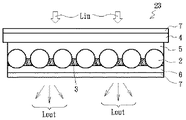
図10の例は、光入射側の透明基板4と透明粘着層5と透明微小球体2と光吸収層3とからなる最も基本的な構造の平面型レンズ23である。光出射側における透明微小球体2及び光吸収層3の保護を特に必要としない場合には、このままの形でも充分に使用可能である。
【0089】
図11の例は、図10に示した最も基本的な構造において、光出射側に透明粘着層6を設け、光出射側における透明微小球体2及び光吸収層3の保護を図ったものである。
【0090】
図12の例は、図10に示した最も基本的な構造において、光出射側に透明基板1を設け、光出射側における透明微小球体2及び光吸収層3の、より強固な保護を図ったものである。この構造は、光吸収層3として、それ自体に接着機能を有するものを用いた場合に可能である。
【0091】
図13の例は、図10に示した最も基本的な構造において、光出射側に透明粘着層6を介して透明基板1を設けたものであり、例えば、図3〜図6で説明した製造工程により製造される構造である。
【0092】
図14の例は、図11に示した構造において、光入射側の透明基板4を省略したものである。この構造は、例えば、光入射側の透明基板4の代わりに剥離可能な基板を用いて図11の構造を製造し、その過程の適当な時期にその基板を剥離すれば、製造することができる。
【0093】
図15の例は、同様に、図12に示した構造において、光入射側の透明基板4を省略したものである。
【0094】
図16の例は、図14に示した構造を製造後、その平面型レンズ23の光入射側にフレネルレンズ22を接合して、一体型の透過型スクリーン10を構成したものである。
【0095】
図17の例は、同様に、図15に示した構造を製造後、その平面型レンズ23の光入射側にフレネルレンズ22を接合して、一体型の透過型スクリーン10を構成したものである。
【0096】
図18の例は、図10に示した構造において、透明基板4の代わりに剥離基板を用いて平面型レンズ23を製造し、剥離基板を剥離後、その光入射側にフレネルレンズ22を接合して、一体型の透過型スクリーン10を構成したものである。このように、平面型レンズ23自体に基板を設けなくても、フレネルレンズ22と接合することにより、その形状安定性を確保することが可能である。
【0097】
図19の例は、同様に、図11に示した構造において、透明基板4の代わりに剥離基板を用いて平面型レンズ23を製造し、剥離基板を剥離後、その光入射側にフレネルレンズ22を接合して、一体型の透過型スクリーン10を構成したものである。
【0098】
図20の例は、図14に示した構造の平面型レンズ23の光入射側及び光出射側に夫々酸化シリコン(SiO2 )膜等の反射防止膜7を設けたものである。
【0099】
図21の例は、同様に、図15に示した構造の平面型レンズ23の光入射側及び光出射側に夫々反射防止膜7を設けたものである。
【0100】
図22の例は、同様に、図10に示した構造の平面型レンズ23の光入射側及び光出射側に夫々反射防止膜7を設けたものである。
【0101】
図23の例は、同様に、図11に示した構造の平面型レンズ23の光入射側及び光出射側に夫々反射防止膜7を設けたものである。
【0102】
図24の例は、同様に、図12に示した構造の平面型レンズ23の光入射側及び光出射側に夫々反射防止膜7を設けたものである。
【0103】
図25の例は、同様に、図13に示した構造の平面型レンズ23の光入射側及び光出射側に夫々反射防止膜7を設けたものである。
【0104】
図26の例は、図16に示した構造において、フレネルレンズ22の光入射側及び平面型レンズ23の光出射側に夫々反射防止膜7を設けたものである。
【0105】
図27の例は、同様に、図17に示した構造において、フレネルレンズ22の光入射側及び平面型レンズ23の光出射側に夫々反射防止膜7を設けたものである。
【0106】
図28の例は、同様に、図18に示した構造において、フレネルレンズ22の光入射側及び平面型レンズ23の光出射側に夫々反射防止膜7を設けたものである。
【0107】
図29の例は、同様に、図19に示した構造において、フレネルレンズ22の光入射側及び平面型レンズ23の光出射側に夫々反射防止膜7を設けたものである。
【0108】
以上に説明した平面型レンズ23は、例えば、図32又は図33に示す背面投射型プロジェクタ用の透過型スクリーン10に用いて特に好適なものである。
【0109】
なお、以上に説明した実施の形態においては、透明微小球体2を平面状に配置したが、透明微小球体2は、例えば、僅かに湾曲した透明基板に沿って曲面状に配置されても良い。
【0110】
【発明の効果】
本発明においては、複数の透明微小球体からなる平面型レンズを製造するに際し、平面型レンズの実際の使用形態と実質的に同じ経路で光を透過させ、各透明微小球体の光出射部位において、その光の当たった部分の光吸収層のみを溶融後のシート部材への除去又は燃焼等による除去によって選択的に除去して、各透明微小球体の光出射部位上に光吸収層の開口部を形成する。
【0111】
従って、例えば、透明微小球体の球径等に多少のばらつきが有る場合でも、各透明微小球体の実際の光出射部位上にのみ正確且つ簡便に光吸収層の開口部を形成することができる。この結果、この本発明による平面型レンズを、例えば、透過型スクリーンに用いた時に、輝度及びコントラストのムラの少ない優れた透過型スクリーンを得ることができる。
【0112】
また、本発明による製造方法は、例えば、各透明微小球体の光出射部位上の光吸収層を拭き取って除去する場合に比し、大幅な労力削減及び工程時間の短縮が可能である。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態による平面型レンズの製造方法を示す概略断面図及び平面図である。
【図2】本発明の第1の実施の形態による平面型レンズの光線追跡シミュレーションの結果を示す模式図である。
【図3】本発明の第1の実施の形態による平面型レンズの製造方法を工程順に示す概略断面図である。
【図4】本発明の第1の実施の形態による平面型レンズの製造方法を工程順に示す概略断面図である。
【図5】本発明の第1の実施の形態による平面型レンズの製造方法を工程順に示す概略断面図である。
【図6】本発明の第1の実施の形態による平面型レンズの製造方法を工程順に示す概略断面図である。
【図7】本発明の第2の実施の形態による平面型レンズの製造方法を工程順に示す概略断面図である。
【図8】 本発明の第1の参考例による平面型レンズの製造方法を工程順に示す概略断面図である。
【図9】 本発明の第2の参考例による平面型レンズの製造方法を工程順に示す概略断面図である。
【図10】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図11】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図12】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図13】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図14】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図15】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図16】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図17】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図18】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図19】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図20】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図21】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図22】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図23】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図24】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図25】本発明により製造される平面型レンズの一態様を示す概略断面図である。
【図26】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図27】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図28】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図29】本発明により製造される平面型レンズを用いた背面投射型プロジェクタ用スクリーンの一態様を示す概略断面図である。
【図30】従来の背面投射型プロジェクタを示す概略図である。
【図31】従来の背面投射型プロジェクタにおけるレンチキュラーレンズの構成を示す概略図及び断面図である。
【図32】透明微小球体による平面型レンズを用いたオープンタイプの背面投射型プロジェクタを示す概略図である。
【図33】透明微小球体による平面型レンズを用いたボックスタイプの背面投射型プロジェクタを示す概略図である。
【図34】透明微小球体による平面型レンズの構成を示す概略断面図である。
【符号の説明】
1、4…透明基板、2…透明微小球体、3…光吸収層、3a…開口部、5、6…透明粘着層、7…反射防止膜、8…透明粘着層、10…透過型スクリーン、21…映像投射部、22…フレネルレンズ、23…平面型レンズ、24…反射ミラー、25…筐体、61…平行光、62…トナー吸収シート、63…加圧ロール、64…レーザー光、65、66…紫外線、67…溶剤、L…投射映像光、Lin…入射光、Lout …出射光、Lex…外光
Claims (5)
- 透明基板の上に透明粘着層を形成する工程と、
前記透明粘着層の上に複数の透明微小球体を供給し、所定深さまで前記透明粘着層に 埋め込む工程と、
前記透明粘着層から露出した部分の前記複数の透明微小球体間の間隙に、前記複数の 透明微小球体を埋め込む厚さまで、光吸収層を形成する工程と、
前記透明基板の側から平行光を照射して、前記複数の透明微小球体のそれぞれにより 収斂された前記光のエネルギーにより、前記複数の透明微小球体のそれぞれの光出射部 位上の前記光吸収層を溶融させる工程と、
前記光吸収層にシート部材を押し当てた後に剥がすことによって、前記の溶融した部 分の光吸収層を前記シート部材の側に除去する工程と
を有する、平面型レンズの製造方法。 - 前記の溶融した部分の光吸収層を除去する工程の後、その上に、第2の透明粘着層を介して、第2の透明基板を積層する工程を更に有する、請求項1に記載の平面型レンズの製造方法。
- 透明基板の上に透明粘着層を形成する工程と、
前記透明粘着層の上に複数の透明微小球体を供給し、所定深さまで前記透明粘着層に 埋め込む工程と、
前記透明粘着層から露出した部分の前記複数の透明微小球体間の間隙に、前記複数の 透明微小球体を埋め込む厚さまで、光吸収層を形成する工程と、
前記透明基板の側から平行光を照射して、前記複数の透明微小球体のそれぞれにより 収斂された前記光のエネルギーにより、前記複数の透明微小球体のそれぞれの光出射部 位上の前記光吸収層を、燃焼、昇華又はアブレーションにより除去する工程と
を有する、平面型レンズの製造方法。 - カーボン及びニトロセルロースを含有した樹脂組成物からなる光吸収層を形成する、請求項3に記載の平面型レンズの製造方法。
- 前記光出射部位上の前記光吸収層を除去する工程の後、その上に、第2の透明粘着層を介して、第2の透明基板を積層する工程を更に有する、請求項3に記載の平面型レンズの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24841397A JP4171933B2 (ja) | 1997-09-12 | 1997-09-12 | 平面型レンズの製造方法 |
| US09/148,710 US6096159A (en) | 1997-09-12 | 1998-09-04 | Method of manufacturing plano lens |
| CNB981198821A CN1155855C (zh) | 1997-09-12 | 1998-09-12 | 生产平面透镜的方法 |
| US09/613,328 US6342121B1 (en) | 1997-09-12 | 2000-07-10 | Method of manufacturing plano lens |
| US10/055,963 US6471814B2 (en) | 1997-09-12 | 2002-01-28 | Method of manufacturing plano lens |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP24841397A JP4171933B2 (ja) | 1997-09-12 | 1997-09-12 | 平面型レンズの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH1184105A JPH1184105A (ja) | 1999-03-26 |
| JP4171933B2 true JP4171933B2 (ja) | 2008-10-29 |
Family
ID=17177757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP24841397A Expired - Fee Related JP4171933B2 (ja) | 1997-09-12 | 1997-09-12 | 平面型レンズの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (3) | US6096159A (ja) |
| JP (1) | JP4171933B2 (ja) |
| CN (1) | CN1155855C (ja) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4217925B2 (ja) * | 1997-10-24 | 2009-02-04 | ソニー株式会社 | 平面型レンズの製造方法 |
| JPH11180099A (ja) * | 1997-12-18 | 1999-07-06 | Matsushita Electric Ind Co Ltd | マーキング方法およびマーク付樹脂成形体 |
| US6714121B1 (en) | 1999-08-09 | 2004-03-30 | Micron Technology, Inc. | RFID material tracking method and apparatus |
| JP2001201611A (ja) * | 2000-01-21 | 2001-07-27 | Hitachi Ltd | 光学的機能性シート及びこれを用いた面状光源並びに画像表示装置 |
| JP4132546B2 (ja) * | 2000-02-29 | 2008-08-13 | 富士フイルム株式会社 | 光拡散板、光拡散板の製造方法および表示装置 |
| DE10038213A1 (de) * | 2000-08-04 | 2002-03-07 | Osram Opto Semiconductors Gmbh | Strahlungsquelle und Verfahren zur Herstellung einer Linsensform |
| US6660326B2 (en) * | 2000-08-04 | 2003-12-09 | Tomoegawa Paper Co. Ltd. | Production method for monolayer powder film and production apparatus therefor |
| US6631030B2 (en) * | 2001-03-30 | 2003-10-07 | 3M Innovative Properties Company | Projection screens and methods for making such projection screens |
| US6567215B2 (en) * | 2001-09-04 | 2003-05-20 | 3M Innovative Properties Company | Beaded rear projection screen with tunable gain |
| JP4562060B2 (ja) * | 2001-09-06 | 2010-10-13 | 大日本塗料株式会社 | マイクロレンズアレイのブラックマスク形成方法 |
| KR100450344B1 (ko) * | 2001-10-26 | 2004-10-01 | 주식회사 트루라인시스템즈 | 프로젝터 빛 투과형 스크린 및 그 제조방법 |
| JP4079216B2 (ja) * | 2002-08-05 | 2008-04-23 | 独立行政法人農業・食品産業技術総合研究機構 | 材料の保持、分析、選別装置、方法および選別物 |
| CN100595630C (zh) * | 2003-03-12 | 2010-03-24 | 艾利丹尼森公司 | 光透射滤光器及其制造方法 |
| JP4180964B2 (ja) * | 2003-04-18 | 2008-11-12 | 日立ソフトウエアエンジニアリング株式会社 | ビーズ配列構造物、その製造方法、及びキャピラリビーズアレイのビーズ配列方法 |
| DE10336129A1 (de) * | 2003-08-04 | 2005-02-24 | Röhm GmbH & Co. KG | Kratzunempfindlicher Rückprojektionsschirm und Verfahren zu dessen Herstellung |
| US20050226590A1 (en) * | 2004-04-07 | 2005-10-13 | Patel Falgun D | Variable optical attenuator based on rare earth doped glass |
| US20060061861A1 (en) * | 2004-09-23 | 2006-03-23 | Reflexite Corporation | High performance rear-projection screen |
| JP4513653B2 (ja) | 2004-12-27 | 2010-07-28 | 日本ビクター株式会社 | マイクロレンズアレイシートの製造方法 |
| US7453634B2 (en) | 2005-03-07 | 2008-11-18 | Avery Dennison Corporation | Discontinuous or variable thickness gain modification coating for projection film and method for making same |
| JP4736953B2 (ja) * | 2005-06-03 | 2011-07-27 | ソニー株式会社 | 遮光層付フライアイレンズシートおよびその製造方法、透過型スクリーンならびに背面投影型画像表示装置 |
| CN101405637A (zh) * | 2005-06-29 | 2009-04-08 | 瑞弗莱克塞特公司 | 校准显微透镜阵列 |
| TWI284491B (en) * | 2005-10-28 | 2007-07-21 | Au Optronics Corp | Flat display panel |
| FR2893520B1 (fr) * | 2005-11-22 | 2009-05-15 | Vai Clecim Soc Par Actions Sim | Procede de planage d'un produit plat sous forme de bande ou de tole dans une machine a planer a rouleaux imbriques et installation de planage permettant la mise en oeuvre du procede. |
| US7701641B2 (en) * | 2006-03-20 | 2010-04-20 | Ophthonix, Inc. | Materials and methods for producing lenses |
| US20080080056A1 (en) * | 2006-08-29 | 2008-04-03 | Micron Technology, Inc. | Method and apparatus for reducing microlens surface reflection |
| KR101490484B1 (ko) * | 2008-09-26 | 2015-02-05 | 삼성디스플레이 주식회사 | 액정 표시 장치 및 그 제조 방법 |
| JP5547954B2 (ja) * | 2009-12-14 | 2014-07-16 | 日東電工株式会社 | 粘着テープ剥離方法およびその装置 |
| KR20200002048A (ko) * | 2018-06-28 | 2020-01-08 | 삼성디스플레이 주식회사 | 전자 장치 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2378252A (en) * | 1942-06-30 | 1945-06-12 | Eastman Kodak Co | Projection screen |
| US3552822A (en) * | 1968-06-07 | 1971-01-05 | Gerald Altman | Rear projection screen |
| JPH0996871A (ja) * | 1995-09-29 | 1997-04-08 | Matsushita Electric Ind Co Ltd | 投写スクリーンの製造方法 |
-
1997
- 1997-09-12 JP JP24841397A patent/JP4171933B2/ja not_active Expired - Fee Related
-
1998
- 1998-09-04 US US09/148,710 patent/US6096159A/en not_active Expired - Fee Related
- 1998-09-12 CN CNB981198821A patent/CN1155855C/zh not_active Expired - Fee Related
-
2000
- 2000-07-10 US US09/613,328 patent/US6342121B1/en not_active Expired - Fee Related
-
2002
- 2002-01-28 US US10/055,963 patent/US6471814B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1184105A (ja) | 1999-03-26 |
| US6471814B2 (en) | 2002-10-29 |
| CN1155855C (zh) | 2004-06-30 |
| US20020117255A1 (en) | 2002-08-29 |
| US6342121B1 (en) | 2002-01-29 |
| US6096159A (en) | 2000-08-01 |
| CN1224170A (zh) | 1999-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4171933B2 (ja) | 平面型レンズの製造方法 | |
| JP4217925B2 (ja) | 平面型レンズの製造方法 | |
| US20050128582A1 (en) | Display screen and its method of production | |
| JP2006163263A (ja) | 透過型スクリーン | |
| US20060001961A1 (en) | Method for producing a display screen | |
| JP2007225972A (ja) | 光拡散フィルム、光学部材、背面投射型スクリーン及び背面投射型ディスプレイ装置 | |
| JP3243166B2 (ja) | レンチキュラーシートへの遮光パターンの形成方法 | |
| JP2006047784A (ja) | 遮光帯を有するレンズシート及びその製造方法 | |
| JPH1195004A (ja) | 平面型レンズ及びその製造方法並びに背面投射型プロジェクタ用スクリーン | |
| JP2825887B2 (ja) | 透過形スクリーンとその製造方法 | |
| JPS6124681B2 (ja) | ||
| JPH11288084A (ja) | 感光性シートと該感光性シートを用いたレンチキュラースクリーン及びその製造方法 | |
| JP2006350120A (ja) | マイクロレンズアレイシート | |
| JP3988285B2 (ja) | 透過型プロジェクションスクリーン | |
| JP4080573B2 (ja) | 平面型レンズ及びその製造方法並びに背面投射型プロジェクタ用スクリーン | |
| JPH09269546A (ja) | 透過型スクリーン用レンチキュラーシートおよびその製造方法 | |
| KR100860707B1 (ko) | 렌티큘라 렌즈 시트 및 이를 이용한 프로젝션 텔레비전스크린 | |
| JP4788405B2 (ja) | レンズシート及び透過型プロジェクションスクリーン | |
| JP2000314926A (ja) | 平面型レンズ及びその製造方法、並びに背面投射型プロジェクタ用スクリーン | |
| JP3456474B2 (ja) | 遮光ストライプパターンを有するレンチキュラーシート | |
| JP2004029402A (ja) | 遮光層を有するマイクロレンズアレイシート | |
| JPH0996871A (ja) | 投写スクリーンの製造方法 | |
| JP2000089370A (ja) | 透過型プロジェクションスクリーン及びこの製造方法 | |
| JP3251050B2 (ja) | フレネルレンズシートとその製造方法 | |
| JP2000250139A (ja) | 背面投写形表示装置、透過形スクリーン及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20031215 |
|
| RD13 | Notification of appointment of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7433 Effective date: 20070125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080717 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080730 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |