JP4088231B2 - 耐食性に優れた原油油槽用溶接継手 - Google Patents
耐食性に優れた原油油槽用溶接継手 Download PDFInfo
- Publication number
- JP4088231B2 JP4088231B2 JP2003347306A JP2003347306A JP4088231B2 JP 4088231 B2 JP4088231 B2 JP 4088231B2 JP 2003347306 A JP2003347306 A JP 2003347306A JP 2003347306 A JP2003347306 A JP 2003347306A JP 4088231 B2 JP4088231 B2 JP 4088231B2
- Authority
- JP
- Japan
- Prior art keywords
- steel
- corrosion resistance
- content
- crude oil
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005260 corrosion Methods 0.000 title claims description 192
- 230000007797 corrosion Effects 0.000 title claims description 191
- 239000010779 crude oil Substances 0.000 title claims description 84
- 229910000831 Steel Inorganic materials 0.000 claims description 171
- 239000010959 steel Substances 0.000 claims description 171
- 239000000463 material Substances 0.000 claims description 81
- 229910052751 metal Inorganic materials 0.000 claims description 72
- 239000002184 metal Substances 0.000 claims description 72
- 229910052750 molybdenum Inorganic materials 0.000 claims description 39
- 229910052721 tungsten Inorganic materials 0.000 claims description 34
- 238000003466 welding Methods 0.000 claims description 26
- 239000006104 solid solution Substances 0.000 claims description 22
- 229910052802 copper Inorganic materials 0.000 claims description 18
- 229910001563 bainite Inorganic materials 0.000 claims description 9
- 229910000734 martensite Inorganic materials 0.000 claims description 8
- 239000012535 impurity Substances 0.000 claims description 5
- 238000012360 testing method Methods 0.000 description 39
- 239000000203 mixture Substances 0.000 description 35
- 239000010802 sludge Substances 0.000 description 28
- 239000000126 substance Substances 0.000 description 24
- 230000000694 effects Effects 0.000 description 22
- 239000007787 solid Substances 0.000 description 21
- 239000003921 oil Substances 0.000 description 18
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 11
- 239000007789 gas Substances 0.000 description 11
- 239000010953 base metal Substances 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000001556 precipitation Methods 0.000 description 7
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 239000010935 stainless steel Substances 0.000 description 6
- 230000002411 adverse Effects 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 229910052742 iron Inorganic materials 0.000 description 5
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 5
- 239000012071 phase Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 229910052719 titanium Inorganic materials 0.000 description 5
- 229910052720 vanadium Inorganic materials 0.000 description 5
- 229910000746 Structural steel Inorganic materials 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 238000011161 development Methods 0.000 description 4
- 230000018109 developmental process Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229910052715 tantalum Inorganic materials 0.000 description 4
- 229910052726 zirconium Inorganic materials 0.000 description 4
- 229910052684 Cerium Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 229910052796 boron Inorganic materials 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 229910052746 lanthanum Inorganic materials 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 239000013535 sea water Substances 0.000 description 3
- 239000011780 sodium chloride Substances 0.000 description 3
- 238000005728 strengthening Methods 0.000 description 3
- 230000001629 suppression Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910002061 Ni-Cr-Al alloy Inorganic materials 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 229910001566 austenite Inorganic materials 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000005536 corrosion prevention Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 238000005098 hot rolling Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 238000007778 shielded metal arc welding Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052727 yttrium Inorganic materials 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- CUPCBVUMRUSXIU-UHFFFAOYSA-N [Fe].OOO Chemical compound [Fe].OOO CUPCBVUMRUSXIU-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229920006334 epoxy coating Polymers 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 229910021519 iron(III) oxide-hydroxide Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images


Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Description
C :0.07〜0.2%、
Si:0.01〜2.5%、
Mn:0.1〜2%、
P :0.03%以下、
S :0.02%以下、
Cu:0.01〜1.5%、
Al:0.001〜0.3%、
N :0.001〜0.01%、
を含有し、さらに、
Mo:0.01〜0.096%、
W :0.01〜1%
の1種または2種を含有し、残部がFe及び不可避的不純物からなる鋼材同士を溶接して溶接継手を形成するに際し、該溶接継手部における溶接金属のCu、Mo、W含有量が各
々下記(1)〜(3)式を満足することを特徴とする、耐食性に優れた原油油槽用溶接継手。
3≧溶接金属のCu含有量(質量%)/鋼材のCu含有量(質量%)≧0.15
・・・(1)
3≧(溶接金属のMo含有量+W含有量(質量%))/(鋼材のMo含有量+W含有量(質量%))≧0.15 ・・・(2)
−0.3≦(溶接金属のCu含有量(質量%)−鋼材のCu含有量(質量%))≦0.5
・・・(3)
1.5≧溶接金属のCu含有量(質量%)/鋼材のCu含有量(質量%)≧0.3
・・・(4)
1.5≧(溶接金属のMo含有量+W含有量(質量%))/(鋼材のMo含有量+W含有量(質量%))≧0.3 ・・・(5)
固溶Mo+固溶W≧0.005% ・・・(6)
質量%でさらに、
Nb:0.002〜0.2%、
V :0.005〜0.5%、
Ti:0.002〜0.2%、
Ta:0.005〜0.5%、
Zr:0.005〜0.5%、
B :0.0002〜0.005%、
の1種または2種以上を含有することを特徴とする、上記(1)〜(3)項のいずれかに記載の耐食性に優れた原油油槽用溶接継手。
Ni:0.1〜3%、
Co:0.1〜3%、
の1種または2種を含有し、
Ca:0.0005〜0.01%、
Y :0.0001〜0.1%、
La:0.005〜0.1%、
Ce:0.005〜0.1%
の1種または2種以上を含有することを特徴とする、上記(4)項に記載の耐食性に優れた原油油槽用溶接継手。
Sb:0.01〜0.3%、
Sn:0.01〜0.3%、
Pb:0.01〜0.3%、
As:0.01〜0.3%、
Bi:0.01〜0.3%、
Se:0.01〜0.3%
の1種または2種以上を含有することを特徴とする、上記(5)項に記載の耐食性に優れた原油油槽用溶接継手。
Ni:0.1〜3%、
Co:0.1〜3%、
の1種または2種を含有し、
Nb:0.002〜0.2%、
V :0.005〜0.5%、
Ti:0.002〜0.2%、
Ta:0.005〜0.5%、
Zr:0.005〜0.5%、
B :0.0002〜0.005%、
の1種または2種以上を含有し、
さらに、
Sb:0.01〜0.3%、
Sn:0.01〜0.3%、
Pb:0.01〜0.3%、
As:0.01〜0.3%、
Bi:0.01〜0.3%、
Se:0.01〜0.3%
の1種または2種以上を含有し、さらに、
Ca:0.0005〜0.01%、
Y :0.0001〜0.1%、
La:0.005〜0.1%、
Ce:0.005〜0.1%
の1種または2種以上を含有することを特徴とする、上記(1)項に記載の耐食性に優れた原油油槽用溶接継手。
以上が本発明鋼における化学組成に関する基本要件とその限定理由であるが、本発明においては、さらに、鋼の諸特性の向上等の目的で、選択的に化学組成に関する限定をする。
3≧溶接金属のCu含有量(質量%)/鋼材のCu含有量(質量%)≧0.15・・・(1)
3≧(溶接金属のMo含有量+W含有量(質量%))/(鋼材のMo含有量+W含有量(質量%))≧0.15・・・(2)
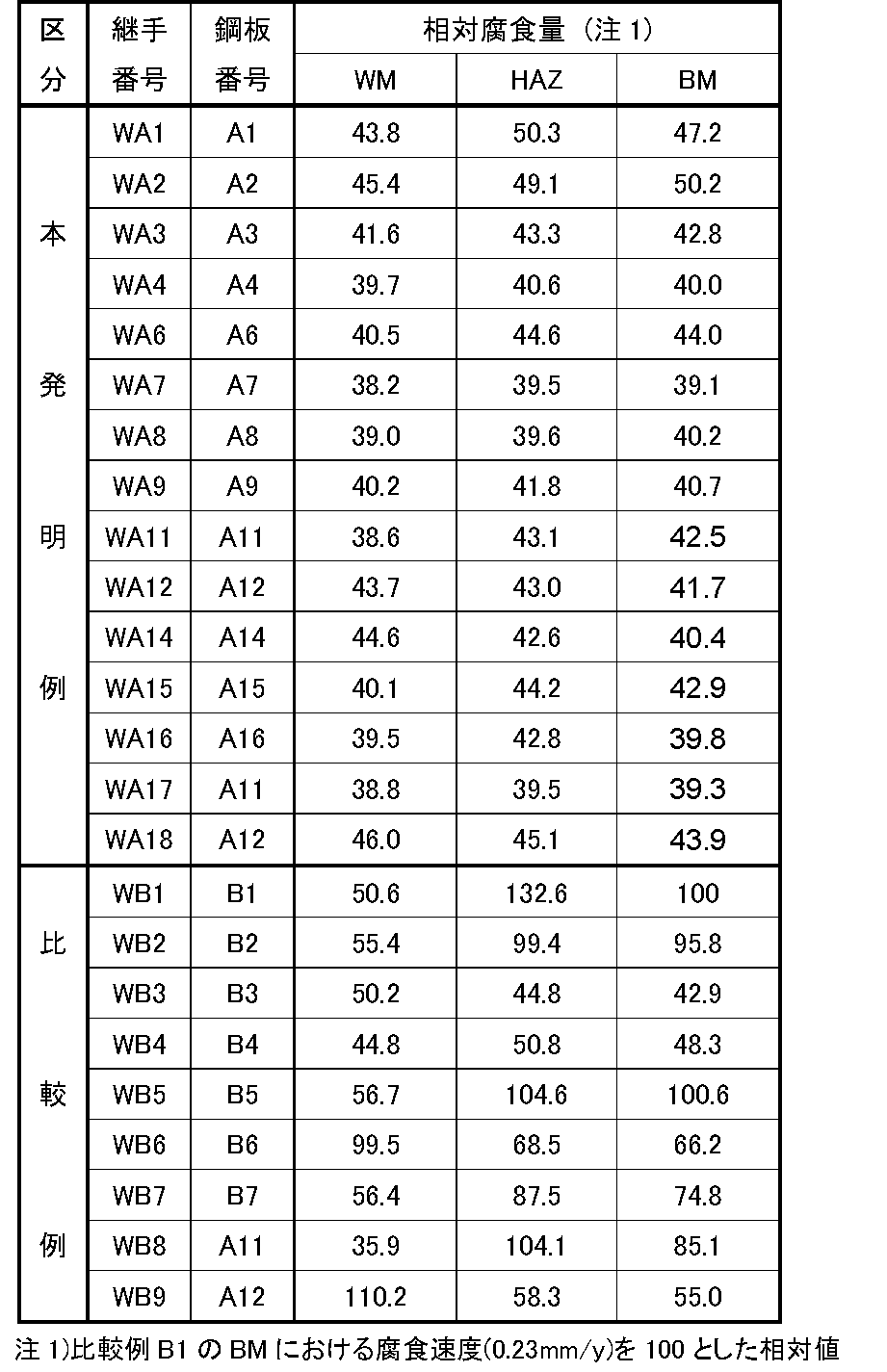
Cuに関して、(1)式に示すように溶接金属中の質量%/鋼材中の質量%が3超であると、溶接金属近傍の溶接熱影響部から母材にかけての鋼材が選択的に腐食されるため、好ましくない。一方、Cuの溶接金属中の質量%/鋼材中の質量%が0.15未満でであると、溶接金属が電気化学的に卑となって、溶接金属の局部腐食が顕著となるため避けるべきである。従って、質量%で3〜0.15としたが、3〜0.3が好ましい。また、Mo、Wも同様に規定する必要があるが、Mo、Wは腐食挙動に対してほぼ同等の効果を有するため、MoとWの合計量を規定すればよく、Cuと同様、(2)式に示すようにMoとWとの合計量で、溶接金属中の質量%/鋼材中の質量%は3〜0.15が必須であるが3〜0.3が好ましい。Cu、及びMo、Wの合計量、各々の溶接金属中の質量%/鋼材中の質量%は1に近い方が溶接金属あるいは鋼材のどちらかが選択的に腐食される可能性が小さく、(4)式及び(5)式に示すように、Cu、及び、MoとW の合計量、各々の溶接金属中の質量%/鋼材中の質量%は1.5〜0.3の範囲内とすることが、より好ましい。
−0.3≦(溶接金属のCu含有量(質量%)−鋼材のCu含有量(質量%))≦0.5・・・(3)
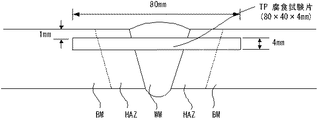
バラストタンク環境での耐食性を評価するための腐食試験条件は下記の通りである。
2 露点調整水槽
3 試験チャンバー
4 試験片
5 恒温ヒーター板
6 ヒーター制御部
Claims (8)
- 質量%で、
C :0.07〜0.2%、
Si:0.01〜2.5%、
Mn:0.1〜2%、
P :0.03%以下、
S :0.02%以下、
Cu:0.01〜1.5%、
Al:0.001〜0.3%、
N :0.001〜0.01%、
を含有し、さらに、
Mo:0.01〜0.096%、
W :0.01〜1%
の1種または2種を含有し、残部がFe及び不可避的不純物からなる鋼材同士を溶接して溶接継手を形成するに際し、該溶接継手部における溶接金属のCu、Mo、W含有量が各
々下記(1)〜(3)式を満足することを特徴とする、耐食性に優れた原油油槽用溶接継手。
3≧溶接金属のCu含有量(質量%)/鋼材のCu含有量(質量%)≧0.15
・・・(1)
3≧(溶接金属のMo含有量+W含有量(質量%))/(鋼材のMo含有量+W含有量(質量%))≧0.15 ・・・(2)
−0.3≦(溶接金属のCu含有量(質量%)−鋼材のCu含有量(質量%))≦0.5
・・・(3) - 前記原油油槽用溶接継手部における溶接金属のCu、Mo、W含有量が各々下記(4)及び(5)式を満足することを特徴とする、請求項1に記載の耐食性に優れた原油油槽用溶接継手。
1.5≧溶接金属のCu含有量(質量%)/鋼材のCu含有量(質量%)≧0.3
・・・(4)
1.5≧(溶接金属のMo含有量+W含有量(質量%))/(鋼材のMo含有量+W含有量(質量%))≧0.3 ・・・(5) - 鋼材の固溶Mo量と固溶W量とが下記(6)式を満足することを特徴とする、請求項1または2のいずれかに記載の耐食性に優れた原油油槽用溶接継手。
固溶Mo+固溶W≧0.005% ・・・(6) - 鋼材のCr含有量が0.1質量%未満で、
質量%でさらに、
Nb:0.002〜0.2%、
V :0.005〜0.5%、
Ti:0.002〜0.2%、
Ta:0.005〜0.5%、
Zr:0.005〜0.5%、
B :0.0002〜0.005%、
の1種または2種以上を含有することを特徴とする、請求項1〜3のいずれかに記載の耐食性に優れた原油油槽用溶接継手。 - 鋼材が質量%でさらに、
Ni:0.1〜3%、
Co:0.1〜3%、
の1種または2種を含有し、
Ca:0.0005〜0.01%、
Y :0.0001〜0.1%、
La:0.005〜0.1%、
Ce:0.005〜0.1%
の1種または2種以上を含有することを特徴とする、請求項4に記載の耐食性に優れた原油油槽用溶接継手。 - 鋼材が質量%でさらに、
Sb:0.01〜0.3%、
Sn:0.01〜0.3%、
Pb:0.01〜0.3%、
As:0.01〜0.3%、
Bi:0.01〜0.3%、
Se:0.01〜0.3%
の1種または2種以上を含有することを特徴とする、請求項5に記載の耐食性に優れた原油油槽用溶接継手。 - 鋼材が質量%でさらに、
Ni:0.1〜3%、
Co:0.1〜3%、
の1種または2種を含有し、
Nb:0.002〜0.2%、
V :0.005〜0.5%、
Ti:0.002〜0.2%、
Ta:0.005〜0.5%、
Zr:0.005〜0.5%、
B :0.0002〜0.005%、
の1種または2種以上を含有し、
さらに、
Sb:0.01〜0.3%、
Sn:0.01〜0.3%、
Pb:0.01〜0.3%、
As:0.01〜0.3%、
Bi:0.01〜0.3%、
Se:0.01〜0.3%
の1種または2種以上を含有し、さらに、
Ca:0.0005〜0.01%、
Y :0.0001〜0.1%、
La:0.005〜0.1%、
Ce:0.005〜0.1%
の1種または2種以上を含有することを特徴とする、請求項1に記載の耐食性に優れた原油油槽用溶接継手。 - 鋼材のミクロ組織が少なくともベイナイトとマルテンサイトの1種または2種から構成され、該ベイナイトとマルテンサイトの合計の面積率が30%以上であることを特徴とする、請求項1〜7のいずれかに記載の耐食性に優れた原油油槽用溶接継手。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003347306A JP4088231B2 (ja) | 2003-02-26 | 2003-10-06 | 耐食性に優れた原油油槽用溶接継手 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003049645 | 2003-02-26 | ||
| JP2003097692 | 2003-04-01 | ||
| JP2003164597 | 2003-06-10 | ||
| JP2003347306A JP4088231B2 (ja) | 2003-02-26 | 2003-10-06 | 耐食性に優れた原油油槽用溶接継手 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005021981A JP2005021981A (ja) | 2005-01-27 |
| JP4088231B2 true JP4088231B2 (ja) | 2008-05-21 |
Family
ID=34199140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003347306A Expired - Lifetime JP4088231B2 (ja) | 2003-02-26 | 2003-10-06 | 耐食性に優れた原油油槽用溶接継手 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4088231B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110722251A (zh) * | 2019-09-30 | 2020-01-24 | 浙江高圣钢结构有限公司 | 钢板间缝隙的填充方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5216199B2 (ja) * | 2005-08-08 | 2013-06-19 | 株式会社神戸製鋼所 | 耐すきま腐食性に優れた船舶用溶接継手および溶接構造体 |
| JP5629279B2 (ja) * | 2005-08-08 | 2014-11-19 | 株式会社神戸製鋼所 | 耐食性に優れた溶接継手および溶接構造体 |
| CN100366777C (zh) * | 2005-12-12 | 2008-02-06 | 上海梅山钢铁股份有限公司 | 一种抗高温蠕变炉壳材料及其制备方法 |
| JP4668141B2 (ja) * | 2006-07-31 | 2011-04-13 | 株式会社神戸製鋼所 | 耐食性に優れたバラストタンク用鋼材および耐久性に優れたバラストタンク |
| JP4690962B2 (ja) * | 2006-08-07 | 2011-06-01 | 株式会社神戸製鋼所 | 石油類容器用金属材料の局部腐食性評価方法 |
| JP5239615B2 (ja) * | 2008-08-18 | 2013-07-17 | 新日鐵住金株式会社 | 耐食性と耐延性破壊特性に優れた原油油槽用溶接継手 |
| JP2010064110A (ja) * | 2008-09-11 | 2010-03-25 | Sumitomo Metal Ind Ltd | 石炭・鉱石運搬船ホールド用溶接継手 |
| JP4968395B2 (ja) * | 2010-05-18 | 2012-07-04 | Jfeスチール株式会社 | 耐食性に優れる溶接継手および原油タンク |
| JP4968393B2 (ja) * | 2010-05-18 | 2012-07-04 | Jfeスチール株式会社 | 耐食性に優れる溶接継手および原油タンク |
| JP4968394B2 (ja) * | 2010-05-18 | 2012-07-04 | Jfeスチール株式会社 | 耐食性に優れる溶接継手および原油タンク |
| JP6048385B2 (ja) | 2013-12-12 | 2016-12-21 | Jfeスチール株式会社 | 耐食性に優れる原油タンク用鋼材および原油タンク |
| CN105745347B (zh) | 2013-12-12 | 2018-01-12 | 杰富意钢铁株式会社 | 原油罐用钢材和原油罐 |
| CN105033503B (zh) * | 2015-08-17 | 2017-03-01 | 武汉铁锚焊接材料股份有限公司 | 一种用于耐蚀钢焊接用焊条 |
| JP6705484B2 (ja) * | 2017-11-24 | 2020-06-03 | Jfeスチール株式会社 | 鋼材 |
| CN111485167A (zh) * | 2020-03-26 | 2020-08-04 | 包头钢铁(集团)有限责任公司 | 一种稀土微合金化25MnCrNiMoA钩尾框用热轧圆钢及其生产方法 |
| CN111455258B (zh) * | 2020-04-30 | 2021-08-10 | 江苏利淮钢铁有限公司 | 一种玻璃幕墙预埋紧固件用钢的生产方法 |
| KR20220147727A (ko) | 2020-09-10 | 2022-11-03 | 닛폰세이테츠 가부시키가이샤 | 강판 및 그 제조 방법 |
| JP7552245B2 (ja) * | 2020-10-16 | 2024-09-18 | Jfeスチール株式会社 | 塗装耐久性に優れた溶接継手および構造物 |
| JP2022121316A (ja) | 2021-02-08 | 2022-08-19 | 株式会社神戸製鋼所 | ガスシールドアーク溶接用フラックス入りワイヤ |
| JP2022121317A (ja) | 2021-02-08 | 2022-08-19 | 株式会社神戸製鋼所 | ガスシールドアーク溶接用フラックス入りワイヤ |
-
2003
- 2003-10-06 JP JP2003347306A patent/JP4088231B2/ja not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110722251A (zh) * | 2019-09-30 | 2020-01-24 | 浙江高圣钢结构有限公司 | 钢板间缝隙的填充方法 |
| CN110722251B (zh) * | 2019-09-30 | 2021-10-26 | 浙江高圣钢结构有限公司 | 钢板间缝隙的填充方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005021981A (ja) | 2005-01-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4771651B2 (ja) | 耐食性および耐スラッジ性に優れた溶接継手を有する原油油槽 | |
| JP4088231B2 (ja) | 耐食性に優れた原油油槽用溶接継手 | |
| US7875130B2 (en) | Crude oil tank comprising a corrosion resistant steel alloy | |
| KR100993407B1 (ko) | 내피트성이 우수한 강판 및 그의 제조 방법 | |
| JP4935578B2 (ja) | 船舶用耐食鋼材 | |
| JP4525687B2 (ja) | 船舶用耐食鋼材 | |
| JP5861335B2 (ja) | 耐食性に優れた溶接継手 | |
| JP4687531B2 (ja) | 原油タンク用鋼およびその製造方法 | |
| JP5272739B2 (ja) | 原油油槽用鋼およびその製造方法、原油油槽およびその防食方法 | |
| JP5239615B2 (ja) | 耐食性と耐延性破壊特性に優れた原油油槽用溶接継手 | |
| JP5453835B2 (ja) | 船舶用耐食鋼材 | |
| JP4968395B2 (ja) | 耐食性に優れる溶接継手および原油タンク | |
| KR20130006546A (ko) | 원유 탱크용 열간 압연 형강 및 그의 제조 방법 | |
| JP5526667B2 (ja) | 耐食性に優れる船舶のバラストタンク用熱間圧延形鋼およびその製造方法 | |
| JP2017150003A (ja) | バラストタンク用耐食鋼材 | |
| JP4189206B2 (ja) | 溶接熱影響部靭性に優れた原油油槽用鋼 | |
| JP3854574B2 (ja) | 耐疲労き裂伝播特性に優れた原油油槽用鋼 | |
| JP2012117138A (ja) | 耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク | |
| JP4224347B2 (ja) | 原油油槽用鋼材のサブマージアーク溶接方法 | |
| JP2012117137A (ja) | 耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク | |
| JP2005097709A (ja) | 原油タンク底板用鋼材 | |
| CN108368578B (zh) | 耐腐蚀性优异的原油罐用钢材和原油罐 | |
| WO2009041703A1 (ja) | 原油タンク用熱間圧延形鋼およびその製造方法 | |
| JP2012117139A (ja) | 耐食性に優れる原油タンク用鋼材、溶接継手および原油タンク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4088231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110228 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120229 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130228 Year of fee payment: 5 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140228 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313114 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |