JP4076342B2 - 少なくとも1つの曲げステーション並びに少なくとも1つの接合装置を有する、工作物特に金属薄板の加工機械 - Google Patents
少なくとも1つの曲げステーション並びに少なくとも1つの接合装置を有する、工作物特に金属薄板の加工機械 Download PDFInfo
- Publication number
- JP4076342B2 JP4076342B2 JP2001368654A JP2001368654A JP4076342B2 JP 4076342 B2 JP4076342 B2 JP 4076342B2 JP 2001368654 A JP2001368654 A JP 2001368654A JP 2001368654 A JP2001368654 A JP 2001368654A JP 4076342 B2 JP4076342 B2 JP 4076342B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- bending
- joining
- station
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0093—Working by laser beam, e.g. welding, cutting or boring combined with mechanical machining or metal-working covered by other subclasses than B23K
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/02—Bending sheet metal along straight lines, e.g. to form simple curves on press brakes without making use of clamping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/10—Devices involving relative movement between laser beam and workpiece using a fixed support, i.e. involving moving the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/50—Convertible metal working machine
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/51—Plural diverse manufacturing apparatus including means for metal shaping or assembling
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Press Drives And Press Lines (AREA)
Description
【発明の属する技術分野】
本発明は、工作物特に金属薄板を加工する機械であって、工作物を曲げるための少なくとも1つの曲げ工具を備えた少なくとも1つの曲げステーション並びに工作物を曲げ工具に対して位置決めするための少なくとも1つの位置決め装置を有し、その際曲げステーションの位置決め装置は工作物のための少なくとも1つの位置決めストッパを有しており、この位置決めストッパは走行駆動部によって制御されて走行可能であって、機械が、工作物の少なくとも1つの接合作業を行うための少なくとも1つの接合装置を有している形式のものに関する。
【0003】
【従来の技術】
このような特徴を備えた機械は EP-A-0 650 782 に記載されている。この公知の機械は純粋な曲げ機械である。
【0004】
現在の製作経過において、工作物にはしばしばその形式において異なった加工が行われる。例えば金属薄板は現在のフレキシブルな製作において、例えば先ず曲げられかつ次いで接合作業を受ける。この両方の加工形式を行うことのできる機械は JP-A-02274316 に開示されている。この機械は、曲げ上工具及び曲げ下工具より成る曲げ工具並びに機械フレームに沿って駆動されて可動の溶接ヘッドを有している。溶接ヘッドによって、機械の曲げ上工具と曲げ下工具との間に締め付けられている工作物に溶接作業を行うことができる。
【0005】
【発明が解決しようとする課題】
工作物、特に金属薄板に、曲げ作業も、接合作業も行うことのできる構造的に最適化された機械を作ることが、上位概念を形成する背景技術から出発して、本発明の課題である。
【0006】
【課題を解決するための手段】
この課題は、本発明によれば請求項1に記載した特徴に従って、接合装置が曲げステーションの位置決めストッパの走行駆動部によって制御されて1つの作業位置に、かつ/又は少なくとも1つの接合作業を行っている場合に工作物に対して相対的に走行可能であることによって解決される。
【0007】
本発明の実施態様によれば、前記曲げ工具は曲げ上工具並びに曲げ下工具を有しており、該曲げ上工具は制御されて昇降可能な上工具支持体によって、工作物を曲げながら、前記曲げ下工具に対して相対的に可動であって、曲げステーションに隣接して配置された接合ステーションに、前記接合装置が設けられており、該接合装置に、接合作業を行う際に工作物を固定するための工作物保持装置が設けられており、接合ステーションの工作物保持装置は曲げステーションの上工具支持体によって昇降可能な少なくとも1つの工作物保持体を有しており、この工作物保持体によって工作物が接合作業を行う際に対応受けに支えられることができかつこれによって固定可能である。
【0008】
【発明の効果】
請求項1によれば前述の走行駆動部が、請求項2によれば前述の上工具支持体が、工作物の曲げの際のまた接合作業を行う際の、機能を引き受ける。曲げステーションの走行駆動部を制御するため及び又は上工具支持体を制御するために設けられている制御装置は接合の際にも利用することができる。したがって本発明による機械の場合には、正確な位置決め若しくは接合作業を行うために必要な接合装置も昇降可能な工作物保持体の、そうでない場合に必要な構造的にかつ制御技術的に高価な手段が不要になる。請求項1の接合装置は別個の接合ステーションにおいて、あるいは当該の曲げステーションにおいて運転することができる。後者の場合には、曲げステーションの曲げ工具は相応する構成で、例えば接合作業において工作物を固定するために使用することもできる。
【0009】
【発明の実施の形態】
本発明の有利な実施態様は次の通りである。
曲げステーションの上工具支持体が曲げステーションを超えて接合ステーションまで延びており、かつ接合ステーションの昇降可能な工作物保持体が上工具支持体に取り付けられている。
接合ステーションの昇降可能な工作物保持体が上工具支持体に交換可能に保持されている。
工作物保持体が少なくとも部分的に、金属薄板から製作されたアングル成形体として構成されている。
曲げステーションの曲げ下工具が機械テーブル上に支承されており、かつ機械テーブルが曲げステーションを超えて接合ステーションまで延びていて、そこで昇降可能な工作物保持体によって工作物を支えるための対応受けを形成している。
接合ステーションに工作物のための少なくとも1つの位置決め装置が設けられている。
工作物を曲げステーションから接合ステーションまで、かつ/又は逆に移すために、ロボットが設けられている。
曲げステーションが、工作物を曲げ工具に対して位置決めするための少なくとも1つの位置決め装置を有しており、この位置決め装置は工作物のための走行駆動部によって制御されて走行可能な少なくとも1つの位置決めストッパを有しており、かつ接合ステーションの接合装置が曲げステーションの位置決めストッパの走行駆動部によって1つの作業位置に、かつ/又は少なくとも1つの接合作業を行う際に工作物に対して相対的に走行可能である。
接合装置が位置決めストッパと連結されて走行可能である。
位置決めストッパが、走行駆動部によって制御されて走行可能な少なくとも1つのストッパ支持体に配置されており、かつ接合装置がストッパ支持体と連結されて走行可能である。
接合装置が制御されて位置決めストッパにかつ/又はストッパ支持体に連結可能であり、かつ/又は位置決めストッパからかつ/又はストッパ支持体から遮断可能である。
接合装置が位置決めストッパとかつ又はストッパ支持体と永久的に結合されている。
接合装置が位置決めストッパにかつ又はストッパ支持体に置換可能に取り付けられている。
接合装置として、溶接装置が設けられている。
溶接装置として、レーザ溶接装置が設けられている。
レーザ溶接装置が少なくとも1つの可とう性の導光ケーブルを介してレーザ発生器と接続されている。
【0010】
曲げステーションの上工具支持体が曲げステーションを超えて接合ステーションまで延びており、かつ接合ステーションの昇降可能な工作物保持体が上工具支持体に取り付けられていれば曲げステーションの上工具支持体は接合ステーションの昇降可能な工作物保持体の取り付けに利用される。
【0011】
接合ステーションの昇降可能な工作物保持体が上工具支持体に交換可能に保持されていれば、本発明による機械の上工具支持体に取り付けられた工作物保持体の例えば摩滅及び損傷による簡単な交換並びに全体の配置を種々の加工条件に適合させることを可能にする。
【0012】
工作物保持体が少なくとも部分的に、金属薄板から製作されたアングル成形体として構成されていれば、工作物保持体は、簡単な構造的な構成によって優れており、したがって例えば当該の機械の運転者自身によっても製作することができる。
【0013】
曲げステーションの曲げ下工具が機械テーブル上に支承されており、かつ機械テーブルが曲げステーションを超えて接合ステーションまで延びていて、そこで昇降可能な工作物保持体によって工作物を支えるための対応受けを形成していれば、前述の機械テーブルは曲げステーションにも、接合ステーションにも所属の機能を引き受ける。
【0014】
接合ステーションに工作物のための少なくとも1つの位置決め装置が設けられていれば、加工すべき工作物は接合箇所において加工に必要な形式で整向することができる。
【0015】
本発明の意味において、加工すべき工作物の曲げステーションから接合ステーションへの及び又は逆の移しは手によって行うことができる。本発明によれば、好ましくはこの目的にために、少なくとも1つのロボットが使用される。合目的性の理由から、接合作業は曲げ工作物加工の多数の場合に、経過の後に接続されている。独立請求項1について前述した構造上及び制御技術的な利点は、曲げステーションが、工作物を曲げ工具に対して位置決めするための少なくとも1つの位置決め装置を有しており、この位置決め装置は工作物のための走行駆動部によって制御されて走行可能な少なくとも1つの位置決めストッパを有しており、かつ接合ステーションの接合装置が曲げステーションの位置決めストッパの走行駆動部によって1つの作業位置に、かつ/又は少なくとも1つの接合作業を行う際に工作物に対して相対的に走行可能である構造形式の場合にも当てはまる。
【0016】
接合装置が位置決めストッパと連結されて走行可能であり、また位置決めストッパが、走行駆動部によって制御されて走行可能な少なくとも1つのストッパ支持体に配置されており、かつ接合装置がストッパ支持体と連結されて走行可能である構成に基づき、本発明の展開では、一面では接合装置の、かつ他面では位置決めストッパ及び又はストッパ支持体の運動連結が実現される。この場合、接合装置は直接に位置決めストッパに、あるいはストッパ支持体に取り付けることもできる。例えば接合装置を備えた位置決めストッパは相応する構造的な構成で接合装置にもかかわらず、それに考えられている曲げるべき工作物の調節の機能を満たすことができる。合目的的にはこの場合、接合装置は位置決めストッパにこれに対して相対的に可動に支承しておくことができる。この場合には、接合装置を、それが必要でない限り、位置決めストッパにおいて工作物の接触しないパーキング位置に走行させ、そこで位置決めストッパによる工作物調接を阻止しないようにすることが可能である。相応する措置は、接合装置が直接にストッパ支持体に配置されている場合にも、講じることができる。
【0017】
接合装置が制御されて位置決めストッパにかつ/又はストッパ支持体に連結可能であり、かつ/又は位置決めストッパからかつ/又はストッパ支持体から遮断可能であることによって、曲げステーション及び接合装置の位置決めストッパ若しくはストッパ支持体の間の結合を必要に応じて生ぜしめあるいは解離することを可能にする。接合装置が1回あるいは複数の接合過程において必要でない場合には、接合装置は例えば加工を位置決めストッパにより、かつ又はストッパ支持体により行うことによって、遮断しておくことができる。特に、接合装置が長時間にわたって使用されない場合には、接合装置は位置決めストッパ若しくはストッパ支持体から遮断する前に、パーキング位置に走行させることができる。このパーキング位置から接合装置は必要に応じて位置決めストッパによって及び又はストッパ支持体によって再び使用するこができる。
【0018】
前述の必要に応じた接合装置及び位置決めストッパ若しくはストッパ支持体の連結の代替策によれば、接合装置が位置決めストッパとかつ又はストッパ支持体と永久的に結合されている。
【0019】
接合装置が位置決めストッパにかつ又はストッパ支持体に置換可能に取り付けられていることによって、本発明による機械の種々の加工状況への調和手段が得られる。
【0020】
多数の用途においては、工作物における接合作業として溶接作業が行われる。このことを背景にして、本発明による機械においては、接合装置として、溶接装置が設けられ、溶接装置として、レーザ溶接装置が設けられており、レーザ溶接装置が少なくとも1つの可とう性の導光ケーブルを介してレーザ発生器と接続されている。補足的にあるいは代替的に、しかし、別の接合装置を使用することもできる。例えばこの関連でリベット結合あるいはねじ結合を挙げておくことができる。
【0021】
【実施例】
以下においては、本発明を図面に例示した実施例によって詳細に説明する。
【0022】
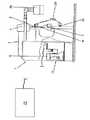
図1によれば、金属薄板加工用の機械1は剛性の機械フレーム2を有しており、この機械フレームにプレスビーム3が昇降可能に案内されている。プレスビーム3を駆動するために、従来の、やはり機械フレーム2に支承されている液力式のプレスビーム駆動部4が役立つ。
【0023】
プレスビーム3と向き合って、機械フレーム2は機械テーブル5として構成されている。その機械テーブル5の側の端部において、プレスビーム3は図1の図平面に対して垂直に延びているバックテーパを付けられた縦溝の形の受容部6を備えている。
【0024】
やはり図1の図平面に対して垂直に、機械1に曲げステーション7並びに接合ステーション8が互いに隣接している。この場合曲げステーション7は図1の観察者に向いた側に位置している。
【0025】
曲げステーション7の範囲において、プレスビーム3の受容部6内に曲げ上工具として役立つ曲げプランジャ9が挿入されている。したがってプレスビーム3は上工具支持体として役立つ。接合ステーション8の範囲において、プレスビーム3の受容部6内に工作物保持装置10の工作物保持体35が固定されている。プレスビーム3の全長にわたって、図1の図平面に対して垂直にV形の縦溝を有するマトリックス11が延びている。マトリックス11は曲げステーション7において曲げ下工具として利用され、曲げプランジャ9と一緒に、曲げステーション7の曲げ工具を形成している。接合ステーション8の範囲において、マトリックス11に工作物支持体12が取り付けられており、これは工作物保持体25と一緒に工作物保持装置10を形成している。
【0026】
プレスビーム3及び機械テーブル5の、機械1の操作側とは逆の側に、後方ストッパ系13の形に位置決め装置が設けられている。これは、走行駆動部としてモータによる駆動ユニット14を有しており、これはストッパ台車15に取り付けられている。ストッパ台車15自体はストッパ往復台16を案内し、このストッパ往復台自体は支持レール17として構成されたストッパ支持体を支承している。支持レール17には、曲げステーション7の範囲内に2つの位置決めストッパ18が取り付けられている。接合ステーション8の範囲において、支持レール17は2つのレーザ溶接ヘッド20の形の接合装置のための2つの保持アーム19を有している。これらのレーザ溶接ヘッドは可とう性の導光ケーブル21を介してレーザ発生器22に接続されている。位置決めストッパ18及び保持アーム19は図示の実施例では構造が同じである。図示の状態とは代替的に、一面では位置決めストッパ18及び他面では保持アーム19は別個の、駆動ユニット14により共通に駆動されるストッパ台車に取り付けておくことができる。
【0027】
駆動ユニット14によって、ストッパ台車15は図1において二重矢印23によって示されているx方向で、機械フレーム2に対して相対的に走行可能である。同様に駆動ユニット14によって駆動されて、ストッパ往復台16はストッパ台車15において鉛直のr方向(図1の二重矢印24)に走行可能である。これに相応して、駆動ユニット14によって、ストッパ往復台16に固定されている支持レール17並びに位置決めストッパ18及びレーザ溶接ヘッド20はx方向並びにr方向によって規定された平面内で可動である。支持レール17の図1の図平面に対して垂直の方向(図2のz方向/二重矢印25)の運動可能性は図示の実施例では存在していないが、しかしこの方向でしゅう動可能に支持レール17をストッパ往復台16に支承しておくことによって実現可能である。z方向では曲げステーション7の位置決めストッパ18並びに接合ステーション8のレーザ溶接ヘッド20のための保持アーム19は手動で変位させることができる。この場合位置決めストッパ18並びに保持アーム19は詳細には図示していない係止装置によってz方向でその都度占めている位置において支持レール17に係止することができる。
【0028】
機械1のすべての機能、特にプレスビーム駆動部4、液力式の駆動ユニット14並びにレーザ溶接ヘッド20若しくはレーザ発生器22はプログラミング可能なコンピュータ制御部26によって制御される。
【0029】
機械1によって金属薄板27の行われる加工を図2〜4によって説明する。
【0030】
金属薄板が機械1の曲げステーション7に供給された状態において、金属薄板27は図2において破線で示されている。したがって金属薄板27は既に連結板29の設置によって傾斜せしめられている。その一方の縦端部において連結板29は金属薄板27の平らな縁から間隔をおいている。金属薄板27のこの平らな縁が曲げステーション7において所定の経過の曲げ線28並びに規定された曲げ角度をもって曲げられ、若しくは傾斜せしめられる。この目的のために、まず位置決めストッパ18が駆動ユニット14によって曲げ線28の所望の経過に相応する位置に走行せしめられる。この位置決めストッパ18の走行は、位置決めストッパ18を支承している支持レール17の、コンピュータ制御部26によって制御される相応する走行によって行われる。操作員により次いで金属薄板27が曲げステーション7のマトリックス11上に置かれ、位置決めストッパ18に向かって押しずらされる。次いで曲げプランジャ9がプレスビーム3の相応する移動によってマトリックス11のV形の溝内に下降せしめられる。マトリックス11のおける曲げプランジャ9の押し込み深さはこの場合曲げられる金属薄板27の曲げ角度の所望の大きさによって決定され、コンピュータ制御部26内でインプットされている。曲げプランジャ9が戻り行程を行った後に、図2において実線で示した曲げられた金属薄板27を操作員が機械1の曲げステーション7から取り出すことができる。金属薄板27のそれまで平らであった縁は今や、端面側で連結板29に接触する位置に曲げられている。全体として金属薄板27が今や金属薄板フード36に成形されている。これは図2において実践で示されており、この場合見やすくするために透明に示されている。
【0031】
金属薄板フード36は今や操作員により機械1の接合ステーション8にもたらされる。代替的にこの目的のために図示していない操作側に配置されたロボットを使用することができる。接合ステーション8においてはレーザ溶接ヘッド20が保持アーム19を介して支持レール17に取り付けられている。レーザ溶接ヘッド20はこの場合図3に示した位置を占め、この位置はx方向及びr方向及びz方向で規定されている。図面を見やすくするために、図3においては、それに取り付けられた工作物保持体35を有するプレスビーム3は示されていない。
【0032】
金属薄板フード36は図3の整向をもって機械1の接合ステーション8内に挿入される。金属薄板フードはこの場合前もって曲げステーション7内で金属薄板27の上方に曲げられた縁をもって、マトリックス11の取り付けられた工作物支持体12上に位置している。連結板29は側方を鉛直方向に延びている。工作物支持体12の、操作員に面した前方の縁は位置決めストッパを形成し、かつ工作物支持体12はこれにより金属薄板フード36のための位置決め装置を形成する。
【0033】
金属薄板フード36が工作物支持体12上でその目標位置に配置された後に、持ち上げられているプレスビーム3はそれに取り付けられている工作物保持体35と一緒にコンピュータ制御部26によって制御されて、下降せしめられる。工作物保持体35は金属薄板から製作されたアングル成形体30並びにベース板31を有しており、このベース板とアングル成形体30がねじ結合されている。ベース板31において工作物保持体35は相応して構成された板縁をもて交換可能にプレスビーム3の受容部6内に挿入されている。下方の終端位置に走行せしめられた工作物保持体35はアングル成形体30の脚部端部をもって金属薄板フード36を負荷し、これによって金属薄板フード36をそれと工作物支持体12との間で締め付け固定する。工作物保持体35のアングル成形体30の脚部はこの場合連結板29の縁32と前もって上方に曲げられている金属薄板27の縁との間に配置されている。全体として図4に示した状態が生ずる。この図では、図面を見やすくするために、接合ステーション8に配置されているレーザ溶接ヘッド20の図示は行っていない。
【0034】
金属薄板フード36が工作物保持装置10によって固定された後に、レーザ溶接ヘッド20が、コンピュータ制御部26によって制御され駆動ユニット14によって生ぜしめられる相応するx方向での支持レール17の走行によって縁32の外面に沿って動かされる。レーザ溶接ヘッド20がその図3に示した最初の位置から出発してそれに面した縁32の端部に達すると直ちに、レーザ溶接ヘッドはコンピュータ制御部26によって作動接続される。レーザ溶接ヘッド20は、縁32の操作側の端部に達するまで、運転状態にとどまり、次いで、レーザ溶接ヘッド20はコンピュータ制御されて機能外におかれる。金属薄板フード36に沿ったその経路上で、レーザ溶接ヘッド20は連結板29と前もって上方に曲げられた金属薄板27の縁との間に溶接継ぎ目を形成する。金属薄板フード36の側壁はこの溶接継ぎ目において互いに結合されている。
【0035】
前述の例の場合、レーザ溶接ヘッド20は曲げステーション7における位置決めストッパ18の調節で既にz方向並びにr方向でその目標位置に整向されているので、前述の溶接継ぎ目を製作するためには、レーザ溶接ヘッド20をさらにx方向で走行させる必要がある。他の支承された加工の場合には、レーザ溶接ヘッド20を曲げステーション7における作業の後に、かつその運転開始の前に、r方向及び又はz方向に調節することが可能である。この場合、レーザ溶接ヘッド20はr方向で駆動ユニット14によって相応して走行せしめられる。z方向ではレーザ溶接ヘッド20は図示の機械1において手動で調節される。代替的に、支持レール17及び又は保持アーム19もレーザ溶接ヘッド20自体をz方向でモータにより駆動し、コンピュータ制御部26により制御してその目標位置に走行させることも考えられる。
【0036】
縁32に溶接継ぎ目を製作した後に、レーザ溶接ヘッド20は相応する支持レール17の走行によってx方向で再び図3の出発位置にもたらされる。工作物保持体35を有するプレスビーム3は次いで持ち上げられ、かつ今や最終的に加工された金属薄板フード36は操作員により機械の接合ステーション8から取り出すことができる。レーザ溶接ヘッド20の運転期間中は図5に示した溶接遮蔽体33は操作側で接合ステーション8の前にずらしておく。図5に基づき、溶接遮蔽体33は案内レール34によって機械フレーム2に沿ってしゅう動可能に案内されている。
【図面の簡単な説明】
【図1】曲げステーション並びに接合ステーションを有する金属薄板加工機械の著しく概略的に示した側面図である。
【図2】図1に示した機械の曲げステーションを示す。
【図3】図1に示した機械の接合ステーションを示す。
【図4】図1に示した機械の接合ステーションを示す。
【図5】接合ステーションを遮蔽した図1の機械を示す。
【符号の説明】
1 機械、 2 機械フレーム、 3 プレスビーム、 4 プレスビーム駆動部、 5 機械テーブル、 6 受容部、 7 曲げステーション、 8 接合ステーション、 9 曲げプランジャ、 10 工作物保持装置、 11 マトリックス、 12 工作物支持体、 13 後方ストッパ系、 14 駆動ユニット、 15 ストッパ台車、 16 ストッパ往復台、 17 支持レール、 18 位置決めストッパ、 19 保持アーム、 20 レーザ溶接ヘッド、 21 導光ケーブル、 22 レーザ発生器、 23 二重矢印、 24 二重矢印、 25 二重矢印、 26 コンピュータ制御部、 27 金属薄板、 28 曲げ線、 29 連結板、 30 アングル成形体、 31 ベース板、 32 縁、 33 溶接遮蔽体、 34 案内レール、 35 工作物保持体、 36 金属薄板フード
Claims (2)
- 工作物特に金属薄板(27)を加工する機械であって、工作物を曲げるための少なくとも1つの曲げ工具(9,11)を備えた少なくとも1つの曲げステーション(7)並びに工作物を曲げ工具(9,11)に対して位置決めするための少なくとも1つの位置決め装置(13)を有し、その際曲げステーション(7)の位置決め装置(13)は工作物のための少なくとも1つの位置決めストッパ(18)を有しており、この位置決めストッパは走行駆動部(14)によって制御されて走行可能であって、機械が、工作物の少なくとも1つの接合作業を行うための少なくとも1つの接合装置(20)を有している形式のものにおいて、
この接合装置(20)は曲げステーション(7)の位置決めストッパ(18)の走行駆動部(14)によって制御されて1つの作業位置に、かつ/又は少なくとも1つの接合作業を行っている場合に工作物に対して相対的に走行可能であることを特徴とする、工作物特に金属薄板の加工機械。 - 前記曲げ工具(9,11)は曲げ上工具(9)並びに曲げ下工具(11)を有しており、該曲げ上工具(9)は制御されて昇降可能な上工具支持体(3)によって、工作物を曲げながら、前記曲げ下工具(11)に対して相対的に可動であって、曲げステーション(7)に隣接して配置された接合ステーションに、前記接合装置(20)が設けられており、該接合装置(20)に、接合作業を行う際に工作物を固定するための工作物保持装置(10)が設けられており、前記接合ステーション(8)の工作物保持装置(10)は曲げステーション(7)の上工具支持体(3)によって昇降可能な少なくとも1つの工作物保持体(35)を有しており、この工作物保持体によって工作物が接合作業を行う際に対応受けに支えられることができかつこれによって固定可能である、請求項1記載の機械。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP00126627A EP1210995B1 (de) | 2000-12-04 | 2000-12-04 | Maschine für die Bearbeitung von Werkstücken, insbesondere von Blechen, mit wenigstens einer Biegestation sowie wenigstens einer Fügevorrichtung |
| EP00126627.9 | 2000-12-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002219518A JP2002219518A (ja) | 2002-08-06 |
| JP2002219518A5 JP2002219518A5 (ja) | 2005-07-14 |
| JP4076342B2 true JP4076342B2 (ja) | 2008-04-16 |
Family
ID=8170569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001368654A Expired - Lifetime JP4076342B2 (ja) | 2000-12-04 | 2001-12-03 | 少なくとも1つの曲げステーション並びに少なくとも1つの接合装置を有する、工作物特に金属薄板の加工機械 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6564442B2 (ja) |
| EP (1) | EP1210995B1 (ja) |
| JP (1) | JP4076342B2 (ja) |
| AT (1) | ATE249293T1 (ja) |
| DE (1) | DE50003665D1 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT503790B1 (de) | 2006-07-25 | 2008-01-15 | Trumpf Maschinen Austria Gmbh | Anschlagvorrichtung für eine biegepresse |
| JP5219417B2 (ja) * | 2007-07-12 | 2013-06-26 | 株式会社アマダ | 曲げ加工システム |
| US20090026175A1 (en) * | 2007-07-26 | 2009-01-29 | Honeywell International, Inc. | Ion fusion formation process for large scale three-dimensional fabrication |
| DE102008022449A1 (de) * | 2008-05-08 | 2009-11-12 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Laserbearbeitungsmaschine mit erweitertem Arbeitsraum |
| CN101537568B (zh) | 2009-04-21 | 2010-09-08 | 陈庆汉 | 一种发光字围字机 |
| AT509857B1 (de) * | 2010-08-05 | 2011-12-15 | Trumpf Maschinen Austria Gmbh | Biegepresse mit einer werkteil-positionier- vorrichtung sowie ein verfahren zum betrieb |
| AT514930B1 (de) * | 2013-12-04 | 2015-05-15 | Trumpf Maschinen Austria Gmbh | Hinteranschlageinheit für Biegemaschine |
| CN106103012B (zh) * | 2014-03-27 | 2017-12-12 | 松下知识产权经营株式会社 | 机器人控制方法 |
| US10730785B2 (en) * | 2016-09-29 | 2020-08-04 | Nlight, Inc. | Optical fiber bending mechanisms |
| AT523568B1 (de) * | 2020-03-11 | 2023-05-15 | Trumpf Maschinen Austria Gmbh & Co Kg | Biegemaschine |
| CN112108877B (zh) * | 2020-10-28 | 2024-10-01 | 深圳市弗镭斯激光技术有限公司 | 一种自动卷料焊接机 |
| CN113843621B (zh) * | 2021-09-26 | 2024-07-12 | 苏州美达王钢铁制品有限公司 | 一种机器人自动拼点焊接一体的自动化装置以及方法 |
| CN114310333B (zh) * | 2021-12-30 | 2024-08-16 | 深圳市新锐标牌科技有限公司 | 一种铝合金标识牌表面加工设备 |
| CN115922212B (zh) * | 2023-01-17 | 2025-06-13 | 商丘市通达专用车辆制造有限公司 | 一种粉罐车异形零部件拼焊限位工作台及方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3590208A (en) * | 1967-11-02 | 1971-06-29 | Licentia Gmbh | Method of aligning and welding laminated sheets for electrical machines |
| US3641303A (en) * | 1970-01-26 | 1972-02-08 | Integrated Building Industry I | Method and apparatus for continuously making truss elements |
| DE3909387C1 (en) * | 1989-03-22 | 1990-04-26 | Bayerische Motoren Werke Ag, 8000 Muenchen, De | Progression tool |
| JPH02274316A (ja) * | 1989-04-13 | 1990-11-08 | Amada Co Ltd | 折曲げ溶接複合装置 |
| US5301410A (en) * | 1990-02-05 | 1994-04-12 | Heinz Finzer | Workpiece machining center of modular construction and drive module for same |
| FR2673863B1 (fr) * | 1991-03-14 | 1995-05-19 | Snecma | Procede et outillage de fabrication d'une piece annulaire en tole. |
| JP3074930B2 (ja) * | 1992-04-09 | 2000-08-07 | トヨタ自動車株式会社 | 2種類以上を製造可能な溶接パネル製造装置 |
| DE9315209U1 (de) * | 1993-10-08 | 1995-02-16 | Trumpf Gmbh & Co, 71254 Ditzingen | Abkantpresse |
| RO120390B1 (ro) * | 1995-07-25 | 2006-01-30 | Evangelista Russo | Maşină de găurit, universală şi portabilă, pentru efectuarea automată şi semiautomată a găurilor oarbe sau străpunse, utilizată şi la încărcarea suprafeţelor cu sudură |
| US5897796A (en) * | 1997-06-16 | 1999-04-27 | Chrysler Corporation | Method and apparatus for in-situ laser welding of hemmed joints |
-
2000
- 2000-12-04 EP EP00126627A patent/EP1210995B1/de not_active Expired - Lifetime
- 2000-12-04 DE DE50003665T patent/DE50003665D1/de not_active Expired - Lifetime
- 2000-12-04 AT AT00126627T patent/ATE249293T1/de active
-
2001
- 2001-12-03 JP JP2001368654A patent/JP4076342B2/ja not_active Expired - Lifetime
- 2001-12-04 US US10/005,035 patent/US6564442B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE50003665D1 (de) | 2003-10-16 |
| JP2002219518A (ja) | 2002-08-06 |
| US20020133926A1 (en) | 2002-09-26 |
| EP1210995A1 (de) | 2002-06-05 |
| EP1210995B1 (de) | 2003-09-10 |
| ATE249293T1 (de) | 2003-09-15 |
| US6564442B2 (en) | 2003-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4076342B2 (ja) | 少なくとも1つの曲げステーション並びに少なくとも1つの接合装置を有する、工作物特に金属薄板の加工機械 | |
| CN107813066B (zh) | 一种激光切割管板一体机 | |
| CN108406114B (zh) | 一种圆弧t型角接双面焊接方法 | |
| CN115243809A (zh) | 折弯机 | |
| EP1602439A2 (en) | Nozzle change magazine for laser beam machine | |
| US6647605B2 (en) | Machine tool and its pallet changing device | |
| KR100986074B1 (ko) | 플라스틱 접합용 레이저 접합 장치 | |
| JP3272197B2 (ja) | 重ね溶接治具 | |
| JPH11226763A (ja) | レーザ溶接装置 | |
| KR100565121B1 (ko) | 레이저 용접용 지그 장치 | |
| JP3676592B2 (ja) | プレス金型におけるワークの位置決め装置 | |
| JPH0739065B2 (ja) | 電動ドリルを装備した自動ガス溶断装置の電動ドリル固定装置 | |
| JPH11156574A (ja) | レーザ溶接方法およびその装置 | |
| JP2002224842A (ja) | シーム溶接方法と溶接軌跡誘導装置 | |
| JP3488946B2 (ja) | ブランク材の突き合わせ位置決め装置 | |
| JP2549831Y2 (ja) | レーザ加工機のワーククランプ装置 | |
| JP2005313255A (ja) | ワーク搬送装置およびワーク搬送装置の治具位置決め方法 | |
| CN210755398U (zh) | 一种通用性钢材铣床装置 | |
| CN210232034U (zh) | 一种用于安装码碰焊的定位装置 | |
| JPH10291083A (ja) | 摩擦溶接方法および装置 | |
| JPS5828441A (ja) | 自走式切削加工機 | |
| CN221415303U (zh) | 双面焊接机 | |
| CN216938940U (zh) | 激光焊接机 | |
| KR100208998B1 (ko) | 자동차용 도어의 해밍작업대 | |
| CN213531207U (zh) | 一种激光雕刻机聚焦头移动装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041125 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060901 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20061130 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20061205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070607 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20070813 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20070816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4076342 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140208 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |