JP4073709B2 - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- JP4073709B2 JP4073709B2 JP2002151739A JP2002151739A JP4073709B2 JP 4073709 B2 JP4073709 B2 JP 4073709B2 JP 2002151739 A JP2002151739 A JP 2002151739A JP 2002151739 A JP2002151739 A JP 2002151739A JP 4073709 B2 JP4073709 B2 JP 4073709B2
- Authority
- JP
- Japan
- Prior art keywords
- rotary table
- base
- ejector
- mold
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、射出成形機に関するものである。
【0002】
【従来の技術】
従来、射出成形機においては、加熱シリンダ内において加熱され溶融させられた樹脂を、射出してキャビティ空間に充填(てん)し、該キャビティ空間内において冷却して固化させることによって成形品を得るようにしている。そのために、前記射出成形機は型締装置、金型装置及び射出装置を有し、前記型締装置は、固定プラテン及び可動プラテンを備え、型締機構によって可動プラテンを進退させることにより金型装置の型閉じ、型締め及び型開きを行う。また、該金型装置は固定金型及び可動金型を備え、型閉じに伴って、前記固定金型と可動金型との間にキャビティ空間が形成される。
【0003】
一方、前記射出装置は、ホッパから供給された樹脂を加熱して溶融させる加熱シリンダ、及び溶融させられた樹脂を射出する射出ノズルを備え、前記加熱シリンダ内にスクリューが回転自在に、かつ、進退自在に配設される。そして、該スクリューを回転させ、それに伴って後退させることによって樹脂の計量が行われ、前進させることによって射出ノズルから樹脂が射出され前記キャビティ空間に充填される。そして、該キャビティ空間に充填された樹脂を冷却することによって、成形品を成形することができる。
【0004】
ところで、例えば、二つの異なる樹脂を使用して前記成形品を成形する場合、回転テーブルを配設し、該回転テーブルに可動金型を取り付けるようにしている。そして、前記回転テーブルを反転機構によって回転させることにより可動金型を反転させ、二つの成形位置に置き、各成形位置において、各樹脂が前記キャビティ空間に充填される。
【0005】
図2は従来の反転機構を示す断面図、図3は従来の回転テーブルの正面図である。
【0006】
図において、11は、図示されない可動プラテンに取り付けられ、円形の形状を有し、可動プラテンが進退させられるのに伴って進退(図2において上下方向に移動)させられるベースであり、該ベース11はスペーサ14を介して射出成形機のフレームFに取り付けられる。また、12は、前記ベース11と同様に円形の形状を有し、ベース11に対してベアリングb1によって回転自在に支持された回転テーブルであり、前記ベース11と回転テーブル12との間に、回転テーブル12に加わるスラスト荷重を受け、回転テーブル12をベース11に対して摺(しゅう)動支持するための環状のスライドブシュ13が配設される。
【0007】
前記ベース11の外周縁の所定の位置に、反転用の駆動部としてのサーボモータ15及び減速機16が、ブラケット17及び前記スペーサ14を介してフレームFに取り付けられる。前記サーボモータ15は、図示されない制御部から送られた駆動信号に従って駆動され、サーボモータ15が駆動されることによって発生させられた回転は、減速機16において減速させられ、減速させられた回転は、出力軸18に出力される。そして、該出力軸18の外周縁に駆動ギヤ19が、前記回転テーブル12の外周縁に従動ギヤ21が配設され、出力軸18に出力された回転は駆動ギヤ19及び従動ギヤ21を介して回転テーブル12に伝達される。なお、前記出力軸18は、ベアリングb2によってブラケット17に対して回転自在に配設される。
【0008】
ところで、二つの異なる樹脂を使用して前記成形品を成形する場合、前記ベース11の円周方向における2箇所に、互いに180〔°〕の角度を置いて第1、第2の成形位置が設定され、該第1、第2の成形位置にそれぞれ突出し孔31が形成され、該各突出し孔31に隣接させて第1、第2のエジェクタ装置23、24が配設される。また、前記回転テーブル12の円周方向における2箇所に、互いに180〔°〕の角度を置いて、かつ、前記各突出し孔31と選択的に連通させてそれぞれ連通孔33が形成される。
【0009】
そして、前記第1、第2のエジェクタ装置23、24は、それぞれ、ガイドバー25、該ガイドバー25によってベース11と所定の間隔を置いて配設された突出し用の駆動部としてのサーボモータ26、前端(図2において上端)を前記突出し孔31及び連通孔33に臨ませて配設され、前記サーボモータ26を駆動することによって進退させられるエジェクタロッド27、サーボモータ26の回転速度を検出するためのエンコーダ28等を備える。
【0010】
また、前記可動プラテンと対向させて図示されない固定プラテンが配設され、回転テーブル12に、図示されない可動金型が取り付けられるとともに、固定プラテンに図示されない固定金型が取り付けられるようになっている。したがって、図示されない型締機構を駆動して前記可動プラテンを前進させ、可動金型を前進させて型閉じを行い、固定金型と可動金型とを接触させて第1、第2のキャビティ空間を形成し、前記可動金型を所定の型締力で固定金型に押し付けて型締めを行い、続いて、前記可動プラテンを後退させ、可動金型を後退させて型開きを行うことができる。
【0011】
そのために、第1のキャビティ空間においては、第1の樹脂が充填された後、第1のエジェクタ装置23のエジェクタロッド27が前進(図2において上方向に移動)させられてゲートカットが行われ、第1の樹脂が冷却されて予備成形品になる。その後、型開きを行い、前記サーボモータ15を駆動し、予備成形品を可動金型に残したまま、回転テーブル12を180〔°〕回転させることによって可動金型を反転させると、予備成形品は第2の成形位置に移動する。
【0012】
続いて、再び型閉じを行うと、前記第2の成形位置において、第2のキャビティ空間に予備成形品と隣接させて所定の充填空間が形成され、第2のキャビティ空間に第2の樹脂を充填すると、前記充填空間が第2の樹脂で満たされ、該第2の樹脂が冷却されて成形品になる。このようにして、第2のキャビティ空間において、第1、第2の樹脂から成る成形品が成形される。
【0013】
続いて、再び型開きを行い、第2のエジェクタ装置24のエジェクタロッド27が前進させられ、可動金型に残った成形品が突き出される。
【0014】
その後、前記サーボモータ15が駆動され、回転テーブル12が180〔°〕回転させられ、可動金型が反転させられる。
【0015】
【発明が解決しようとする課題】
しかしながら、前記従来の射出成形機においては、サーボモータ15を駆動することによって発生させられた回転が、駆動ギヤ19及び従動ギヤ21を介して回転テーブル12に伝達され、可動金型が反転させられるようになっているので、サーボモータ15を急速に立ち上げたり、急速に停止させたりすると、駆動ギヤ19と従動ギヤ21との間において大きなトルクが伝達され、駆動ギヤ19、従動ギヤ21等が破損してしまうことがある。そこで、駆動ギヤ19、従動ギヤ21等が破損することがないように、サーボモータ15を緩やかに立ち上げたり、緩やかに停止させたりする必要があり、成形サイクルがその分長くなってしまう。
【0016】
また、サーボモータ15の回転を回転テーブル12に伝達するために駆動ギヤ19、従動ギヤ21、ベアリングb2等が必要になるので、射出成形機が大型化してしまう。
【0017】
本発明は、前記従来の射出成形機の問題点を解決して、成形サイクルを短くすることができ、小型化することができる射出成形機を提供することを目的とする。
【0018】
【課題を解決するための手段】
そのために、本発明の射出成形機においては、ベースと、金型部材が取り付けられ、前記ベースに対して回転自在に配設され、回転に伴って金型部材を移動させて、設定された成形位置に置くための回転テーブルと、該回転テーブルの回転中心と同心上に回転中心を置いた状態で前記ベースに取り付けられた駆動部とを有する。
そして、該駆動部は、前記ベースに回転不能に固定されたステータ、該ステータの径方向内方において回転自在に配設されたロータ、及び該ロータに取り付けられ、かつ、前記回転テーブルと連結された中空出力軸を備え、制御部によって駆動されるのに伴って、前記回転テーブルを回転させ、前記金型部材を前記成形位置に置く。
また、前記中空出力軸は筒状部を備える。
そして、該筒状部の径方向内方に、成形品を突き出すためのエジェクタ装置の少なくとも一部が配設される。
【0023】
【発明の実施の形態】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0024】
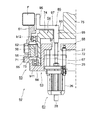
図1は本発明の実施の形態における反転機構を示す断面図、図4は本発明の実施の形態における回転テーブルの正面図、図5は本発明の実施の形態における反転機構の要部を示す拡大図である。
【0025】
図において、11はフレームFを介して可動プラテンに取り付けられ、円形の形状を有し、可動プラテンが進退させられるのに伴って進退(図1において上下方向に移動)させられるベースであり、12は、前記ベース11と同様に円形の形状を有し、ベース11に対して回転自在に支持された回転テーブルであり、前記ベース11と回転テーブル12との間に、回転テーブル12に加わるスラスト荷重を受け、回転テーブル12をベース11に対して摺動支持するための環状のスライドブシュ13が配設される。
【0026】
前記ベース11の中央に貫通孔51が形成され、該貫通孔51より下方に、反転用の駆動部としてのサーボモータ52が前記ベース11の回転中心と同心上にフレームFに取り付けられる。前記サーボモータ52は、ダイレクトドライブ方式の中空のサーボモータから成り、筐体53、該筐体53内においてベアリングb11、b12によって回転自在に支持された中空出力軸54、前記筐体53に取り付けられたステータ55、及び該ステータ55より径方向内方において、ステータ55と近接させて前記中空出力軸54に取り付けられたロータ56を備える。なお、該ロータ56としては、平坦(たん)な永久磁石が使用される。
【0027】
前記筐体53は、一端がフレームFに取り付けられ、軸方向に延びる第1の筒状部61、一端が前記第1の筒状部61の他端に取り付けられ、軸方向に延びる第2の筒状部62、及び該第2の筒状部62の他端に取り付けられた皿状のフランジ部63を有する。そして、該フランジ部63は、一端が前記第2の筒状部62の他端に取り付けられた外側フランジ65、該外側フランジ65の他端から径方向内方に延びる環状の底部66、一端が底部66の内周縁に接続され、軸方向に、かつ、前記第2の筒状部62と平行に延びる筒状の内壁部67、及び一端が内壁部67の他端に接続され、径方向内方に延びる円形の支持部68を備える。
【0028】
また、前記中空出力軸54は、第1の筒状部61の近傍から底部66の近傍まで軸方向に延びる筒状部73、該筒状部73の第1の筒状部61側の端部から径方向内方に延びるフランジ部74、及び該フランジ部74の内周縁から軸方向に延びる出力軸部75を備える。該出力軸部75は、前記貫通孔51を貫通して延び、前記回転テーブル12は、中央部において、固定部材としてのボルト76によって前記出力軸部75の先端面(図1において上端面)に固定される。
【0029】
そして、前記第2の筒状部62、外側フランジ65、底部66及び内壁部67によって、筐体53内の外周縁側に環状の第1の収容空間71が形成され、該第1の収容空間71に、前記筒状部73、ステータ55及びロータ56が収容される。また、前記内壁部67及び支持部68によって、筐体53内の中央に第2の収容空間72が形成され、該第2の収容空間72に、第1、第2のエジェクタ装置83、84の少なくとも一部が収容される。
【0030】
前記サーボモータ52は、図示されない制御部から送られた駆動信号に従って駆動され、サーボモータ52が駆動されることによって発生させられた回転は、直接前記出力軸部75に出力される。なお、該出力軸部75はベアリングb13によってベース11に対して回転自在に配設される。
【0031】
ところで、二つの異なる成形材料としての樹脂を使用して前記成形品を成形する場合、前記ベース11の円周方向における2箇所に、互いに180〔°〕の角度を置いて第1、第2の成形位置が設定され、該第1、第2の成形位置にそれぞれ突出し孔31が形成されるとともに、前記支持部68の円周方向における2箇所に、互いに180〔°〕の角度を置いて、かつ、前記各突出し孔31に対応させて各突出し孔91が形成される。また、前記回転テーブル12の円周方向における2箇所に、互いに180〔°〕の角度を置いて、かつ、前記各突出し孔31と選択的に連通させてそれぞれ連通孔33が形成されるとともに、前記フランジ部74の円周方向における2箇所に、互いに180〔°〕の角度を置いて、かつ、前記各連通孔33に対応させて各連通孔93が形成される。
【0032】
なお、本実施の形態においては、ベース11の円周方向における2箇所に、第1、第2の成形位置が設定されるようになっているが、ベース11の円周方向における3箇所以上の複数箇所に、成形位置を設定することもできる。その場合、突出し孔31、91、連通孔33、93等は、ベース11、回転テーブル12、支持部68及びフランジ部74の円周方向における3箇所以上の複数箇所に所定のピッチで形成される。
【0033】
また、本実施の形態においては、突出し孔31及び連通孔33と、突出し孔91及び連通孔93とが、互いに同じ位相で形成され、それに対応させて第1の伝動部95と第2の伝動部96とが同じ位相で形成されるようになっているが、突出し孔31及び連通孔33と、突出し孔91及び連通孔93とを異なる位相で形成し、それに対応させて第1の伝動部95と第2の伝動部96とを異なる位相で形成することもできる。
【0034】
そして、前記各突出し孔91に隣接させて、前記第1、第2のエジェクタ装置83、84が配設される。第1、第2のエジェクタ装置83、84は、それぞれ、ガイドバー25、該ガイドバー25によって支持部68と所定の間隔を置いて配設された突出し用の駆動部としてのサーボモータ26、前端(図1及び5において上端)を前記突出し孔91及び連通孔93に臨ませて配設され、前記サーボモータ26を駆動することによって進退(図1及び5において上下方向に移動)させられるエジェクタロッド27、サーボモータ26の回転速度を検出するためのエンコーダ28、一端を前記突出し孔31及び連通孔33に臨ませて、突出し孔91を貫通して延び、他端を前記エジェクタロッド27に当接させて第1、第2のエジェクタ延長体85、86等が配設され、該第1、第2のエジェクタ延長体85、86は、サーボモータ26によって発生させられた突出し力を伝達する。
【0035】
そのために、前記第1、第2のエジェクタ延長体85、86は、各第1、第2のエジェクタ装置83、84が駆動され、各エジェクタロッド27が前進(図1及び5において上方向に移動)させられるのに伴って前進させられ、各エジェクタロッド27が後退(図1及び5において下方向に移動)させられるのに伴って自重で後退させられる。なお、前記第1、第2のエジェクタ延長体85、86は、中空出力軸54が回転するのに伴って移動させられて第1、第2の成形位置に置かれ、第1、第2の成形位置において、突出し孔31に第2の伝動部96の端部を、突出し孔91に第1の伝動部95の端部を臨ませて位置決めされる。本実施の形態において、第1、第2のエジェクタ延長体85、86は、各エジェクタロッド27が後退させられるのに伴って自重で後退させられるが、付勢部材としてのスプリング等によって後退させることもできる。
【0036】
ところで、射出成形機を小型化するために、前記第1、第2のエジェクタ装置83、84は、前記サーボモータ52内に形成された第2の収容空間72内において、前記支持部68に取り付けられ、その結果、前記突出し孔91及び連通孔93は、サーボモータ52の軸心の近傍に形成される。これに対して、前記第1、第2の成形位置は、成形される成形品の形状、寸法等に応じて所定の箇所に設定する必要があるので、突出し孔31及び連通孔33は、比較的サーボモータ52の軸心から離れた位置に形成されることが多い。
【0037】
したがって、前記突出し孔31及び連通孔33は、突出し孔91及び連通孔93より径方向外方に形成される。そのために、前記第1、第2のエジェクタ延長体85、86は、前記連通孔93内に挿入され、軸方向に延びる第1の伝動部95、該第1の伝動部95より径方向外方において前記突出し孔31及び連通孔33に選択的に挿入され、軸方向に延びる第2の伝動部96、並びに前記第1の伝動部95と第2の伝動部96とを連結し、径方向に延びる連結部97を備える。
【0038】
また、前記可動プラテンと対向させて図示されない固定プラテンが配設され、回転テーブル12に、第1の金型部材としての図示されない可動金型が取り付けられるとともに、固定プラテンに第2の金型部材としての図示されない固定金型が取り付けられるようになっている。したがって、図示されない型締機構を駆動して前記可動プラテンを前進させ、可動金型を前進させて型閉じを行い、固定金型と可動金型とを接触させて第1、第2のキャビティ空間を形成し、前記可動金型を所定の型締力で固定金型に押し付けて型締めを行い、続いて、前記可動プラテンを後退させ、可動金型を後退させて型開きを行うことができる。
【0039】
そのために、第1のキャビティ空間においては、第1の樹脂が充填された後、第1のエジェクタ装置83のエジェクタロッド27が前進させられ、それに伴って、第1のエジェクタ延長体85が前進させられてゲートカットが行われ、第1の樹脂が冷却されて予備成形品になる。そして、第1の成形位置において、前記突出し孔31は、第1のキャビティ空間のゲートに対応する箇所に形成される。その後、型開きを行い、前記サーボモータ52を駆動し、予備成形品を可動金型に残したまま、回転テーブル12を180〔°〕回転させることによって可動金型を反転させると、予備成形品は第2の成形位置に移動する。
【0040】
続いて、再び型閉じを行うと、前記第2の成形位置において、第2のキャビティ空間に予備成形品と隣接させて所定の充填空間が形成され、第2のキャビティ空間に第2の樹脂を充填すると、充填空間が第2の樹脂で満たされ、該第2の樹脂が冷却されて成形品になる。このようにして、第2のキャビティ空間において、第1、第2の樹脂から成る成形品が成形される。
【0041】
続いて、再び型開きを行い、第2のエジェクタ装置84のエジェクタロッド27が前進させられ、それに伴って、第2のエジェクタ延長体86が前進させられ、可動金型に残った成形品が突き出される。そのために、第2の成形位置において、前記突出し孔31は、成形品の被突出部として設定された箇所に対応させて形成される。
【0042】
その後、前記サーボモータ52が駆動され、回転テーブル12が180〔°〕回転させられ、可動金型が反転させられる。
【0043】
このように、本実施の形態においては、サーボモータ52を駆動することによって発生させられた回転が、出力軸部75から直接回転テーブル12に伝達され、可動金型が反転させられるようになっているので、ギヤ、ベルト、チェーン等の伝動系を使用する必要がない。したがって、サーボモータ52を緩やかに立ち上げたり、緩やかに停止させたりする必要がないので、成形サイクルを短くすることができる。
【0044】
また、サーボモータ52の回転を回転テーブル12に伝達するために伝動系を使用する必要がないので、射出成形機を小型化することができるだけでなく、中空出力軸54、ステータ55及びロータ56より径方向内方に第1、第2のエジェクタ装置83、84の少なくとも一部が配設され、ビルトイン構造が形成されるので、射出成形機を一層小型化することができる。
【0045】
しかも、伝動系を使用しないので、回転テーブル12を回転させる際に騒音が発生するのを抑制することができる。
【0046】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【0047】
【発明の効果】
以上詳細に説明したように、本発明によれば、射出成形機においては、ベースと、金型部材が取り付けられ、前記ベースに対して回転自在に配設され、回転に伴って金型部材を移動させて、設定された成形位置に置くための回転テーブルと、該回転テーブルの回転中心と同心上に回転中心を置いた状態で前記ベースに取り付けられた駆動部とを有する。
そして、該駆動部は、前記ベースに回転不能に固定されたステータ、該ステータの径方向内方において回転自在に配設されたロータ、及び該ロータに取り付けられ、かつ、前記回転テーブルと連結された中空出力軸を備え、制御部によって駆動されるのに伴って、前記回転テーブルを回転させ、前記金型部材を前記成形位置に置く。
また、前記中空出力軸は筒状部を備える。
そして、該筒状部の径方向内方に、成形品を突き出すためのエジェクタ装置の少なくとも一部が配設される。
【0048】
この場合、駆動部の回転を回転テーブルに伝達するために伝動系を使用する必要がないので、射出成形機を小型化することができる。
また、伝動系を使用しないので、回転テーブルを回転させる際に騒音が発生するのを抑制することができる。
【図面の簡単な説明】
【図1】本発明の実施の形態における反転機構を示す断面図である。
【図2】従来の反転機構を示す断面図である。
【図3】従来の回転テーブルの正面図である。
【図4】本発明の実施の形態における回転テーブルの正面図である。
【図5】本発明の実施の形態における反転機構の要部を示す拡大図である。
【符号の説明】
11 ベース
12 回転テーブル
26、52 サーボモータ
31、91 突出し孔
53 筐体
54 中空出力軸
83、84 第1、第2のエジェクタ装置
85、86 第1、第2のエジェクタ延長体
Claims (4)
- (a)ベースと、
(b)金型部材が取り付けられ、前記ベースに対して回転自在に配設され、回転に伴って金型部材を移動させて、設定された成形位置に置くための回転テーブルと、
(c)該回転テーブルの回転中心と同心上に回転中心を置いた状態で前記ベースに取り付けられた駆動部とを有するとともに、
(d)該駆動部は、前記ベースに回転不能に固定されたステータ、該ステータの径方向内方において回転自在に配設されたロータ、及び該ロータに取り付けられ、かつ、前記回転テーブルと連結された中空出力軸を備え、制御部によって駆動されるのに伴って、前記回転テーブルを回転させ、前記金型部材を前記成形位置に置き、
(e)前記中空出力軸は筒状部を備え、
(f)該筒状部の径方向内方に、成形品を突き出すためのエジェクタ装置の少なくとも一部が配設されることを特徴とする射出成形機。 - 前記エジェクタ装置は、前記中空出力軸を貫通して延び、突出し用の駆動部によって発生させられた突出し力を伝達するエジェクタ延長体を備える請求項1に記載の射出成形機。
- 前記ベースに、前記エジェクタ延長体の一方の端部を臨ませるための突出し孔が、前記反転用の駆動部の筐体に、前記エジェクタ延長体の他方の端部を臨ませるための突出し孔が形成される請求項2に記載の射出成形機。
- 前記エジェクタ延長体の一方の端部を臨ませるための突出し孔は、前記エジェクタ延長体の他方の端部を臨ませるための突出し孔より径方向外方に形成される請求項3に記載の射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002151739A JP4073709B2 (ja) | 2002-05-27 | 2002-05-27 | 射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002151739A JP4073709B2 (ja) | 2002-05-27 | 2002-05-27 | 射出成形機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003340865A JP2003340865A (ja) | 2003-12-02 |
| JP2003340865A5 JP2003340865A5 (ja) | 2005-09-15 |
| JP4073709B2 true JP4073709B2 (ja) | 2008-04-09 |
Family
ID=29769226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002151739A Expired - Fee Related JP4073709B2 (ja) | 2002-05-27 | 2002-05-27 | 射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4073709B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6359406B2 (ja) * | 2014-09-30 | 2018-07-18 | 住友重機械工業株式会社 | 竪型射出成形機 |
| JP7118835B2 (ja) * | 2018-09-19 | 2022-08-16 | 住友重機械工業株式会社 | 射出成形機 |
-
2002
- 2002-05-27 JP JP2002151739A patent/JP4073709B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003340865A (ja) | 2003-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5679384A (en) | Injection apparatus for an electric injection molding machine | |
| EP3135455B1 (en) | Injection unit | |
| JP3502545B2 (ja) | 射出装置 | |
| JP4073709B2 (ja) | 射出成形機 | |
| CN100563993C (zh) | 用于注塑机中喷射单元的驱动装置 | |
| EP1129837A2 (en) | Drive apparatus for injection molding machine | |
| JP3245391B2 (ja) | ビルトインモータ型射出装置 | |
| JP3316800B2 (ja) | プリプラ式射出成形機の可塑化装置 | |
| JP3491008B2 (ja) | 射出成形機の射出装置 | |
| JP3140996B2 (ja) | 電動射出成形機の射出装置 | |
| JP4035123B2 (ja) | 射出成形機 | |
| JPH0839631A (ja) | 電動射出成形機の射出装置 | |
| JP2001225345A (ja) | 電動射出成形機 | |
| JP3236826B2 (ja) | 射出成形機のストローク設定装置 | |
| JP3207171B2 (ja) | エジェクタ装置 | |
| JP3262224B2 (ja) | 電動射出成形機 | |
| JP2880674B2 (ja) | 電動射出成形機の射出装置 | |
| JP3140997B2 (ja) | 電動射出成形機の射出装置 | |
| JP3878936B2 (ja) | 電動射出成形機の射出装置 | |
| JP2001221304A (ja) | 動力伝達装置 | |
| JP2000190362A (ja) | 電動射出成形機 | |
| JP3145678B2 (ja) | 電動射出成形機 | |
| JP3828358B2 (ja) | 射出装置及びその駆動方法 | |
| JP3179756B2 (ja) | 射出装置 | |
| JP3145681B2 (ja) | 電動射出成形機の射出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050329 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071016 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080123 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120201 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130201 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140201 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |