JP4060708B2 - 熱的に安定な結合剤樹脂組成物および繊維を結合する方法 - Google Patents
熱的に安定な結合剤樹脂組成物および繊維を結合する方法 Download PDFInfo
- Publication number
- JP4060708B2 JP4060708B2 JP2002545087A JP2002545087A JP4060708B2 JP 4060708 B2 JP4060708 B2 JP 4060708B2 JP 2002545087 A JP2002545087 A JP 2002545087A JP 2002545087 A JP2002545087 A JP 2002545087A JP 4060708 B2 JP4060708 B2 JP 4060708B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- composition
- preform
- binder
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/06—Polysulfones; Polyethersulfones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/105—Coating or impregnating independently of the moulding or shaping step of reinforcement of definite length with a matrix in solid form, e.g. powder, fibre or sheet form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
Landscapes
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Description
本発明は繊維のプリフォームを製造するための熱的に安定な結合剤樹脂、熱的に安定な結合剤樹脂組成物を用いて繊維のプリフォームを製造する方法、該方法および組成物を用いて得られたプリフォーム、結合剤樹脂組成物を選択する方法、硬化可能なマトリックス樹脂を該プリフォームに注入および浸出させる方法、注入または浸出させた硬化可能なプリフォーム、それを硬化させる方法、および該方法によって得られる硬化した複合体に関する。
【0002】
複合体は、負荷に耐える製品、典型的には船舶、自動車、航空および建設産業における製品、例えば貯蔵容器、運搬容器、および自動車、トラック、ボート、飛行機、列車等を含む車輛の部材の構築においてエンジニアリング級重合体として使用されている。これらの複合体はガラス繊維、炭素繊維等の繊維性の補強材および硬化した樹脂を含んで成っている。
【0003】
複合体は、伝統的にはレイアップ(lay up)、型の中での成形(moulding)および積層化を行われた熱可塑性樹脂および熱硬化性樹脂の組み合わせから成るマトリックス樹脂で含浸された繊維のプリプレグからつくられる。プリプレグの性質および品質は靭性、強度、可撓性等に対してコントロールされる。或る与えられた製品をつくる場合、レイアップおよび型の中での成形を行うための大きさにプリプレグのシートを切断することができる。
【0004】
最近では、複合体は種々の乾式成形法によってつくられる。これらの方法では、先ず乾燥した繊維をプリフォームとして成形型の中に配置し、次いでその場においてマトリックス樹脂を直接注入(inject)または滲出(infuse)させる。プリフォームの繊維を一本または多数本または多数の層の繊維材料から成る繊維の形で成形型の中に入れ、所望の繊維の向きをもつようにレイアップして必要な形をつくり、ステッチかけ、織り合わせ、組み編み、ステープル留め、或いは結合剤を用いる接合によって適切な位置に保持する。
【0005】
熱硬化性または熱可塑性の結合剤樹脂はプリフォームをつくるのに最も効果的であるが、それから得られた複合体の部材の硬化した機械的性能を損なうことが見出されている。マトリックス樹脂を注入または滲出させる際に結合剤は繊維を適切な位置に保持する。マトリックス樹脂は低い粘度をもっていて注入を容易にしプリフォームの繊維の中に浸入してこれを湿潤することができるが、典型的には例えばエンジニアリング用複合体の製造の場合、マトリックス樹脂は加圧して注入することが必要な比較的高い粘度をもっており、これによって不安定化した複合体がずれを生じる可能性がある。従って通常は、もっと粘度の大きなマトリックス樹脂のフィルムを成形型の中でプリフォームに接触させてレイアップし、加熱してプリフォームの中に滲み込ませる。
【0006】
現在結合剤系はあまり市販されていないが、これらには熱硬化したエポキシをベースにした単独の系或いはそれとポリエステル熱可塑性樹脂成分とを組み合わされた系が含まれる。最近では市販の系は、エポキシの熱硬化樹脂成分およびポリエーテルスルフォン熱可塑性樹脂成分をベースにしているか、或いはビスマレイン酸イミド熱硬化成分とポリエーテルイミド熱可塑性樹脂成分をベースにしている。すべての場合これらの系は、マトリックス樹脂の注入および滲出の際相容性がなくなるのを避けるために使用するマトリックス樹脂に適合するように簡単に調合されてきた。
【0007】
市販の結合剤は、噴霧法によりフィルムとして或いは粉末結合剤系として、繊維の型枠(form)を組み立てる前かまたはその途中において繊維または繊維布のシートに被覆されるか、或いは繊維の型枠に被覆される。結合剤は実質的には硬化剤即ち触媒を含む対応する樹脂マトリックス系であるが、固体の中に溶け込ませるため反応が進められ(即ち部分的に硬化し)、粘度による制限なく容易に繊維に含浸し浸透することができる系である。粉末は、プリフォームを製造するために加熱する前に繊維の型枠から落下する傾向があり、また繊維布の中で分布が不均一になる傾向をもっているから、或る種の問題を生じる。
【0008】
本発明においては、或る量の硬化用の触媒を含んだこれらの系は幾つかの問題を生じることが見出された。反応が進行した結合剤樹脂は幾つかの貯蔵の問題を生じ、この場合部分的に硬化した組成物は容易には可撓性をもたず、貯蔵中応力を発生し、これによってプリフォームが破裂することもあり、従ってプリフォームは理想的には製造後非常に短時間の間しか使用されない。さらに市販の系では、プリフォームを加熱して接合剤樹脂の粉末を熔融させプリフォームを製造するのに役立つ粘着性を得ることが必要である。
【0009】
最後に、高分子量のエンジニアリング熱可塑性組成物の製造においてプリフォームを安定化させるのに適した市販の系は殆ど存在しない。プリフォームを製造し、また高分子量樹脂を用いて注入または滲出を行うことは両方とも、接合剤樹脂の熱的不安定性、および接合剤樹脂およびマトリックス樹脂の高い融点および高粘度の見地から特に困難である。このことは、乾式成形法が高分子量のエンジニアリング複合体を製造する上で粘度による困難性を克服するために開発されたという事実と矛盾している。
【0010】
米国特許4 992 228号および米国特許5 080 857号には、それぞれ交叉結合剤が存在しない熱可塑性樹脂および触媒が存在しない熱硬化樹脂をベースにした代替系が記載されており、それぞれの場合、マトリックス樹脂の浸入を阻害して仕上げられた製品の強度、Tgおよび他の性質を低下させる結合剤のポケットの生成を避けるために、繊維を加熱して粘着させてプリフォームがつくられる。
【0011】
それにも拘わらず、これらの系は流動性および変形性が悪く、流動制御性および変形に対する抵抗性が悪く、マトリックス樹脂に対する相容性が悪い等のために種々の欠点をもっている。
【0012】
従って、高分子量のエンジニアリング熱可塑性系と共に使用でき、理想的には複合体構造物の内部で内部層状区域の靭性または衝撃変性を与えることができる熱的安定性をもって加工できる結合剤樹脂系が必要とされている。
【0013】
本発明において驚くべきことには、特定の樹脂系は驚くべき方法で上記の要求に適合し、さらに極めて融通性に富み、多くの種々のマトリックス樹脂系と共に使用して幾つかの異なった要求に合致させ得ることが見出された。
【0014】
従って本発明の最も広範な態様においては、少なくとも1種のポリアリールエーテル熱可塑性樹脂成分と少なくとも1種の熱硬化樹脂成分とを80/20〜10/90の重量比で含んで成り、主要なプリフォーム製造温度において活性をもつ触媒を実質的に含まず、該ポリアリールエーテル熱可塑性成分は数平均分子量(Mn)が2,000〜20,000であり、エーテル結合したフェニル単位およびエーテル結合したアリールスルフォン単位、並びに反応性の末端基を含んでいる繊維のプリフォームを製造するための結合剤樹脂組成物が提供される。この熱可塑性成分はポリエーテルスルフォン:ポリエーテルエーテルスルフォン(PES:PEES)の種類であることが好ましい。本発明の組成物は高度の可撓性およびそのMnに対応した流動制御性をもっていることが有利である。
【0015】
結合剤樹脂組成物は熱的に安定であり、この場合プリフォームの製造温度において賦活される可能性がある触媒、硬化剤または交叉結合剤を含まず、さらにプリフォーム製造温度において固有の熱安定性をもっていることが特に有利である。
【0016】
接合剤樹脂組成物は最高30分間、好ましくは最高60分の間、75〜125℃、好ましくは90〜110℃の温度に保持した場合、粘度が実質的に増加せず、好ましくは粘度が10%より、好ましくは5%より、さらに好ましくは3%よりも増加しないことが好適である。
【0017】
本発明の結合剤樹脂組成物は周囲温度において固体、好ましくは粘着性の固体であり、75〜125℃、好ましくは90〜110℃の範囲のプリフォーム製造温度において軟化点が低い粘着性の固体または樹脂の状態を保つことが好適である。接合剤樹脂の熱硬化成分はプリフォーム製造温度において固体、液体または熔融物であることができ、熱可塑性成分を溶解できることが好ましい。或る場合においてこのことは、この範囲の温度増加で該組成物の粘度を減少させるか或いは実質的に変化させない効果をもっている。即ち温度増加による物理的な粘度の低下は、熱可塑性成分の溶液の粘度上昇効果によって部分的にまたは実質的に打ち消される。この組成物は30%より、例えば10%より低い粘度の低下を起こすことができる。著しく異なった粘度をもつ成分を液体または熔融物に溶解するか或いはその他の方法により組み合わせ、この範囲内の組み合わされた粘度をもつようにし得ることは理解できるであろう。
【0018】
上記のような粘度および熱安定性をもった接合剤樹脂組成物は拡散効果に対して実質的に抵抗性をもち、最初にまたはそれ以後に加熱した際、或いはプリフォームを含む複合体構造物の製造の際、繊維の内部で含浸を起こすことはなく繊維の表面に移送されてプリフォームをつくることができる。
【0019】
本発明の接合剤樹脂組成物は熱可塑性成分および熱可塑性成分対熱硬化成分の比に関して極めて特異的である。本発明において、接合剤樹脂組成物は、プリフォームを製造するための繊維の型枠の中の繊維の周りで成形を行いこれを適切な位置に保持するのに有用な粘着性または適合性をもっており、該組成物は室温またはそれよりも僅かに高い温度において粘着性をもっているか軟化することを特徴としていることが見出された。
【0020】
さらに結合剤樹脂組成物は可撓性があり、プリフォーム製造後、例えば貯蔵中に生じる応力を吸収し、この場合プリフォームは亀裂を生じたり、引き裂かれたりまたは破裂したりすることはない。さらに結合剤樹脂組成物は室温において弾力的に変形することができ、プリフォームの形の歪みが防がれる。
【0021】
最後に、結合剤樹脂組成物は熱的に安定であり、加熱または冷却時において、例えばプリフォームの製造中実質的にその性質を保持し、次の注入または滲出の工程においてマトリックス樹脂の流れの障壁になることはない。
【0022】
結合剤樹脂組成物は粉末、噴霧剤またはフィルムとして供給されることができ、繊維の型枠に接触させてレイアップするか、または繊維の型枠の中の繊維の間に挿入し得る噴霧剤またはフィルムとして供給されることが好適である。フィルムの形の結合剤組成物は、プリフォーム中で繊維を結合させ、後の注入または滲出工程で成形または積層化される他の構成成分、例えば他のプリフォーム、プリプレグ、マトリックス樹脂のスラブ(平板)、或いは金属性、無機性または他の非重合体性の部材に関してプリフォームを適切な位置に固定するのに同時に使用できうるという他の利点をもっている。
【0023】
フィルムは剥離表面の上で適当に調製されるかおよび/または該表面に支持され、厚さは0.2〜10mmの範囲である。フィルムは所望の繊維布の大きさおよび形になるような大きさおよび形をもっていることが便利である。噴霧剤は、結合剤樹脂組成物を繊維の表面に送った後容易に除去できる揮発性の溶媒を含んでいることが適切である。また噴霧剤は周囲温度またはそれよりも高い温度で使用できることが適切である。フィルム、噴霧剤または粉末は粘着性の固体であるか、或いは軟化させて粘着性の固体にすることができ、繊維布の表面に送られて適切な位置に保持できることが適当である。
【0024】
本発明の結合剤樹脂組成物は熱可塑性樹脂および熱硬化性樹脂を80/20〜10/90の重量比、好ましくは70/30〜20/80、さらに好ましくは60/40〜30/70の重量比で含んで成ることが適切である。これらの成分の割合はその種類に従って選び得ることは推察できるであろう。
【0025】
本発明の特に有利な点として、特定の熱可塑性樹脂を熱硬化樹脂と組み合わせれば、組み合わせた配合物の流動制御性および可撓性に関して相乗効果が得られることが見出された。適切には、熱可塑性樹脂成分は配合物に対して流動性を制御し、典型的には低粘度の熱硬化樹脂に影響を与え、結合剤がプリフォーム中の繊維を単に湿潤させるに止どまり、繊維の中に浸透したり或いは繊維を含浸しないようにする。熱可塑性樹脂成分はまた該配合物に可撓性を与え、典型的には脆い熱硬化樹脂の性質を左右する。熱硬化した樹脂が粘着性を与えることが有利である。
【0026】
適切には、少なくとも1種のポリ芳香族成分はエーテル結合したおよび/またはチオエーテル結合した反復単位を含み、この単位は
−(PhAPh)n−および随時さらに
−(Ph)a−
から成る群から選ばれる。ここでAはSO2またはCOであり、Phはフェニレン、n=1〜2、a=1〜4であり、aが1を越える場合、該フェニレンは一重化学結合または−A−以外の2価の基を通じて直線的に結合しているか、或いは直接にまたは環式部分、例えばシクロアルキル基、(複素)芳香族の基、または環式ケトン、アミド、アミンまたはイミンを介して一緒に融合しており、該少なくとも1種のポリアリールスルフォンは反応性の側鎖および/または末端基をもっている。
【0027】
好ましくは、該ポリアリールエーテルはエーテル結合および随時それに加えてチオエーテル結合した反復単位を含み、この単位は
−(PhSO2Ph)n−および随時さらに
−(Ph)a−
から成る群から選ばれる。ここでPhはフェニレン、n=1〜2であって分数であることができ、a=1〜3であって分数であることができ、aが1を越える場合、該フェニレンは一重化学結合または−SO2−以外の2価の基を通じて直線的に結合しているか一緒に融合しているが、但し反復単位−(PhSO2Ph)n−は常に平均して該単位−(PhSO2Ph)n−の少なくとも2個が各重合鎖の中で逐次的に存在するような割合で該少なくとも1種のポリアリールスルフォンの中に存在しており、少なくとも1種のポリアリールスルフォンは反応性の側鎖および/または末端基をもっている。
【0028】
好ましくは、ポリエーテルスルフォンおよびポリエーテルエーテルスルフォンの反復単位を含んで成るポリ芳香族成分において、フェニレン基はメタ位またはパラ位、好ましくはパラ位で結合しており、該フェニレンは一重化学結合またはスルフォン以外の2価の基を介して直線的に結合しているか、或いは一緒に融合している。ここで「分数」と言う言葉は、nおよびaの種々の価を有する或る与えられた重合鎖に対する平均値として参照されたい。
【0029】
さらに、上記に説明したように、該少なくとも1種のポリアリールスルフォンにおいて該反復単位の相対的な割合は、平均して少なくとも2個の−(PhSO2Ph)n−単位が直接相互に隣り合って各重合体鎖の中に存在するような割合であり、好ましくはそれぞれ1:99〜99:1、特に10:90〜90:10の範囲にある。典型的にはこの割合は(Ph)aが75〜50であり、残りが(PhSO2Ph)nである。好適なポリアリールスルフォンでは、これらの単位は
I XPhSO2PhXPhSO2Ph(”PES”) および
II X(Ph)aXPhSO2Ph(”PEES”)
である。ここでXはOまたはSであり、単位毎に異なることができる。I;IIのモル比は(それぞれ)好ましくは10:90〜80:20の範囲、特に10:90〜55:45の範囲、さらに好ましくは25:75〜50:50の範囲であるか、或いはこの比は20:80〜70:30、さらに好ましくは30:70〜70:30、最も好ましくは35:65〜65:35の範囲である。
【0030】
ポリアリールスルフォンの反復単位の好適な相対的割合は、(SO2の重量)/(平均反復単位の重量)の100倍として定義される重量%単位のSO2含量によって表すことができる。好適なSO2含量は少なくとも22重量%、好ましくは23〜25重量%である。a=1の場合、これはPES/PEESの比が少なくとも20:80、好ましくは35:65〜65:35の範囲にあることに相当する。
【0031】
上記の割合は上記の反復単位にだけ適用される。このような単位の他に、ポリアリールスルフォンは最高50モル%、特に最高25モル%の他の反復単位を含んでいることができる。この場合好適なSO2含量範囲(使用するなら)は全重合体に適用される。このような単位は例えば上記に定義した式
Ph−A−Ph
をもっている。ここでAは直接結合、酸素、硫黄、−CO−または2価の炭化水素基である。ポリアリールスルフォンが求核性合成の生成物である場合には、その単位は例えばヒドロキノン、4,4’−ジヒドロキシビフェニル、レゾルシン、ジヒドロキシナフタレン(2,6および他の異性体)、4,4’−ジヒドロキシベンゾフェノン、2,2’−ジ(4−ヒドロキシフェニル)プロパンおよび−メタンから成る群から選ばれる1種またはそれ以上のビスフェノールおよび/または対応するビスチオチオールまたはフェノール−チオールから誘導されたものであることができる。
【0032】
ビス−チオールを使用する場合、それはその場でつくることができる。即ち例えば下記に記載されたような二ハロゲン化物をアルカリ金属の硫化物またはポリ硫化物、或いはチオ硫酸塩と反応させることができる。
【0033】
このような他の単位の他の例は式
−Ph−Q(Ar−Q’)a−Ph−
をもつものである。ここでQおよびQ’は同一または相異なることができ、COまたはSO2であり、Arは2価の芳香族の基であり、nは0、1、2または3であるが、QがSO2の場合nは0ではない。Arは好ましくはフェニレン、ビフェニレンまたはターフェニレンから成る群から選ばれる少なくとも1種の2価の芳香族の基である。特定な単位は式
−Ph−Q−[−(−Ph−)m−Q’−]n−Ph−
をもっている。ここでmは1、2および3である。重合体が求核合成の生成物である場合、このような単位は例えば4,4’−ジハロベンソフェノン、4,4’−ビス(4−クロロフェニルスルフォニル)ビフェニル、1,4−ビス(4−ハロベンゾイル)ベンゼンおよび4,4ービス(4ーハロベンゾイル)ビフェニルから成る群から選ばれる1種またはそれ以上のジハロゲン化物から誘導されたものであることができる。
【0034】
勿論これらの化合物は対応するビスフェノールから部分的に誘導されたものであることができる。
【0035】
ポリ芳香族重合体はハロフェノールおよび/またはハロチオフェノールから得られる求核合成法による生成物であることができる。求核合成において、塩素または臭素の場合、ハロゲンは銅触媒の存在によって賦活されることができる。
【0036】
ハロゲンが電子引抜き性の基によって賦活される場合、前記のような賦活がしばしば必要である。いずれにせよフッ化物は通常塩化物よりも活性が大きい。ポリ芳香族成分の求核合成は、1種またはそれ以上のアルカリ金属塩、例えばKOH、NaOHまたはK2CO3を化学量論的な量よりも最高10モル%過剰に存在させて行うことが好ましい。
【0037】
前述のように、該少なくとも1種のポリ芳香族成分は反応性の末端基および/または側鎖の基を含んでいる。末端基は単量体の反応によるか、或いは分離する前または後で生成物の重合体を引き続き反応させることによって得ることができる。好適な基は式A’−Yの基である。ここでA’は2価の炭化水素、好ましくは芳香族炭化水素の基であり、Yはエポキシド基または硬化剤或いは他の重合体分子上の同様な基と反応する基である。Yの例は、活性水素を与える基、特にOH、NH2、NHR’または−SHであり、ここでR’は炭素数最高8の炭化水素基であるか、或いは他の交叉結合的な反応性を与える基、特にエポキシ、(メタ)アクリレート、シアネート、イソシアネート、アセチレンまたは例えばビニル、アリルまたはマレイン酸イミドにおけるようなエチレン基、酸無水物、オキサザリンおよび不飽和基を含む単量体である。好適な末端基はアミンおよびヒドロキシルを含んでいる。
【0038】
ポリ芳香族成分の数平均分子量は2000〜20000の範囲であることが適切である。その中における有用な範囲は3000より大きく、特に3000〜15000、例えば3000〜13000の範囲である。
【0039】
熱硬化した樹脂成分はエポキシ樹脂、付加重合樹脂、特にビスマレイン酸イミド樹脂、フォルムアルデヒド縮合樹脂、特にフォルムアルデヒド−フェノール樹脂、シアネート樹脂、イソシアネート樹脂、フェノール樹脂およびソれらの2種またはそれ以上の混合物から成る群から選ばれることができ、好ましくは芳香族ジアミン、芳香族モノ1級アミン、アミノフェノール、多価フェノール、多価アルコール、ポリカルボン酸等、或いはソれらの混合物、シアネートエステルまたはフェノール樹脂から成る群から選ばれる1種またはそれ以上のエポキシ樹脂のモノまたはポリグリシジル誘導体から誘導されるエポキシ樹脂である。付加重合樹脂の例は、アクリル、ビニル、ビス−マレイン酸イミド、および不飽和ポリエステルである。フォルムアルデヒド縮合樹脂の例は尿素、メラミンおよびフェノール樹脂である。
【0040】
好ましくは、熱硬化樹脂成分は少なくとも1種のエポキシ、シアネートエステルまたはフェノール樹脂前駆体を含み、この樹脂成分は例えばヨーロッパ特許A−0 311 349号、ヨーロッパ特許A−0 365 168号、ヨーロッパ特許A−91310167.1号またはPCT/GB95/01303号記載のような周囲温度において液体である。好ましくは熱硬化樹脂はエポキシ樹脂である。
【0041】
エポキシ樹脂は、50℃における粘度が10〜20Pa秒のN,N,N’,N’−テトラグリシジルジアミノジフェニルメタン(例えばCiba Geigy製”MY 9663”、”MY 720”または”MY 721”)(MY 721はMY 720の低粘度製品であり、高い使用温度に対して設計されたもの);110℃における粘度が18〜22ポイズのN,N,N’,N’−テトラグリシジルビス(4−アミノフェニル)−1,4−ジイソプロピルベンゼン(例えばShell Chemical Co.製のEpon 1071);110℃における粘度が30〜40ポイズのN,N,N’,N’−テトラグリシジルビス(4−アミノ−3,5−ジメチルフェニル)−1,4−ジイソプロピルベンゼン(例えばShell Chemical Co.製のEpon 1072);25℃の粘度が0.55〜0.85Pa秒、好ましくは25℃において8〜20Paのp−アミノフェノールのトリグリシジルエーテル(例えばCiba−Geigy社製の”MY 0510”)(好ましくはこれは使用されるエポキシ成分の少なくとも25%を構成している);例えば2,2−ビス(4,4−ジヒドロキシフェニル)プロパンのような材料をベースにしたビスフェノールAのジグリシジルエーテル(例えばDow社製の#DE R 661”またはShell社製の”Epikote 828”)、および25℃における粘度が好ましくは8〜20Pa秒のNovolak樹脂30;フェノールNovolak樹脂 のグリシジルエーテル(例えばDow社製の”DEN 431”または”DEN 438”)、即ち本発明による組成物を製造するのに好適な種々の種類の低粘度クラスの樹脂;1,2−フタル酸ジグリシジル、例えばGLY CEL A−100;低粘度樹脂のクラスであるジヒドロキシジフェニルメタン(Bisphenol F)のジグリシジル誘導体(例えばCiba Geigy社製の”PY 306”)から選ぶことができる。他のエポキシ樹脂前駆体には脂環式化合物、例えば3’、4’−エポキシシクロヘキシル−3,4−エポキシシクロヘキサンカルボキシレート(例えばCiba Geigy社製の”CY 179”)およびUnion Carbide Corporationの”Bakelite”の範囲に入るものが含まれる。
【0042】
好ましくはエポキシは液体に溶解させるか熔融物に溶解させることにより熱可塑性成分を溶解することができる。適切なエポキシの選択は当業界に公知のように粘度の挙動を参照して行われる。
【0043】
シアン酸エステル樹脂は一般式NCOAr(YxArm)qOCNの1種またはそれ以上の化合物、およびオリゴマーおよび/またはポリシアン酸エステル並びにこれらの組み合わせから選ぶことができる。ここでArは単一のまたは融合した芳香族または置換芳香族の基、およびそれらの組み合わせ、およびそれらの間でオルト、メタおよびパラ位において結合した核であり、xは0ないし最高2であり、mおよびqは独立に0〜5である。Yは酸素、カルボニル、硫黄、酸化硫黄、化学結合、オルト、メタおよびパラ位において結合した芳香族の基、および/またはCR1R2から成る群から選ばれる結合単位であり、ここでR1およびR2は水素、ハロゲン化アルカン、例えばフッ素化されたアルカン、および/または置換芳香族および/または炭化水素単位であり、該炭化水素単位は一重結合または多重結合していて各R1および/またはR2に対して最大20個の炭素原子を含み、該炭化水素基はさらにまたP(R3R4R’4R5)であり、ここでR3はアルキル、アリール、アルコキシまたはヒドロキシであり、R’4はR4と等しいことができて一重結合した酸素または化学結合であり、R5は二重結合の酸素または化学結合であるか、或いはSi(R3R4R’4R6)であり、R3およびR4、R’4は上記P(R3R4R’4R5)におけると同様に定義され、R5は上記R3と同様に定義される。随時熱硬化樹脂は実質的にNovolakまたはそのシクロペンタジエニル誘導体から誘導されるフェノール/フォルムアルデヒド樹脂のシアン酸エステルであり、その一例はDow Chemical Company製のXU71787である。
【0044】
フェノール樹脂は、アルデヒド、例えばメタナール、エタナール、ベンズアルデヒドまたはフルフルアルデヒド、およびフェノール類、例えばフェノール、クレゾール、2価のフェノール、クロロフェノールおよびC1 〜 9アルキルフェノール、例えばフェノール、3−および4−クレゾール、(1−メチル、3−および4−ヒドロキシベンゼン)、カテコール(2−ヒドロキシフェノール)、レゾルシン(1,3−ジヒドロキシベンゼン)およびキノール(1,4−ジヒドロキシベンゼン)から誘かれるアルデヒド縮合樹脂から選ぶことができる。好ましくはフェノール樹脂はクレゾールおよびNovolakフェノールを含んでいる。
【0045】
適切には熱硬化樹脂成分は硬化剤および随時触媒を用いて樹脂前駆体を少なくとも部分的に硬化させた生成物である。
【0046】
本発明の他の態様においては、熱硬化樹脂および熱可塑性樹脂成分を、随時溶媒を存在させるかおよび/または最高80℃の温度に加温して混合することにより上記に定義した樹脂組成物を製造する方法が提供される。この方法は次いで溶媒の除去および/または冷却段階を含むことが適切である。噴霧剤の形ではジクロロメタンのような溶媒に樹脂組成物を溶解することが適切である。フィルムの形では、該組成物は固体または流体相の剥離表面上に注型することが適切である。粉末の形では、組成物を粒状化し摩砕して適切な粒径にすることが適切である。
【0047】
本発明の他の態様においては、適切に繊維の補強材のサイジングを行い、大きさを整え、および/または成形型または工具を用いて成形し、有効量の結合剤を用いて上記の結合剤樹脂組成物と接触させる工程から成るプリフォームの製造法が提供される。接触は粉末または噴霧剤を噴射するか、粉末を散布するか、或いはフィルム接合剤組成物をレイアップし、粉末またはフィルムの場合には次いで加熱して軟化させることによって行うことが適切である。
【0048】
結合剤樹脂組成物は繊維の形で2〜15重量%(プリフォームの全重量に関し)、さらに好ましくは3〜10重量%、最も好ましくは5〜8重量%の表面被膜として移送されることが好ましい。
【0049】
プリフォームは熱を加えて同時にまたは順次形を整えおよび/または型の中で成形することができる。
【0050】
好適な具体化例において樹脂移動成形法(Resin Transfer Moulding(RTM))に対しては、支持材の原料としてプリフォームがつくられる。プリフォームは所望の形になるまでプレスの中で予備成形され、そうするために結合剤樹脂を使用する。この樹脂を炭素繊維の繊維布の層の表面に被覆し、次いでこれを積み重ねて所望の形にする。これをプレスの中に入れ、プリフォームの形をつくるために熱および圧力をかける。次に室温において粘着性の固体である結合剤を軟化させ、繊維布の層を凝固させて或る形をつくる。結合剤が再び固化してその変形特性を失う温度にプレスを冷却する。この時取り出されたプレスをは所望の形状を保持しているであろう。次にプリフォームをRTMプレスの中に入れ、マトリックス樹脂を注入して複合体の部材を完成する。
【0051】
本発明のさらにさらに他の態様においては、噴霧を行うために繊維布を受けるようにつくられた回転している加熱された表面、および噴霧装置に関して位置させる装置を具備した上記に定義された噴霧剤の形の結合剤樹脂組成物を移送する装置が提供される。適切には噴霧装置は空気圧縮装置、組成物貯蔵器および噴霧の出口への個別的な通過装置を具備している。加熱されたドラムは、繊維布に被覆された後で組成物から溶媒を追い出す役目をする。
【0052】
本発明のさらに他の態様においては、上記に定義された結合剤樹脂組成物が有効な結合剤の量で表面に被覆され、粘着化、軟化、または他の何らかの手段で繊維の型枠の表面に適合させられている、適切な大きさおよび形にされるか或いは型の中で成形された繊維の型枠を具備したプリフォームが提供される。
【0053】
好ましくは、プリフォームは結合剤樹脂組成物を2〜15重量%、さらに好ましくは3〜10重量%、最も好ましくは5〜8重量%を含んで成っている。
【0054】
プリフォームの製造に使用される繊維または繊維布は任意の有機性または無機性の繊維およびそれらの混合物であることができる。有機性の繊維は強靭なまたはかたい重合体、例えばポリエステル、ポリ芳香族またはポリーp−フェニレンテレフタルアミドから選ばれる。無機性の繊維の中には炭素、硼素またはガラス繊維、例えば”E”または”S”を使用することができ、或いはアルミナ、ジルコニア、炭化珪素、他の配合セラミックスまたは金属も使用することができる。極めて適した補強用の繊維は炭素、例えばグラファイトである。本発明に特に有用であることが見出されたグラファイト繊維は、登録商標T650−35、T650−42およびT300でAmoco社から、T800−HBの登録商標でToray社から、また登録商標AS4、AU4、IM8およびIM7でHercules社から市販されているものである。
【0055】
有機繊維または炭素繊維は好ましくはサイジングされていないか、或いは悪影響を及ぼす反応を起こさず液体の前駆体組成物中に可溶であるか、または繊維および本発明による熱硬化/熱可塑性組成物のは両方に対して結合するという意味において本発明の組成物と相容性をもった材料でサイジングされている。特に、サイジングされていないか、エポキシ樹脂前駆体または熱可塑性樹脂、例えばポリアリールスルフォンでサイジングされた炭素またはグラファイトの繊維が好適である。無機性の繊維は、繊維および重合体組成物の両方に結合する材料でサイジングされていることが好ましい。その例はガラス繊維に被覆された有機珪素カップリング剤である。
【0056】
本発明のさらに他の態様においては、与えられた繊維布に浸透するために必要な粘度を密度(面積重量)および/または厚さに関して決定し、樹脂組成物および/または選択された樹脂組成物に対して使用される分散温度を粘度−温度データを参照して選ぶことから成る、上記に定義したような繊維の型枠を結合するための所望の流動制御性および粘着性をもった樹脂組成物を選択または配合する方法が提供される。好ましくはこの場合注入すべきマトリックス樹脂との相容性の合致、即ち結合剤樹脂が混合でき、溶解でき、相互に相容性をもっているという選択も含まれる。
【0057】
本発明のさらに他の態様では、上記に定義した組成物を注入、滲出等によってマトリックス樹脂と接触させるマトリックス樹脂の硬化可能な組成物およびプリフォームの製造法が提供される。
【0058】
この結合剤樹脂は、熱可塑性および熱硬化性樹脂を組み合わせてまたは別々に、典型的には10/90〜90/10の重量比で、例えば20/80〜40/60、例えば30/70の重量比で含む非常に広範囲のマトリックス樹脂と共に使用されるプリフォームの製造に適している。結合剤樹脂は使用されるマトリックス樹脂と化学的にもまた物理的にも相容性をもっていることが必要である。相容性をもった結合剤樹脂は適当なマトリックス樹脂に対して同じまたは相異なる樹脂および樹脂成分を含んでいることができ、それは当業界の専門家には明白であろう。結合剤樹脂はマトリックス樹脂の注入を阻害または妨害してはならず、或いはどのような方法でも流動前面を変化させてはならないことが重要である。結合剤樹脂が混合でき、溶解でき、また相互に相容性をもっていることが適切である。
【0059】
好適なマトリックス樹脂は、結合剤樹脂に対して上記に定義された成分から選ばれた熱可塑性成分および熱硬化成分を含んでいる。好ましくは結合剤樹脂およびマトリックス樹脂は、反応性の末端基のタイプ、Mnおよび/またはPES:PEESの比だけが異なった、さらに好ましくはMnだけが異なった熱可塑性成分を含んでおり、ここでマトリックス樹脂の熱可塑性成分は最高60,000の範囲のMnおよびPES:PEES比をもっている。結合剤樹脂およびマトリックス樹脂は異なった種類の熱硬化樹脂成分を含むことができ、結合剤樹脂成分はエポキシ樹脂を含み、マトリックス樹脂は付加重合樹脂、フォルムアルデヒド縮合樹脂、シアネート樹脂、イソシアネート樹脂、フェノール樹脂およびこれらの2種またはそれ以上の混合物から選ばれた樹脂を含んでいる。好ましくは結合剤樹脂およびマトリックス樹脂は同じタイプまたは同じ種類の中の異なったタイプ、例えばエポキシ樹脂の種類の中で上記に定義したような同じタイプまたは異なったタイプの熱硬化樹脂成分を含んでいる。
【0060】
最後に、結合剤樹脂およびマトリックス樹脂は熱可塑性樹脂対熱硬化樹脂の相対的な重量比が異なった同じ成分を含んでいることができ、この場合結合剤樹脂はこの比が80/20〜10/90、好ましくは70/30〜20/80、さらに好ましくは60/40〜30/70であり、マトリックス樹脂はこの比が10/90〜90/10、例えば20/80〜40/60の範囲、例えば上記に定義したように30/70である。
【0061】
本発明のさらに他の態様においては、上記に定義された方法で得られたマトリックス樹脂を用いて注入または滲出された結合剤樹脂組成物と結合したプリフォームを含む硬化可能な組成物が提供される。
【0062】
本発明のさらに他の態様においては、硬化させるのに適した期間の間高温および圧力をかける上記に定義した硬化可能な組成物を硬化させる方法が提供される。
【0063】
本発明のさらに他の態様においては、本発明方法および組成物を使用して得られたプリフォーム、硬化可能な組成物、または複合体部材、好ましくは非クリンプ繊維布を含むものが提供される。
【0064】
次に下記の実施例および添付図面を参照して本発明を限定しない方法で本発明を例示する。
【0065】
対照例
市販の結合剤樹脂系(Injetex、Ciba−Geigy社製)は構造式H2COCHCH2O[PhC(Me)2PhOCH2CH(OH)CH2]nPhC(Me)2Ph CH2CHCH2O(但しMeは−CH3)の構造をもつビスフェノール−Aから誘導された高分子量のエポキシ樹脂、およびグリコール/芳香族ジ酸とマレイン酸無水物(MA)との反応生成物をベースにし、重合骨格中に両方ともエポキシ部分と反応し得るCOOHおよびOH官能基を有するポリエステルを含んで成っている。
【0066】
このエポキシ樹脂は室温で固体であり、室温よりも高いTgをもっていた。これらの重合体は重合鎖の中に組み込まれたMAの量に依存して半固体または液体であり、これを噴霧剤としてHTA 6Kのサテン繊維布の表面に被覆した。目で観察した結果、この結合剤は7〜8%の量で表面上に存在する粗製の沈積物であり、その分布は均一でないことがわかった。
【0067】
結合剤粗製物をレオメーター法を用いて検査し、約20〜100℃の試験温度においてどのような性質をもっているかを調べた。レオメーター法によれば、温度が35〜70℃に上昇するにつれて期待通りモジュラスおよび粘度は段階的に低下することが示された。70℃以後モジュラスおよび粘度は一定になり、温度が100℃に達するまでほぼ一定値を保った。このように一定値になるのは結合剤が完全な液体的な流動状態には移行せず、粘着性の固体の状態に留まる結果である。このことは結合剤がもつべき重要な特徴である。何故なら、結合剤は予備成形中繊維の束の中に透過することなく単に軟化するだけであり、予備成形中には繊維の束の中に深く含浸して行くべきではないからである。このようなことが起こると、結合剤は注入の際に樹脂の流動前面の障害物として作用し、その結果空隙ができるであろう。
【0068】
100℃の予備成形温度において結合剤を等温的に研究し、この温度において熱的安定性を決定し、また粘度を時間の関数として測定した。予備成形に使用した典型的な時間は最大60分程度であることができる。この結果は予備成形温度に保持した場合結合剤は不安定になり、丁度60分間で粘度を100Pa秒から1000Pa秒に増加させる。
【0069】
エポキシがポリエステル樹脂と反応するため殆ど確実に粘度の上昇が起こる。これによって結合剤の内部で或る程度の交叉結合が起こるであろう。交叉結合の効果は樹脂をプリフォームの中に注入する際およびその後の両方において若干の実際的な問題を生じるであろう。交叉結合した結合剤は注入の際固体のままに留まり、樹脂はそのまま結合剤を流動前面の特性に影響を与える障害物と見做すであろう。これによって、複合体の部材が硬化する場合、空隙が生じる結果となることが十分考えられる。
【0070】
これらの空隙が複合体の性質に及ぼす効果は溶媒の取り込みおよび機械的性能の損失に反映されるであろう。
【0071】
実施例1 − 本発明による結合剤樹脂組成物の製造
熱可塑性重合体をエポキシ樹脂と組み合わせて使用し、室温で粘着性があり100℃の予備成形温度において粘着性をもった固体の状態に留まる結合剤樹脂を調製した。
【0072】
熱可塑性樹脂の存在によって結合剤組成物の一部は高いTgをもつようになり、そのままでプリフォームの形の歪みを防ぐためにプリフォームによって必要とされる室温におけるかたさが保証される。エポキシ樹脂は予備成形温度における変形に必要な流動特性を結合剤組成物に付与するであろう。
【0073】
エポキシまたはエポキシドを60℃を越えない温度に加温することによって樹脂組成物をつくった。触媒として炭酸カリウムを用い溶媒としてスルフォランを使用し、1モルのDCDPSを2モルのm−アミノフェノールと反応させ、Mnが12,000の1級アミンの末端基をもった40:60/PES:PEES(以後PES:PEESと言う)を合成した。次に少量のジクロロメタンに溶解したポリ芳香族成分を80〜50重量%の量で加えた。樹脂を加温し粘度を減少させた後、60℃において溶媒を除去して固体の材料を残した。この樹脂を直ちに使用するか、後で使用するために冷却した。
【0074】
調合物の物理的な外観は、80/20、70/30の乾燥した固体から60/40の粘着性の固体を経て50/50の軟化点が低い透明な樹脂に至る範囲で変化した。
【0075】
研究したエポキシドは市販品のMY0510およびPY306である。
【0076】
レオメーター法を用いてこの調合物を調べ、各結合剤調合物のレオロジー特性を観察した。
【0077】
この研究の結果から、調合物の中にエポキシ部分が存在するために処理温度が増加する結果として粘度が低下することが観察された。熱可塑性成分の量が低い(50:50配合物)場合には、温度の上昇に対する線形の応答が観測され、80〜90℃においては結合剤調合物は透明で均一の樹脂になった。
【0078】
熱可塑性成分の割合が増加(60/40配合物)すると、粘度は低下して横這い状態になり、70〜75℃において再び上昇し、ここで熱可塑性成分はエポキシ樹脂に溶解するようになることが観測された。それ以上熱可塑性樹脂が溶解できなくなると、80℃において粘度は再び横這い状態になり、さらに温度が上昇すると徐々に低下し続ける。100℃におけるこの樹脂の物理的状態は対照例に極めて類似した粘着性をもつ不透明の固体の状態であった。
【0079】
熱可塑性成分の割合がさらに高い(70/30配合物)場合には、熱可塑性成分の量が増加したために粘度曲線の変化はさらに著しくなった。試験終了時においてこの調合物はやはり粘着性をもった不透明の固体であった。
【0080】
熱的安定性
結合剤調合物(60/40配合物)の粘度曲線を100℃において時間の関数として研究し、対照例(Injetex系)の粘度曲線と比較した。
【0081】
PES:PEESを含む両方の本発明の結合剤調合物はInjetex結合剤とは異なり粘度増加の兆候を示さなかった。このことは本発明の結合剤樹脂組成物の熱的安定性を示すものである。
【0082】
マトリックス樹脂の機械的性質に対する影響
炭素繊維の繊維布の表面に被覆した結合剤は事実上注入した樹脂の一部をなし、そうなった場合硬化した部材の硬化特性および最終的な機械的/環境的特性に影響を与える。
【0083】
20%の熱可塑性成分を含むPES:PEESおよびエポキシをベースにしたほぼ純粋な樹脂注型物とつくった。一つの注型物に対してMY0510の濃度は僅か10%の熱可塑性成分を与えるように調節した。他の注型物に対しては、PY306の濃度は僅か10%の熱可塑性成分を与えるように調節した。
【0084】
下記の表には上記に特に記載した二つの系の破砕機械的な結果を示す。これらを参照のマトリックス樹脂PES:PEES/80%エポキシの結果と比較した。
【0085】
【表1】
上記の表から分かるように、参照マトリックス樹脂に比べ、2種の他の濃度のエポキシが存在してもほぼ純粋な樹脂注型物の機械的性質に影響はない。
【0087】
実施例2 − プリフォームの製造
PES:PEES樹脂と配合したMY0510およびPY306の両方を、炭素繊維の繊維布と共に加工助剤として使用するための結合剤として使用した。
【0088】
薄いフィルムによって結合剤を被覆した。このフィルムはPES:PEESを予備的にジクロロメタン(DCM)を溶解した後、エポキシ樹脂を溶解してつくった。DCMの量は特定の固体分含量を与えるように調節した。A4よりも僅かに大きい大きさの型剥離用の紙を平らなA3の大きさの金属シートの上に載せた。
【0089】
結合剤樹脂の溶液を型剥離シートの上に載せ、ミヤ棒(mia bar)を用いてシートの全長に亙り樹脂溶液を引延ばした。次に煙を高速度で流した戸棚の中で型剥離用の紙を室温において乾燥した。
【0090】
次いでこの紙を秤量し、存在する結合剤の量を重量%の単位で計算し、型剥離シートをA4の大きさのHTA 6Kサテン織り炭素繊維の繊維布シートの上に載せて結合剤を該繊維布の上に移した。次いでアイロンを用いて結合剤のフィルムを剥離シートから繊維布の表面に移した。
【0091】
実施例1および対照例の組成物に対して上記の製造法を使用した。
【0092】
結合剤を含浸した繊維布を下記の方法で製造し、繊維布をプリフォームとしてつくり得る性能を評価した。
【0093】
このプリフォーム製造用の工具は木材のブロックから成っていた。予備切断した繊維布をブロックの上に載せ、数枚の層を重ねた。これによってそれぞれ60/40の分布のPES:PEES/MY0510またはPES:PEES/PY306または対照例の組成物に関して5%の結合剤調合物を含む表面をもった一連の繊維布シートが得られた。
【0094】
次に繊維布の層を剥離フィルムおよび包装材料で取り囲む。真空をかけ、繊維布を100℃に加熱し、60分間この温度に保つ。次にプリフォームを室温に冷却し、工具から取り出す。
【0095】
可撓性
次に直角になった蝶番え状のプリフォームを、そのかたさ、および180°の角度まで真っすぐに延ばした際再び直角できる能力を評価した。プリフォームをつくる能力を評価したすべての結合剤調合物はInjetex系と比較して許容できる品質をもっていることが分かった。
【0096】
層間特性
樹脂をT800炭素繊維の上に含浸することにより、PES:PEESで変性したエポキシ・マトリックスを用いて含浸した単一方向性のプリプレグを得た。結合剤のフィルムを上記のようにして単一方向のテープの表面に被覆した。
【0097】
短い梁の剪断および横方向の曲げ強度(Short Beam Shear and Transflexural Strength)のような試験を行うために、複合体の試料をつくった。その結果を下記のように示す。
【0098】
【表2】
上記結果は、プリプレグの中に結合剤を含ませると重要な靭性の特性の幾つかに折衷が得られず、積層品の境界面特性にはあまり影響がないことを示しているように思われる。
【0100】
PES:PEES系を用いた他の実験では、結合剤が存在すると複合体材料の積層剥離特性に積極的な寄与が与えられることが示された。
【0101】
下記の複合体材料について機械的な試験を行った。ここでcfは炭素繊維を示す。
【0102】
【表3】
試験した試料のレイアップは[0]5[+−,90]織り[0]5であり、この複合的な幾何学的形状により、試料をかたくするために単一方向性をもった層状物を使用し織物構造の亀裂靭性の測定が可能になる。
【0104】
これらの試験の結果によれば、この特定の幾何学的形状によって示される初期靭性はすべて非常に似ている(GICに対する同様な実験誤差は0.1kJ/m2)ことが示された。
【0105】
r−曲線を調べ、織物積層品のr−曲線が上昇していることは、この織物の構造が亀裂の伝播によって乱されていることが示された。
【0106】
結合剤を含まない積層品は、上昇曲線を示す強い傾向をもている。結合剤を含む積層品は平らなr−曲線を示す。
【0107】
結合剤/炭素繊維表面の層間の研究
結合剤樹脂組成物の試料を使用して6K HTAサテン織り炭素繊維の表面を処理し、次いでこれを熱的な過程にかけて処理した。次にこの重合体が実際に繊維の表面にグラフト結合しているかどうかをDMTAスペクトルによって示すために、一連の洗滌を行った。
【0108】
DMTAスペクトルの曲線は重合体が繊維の表面にグラフト結合している証拠がないことを明らかに示している。
【0109】
結合剤の拡散
処理中において、繊維の表面上に結合剤樹脂が存在することによって層間区域の熱可塑性樹脂成分の濃度が高くなるかどうかを調べることは興味があることであった。
【0110】
ラマン・スペクトルを用いてレーザーが入射する位置には無関係に炭素だけを観測した。
【0111】
EDAX分析の結果、スルフォン、CHおよび芳香族部分、および炭素自身の区域が同定された。
【0112】
実施例3 − プリフォームの噴霧移送による製造
織物操作を用いる製造工程の一部として結合剤の被覆を行うことができる。NCF(幾つかの層が互いにステッチされている)ような幾何学的形状をつくるために、繊維布層の織りを完了する直前において噴霧または粉末による被覆を行うための簡単化された系を使用した。
【0113】
結合剤のジクロロメタン溶液を空気圧縮式ペイント銃に装入し、繊維布/一方向性炭素繊維またはテープの表面に噴射する。ドラム巻取り機を用いて繊維を載せた表面を回転させ加熱する。次いで噴霧剤を表面に噴射し、ドラム巻取り機からの熱を用いて溶媒を追い出す。得られた繊維製品は繊維の表面の上に結合剤が均一に分布していた。
【0114】
図1および2は空気圧縮式ペイント銃の一例、およびドラム巻取り機の上の繊維の表面に結合剤の噴霧を噴射する方法を示す。
【0115】
この噴射系の一つの利点は結合剤を用いても用いなくても繊維布材料を製造できることである。これによって異なった割合の結合剤が存在するプリフォームのアセンブリーをつくることができる。
【0116】
二つの異なった結合剤移送系を用い、完成した積層品の中で最終的に同じ効果を得るために、噴霧用の結合剤およびフィルム状の結合剤が同じ挙動を示すかどうかを確かめる目的で、このの両方から横方向の曲げ試料(Trans Flexual specimen、TFS)をつくった。
【0117】
以前のグラフから得られたTFSの結果は、この特定の境界面特性に関し両方の結合剤系が同一の機械的性能を与えることを明らかに例証している。
【0118】
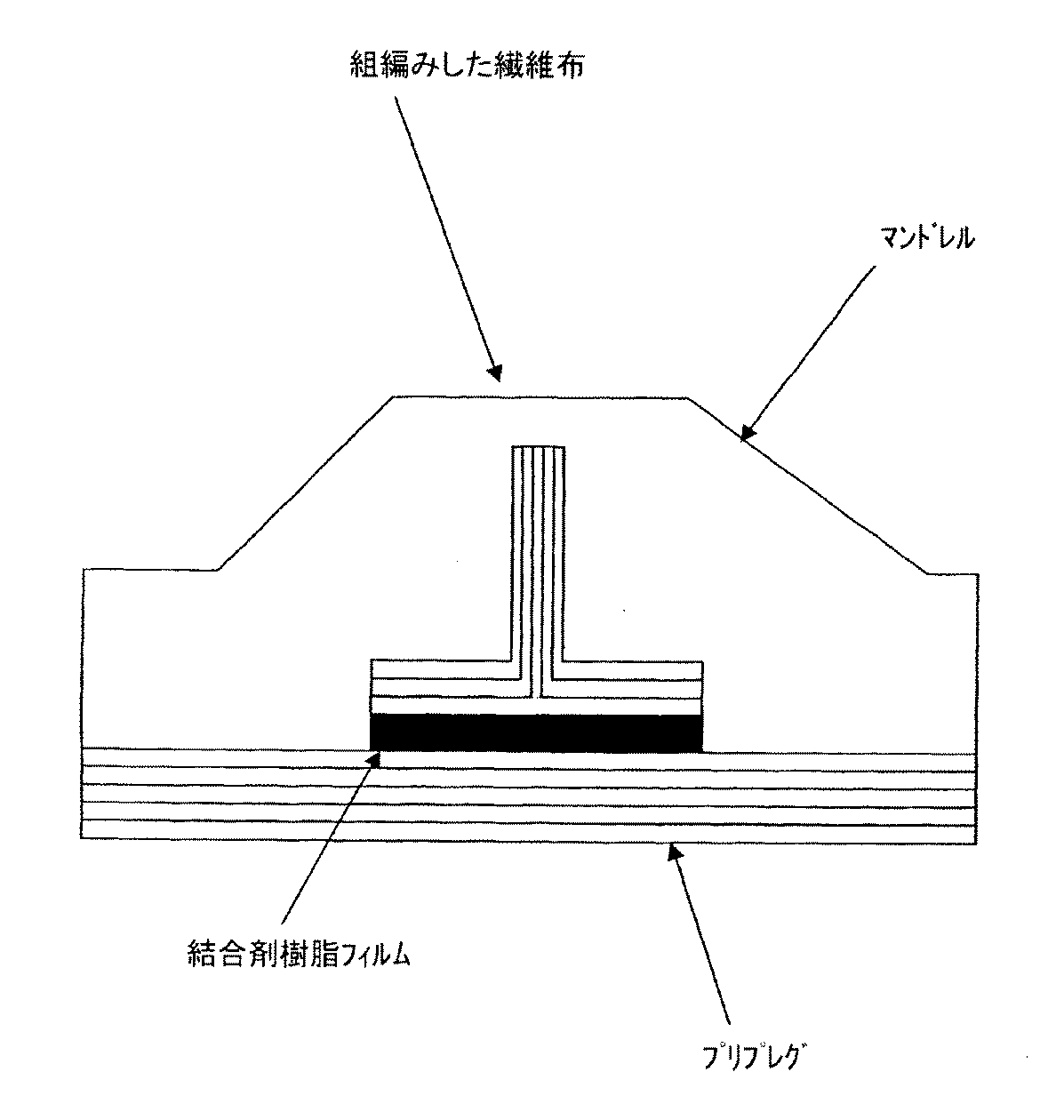
実施例4 − 樹脂フィルムの滲出
実施例2のプリフォームを成形型の中にレイアップし、厚さ1.5mmのマトリックス樹脂のスラブで覆い、成形型とその内容物を図3および4に示すように真空バッグの中に入れた。125℃に加熱して対応する60/40比のエポキシ/ポリ芳香族成分および硬化用触媒を含むマトリックス樹脂を熔融して粘度を低下させることによって滲出させ、複合体の部材をつくった。本発明のプリフォームおよび対応する従来法のプリフォームの滲出について研究を行った。本発明の結合剤樹脂はマトリックス樹脂の滲出を妨害せず、仕上げられた部材は従来法の滲出部材に比べて優れた品質と均一性をもっていることが見出された。
【図面の簡単な説明】
【図1および2】本発明の結合剤樹脂組成物をドラム巻取り機の上の繊維の表面に送る空気圧縮式ペイント銃および結合剤噴霧剤のタイプ。
【図3および4】成形型の中で本発明のプリフォームをレイアップし、マトリックス樹脂のスラブで覆って硬化させるための真空バッグ。
Claims (26)
- 粘着性の固体または75〜125℃の範囲の温度の軟化点を有する樹脂の形をした繊維のプリフォームを製造するための樹脂結合剤組成物であって、該組成物は、
(1)ポリエーテルスルフォンとポリエーテルエーテルスルフォンが組合わせられた反復単位を含み、
ここでフェニレン基はメタ位またはパラ位で存在しており、該フェニレンは一重化学結合またはスルフォン以外の2価の基を介して直線的に結合しているか、或いは一緒になって融合している、
ポリアリールエーテル熱可塑性樹脂成分、および
(2)少なくとも1種のエポキシ熱硬化樹脂成分、
を60/40〜30/70の熱可塑性樹脂/熱硬化樹脂の重量比で含んで成り、75〜125℃の温度において活性をもつ触媒、硬化剤または交叉結合剤を含んでいず、従って該組成物は75〜125℃の範囲の温度において熱的に安定であり、該ポリアリールエーテル熱可塑性樹脂は2,000〜20,000の範囲の数平均分子量(Mn)を有し、エーテル結合したフェニル単位、エーテル結合したアリールスルフォン単位および反応性の末端基を含んでいることを特徴とする結合剤樹脂組成物。 - 該反復単位は
I XPhSO2PhXPhSO2Ph("PES")および
II X(Ph)aXPhSO2Ph("PEES")、
但し式中、XはOまたはSであり、単位毎に異なることができる、
であり、I:IIのモル比(それぞれ)は10:90〜80:20であることを特徴とする請求項1記載の組成物。 - 該樹脂結合剤の熱硬化性成分は熱可塑性成分を溶解することを特徴とする請求項1記載の組成物。
- 粉末、噴霧剤またはフィルムの形で提供されることを特徴とする請求項1〜3のいずれかに記載の組成物。
- 少なくとも1種のポリ芳香族成分はエーテル結合したおよび/またはチオエーテル結合した反復単位を含み、該単位は
−(PhAPh)n−
および随時さらに
−(Ph)a−
から成る群から選ばれ、ここでAはSO2またはCOであり、Phはフェニレン、n=1〜2、a=1〜4であり、aが1を越える場合、該フェニレンは一重化学結合または−A−以外の2価の基を通じて直線的に結合しているか、或いは直接にまたは環式部分、例えばシクロアルキル基、(複素)芳香族の基、または環式ケトン、アミド、アミンまたはイミンを介して一緒に融合しており、該少なくとも1種のポリアリールスルフォンは反応性の側鎖および/または末端基をもっていることを特徴とする請求項1〜4のいずれかに記載の組成物。 - 該ポリアリールエーテルはエーテル結合した反復単位を含み、必要に応じて付加的にチオエーテル結合した反復単位を含み、該単位は
−(PhAPh)n−
および随時さらに
−(Ph)a−
から成る群から選ばれ、ここでPhはフェニレン、n=1〜2であって分数であることができ、a=1〜3であって分数であることができ、aが1を越える場合、該フェニレンは単一の化学結合または−SO2−以外の2価の基を通じて直線的に結合しているか一緒に融合しているが、但し反復単位−(PhSO2Ph)n−は常に平均して該単位−(PhSO2Ph)n−の少なくとも2個が各重合鎖の中で逐次的に存在するような割合で該少なくとも1種のポリアリールスルフォンの中に存在しており、少なくとも1種のポリアリールスルフォンは反応性の側鎖および/または末端基をもっていることを特徴とする請求項1〜5のいずれかに記載の組成物。 - ポリアリールスルフォンの反復単位の相対的な割合は(SO2の重量)/(平均反復単位の重量)の100倍として定義されるSO2の含量を重量%として表して少なくとも22〜25%であり、a=1の場合これはPES/PEESのモル比が少なくとも20:80〜65:35に相当することを特徴とする請求項1または2に記載の組成物。
- 反応性の末端基はエポキシド基または硬化剤と反応する基、或いは活性水素を与える基、特にOH、NH2、NHR′または−SHであってR′は炭素数最高8の炭化水素基であるか、或いは他の交叉結合的な反応性を与える基、特にエポキシ、(メタ)アクリレート、シアネート、イソシアネート、アセチレンまたは例えばビニル、アリルまたはマレイン酸イミドにおけるようなエチレン基、酸無水物、オキサザリンおよび不飽和基を含む単量体から成る群から選ばれる他の重合体分子上の同様な基と反応する基であることを特徴とする請求項4〜7のいずれかに記載の組成物。
- ポリ芳香族成分の数平均分子量は2000〜15000であることを特徴とする請求項1〜8のいずれかに記載の組成物。
- 熱硬化樹脂成分は、付加重合樹脂、フォルムアルデヒド縮合体樹脂、シアネート樹脂、イソシアネート樹脂、およびフェノール樹脂から成る群から選ばれる1種またはそれ以上の熱硬化樹脂成分との混合物として少なくとも1種のエポキシ樹脂を含んで成ることを特徴とする請求項1〜9のいずれかに記載の組成物。
- 熱硬化樹脂成分および熱可塑性樹脂成分を、随時溶媒を存在させおよび/または最高80℃の温度に加温して混合することを特徴とする請求項1〜10のいずれかに記載の組成物の製造法。
- 該組成物は噴霧剤の形をしていて該樹脂組成物は溶媒に溶解しているか;或いは該組成物はフィルムの形をしていて該組成物は固相または液相の剥離表面に注型されているか;或いは該組成物は粉末の形をしていて粒状化および摩砕されていることを特徴とする請求項11記載の方法。
- 成形型または工具を用いて繊維の補強材を適切にサイジングし、形をつくり、および/または型の中で成形し、これを粉末または噴霧剤の噴射、粉末の散布、またはフィルム状結合剤組成物のレイアップにより請求項1〜10のいずれかに記載の結合剤樹脂組成物と接触させ、粉末またはフィルムの場合には次いで加熱して軟化させることを特徴とするプリフォームを製造する方法。
- 該組成物は粘着性の固体かまたは75〜125℃の範囲の温度の軟化点を有する樹脂の形の粉末として提供され、これを繊維布表面に移送して適切な位置に固定する請求項13記載の方法。
- フィルム状結合剤樹脂組成物のレイアップは、繊維の型枠に接触させてレイアップするか、或いは繊維の型枠の中の繊維の間に挟み込んで行い、随時さらに後の注入または滲出の工程において成形または積層化される他の構成成分、例えば他のプリフォーム、プリプレグ、マトリックス樹脂のスラブ、或いは金属、無機材料または他の非重合体部材に関して適切な位置に固定することを特徴とする請求項13または14記載の方法。
- 結合剤樹脂組成物を繊維の型枠の上の2〜15重量%(プリフォームの全重量に関し)の表面被覆として移送することを特徴とする請求項13〜15のいずれかに記載の方法。
- 付加的に熱をかけて同時にまたは順次プリフォームの形をつくりおよび/または型の中で成形することを特徴とする請求項13〜16に記載の方法。
- 噴霧を行う繊維布を受けるようにつくられた回転する加熱された表面、および噴霧装置に関して位置させる装置を具備した装置から組成物を移送することを特徴とする請求項1〜10記載の噴霧剤の形をした結合剤樹脂組成物を移送する請求項13〜17のいずれかに記載の方法。
- 請求項1〜10のいずれかに記載の結合剤樹脂組成物が効果的な量だけ被覆された表面をもち、該組成物は粘着化、軟化、または他の方法により繊維の型枠の表面に合致している、繊維の型枠を具備していることを特徴とするプリフォーム。
- 2〜15重量%の結合剤樹脂組成物の表面被膜を含んで成ることを特徴とする請求項19記載のプリフォーム。
- 該プリフォームの製造に用いられる繊維または繊維布は任意の有機性または無機性の繊維またはそれらの混合物であることを特徴とする請求項19および20のいずれかに記載のプリフォーム。
- 樹脂組成物の選択には注入すべきマトリックス樹脂と相容性を一致させることが含まれ、この際該結合剤樹脂はマトリックス樹脂と混合可能、溶解可能で、且つ相容性をもつようにすることを特徴とする樹脂組成物の選択、配合方法。
- 請求項19〜21記載のプリフォームを注入、滲出または含浸によってマトリックス樹脂と接触させる方法において、該マトリックス樹脂は10/90〜90/10の重量比で熱可塑性樹脂および熱硬化性樹脂を組み合わせてまたは別々に含んで成っており、該マトリックス樹脂は請求項22記載の方法で選ばれたプリフォームの製造に使用される結合剤樹脂と同じであるか或いは異なっていることができることを特徴とする方法。
- マトリックス樹脂を注入、滲出または含浸させた結合剤樹脂組成物を用いて結合された、請求項23記載の方法で得られたプリフォームを含んで成ることを特徴とする硬化可能な組成物。
- 硬化を起こすのに適した時間の間高温および圧力をかけることを特徴とする請求項24記載の硬化可能な組成物を硬化させる方法。
- 請求項1記載の樹脂組成物を使用して得られた複合体部材。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0028341.6A GB0028341D0 (en) | 2000-11-21 | 2000-11-21 | Thermally stable resin binder composition and method for binding fibres |
| PCT/GB2001/004914 WO2002042376A1 (en) | 2000-11-21 | 2001-11-06 | Thermally stable binder resin composition and method for binding fibres |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004514758A JP2004514758A (ja) | 2004-05-20 |
| JP4060708B2 true JP4060708B2 (ja) | 2008-03-12 |
Family
ID=9903562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002545087A Expired - Lifetime JP4060708B2 (ja) | 2000-11-21 | 2001-11-06 | 熱的に安定な結合剤樹脂組成物および繊維を結合する方法 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8927662B2 (ja) |
| EP (1) | EP1341850B2 (ja) |
| JP (1) | JP4060708B2 (ja) |
| CN (1) | CN1261502C (ja) |
| AT (1) | ATE349495T1 (ja) |
| AU (2) | AU2002210773B2 (ja) |
| BR (1) | BR0115490B1 (ja) |
| CA (1) | CA2429334C (ja) |
| DE (1) | DE60125588T3 (ja) |
| ES (1) | ES2275743T5 (ja) |
| GB (1) | GB0028341D0 (ja) |
| MY (1) | MY133383A (ja) |
| NO (1) | NO335443B1 (ja) |
| WO (1) | WO2002042376A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0028341D0 (en) † | 2000-11-21 | 2001-01-03 | Cytec Tech Corp | Thermally stable resin binder composition and method for binding fibres |
| BRPI0509351B1 (pt) * | 2004-03-31 | 2015-03-03 | Toho Tenax Europe Gmbh | Fio, uso do mesmo, pré-forma, método para produzir a mesma, e, uso da pré-forma |
| TWI304016B (en) * | 2005-05-31 | 2008-12-11 | Cotech Inc | Composite brightened shell and method for fabricating the same |
| JP5672006B2 (ja) | 2009-09-16 | 2015-02-18 | 東レ株式会社 | バインダー組成物、強化繊維基材、プリフォームおよび繊維強化複合材料とその製造方法 |
| JP5864367B2 (ja) * | 2011-06-16 | 2016-02-17 | 日東電工株式会社 | 蛍光接着シート、蛍光体層付発光ダイオード素子、発光ダイオード装置およびそれらの製造方法 |
| WO2013096523A1 (en) * | 2011-12-22 | 2013-06-27 | Cytec Industries Inc. | Maleimide resins |
| GB201122296D0 (en) * | 2011-12-23 | 2012-02-01 | Cytec Tech Corp | Composite materials |
| US9920197B2 (en) * | 2012-12-20 | 2018-03-20 | Cytec Technology Corp. | Liquid binder composition for binding fibrous materials |
| US10000046B2 (en) | 2013-10-07 | 2018-06-19 | Rohr, Inc. | Methods for creating thick laminate structures |
| WO2015080268A1 (ja) | 2013-11-29 | 2015-06-04 | 日本ペイント株式会社 | 亜鉛-アルミニウム-マグネシウム合金めっき鋼板の表面処理方法 |
| KR102295134B1 (ko) | 2014-02-06 | 2021-08-31 | 오웬스 코닝 인텔렉츄얼 캐피탈 엘엘씨 | 보강 복합재의 지연된 분화 |
| CN106470825A (zh) * | 2014-06-30 | 2017-03-01 | 塞特工业公司 | 用于制造预成型体的干纤维带 |
| GB201414363D0 (en) | 2014-08-13 | 2014-09-24 | Cytec Ind Inc | Hybrid woven textile for composite reinforcement |
| MX2018005764A (es) | 2015-11-12 | 2018-08-01 | Cytec Ind Inc | Velo hibrido como capa intercalar en materiales compuestos. |
| JPWO2017104445A1 (ja) * | 2015-12-17 | 2018-10-04 | 東レ株式会社 | プリフォーム用バインダー樹脂組成物、バインダー粒子、強化繊維基材、プリフォームおよび繊維強化複合材料 |
| US10259157B2 (en) * | 2015-12-21 | 2019-04-16 | Palo Alto Research Center Incorporated | Fiber reinforced thermoplastic sheets for thermoforming |
| US10723087B2 (en) * | 2015-12-25 | 2020-07-28 | Toray Industries, Inc. | Prepreg and method for manufacturing same |
| JP7000330B2 (ja) | 2016-01-21 | 2022-02-10 | サイテック インダストリーズ インコーポレイテッド | 複雑な形状の複合材構造体の製造 |
| GB201620227D0 (en) | 2016-11-29 | 2017-01-11 | Cytec Ind Inc | Automated fabrication of fibrous preform |
| FR3062336B1 (fr) | 2017-02-02 | 2019-04-12 | Safran Ceramics | Procede de fabrication d'une piece en materiau composite |
| ES2944508T3 (es) | 2018-12-21 | 2023-06-21 | Cytec Ind Inc | Colocación automatizada de cintas de preimpregnado para formar componentes de material compuesto |
| EP3946925A1 (en) | 2019-03-29 | 2022-02-09 | Cytec Industries, Inc. | Permeable materials capable of lightning strike protection and use thereof in resin infusion processing |
| JP7431508B2 (ja) * | 2019-03-29 | 2024-02-15 | 帝人株式会社 | バインダー樹脂組成物、プリフォーム、並びに繊維強化複合材料、及び繊維強化複合材料の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5231150A (en) * | 1987-10-05 | 1993-07-27 | Imperial Chemical Industries Plc | Polymer composition |
| ATE142676T1 (de) * | 1987-10-05 | 1996-09-15 | Ici Plc | Polymermasse |
| US5025045A (en) * | 1987-12-24 | 1991-06-18 | Hercules Incorporated | Damage tolerant composites containing infusible particles |
| US5364914A (en) * | 1988-10-05 | 1994-11-15 | Imperial Chemical Industries Plc | Moulding composition comprising a thermoset component and thermoplast component |
| US4972031A (en) * | 1988-10-05 | 1990-11-20 | Imperial Chemical Industries Plc | Plastic moulding composition comprising an uncured or partly cured thermoset resin precursor and a polyarylsulphone |
| US5006611A (en) * | 1989-01-20 | 1991-04-09 | Ciba-Geigy Corporation | Curable epoxy resin compositions of matter containing a thermoplastic which has phenolic end groups |
| GB9016343D0 (en) * | 1989-08-09 | 1990-09-12 | Ici Plc | Polymer composition |
| EP0420467B1 (en) * | 1989-09-29 | 1998-02-25 | Imperial Chemical Industries Plc | Polymeric compositions and components thereof |
| EP0486197A3 (en) * | 1990-11-13 | 1993-06-16 | Ici Composites Inc. | Resin bodies comprising a combination of thermoplastic and thermoset resin |
| JP3068896B2 (ja) * | 1991-04-26 | 2000-07-24 | 住友ベークライト株式会社 | 半導体封止用エポキシ樹脂組成物 |
| US5427725A (en) † | 1993-05-07 | 1995-06-27 | The Dow Chemical Company | Process for resin transfer molding and preform used in the process |
| GB9612523D0 (en) * | 1996-06-14 | 1996-08-14 | Fiberite Inc | Improvements relating to resin compositions |
| GB9709166D0 (en) † | 1997-05-06 | 1997-06-25 | Cytec Ind Inc | Preforms for moulding process and resins therefor |
| GB9803714D0 (en) * | 1998-02-24 | 1998-04-15 | Cytec Tech Corp | Process for preparing polymers |
| GB0028341D0 (en) † | 2000-11-21 | 2001-01-03 | Cytec Tech Corp | Thermally stable resin binder composition and method for binding fibres |
-
2000
- 2000-11-21 GB GBGB0028341.6A patent/GB0028341D0/en not_active Ceased
-
2001
- 2001-10-29 MY MYPI20014992A patent/MY133383A/en unknown
- 2001-11-06 AU AU2002210773A patent/AU2002210773B2/en not_active Expired
- 2001-11-06 CA CA2429334A patent/CA2429334C/en not_active Expired - Lifetime
- 2001-11-06 JP JP2002545087A patent/JP4060708B2/ja not_active Expired - Lifetime
- 2001-11-06 EP EP01978678.9A patent/EP1341850B2/en not_active Expired - Lifetime
- 2001-11-06 BR BRPI0115490-7A patent/BR0115490B1/pt not_active IP Right Cessation
- 2001-11-06 CN CNB018192114A patent/CN1261502C/zh not_active Expired - Lifetime
- 2001-11-06 ES ES01978678T patent/ES2275743T5/es not_active Expired - Lifetime
- 2001-11-06 AU AU1077302A patent/AU1077302A/xx active Pending
- 2001-11-06 AT AT01978678T patent/ATE349495T1/de active
- 2001-11-06 DE DE60125588T patent/DE60125588T3/de not_active Expired - Lifetime
- 2001-11-06 WO PCT/GB2001/004914 patent/WO2002042376A1/en active IP Right Grant
- 2001-11-06 US US10/432,463 patent/US8927662B2/en not_active Expired - Fee Related
-
2003
- 2003-05-20 NO NO20032266A patent/NO335443B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| NO335443B1 (no) | 2014-12-15 |
| CN1474857A (zh) | 2004-02-11 |
| EP1341850B1 (en) | 2006-12-27 |
| CA2429334A1 (en) | 2002-05-30 |
| CN1261502C (zh) | 2006-06-28 |
| BR0115490B1 (pt) | 2011-11-29 |
| DE60125588T3 (de) | 2013-12-05 |
| MY133383A (en) | 2007-11-30 |
| DE60125588D1 (de) | 2007-02-08 |
| GB0028341D0 (en) | 2001-01-03 |
| JP2004514758A (ja) | 2004-05-20 |
| ATE349495T1 (de) | 2007-01-15 |
| ES2275743T5 (es) | 2013-12-18 |
| EP1341850A1 (en) | 2003-09-10 |
| ES2275743T3 (es) | 2007-06-16 |
| BR0115490A (pt) | 2003-10-21 |
| WO2002042376A1 (en) | 2002-05-30 |
| NO20032266L (no) | 2003-07-11 |
| AU2002210773B2 (en) | 2006-02-09 |
| CA2429334C (en) | 2010-05-11 |
| DE60125588T2 (de) | 2007-10-04 |
| AU1077302A (en) | 2002-06-03 |
| US8927662B2 (en) | 2015-01-06 |
| NO20032266D0 (no) | 2003-05-20 |
| EP1341850B2 (en) | 2013-08-14 |
| US20040030061A1 (en) | 2004-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4060708B2 (ja) | 熱的に安定な結合剤樹脂組成物および繊維を結合する方法 | |
| JP6621457B2 (ja) | 層間強靱化粒子を含む熱硬化性樹脂複合材 | |
| JP2834152B2 (ja) | ポリマー組成物 | |
| AU2002210773A1 (en) | Thermally stable binder resin composition and method for binding fibres | |
| CA2843659C (en) | Thermoset resin compositions with increased toughness | |
| US5231150A (en) | Polymer composition | |
| KR100707539B1 (ko) | 가변 온도 경화성 조성물 | |
| JP2001310957A (ja) | 複合材料成形用中間体及び繊維強化複合材料 | |
| US5434224A (en) | Thermoset and polyarylsulfone resin system that forms an interpenetrating network | |
| JP2002363253A (ja) | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 | |
| KR20170099984A (ko) | 급속 경화 에폭시 수지 및 이로부터 얻어진 프리프레그 | |
| KR100194365B1 (ko) | 중합체 조성물 및 이들의 구성성분 | |
| EP1346101B1 (en) | Method for preparing fabric for cutting | |
| MX2014009170A (es) | Formulaciones de resina epoxi para textiles, esteras y otros refuerzos fibrosos para aplicaciones de materiales compuestos. | |
| US20040043144A1 (en) | Method and composition for cutting dry fabric | |
| JPH043770B2 (ja) | ||
| KR100186809B1 (ko) | 중합체 조성물 및 이들의 구성성분 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060725 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20061024 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20061117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070417 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20071012 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20071114 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4060708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101228 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111228 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111228 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121228 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121228 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131228 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |