JP4035637B2 - 多数層ポリエステルフィルム - Google Patents
多数層ポリエステルフィルム Download PDFInfo
- Publication number
- JP4035637B2 JP4035637B2 JP53176497A JP53176497A JP4035637B2 JP 4035637 B2 JP4035637 B2 JP 4035637B2 JP 53176497 A JP53176497 A JP 53176497A JP 53176497 A JP53176497 A JP 53176497A JP 4035637 B2 JP4035637 B2 JP 4035637B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- layer
- stretching
- pen
- pet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/28—Interference filters
- G02B5/285—Interference filters comprising deposited thin solid films
- G02B5/287—Interference filters comprising deposited thin solid films comprising at least one layer of organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
- B32B2038/0028—Stretching, elongating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
- B32B2038/0048—Annealing, relaxing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/52—Oriented multi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S428/00—Stock material or miscellaneous articles
- Y10S428/91—Product with molecular orientation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description
本発明は多数層フィルムに関し、特にナフタレンジカルボン酸ポリエステルとテレフタル酸ポリエステルとの多数の層を有する多数層フィルムに関する。
背景技術
種々の組成物のポリエステルフィルムが当該技術上周知である。これらのフィルムは、種々の厚さのシートに連続的に押出成形され、十分な引張り強さと係数を有し、特に磁気媒体の基板としての用途が見出されている。
これまでは、多数層フィルムの光学特性にはあまり関心が注がれていなかった。例えば、アルフレイ(Alfrey)ら、ポリマー工学と科学(Polymer Engineering and Science)、9巻、6号400〜404ページ(1969年11月)、ラッドフォード(Radford)ら、ポリマー工学と科学(Polymer Engineering and Science)、13巻、3号、216〜221ページ(1973年5月)および米国特許第3,610,729号(ロジャーズ(Rogers))は、ある種の多数層ポリマーフィルムの反射率について記載している。この研究は多数層ポリエステルフィルムにも及んでいる。このように、米国特許第3,801,429号(シュレンク(Schrenk)ら)および米国特許第3,565,985号(シュレンク(Schrenk)ら)は、ポリエステルを含む種々の樹脂から製造された多数層複合物とこれを製造するための方法とを開示している。この複合物は、顔料を添加しなくても虹彩色である特性を有する。
米国特許第4,310,584(クーパー(Cooper)ら)は、多数層虹彩色光反射フィルムを製造する際のポリエステルの使用について記載している。このフィルムは、高屈折率のポリマーと低屈折率のポリマーとの交互層を含む。高屈折率ポリマーは、2つ以上のグリコールおよび/または2つ以上の二塩基酸を使用して合成される、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレートおよび種々の熱可塑性コポリエステルなどの熱可塑性ポリエステルまたはコポリマーを含む鋳造非延伸フィルムである。
米国特許第5,122,905号(ホイートレー(Wheatley))は、第1および第2の異なるポリマー材料の交互の層を有し、入射光の少なくとも30%の反射を示す多数層反射フィルムについて記載している。個々の層は、少なくとも0.45マイクロメーターの光学的厚さを有し、隣接する層は少なくとも0.03の屈折率差を有する。米国特許第5,122,906号(ホイートレー(Wheatley))は、実質的に大多数の個々の層の光学的厚さが0.09マイクロメーター未満で0.45より大きく、隣接層の屈折率が少なくとも0.03である同様の反射体について記載している。
特定の多数層フィルムの機械特性を改良するためにもいくつかの努力が払われている。米国特許第5,077,121号(ハリソン(Harrison)ら)は、2種またはそれ以上のことなる樹脂の層からなるポリエチレン系多数層フィルムについて記載しており、この複合物フィルムの延伸比は、各成分材料の一体フィルムの延伸比を上回ることを見出されている。記載されているフィルムにおいて、高伸び率で低係数の材料の層が、低伸び率で低係数の材料の層の間に挟まれている。この参考文献はまた、高係数で低伸び率の材料が高伸び率の層の間に挟まれている複合物において同様の現象が観察されることもときどきあるが、このような複合物の多くでは、低伸び率の材料はその特徴的な低伸び率の時点で破壊し、高伸び率層の早期破損が同時に生じることに注目している。
しかしながら、このようなフィルムが多種多様な商品において益々重要になっているという事実にもかかわらず、これまでは多数層ポリエステルフィルムの機械的特性に加えられた改良は比較的少ない。高係数で中程度の伸び率を有するポリエステルフィルムは、ポリエステルフィルムが工学材料として使用されたり、巻き上げ動作に供される場合のような種々の用途においてすでに利用されているが、これらのフィルムの物理的な限界はすでに試験されている。従って、機械的特性が改良されたポリエステルフィルムの必要性およびこれを製造するための方法の必要性が当該技術上残されている。特に、引張り係数、引張り強度および延伸性が改良された多数層ポリエステルフィルムの必要性が当該技術上存在する。
ポリエステルフィルムの場合に生じ、文献でしばしばふれられているさらに別の問題は、曇りの発現に関する。ポリエステルフィルムの曇りは、窓フィルムのような透明なフィルムが好ましい用途では望ましくない。他の用途では、特定の程度の曇りが許容され、望まれることさえある。しかしながら、これまで曇り現象の理解は乏しく、ポリエステルフィルム中の曇りの程度を容易に制御する方法は提供されていない。したがって、ポリエステルフィルム、特に多数層ポリエステルフィルム中の曇りの程度を制御する方法の必要性が当該技術上存在する。特に、容易に制御できる工程パラメータを操作することにより、任意の望ましい程度の曇りを有する多数層ポリエステルフィルムを製造する方法の必要性が当該技術上存在する。
ポリエステルフィルムの場合に出合うさらに別の問題は、その摩擦係数に関する。摩擦係数が大きい薄いポリエステルフィルムは皺やウェブの破壊が生じやすく、巻上げおよび取り扱い中に同様の破損が生じやすい。このような用途では、フィルムの隣接面が互いに容易に滑るように、摩擦係数が小さいポリエステルフィルムを使用することが望ましい。
これまでは、滑り剤を使用することによりこのことが達成されていた。しかしながら、滑り剤の使用は、製造工程を複雑にし、得られたフィルムの機械的または光学的特性を損なうことがしばしばあるという点において望ましくない。従って、実質的に滑り剤を含有しないが、摩擦係数が比較的小さいポリエステルフィルムの必要性が当該技術上存在する。また、滑り剤を添加しないで、ポリエステルフィルムの摩擦係数を制御する方法の必要性が当該技術上存在する。
このような必要性や他の必要性が、本明細書に記載する本発明により満たされる。
発明の開示
一態様において、本発明は新たな分類のポリエステル多数層フィルムと、これを製造するための方法とに関する。驚くべきことに、ポリエチレンナフタレート(PEN)とポリエチレンテレフタレート(PET)との交互層を有するフィルムを押出成形することにより、PENまたはPETのどちらかの同じ寸法の一体フィルムより大きい延伸比まで延伸され得る多数層複合物が得られることが見出されている。多数層フィルムは延伸の結果、PENまたはPETの一体フィルムよりも優れた引張り係数および引張り強度を有する。この複合物の構造により、フィルム内のPET層は結晶化された後でさえも延伸性を維持することができる。注目すべきことには、これらのフィルムの最適な延伸温度は、どちらかの成分の樹脂のガラス転移温度よりかなり高いことが見出されている。一方、各成分樹脂の一体フィルムの最適な延伸温度はTgをわずかに上回るだけであることが当該技術上周知である。
別の態様において、本発明は、連続的または非連続的な方法で、固有粘度を種々に組み合わせ、種々の比率のPENとPETを用い、また表面樹脂としてPENまたはPETを用いて、望ましい程度の曇りを有する多数層ポリエステルフィルムが製造される方法に関する。驚くべきことに、仕上げられた延伸フィルムの曇りの程度は、予備加熱温度および期間を適切に操作することにより制御され得ることが見出された。従って、この方法によって、種々の程度の透明度を有するフィルムが製造され得る。縮み、摩擦、色および係数を含むフィルムの種々の他の特徴も、これらのパラメーターおよび他のパラメーターを操作することにより制御され得る。
さらにべつの態様において、本発明は望ましい程度の表面粗さを有するポリエステルフィルムと、これを製造するための方法とに関する。驚くべきことに、PETおよびPENの層を有する多数層フィルム中のPETの結晶化の程度を使用して、滑り剤を添加することなく、滑りやすい面を有するポリエステルフィルムを提供するように、表面粗さの程度を操作することができる。
【図面の簡単な説明】
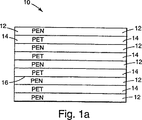
第1a図は、本発明の多数層フィルムの第1の実施態様の略図である。
第1b図は、本発明の多数層フィルムの第2の実施態様の略図である。
第2図は、純粋なPENフィルムの二軸延伸比の関数としての弾性率を、80重量%PETおよび20重量%PENからなる29層のフィルムの弾性率と比較するグラフである。
第3図は、多数層組成物の関数としての、本発明のフィルムの極限二軸延伸比のグラフである。
第4図は、本発明のフィルムに対する熱硬化の影響のグラフである。
第5図は、本発明の29層のフィルムのPEN画分の関数としての弾性率のグラフである。
第6図は、本発明の29層のフィルムのPEN画分の関数としての弾性率のグラフである。
第7図は、異なるPEN:PET比の種々の29層のフィルムの延伸温度の関数としての最大延伸比のグラフである。
第8図は、異なるPEN:PET比の2枚の29層のフィルムの延伸温度の関数としての(最大延伸比時の)弾性率のグラフである。
第9a図は、実施例135の面1の干渉計測定の3次元図である。
第9b図は、実施例135の面2の干渉計測定の3次元図である。
第10a図は、実施例136の面1の干渉計測定の3次元図である。
第10b図は、実施例136の面2の干渉計測定の3次元図である。
第11a図は、実施例137の面1の干渉計測定の3次元図である。
第11b図は、実施例137の面2の干渉計測定の3次元図である。
第12a図は、実施例138の面1の干渉計測定の3次元図である。
第12b図は、実施例138の面2の干渉計測定の3次元図である。
第13a図は、実施例139の面1の干渉計測定の3次元図である。
第13b図は、実施例139の面1の干渉計測定の3次元図である。
第14a図は、実施例141の面1の干渉計測定の3次元図である。
第14b図は、実施例141の面1の干渉計測定の3次元図である。
第15図は、実施例202および203の延伸比の関数として、工学応力を図示するグラフである。
第16図は、実施例202および203の延伸比の関数として、工学応力を図示するグラフである。
好ましい実施態様の詳細な説明
従来の「幅だし」フィルム工程では、1種またはそれ以上のポリマーが温度制御ロール(または「キャスティングホイール」)上に連続したフィルムまたはシート状に押出成形される。このフィルムまたはシートは、機械の方向または横(横断)方向のどちらかへの配向延伸される前は、「キャストウェブ」という言葉で呼ばれることが多い。本明細書に使用されるとき、「フィルム」および「ウェブ」は、キャスティングホイール上でのキャスティング後の工程のいかなる時点のポリマーシートと交換可能に使用されるが、「キャストウェブ」は、機械方向にも横方向にもあまり配向延伸を受けていないフィルムに使用される。
第1a〜b図に示すように、本発明の多数層フィルム10は少なくとも2種のポリマー樹脂から形成される。これらの樹脂は、同時に押出成形されて、第1の樹脂12の層と第2の樹脂の層14との交互の層を有する複合フィルムを形成する。好ましくは、第1の樹脂と第2の樹脂とが混ざらないか、または共押出成型物が、共押出成型装置内で互いに接触した直後に樹脂のガラス転移温度以下の温度まで速やかに冷却される。これら2つの基準の1つが満たされると、複合フィルム中の隣接層は、鮮明であっても不鮮明であってもよい界面16で結合される。
本発明のフィルムは、実質的に3に等しいかまたはそれ以上の任意の数の層を含有してもよい。しかしながら、好ましくは仕上げられたフィルムには少なくとも7層存在し、さらに好ましくは13層である。フィルム中に存在する少なくとも7層または13層は、配向延伸、弾性率および表面粗さなどの所与の望ましい特性が同じように現れることがわかる。一般に、数百または数千もの層の最終フィルムがいくつかの用途には有利であることがわかるが、本発明のフィルムは数ダースの層を含むだけである。
異なる樹脂の層は、好ましくはフィルムの少なくとも一部では、好ましくは全体としてのフィルム全部において交互の順序で配列される。しかしながら、第1b図に示す実施態様のようないくつかの実施態様において、フィルムは、同じ樹脂の1つ以上の隣接する層とともに押出成形されてもよい。従来多くみられる押出成形工程では、同じ樹脂の隣接層がより厚い1枚の層に合体する。いくつかのフィルムの表面上のように、このような層の提供が望ましい場合には、この傾向を使用して2倍の厚さの層を製造することができる。
種々の層の厚さの関係は限定されない。第1の樹脂の層は、第2の樹脂の層とは、厚さが異なってもよい。同じ樹脂の異なる層は異なる厚さであってもよい。
本発明はまた、多数層フィルムに組み入れられる、実質的に任意の数の異なる樹脂の任意の数の層も考慮する。このように、本発明の多数層フィルムは極めて普通には2種の樹脂から製造される2種の層だけを含むが、本発明はまた3種以上の樹脂の種類が最終フィルム中に含まれる実施態様を考慮する。
多数の異なるポリマー樹脂が、本発明による多数層フィルムを製造するために使用され得る。しかしながら、上記のように、各対の隣接層の界面では層の化学的同一性の差を維持するように樹脂および/または工程条件を選択することが好ましい。
本発明は、フィルム形状へ融解処理可能ないかなるポリマー樹脂も使用されうることを考慮している。これらには、以下の属のホモポリマーおよびコポリマー:ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート、ポリ(1,4−シクロヘキシレンジメチレンテレフタレート)、ポリエチレンビベンゾエートおよびポリエチレンナフタレート(PEN)などのポリエステル;液晶ポリエステル;ポリアリーレート;ポリアミド6、ポリアミド11、ポリアミド12,ポリアミド46、ポリアミド66、ポリアミド69、ポリアミド610およびポリアミド612などのポリアミド;芳香族ポリアミドおよびポリフタルアミド;熱可塑性ポリイミド;ポリエーテルイミド;ビスフェノールAのポリカーボネートなどのポリカーボネート;ポリエチレン、ポリプロピレンおよびポリ−4−メチル−1−ペンテンなどのポリオレフィン;スルリン(Surlyn)TM(イー アイ デュポン デ ネモアーズ&カンパニー(E.I.du Pont de Nemours&Co.)社製、デラウェアー州ウィルミントン)などのイオノマー;ポリビニルアルコールおよびエチレン−ビニルアルコールコポリマー;ポリメチルメタクリレートなどのアクリルポリマーおよびメタクリルポリマー;ポリフッ化ビニリデン、ポリフッ化ビニル、ポリクロロトリフルオロエチレンおよびポリ(エチレン−alt−クロロトリフルオロエチレン)などのフルオロポリマー;ポリ塩化ビニルおよびポリ塩化ビニリデンなどの塩素化ポリマー;ポリ(アリールエーテルエーテルケトン)(PEEK)およびエチレンまたはプロピレンと一酸化炭素の交互コポリマーなどのポリケトン;任意の立体規則性を有するポリスチレンおよび環または鎖置換ポリスチレン;ポリフェニレンオキサイド、ポリ(ジメチルフェニレンオキサイド)、ポリエチレンオキサイドおよびポリオキシメチレンなどのポリエーテル;セルロースアセテートなどのセルロース誘導体;ポリフェニレンスルフィド、ポリスルホンおよびポリエーテルスルホンなどの硫黄含有ポリマーなどのが含まれるが、これらに限定されない。
第1の樹脂および第2の樹脂の少なくとも1つが半結晶熱可塑性であるフィルムが好ましい。少なくとも1つの樹脂が半結晶ポリエステルであるフィルムがさらに好ましい。少なくとも1つの樹脂がポリエチレンテレフタレートまたはポリエチレンナフタレートであるフィルムがよりさらに好ましい。第1および第2の樹脂としてポリエチレンテレフタレートおよびポリエチレンナフタレートを含有するフィルムが特に好ましく、そのフィルムは、滑り剤を添加しなくても、良好な配向延伸性、高い弾性率および制御可能な程度の表面粗さを含む多数の好ましい特性を示すことがわかる。しかしながら、樹脂の正しい選択は、最終的には、多数層フィルムが適用される用途に依存する。このように、例えば、多数層フィルムが光学的用途に使用される予定の場合には、樹脂の反射係数などの多数層フィルムの因子を考慮しなければならない。本明細書において記載される配向延伸性、高い弾性率および/または表面粗さを提供する他の対のポリマー樹脂は本発明により考慮される。
本発明に使用されるために好適であると考えられるポリエステルおよびコポリエステルにはは、ジオールとジカルボン酸および/またはそのエステルとの反応産物として形成されるものがある。有用なジオールには、エチレングリコール、プロパンジオール、ブタンジオール、ネオペンチルグリコール、ポリエチレングリコール、テトラメチレングリコール、ジエチレングリコール、シクロヘキサンジメタノール、4−ヒドロキシジフェノール、ビスフェノールA、1,8−ジヒドロキシビフェニル、1,3−ビス(2−ヒドロキシエトキシ)ベンゼンおよび他の脂肪族、芳香族、シクロアルキルおよびシクロアルケニルジオールが挙げられる。有用なジカルボン酸には、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸の異性体の任意のもの、ジ安息鉱酸、4,4’−ビ安息香酸、アゼライン酸、アジピン酸、セバシン酸、または他の脂肪族、芳香族、シクロアルカンまたはシクロアルケンジカルボン酸が挙げられる。ジカルボン酸のエステルが、ジカルボン酸自体の代わりまたはジカルボン酸自体と組み合わせて使用されてもよい。ポリエチレンテレフタレートおよびポリエチレンナフタレートが第1および第2の樹脂として使用される予定のときは、どちらかまたは両者は少量のコモノマーおよび/または添加剤を含有してもよい。
本発明に使用される予定のポリマー樹脂の固有粘度は特に限定されない。多数層フィルムの押出成形およびキャスティングに使用される装置に応じて、ポリマー樹脂の融解粘度を多少適合しなければならない。PETの単層フィルムは、一般に約0.60の固有粘度を有する樹脂から製造される。このような固有粘度およびさらに小さい固有粘度も本発明において考慮される。1.10またはそれ以上ほどの大きさの固有粘度を有するPET樹脂は、通常市販品が入手でき、使用することもできる。使用する装置で滑らかで得欠損のないフィルムが鋳造されるように、選択したPET樹脂に融解年祖が十分に対応するようにPEN樹脂を選択するべきである。
本発明の別の態様は、従来の「滑り剤」を使用することなく、変更可能な表面粗さ、曇りおよび摩擦係数を有するフィルムに関する。種々の用途に適用可能なフィルムを提供するためには変更可能な表面粗さが望ましい。例えば、時期的記録媒体の基板として使用されるフィルムは、磁気的被覆を塗布する面は比較的滑らかでなければならない。一般的な要求事項は、平均表面粗さ(Rq)の根2乗平均が60nm未満であり、多数の用途はRqが20nm未満であり、10nm未満のRqを要求するものある。一方、コンデンサフィルムおよび印刷可能または書き込み可能なフィルムは、それぞれ含油を可能にするおよびインキを受領するために表面硬さが大きくなくてはならない。これらの用途に一般的な要求事項は、Rq値が100nmより大きいことであり、200nmまたはそれ以上のRq値を要求する用途もある。
曇りは、粗さと関係があるフィルム業界では周知であり、特に微粒添加剤などの複雑因子がない場合に周知である。さらに、曇りは、表面粗さよりかなり容易に測定でき、および/または質的に評価できる。このように、所定の用途においてだけでも興味深いが、曇りは、一般にフィルムの表面粗さを質的に比較する手段として、本明細書に記載する実験で評価された。
製造時の取り扱い性および巻き取り特性を改良し、保存時のブロッキングを予防するために低い摩擦係数が望ましい。薄いフィルムは、皺およびウェブの破れなどの損傷を生じることなく、巻き取られ、取り扱われるために低い摩擦係数を要求することは周知である。一連のフィルム内の組成および構成が未変化であるとして、摩擦係数はまた表面粗さと十分に関連がある。このように、所定の滑り剤を含有するポリエチレンテレフタレートフィルムに関しては、滑り剤の量が増加すると表面粗さが増加し、それとよく関連して摩擦係数が小さくなる。しかしながら、関連の形態は滑り剤の差によって異なる。
滑り剤は、フィルム中でのその使用目的が取り扱いのために要求される摩擦係数の小ささ(すなわち、滑り易さ)を提供することであるので、非常に有名である。滑り剤は、フィルムの面(複数の面)の中または面の上に含有される不活性の固体の微粒子と規定される。滑り剤は製造時にフィルム内に組み入れられてもよいし、後からフィルムの面に被覆されてもよい。被覆するときは、フィルム自体と同じポリマーであっても、同じポリマーでなくてもよい結合剤ポリマーに組み入れられてもよいし、または分散媒体または溶媒から沈積されてもよい。製造中にフィルム内に組み入れるときは、滑り剤はフィルム全体に含有されてもよいし、共押出成形または積層される層の一方の面または両方の面に含有されてもよい。滑り剤は、押出成形中にフィルムポリマー樹脂内に配合することによって組み入れられてもよいし、製造時に樹脂に組み入れられてもよい。
滑り剤は形状が球形であっても、均一でなくてもよい。滑り剤は凝集体であっても、凝集体でなくてもよい。個々の滑り剤粒子は、通常直径が5ミクロンより小さく、極めて普通にその大きさの次数またはそれよりさらに小さい。滑り剤は約3重量%までフィルムに組み入れられるが、さらに一般的には1%よりかなり少ない量が含有される。
滑り剤はポリマーであってもポリマーでなくてもよい。ポリマーでない滑り剤の一般的な例はカオリン、タルク、シリカ、アルミナ、炭酸カルシウムなどの金属の炭酸塩、参加チタンなどの金属酸化物、ケイ酸塩、金属のリン酸塩、金属の硫酸塩、金属のチタン酸塩、金属のクロム酸塩、金属の安息香酸塩、金属のテレフタル酸塩、カーボン黒などの炭素形状およびガラスである。ポリマーの滑り剤は架橋されていても、架橋されていなくてもよい。架橋ポリマー滑り剤の一般的な例はシリコン、スチレン系、アクリル系およびポリエステルである。架橋されていないポリマー滑り剤は、一般には熱可塑剤で、フィルム樹脂内に粒子として細かく分散されるように処理される。架橋されていないポリマー滑り剤の一般的な例はポリオレフィン、イオノマー、スチレン系、ポリカーボネート、アクリル系、フルオロポリマー、ポリアミド、ポリエステル、ポリフェニレンスルフィドおよび液晶ポリマーである。
従来の滑り剤は全て、一般に最終フィルムの中、またはフィルムの面(複数の面)の上で細かい粒子状となる。さらに、(あとから被覆されるのではなく)製造中にフィルム内に組み入れられる種類の従来の全ての滑り剤は、一般に押出成形後のキャストウェブの面(複数の面)の中または面上で細かい微粒状となる。このため、滑り剤の使用には重大な不利益となる。滑り剤の使用は、フィルムの製造時に濾過装置の使用を必要とする。これらの装置は滑り剤が詰まることが多い。また、滑り剤はフィルム中で望ましくない大きい凝集物を形成し、多数の用途においてマイナスの影響となる。無機粒子の添加は通常、滑り剤が適当な大きさに粉砕されること、および/または「分類される」ことを要求する。これらは追加のステップとなり、管理が困難で、費用が増す。架橋されたポリマー粒子の添加は、同様の調製または製造時の粒子の形状および大きさを正しく制御することを要求する。架橋されていないポリマーの添加は、フィルムの押出成形時の大きさの分布および/または分散の簡単ではない制御を要求する。さらに、滑り剤の使用は、フィルムの2軸延伸、取り扱い、巻き上げ、分割、変換処理中および使用中に塵および破片の形成およびフィルム表面のひっかきの可能性を生ずる。
これら全てのために、従来の不活性な固形微小粒子の滑り剤の添加に頼ることなく、ポリマーフィルムの表面粗さおよび摩擦係数を制御することが望ましい。驚くべきことに、本発明の多数層フィルムは、滑り剤が添加されていなくても種々の程度の表面粗さおよび「滑り」(摩擦係数)を有すること、および表面粗さの程度および摩擦係数値は、延伸前の予備加熱温度および期間などの工程条件を変えることにより調節可能であることが見出されている。
以下に記載する実施例において、試験したフィルムの物理的特性を測定するために以下の手順を使用した。
固有粘度:
固有粘度はPENおよびPETについて同様に測定した。使用した溶媒は、フェノールとオルト−ジクロロベンゼンの60/40混合物(重量による)である。110℃の温度を使用して、ポリマーの30分溶解度に影響を与えた。150キャノンヘンスケ(Cannon−Fsnke)粘度計を使用し、データは30℃で収集した。約0.5重量%の溶液濃度を使用して、相対粘度の1点測定を実施しる。相対粘度は、溶液と純粋な溶媒の粘度計からの流出時間の比である。周知のビルメイヤー(Billmeyer)の関係を使用して、相対粘度をおおよその固有粘度値に変換した:
IV={η(rel)-1+3ln[η(rel)]}/4c
(式中、η(rel)は相対粘度であり、cはポリマー溶液の濃度である(単位g/dL))。
弾性率測定:
コンピュータ付きインストロン(Instron)引張り試験装置で弾性率を測定した。試料を幅0.5インチに切断した。インストロン(Instron)グリップ環のゲージ長さは4インチであった。試験は2インチ/分のクロスヘッド速度で実施した。1インチのインストロン(Instron)グリップに容易に固定することができるように試料を長さ約7インチに切断し、これらの薄いフィルム試料の過剰なたるみまたはプレテンションを避けるために十分に注意を払った。ゲージ長さ内で10回の測定値を収集することにより各試料の厚さを測定した。10回全ての平均値を計算に使用した。連続するフィルムラインから調製したフィルムについて、試料をウェブの中心部で切断した。実験用フィルム引張り器から調製した試料は、引張り試料を引張り器の四角い試料の中心から切断した。この場合には、機械方向の引張り特性を測定するための試料を、1つの四角い引張り器試料から採取し、横方向の引張り特性を測定するための試料は、全て中心部から切断できるように、別の四角い引張り器試料から採取した。いくつかの評価において、5つの試料を切断して試験した。得られた値は平均した。しかしながら、ばらつきは小さく、従ってほとんどの評価には、3つの試料だけを試験し、平均した。
いくつかの実施例において、「グリーン弾性率(Green modulus)」の値が得られる。これらの研究で製造されたフィルムの弾性率は経時的に増加することが見出された。これは二軸方向に延伸されたポリエステルフィルムには珍しくはないが、いくつかの場合では、PETフィルムで通常観察される増加よりも増加が劇的である。このように、弾性率の測定はできるだけ速やかに(また、フィルムが製造されてから4時間以内に)、または少なくとも1週間経過してから実施した。弾性率の増加すなわち「エージング」の、全てではないにしても、ほとんどがこの短い間に生じると考えられている。「エージングした」フィルムで得られた測定値を単に「弾性率」と呼ぶが、速やかに得られた測定値を「グリーン」弾性率と呼ぶ。グリーン弾性率の報告されている値のほとんどは2回の試験の平均値を表す。
両面の熱膨張係数
両面の熱膨張係数、すなわちCTEは、ジゴ(Zygo)社製型番121試験装置を使用して測定した。幅0.5インチ、長さ12インチの試料を平らにのせた。試験に使用した温度差動は約20〜25℃で、室温から約45℃まで実施した。CTEは、膨張(mm)/最初の長さ(mm)/温度変化(℃)として測定した。一般に、このような装置では膨張は1〜20×10-6の次数であるので、百万分率/℃(ppm/℃)として報告される。試験したほとんどのフィルムでは、3つの試料を調製し、得られた結果を平均した。
両面の吸湿係数
両面の吸湿係数すなわちCHEはネーナ ペイパー エクスパンジメーター(Neenah Paper Expansimeter)で測定した。0.5インチ(1.27cm)×9.5インチ(24.13cm)の試料を装置のフックと水平面/フックとの間に配列する。マイクロメーターを使用して、試験装置中の大気の湿度の変化の制御によって生じる試験試料の長さに変化した後の水平面を調整する。湿度試験範囲は23〜94%相対湿度(%R.H.)であった。CHEは、膨張(mm)/最初の長さ(mm)/%R.H.として測定した。CTEと同様に、CHEの値は、簡単にppm/%R.H.と表す。また、ほとんどの結果は3回の試験の平均値を表す。
不可逆的熱収縮:
熱収縮を以下のように測定した:試験試料を幅0.5インチ(1.27cm)および長さ12インチ(30.48cm)に切断した。インキによる「X」印を各試料に約10インチ(25.4cm)の間隔をおいてつけた。対眼レンズが1つの印から他の印まで移動して、移動した距離を正確に測定する装置である「光学的比較尺」または「電子式定規」を使用して2つの印の正確な距離を測定した。次いで、試料を、80℃に温度制御したオーブンに3日(72時間)間そのままの状態で吊した。試料をオーブンから出して測定した。測定の間にも十分に注意を払い、試料を光学的比較尺の上に平らに真っ直ぐ、できるだけ引っ張らないようにのせる。収縮の結果は、最初の試料の長さの%として表し、精度は+/−0.01%と思われる。この測定も、結果は3回の試験の平均として表す。いくつかの評価において、オーブンの条件を65℃にて3日間収容に変更した。150℃にて15分間収容についての測定も行った。
曇り:
曇りはガードナー ヘイズメーター(Gardner Hazemeter)で測定した。型番AUX−10またはAUX−10Aおよび約1インチ(2.54cm)四方の試料サイズを使用した。十分に注意を払って、フィルム試料に塵、かき傷等がつかないようにした。直接またた「散乱して」試料を通過する光線を捕獲し、機器によって定量した。曇りは拡散して透過した光線の量で、全透過光線(直接および拡散)の割合として表す。
摩擦係数:
静的および動的摩擦係数をインストロン(Instron)社製引張り試験装置で測定した。本書類において、全ての摩擦係数はフィルムの面の1つを対向面と接触させた状態でずらせたフィルムについて測定した。幅2インチ(5.08)および長さ10インチ(25.4cm)の試料をフィルムから切り取り、水平方向の台にのせた。幅1インチ(2.54cm)×長さ5インチ(12.7cm)の試料をフィルムから切り取り、半径0.97インチ(2.46cm)の特殊な200グラムの「そり(sled)」にのせた。フィルムの機械方向が各試料の長い寸法側になるように試料を切り取る。そりを台の上の置き、インストロン(Instron)社製クロスヘッドにより1/2インチ/分(2.1×10-2cm/s)の速度で滑車を介してくさりを引く。少なくとも4インチ(10.16cm)のクロスヘッドの移動を使用する。
摩擦係数は、そりの重さに対する摩擦力(Friction Force)の割合と規定する。摩擦力はインストロン(Instron)社製記録計のチャートから直接読める。静的摩擦係数は、試験開始時に記録されるピーク力を使用して測定される。動的摩擦係数は、試験期間中に記録される平均力を使用して測定される。
干渉計による表面粗さ
レーザー光干渉計の原理を使用して特別に構成された装置で表面粗さを測定する。幅1/2インチ(1.27cm)×長さ6インチ(15.24cm)の試料をフィルムから切り取り、金属を蒸着した。図示するように、この装置は幅約230ミクロン×長さ365ミクロンの領域を綿密に調べる。調べた領域の3次元像が作成される。面の統計学的パラメーターも、この装置専用のコンピューターによって算出される。通常な、表面粗面計の経験者には周知である、2つの平均値「Ra」および「Rq」が報告される。Raはフィルム面の仮想平均面からの偏差の算術平均高さである。Rqは同じ面からの偏差の幾何学的な平均高さである。
ローデンストック(Rodenstock)による表面粗さ
いくつかの場合において、本発明のフィルムは、上記の干渉計の有用範囲に入らないほど粗いことがわかった。従って、市販の機器である、ローデンストック(Rodenstock)RM600表面分析計を使用する第2の方法を採用した。ローデンストック(Rodenstock)は、矩形領域を精密に調べるのではなく、長さ5cmの線に沿って試料を綿密に調べる面非接触「尖針」で、移動するフィルム面上にレーザー光線を動的に再集束させる原理で作動する。ローデンストック(Rodenstock)用の試料も蒸着する必要がある。ローデンストック(Rodenstock)技法もRaおよびRqを算出するが、データを収集、判定および分析する方法が原因で、同じ試料について干渉計よりも常に高い値が得られる。したがって、2つの機器によるRaおよびRqの値は通常は比較できない。
実施例1〜24
以下の実施例は、全ての範囲の相対的組成にわたって、PENとPETとを、2つのフィルム面においてどちらかのポリマーの固有粘度を種々に組み合わせた多数層ウェブに共押出成形する能力を明らかにする。
PENおよびPETのいくつかのウェブは共押出成形によって鋳造した。このウェブは、オハイオ州アクロンのグッドイヤーケミカル社(Goodyear Chemical Co.)から入手した、PENとPETとの交互層(通常は合計29層)である。各ウェブにおいて、2つの面の層(第1および第29)は同じポリマーである。表1に示すように、いくつかの共押出成形物において、面の層はともにPENであるが、面の層がPETであることもあった。
表1に報告する固有粘度の値に反映されるように、各樹脂のいくつかの異なる分子量を実験に使用した。ポリマーは、別々の1−3/4”(4.4cm)シングルスクリュー押出成形装置で押出成形した。PENは約293℃で押出成形し、PETは約282℃で押出成形した。表1に示すポリマーの比率に達するように、各押出成形装置の通過量は5.22kg/hr(1.45×10-3)乃至約43.5kg/hr(1.2×10-2)の範囲内に調節した。基準共押出成形インサートを収容するフィルムダイを、29層共押出成型用に加工したインサートとともに使用した。ダイは開口部の幅が12インチ(30.48cm)で、約282℃に維持した。キャストウェブを個体の無定形状態に冷却するために、押出成形物は、約22℃に維持した冷却ロール上で鋳造した。冷却したキャストウェブは、厚さ約12〜13milsであった。

以下の実施例は、本発明の多数層フィルムの弾性率と延伸比が単層PENと比較して増大したことをあきらかにする。
上記の実施例1〜2で製造したキャストウェブを、実験用二軸フィルム延伸装置を使用してフィルムに延伸した。延伸装置は、ティーエム ロング社(T.M.Long Co)製のフィルム延伸装置などの、この種の装置にみられるものと同様のパンタグラフ機序を使用した特注製造装置であった。キャストウェブの方形の試料にグリッドラインパターンの印をつけ、次いで内部が100℃またはそれ以下のフィルム延伸装置の中に置いた。温度を速やかに150℃まで上昇させ、温度の上げ始めから測定して、試料を45秒間維持した。次いで、試料を同時に、機械方向と横方向に、試料の最初のゲージ長さに基づいて、100%/秒の速度で延伸した。ゲージ長さは、グリッパーが最も閉じた地点で測定したとき、グリッパーの向かい合う同士間の距離と規定する。次いで、延伸チャンバーを開けて、表面に冷風を吹き付けて試料を冷却し、次いで取り出した。
延伸後の試料の延伸比を、公称延伸比および真の延伸比として測定した。「公称延伸比」は、グリップ分離によって測定される、最終試料長さをゲージ長さで除したものをいう。「真の延伸比」は、試料に書いたグリッドラインパターンの中心の印の移動によって測定される、同様の数字をいう。本明細書において使用される「二軸方向の延伸比」という言い回しは、各方向に同じ力で同時に延伸したときの公称延伸比(各方向における)をいう。機械方向または横方向の基準値を伴わないで報告された真の延伸比および弾性率値は2方向の平均値である。
実施例1(100%PEN)および2(20%PET、80%PEN)において製造したキャストウェブから試料を調製した。これらの試料を種々の2軸延伸比まで、試料を破壊することなく、延伸が困難になる延伸比に達するまで延伸した、得られた延伸フィルムは、ヤング(Young)係数を測定するために引張り試験された。これらの延伸実験の結果を表2に示す。
実施例36〜44
以下の実施例は、延伸性および弾性率に対するPEN:PET比の影響を明らかにする。
実施例1〜9のキャストウェブが、実施例25〜35の条件で延伸されうる最も大きい延伸比を測定するための実験を実施した。所定のキャストウェブから切り取られた異なる試料は破壊するまでは種々の程度延伸するので、延伸中のフィルムの破壊は統計的な事象である。これらの実施例のために、試料が延伸中に破壊する延伸比に達するまで、延伸比の概ねの増分を0.25として延伸比を調査した。3回続けて試料の破壊が記録されるまで、または試料が2つ続けて破壊しないで延伸されるまで、この条件を繰り返した。延伸実験が終了して、試料が破壊しないで繰り返されたときの延伸比の最も大きい値を極限2軸延伸比(Ultimate Biaxial Stretch Ratio)(UBSR)と呼ぶ。対応する真の延伸比を、実施例25〜35のように、インキの印の移動によって測定した。
各組成のUBSR時に、ヤング係数を測定するために試料を引張り試験した。これらのフィルムのうちいくつかを金属フレーム上に固定してのせ、オーブン中で加熱硬化した。オーブンは235℃で平衡にし、ドアの開閉は速やかに行い、固定した試料を挿入した。試料をオーブン中に30秒放置してから取り出した。これらの熱硬化試料もヤング係数を測定するために引張り試験した。UBSR、弾性率および加熱硬化後の弾性率の結果を表3および第3図および第4図に示す。
表3および図4は、弾性率の組成への依存性は、UBSR時で測定したとき、同じ全体形状をたどること、弾性率は80%PENの組成付近で一番大きいこと、および少なくとも70%PENを含有するこのような多数層組成の任意のものは、100%PENの弾性率と等しいかまたは大きいことをはっきりと示す。PETは、PENより弾性率が小さいポリマーであることが一般に周知であるので、2つのポリマーの多数層フィルムがPENまたはPETのどちらか単独の弾性率より大きいヤング係数を有することは特に予測できない。表3および図4はまた、本発明のフィルムの弾性率を改良する際の加熱硬化の影響も示す。
実施例45〜47
以下の実施例は、本発明の多数層組成物の弾性率の(%PEN)および真の延伸比への線形依存を示す。
実施例3〜6のキャストウェブから追加の試料を調製した。これらは、3.5またはそれ以上の2軸延伸比まで延伸され、それらの弾性率は以下のように測定された。結果を表4に示す。実施例25〜57のデータを収集し、弾性率は組成(%PEN)および真の延伸比の双方に直線的に依存すると仮定して、数学的モデルに当てはめた。
これらの結果は、このモデルの仮定が妥当であること、および第6図の他の系列の一定の延伸比への外挿も有意義であることを示す。これは、延伸比5.5まで延伸された多数層フィルムの全体の弾性率に対するPET層の寄与は1000kpsi(6.9×106kPa)をわずかに越えるだけであること示唆している。PETの単一層の独立フィルムは、一般に周知の市販の工程によっては、どの方向へも5.5までもの大きい延伸比まで延伸されないこと、およびこのような工程によって製造されるPETフィルムの弾性率はどの方向へも1000kpsi(6.9×106kPa)を上回る値に達しないことに注目するべきである。
従って、これらの実施例において得られる結果および観察された結果を予測する際の線形モデルの有効性は、多数層内のPET層は、従来の工程で達成されるよりもずっと大きい延伸比まで延伸されること、従来のPEフィルムで得られる係数をはるかに上回る弾性率を有することを意味する。PET層が延伸比5.5まで延伸されるとき、フィルム全体の弾性率へのPET層の1000kpsi(6.9×106kPa)を上回る「寄与」は特に驚くべき結果である。
実施例58〜61
以下の実施例は、本発明のフィルムの寸法の点からみた安定性を明らかにしている。
実験用フィルム延伸装置上で同時に等しく両軸方向に延伸することにより、キャストウェブ1,2,3および9から多数層フィルム試料を調製した。条件を表5に示す。各キャストウェブに選択した延伸比は、選択した延伸温度でUBSRまたはほぼUBSRであった。実施例36〜40のようにフィルムをフレーム上で加熱硬化した。2方向の影響を平均するように対角線で切断した試料について、CTE、CHEおよび80℃/3日収縮を測定した。結果を表5に示す。
実施例62〜88
以下の実施例は、延伸性および弾性率に対する温度の影響を示す。
延伸実験は、延伸性および得られる弾性率に対する温度の影響を測定するために、実施例2のキャストウェブの試料について実施した。実施した手順は、温度が150℃から変化したことを除いて上記の実施例36〜44の手順と同様であった。UBSRは120乃至180℃の温度で測定した。これらの実施例では、真の延伸比を測定する努力を省くために、UBSRは公称延伸比に関してだけ表す。また、これらの実施例では、連続(3ではなく)5つの試料の破壊が記録されるまで、延伸比条件を継続した。このように、UBSRに報告された値は実施例36〜44と比較したとき、わずかに高い。
使用した実験用延伸装置は、6.0よりわずかに多いだけの最大延伸比が可能であった。155乃至175℃の温度では、この程度まで延伸したとき、試料の破壊がないことからわかるように、UBSRは6.0よりわずかに多いことがわかった。従って、温度の影響をさらに詳しく調べるために、実施例5のあまり延伸しないキャストウェブも試験した。
このUBSRまで延伸した各フィルムのヤング係数を引張り試験によって測定した。結果を表6および図7〜8に示す。フィルムは全て各表面がとぎれまたはやぶれのある「霜のおりたような」または曇った外観であった。
この影響は、一部にはこのような高温で延伸が始まる前のPETの結晶化によるのだろう。一般に、170〜180℃は、PETが無定形ガラスから極めて急速に結晶化する温度範囲と考えられる。49%PEN組成では合計の半分以上をPETが占めているので、試料はより高温での延伸力に耐えることができる。49%PEN組成は165〜170℃において最大UBSRを有することもあきらかである。
第8図に示すように、80%PEN組成物のUBSRでの弾性率は、機械の限界によりさらに測定することができないところまでの延伸温度とともに増加する。150℃で製造されるフィルムの弾性率は、加熱硬化の前は1000kpsi(6.9×106kPa)を上回り、延伸温度の関数としての弾性率曲線は、水平化の徴候を示さない。しかしながら、49%PEN組成の結果は、UBSR最大より幾分低い延伸温度での最大値を示す。このように、80%PEN組成の最適な延伸温度範囲も150〜160℃の範囲であることが多い。PENのガラス転移は約120〜125でだけあり、PETのガラス転移温度はもっと低いので、多数層フィルムの150〜160℃の最適延伸温度の測定は驚くべき結果である。
実施例89〜103
以下の実施例は、PEN:PETポリマー対の多数層共押出成形のフィードブロック概念の適用を明らかにする。
PENおよびPETの試料を調製し、PENは約177℃、PETは約149℃の乾燥窒素下で乾燥した。使用したPEN樹脂は、固有粘度(IV)によって測定したとき、いくつかの異なる分子量を有した。PET樹脂はグッドイヤートレイタフ(Goodyear Traytuf)8000CでIVは0.80であった。PENは、1−3/4インチ押出成形装置を使用し、押出成形温度は約293℃であった。PETは、第2の1.75インチ(4.4cm)押出成形装置を使用し、押出成形温度は約282℃であった。
樹脂はフィードブロック法により押出成形した。このように、2つの押出成形装置の融解流動物は、PENおよびPETについてそれぞれ約293℃および266℃に維持した直径3/4”ネックチューブを介してフィードブロックに搬送した。2成分交互29層インサートの基準のフィードブロックを使用した。フィードブロックは12インチ(30.5cm)の広いダイ開口部で一般的なポリエステルフィルムを供給した。フィードブロックの出口は、段階的方形−円形流動物溝断面アダプターを介してダイ入り口に接続した。
フィードブロック、アダプターおよびダイは全て約282℃に維持した。押出成型物は約18℃に維持した冷却ロール上でキャスティングし、静電的ピン止めを使用した。総組み合わせ通過量は約60lbs/hr(7.5×10-3kg/s)または90lbs/hr(1.1×10-2kg/s)で維持した。PEN:PET比を約80:20から約50:50まで変化させた。フィードブロックは、いくつかの実験では最外層がPETで、他のの実験ではPENとなるように設定した。キャストウェブの厚さは、冷却したロール速度によって約12〜13milsに制御した。いくつかの実験において、最外層が2倍の厚さの25層流動物を生ずるように、フィードブロックの第2および第28スロットを閉めた。
特徴的なレオロジーに基づいた流動物欠損パターンについて延伸前にキャストフィルムを評価し、「良」、「境界域」または「不良」と判定した。「良」のキャストウェブは流動物の欠損パターンがなく、「境界域」ウェブはわずかな審美的な流動物の欠損パターンを示し、「不良」はかなりの流動物の欠損パターンを示した。表7は、個々の実験の条件と評価の結果を含む。
実施例104〜105
以下の実施例は延伸性に対するIVの影響を示す。
実施例3(実施例104用)および実施例11(実施例105用)のキャストウェブから延伸実験用の試料を調製した。両者の唯一の大きな差は使用した樹脂のIVであったので、これらのキャストウェブを選択した。実施例3のキャストウェブはIV0.57のPENおよびIV0.80のPETであった。実施例11のキャストウェブはIV0.50のPENおよびIV0.72のPETであった。各キャストウェブは最外層がPETで、約70%PENであった。
各キャストウェブについて、150℃において実施例50〜76のようにUBSRを測定した。実施例104では、UBSRは5.75と測定された。実施例105では、5.25乃至5.50の値が得られた。このように、IVが大きい樹脂は延伸性に対する影響が増加するようである。
実施例106〜111
以下の実施例は、延伸性に対するキャストウェブの品質の影響を示す。
実施例2(実施例106用)および実施例90(実施例107用)のキャストウェブから延伸実験用の試料を調製した。両者の唯一の大きな差は、実施例2のウェブは多数層ダイを使用して調製されたが、実施例90のウェブはレオロジー的に「寛大性」の低い多数層フィードブロックを使用して調製されたということであったので、これらのキャストウェブを選択した。このように、実施例90のウェブは、表7の「不良」の判定のキャストウェブによって反映されるように、レオロジーに関連した表面の不完全性を有した。各キャストウェブは80%PENで、最外層はPETであった。ウェブに使用した樹脂はIVがほぼ同じであった。
各キャストウェブについて、150℃において、実施例62〜88のようにUBSRを測定した。実施例106では、UBSRは延伸装置の物理的限界である6.00であると測定された。実施例107では、5.25のUBSRが得られた。このように、レオロジーに関連した欠損は、フィルムの延伸性の増加にマイナスの影響を与えるようである。
実施例91(実施例108用)および実施例92(実施例109用)のキャストウェブから延伸実験用の試料を調製した。実施例90(実施例107)のキャストウェブで考慮すると、唯一の大きな差が使用したPEN樹脂のIVであり、結果として唯一の大きな差がキャストウェブ面の品質であるシリーズを構成するので、これらのキャストウェブを選択した。実施例90のキャストウェブはIVが0.570のPENを含有し、レオロジーに関連した欠損のために表面の品質は「不良」と判定された。実施例91のキャストウェブはIVが0.520のPENを含有し、表面の品質は「不良」と判定された。実施例92のキャストウェブはIVが0.473のPENを含有し、表面の品質は「良」と判定された。各キャストウェブは最外層がPETで、約80%PENであった。
各キャストウェブについて、150℃において実施例62〜88に記載するようにUBSRを測定した。実施例107では、上記のようにUBSRは5.25であった。実施例108では、5.75の値が得られた。実施例109では、6.00(延伸装置の限界)の値が得られた。実施例104〜105によって示した樹脂のIVの影響はこの順序の逆の順序でUBSRの低下を予測するので、表面の品質は多数層フィルムの延伸性の増加を促進する際のよりさらに重要な因子であることがこれらの実施例によって示される。
実施例96(実施例110用)および実施例99(実施例111用)のキャストウェブから延伸実験用の試料を調製した。両者の唯一の大きな差は使用したPET樹脂のIVで、その結果として両者の唯一の大きな差はキャストウェブの表面の品質であるので、これらのキャストウェブを選択した。また、厚さが等しい29の交互層ではなく、最外層が2倍の厚さの25の交互層を有するという点で実施例107〜109とは異なる。
実施例96のキャストウェブはIVが0.570のPENを含有し、流動物に関連した欠損のため表面の品質は「不良」と判定された。実施例99のキャストウェブはIVが0.485のPENを含有し、表面の品質は「良」と判定された。各キャストウェブは最外層がPETで、約80%PENからなった。各キャストウェブについて、150℃において実施例62〜88に記載するようにUBSRを測定した。実施例110では、UBSRは5.50であった。実施例111では、6.00(延伸装置の限界)の値が得られた。それらは2倍の厚さの表面層で製造されているにしても、実施例107〜109によって明らかにされた延伸性に対する有害な影響は、これらのフィルムにも及んでいることがあきらかに示される。
実施例107および110の結果をさらに比較した。実施例110の場合の高いUBSR(5.50と5.25)は、多数層フィルムへの2倍の厚さの表面層の提供によって二次的に重要な、延伸性に対する有用な影響となることを示唆している。
実施例112〜113
以下の実施例は弾性率に対するPENのIVの影響を示す。
実施例108および109の150℃のUBSRまで延伸したフィルム(それぞれ、実施例112および113)について弾性率を測定した。実施例112では、2軸延伸比が5.75のとき弾性率は1000kpsi(6.90×106kPa)であることが見出された。実施例113では、2軸延伸比が6.00のとき弾性率は946kpsi(6.52×106kPa)であると測定された。IVが大きいPEN樹脂は、より大きい弾性率を促進する際に有用であると思われ、この場合には延伸性に対する不利益をも克服するようである。
実施例114〜117
以下の実施例は、多数層PEN/PETフィルムの透明度および摩擦特性に及ぼす表面ポリマーの選択およびPETの結晶性の程度の影響を示す。この実施例はまた、PET層が「強制収容」されているフィルムの性質を示す。
それぞれ、実施例1(PEN単一層)、3(71%PENおよび「表面」ポリマーはPET)、18(71%PENおよび「表面」ポリマーはPEN)および9(PET単一層)のキャストウェブから実施例114〜117の試料を調製した。最初の3つの試料は実施例25〜35と同様の条件で、150℃の延伸温度で2軸延伸比5.0まで延伸された。純粋なPETである4番めは60℃の延伸装置にのせて、2軸延伸比4.0まで100℃で延伸した。実施例114(PEN)、116(71%PENおよび「表面」ポリマーはPEN)および117(PET)は各々眼で見て透明で、曇りのないフィルムを生じたが、実施例115(71%PENおよび「表面」ポリマーはPET)は実施例62〜88のようなとぎれがあり、曇ったフィルムを生じた。多数層フィルムは全て、「透明」であると言われるものであっても、延伸されたフィルムの個々の層の厚さが可視光線の波長に近い可能性が極めて大きいために、わずかに虹彩的な外観を示す。
実施例115の試料は、折りたたんでこすり合わせたとき、滑りやすいことも観察された。一方、PENおよびPETフィルム(実施例114および117)は頑固に「妨害」し、摩擦により滑らせるのが非常に困難である。驚くべきことに、PENが外側層である多数層フィルム(実施例116)はこれら2つの両極端の例の中間の摩擦性を示した。
いかなる理論にも結びつけたくはないが、多数層フィルムの場合には、PENを延伸させるために必要な150℃という高い温度により、PET層は予備加熱中で延伸の開始前に結晶化すると考えられる。最外層としてPETを用いたフィルムの場合には、結晶化したPET表面層は延伸段階中に破壊し、延伸後のフィルムにばらばらになって曇った「島」を残すろ考えられる。驚くべきことに、PENが最外層として作用するときは、とぎれや曇りは観察されない。PET層は予備加熱中に結晶化するが、PEN層の間に挟まれると、結晶状態からでも破壊することなく延伸すると考えられる。
実施例118〜121
以下の実施例は、延伸性よび弾性率に及ぼす表面ポリマーの影響を示す。
実施例99(実施例118および120用)および実施例103(実施例119および121用)のキャストウェブから延伸実験用の試料を調製した。これらのウェブ間の唯一の大きな差は2つの外側面層のポリマーの同一性であるという点からこれらのキャストウェブを選択した。実施例99のキャストウェブは25層で、PETが両方の外側すなわち表面層を形成したが、実施例103のキャストウェブは25層で、PENが両表面層を形成した。約試料は約80%PENからなった。
各キャストウェブについて、150℃および145℃において実施例62〜88に記載するようにUBSRを測定した。150℃において装置の限界まで延伸されることが証明されているので、この2つのキャストウェブ間の延伸性の差を解決するために、145℃での実施例を実施した。150℃において同じ公称延伸比まで延伸されたフィルムについて、真の延伸比をインキの印の移動によって測定した。弾性率も測定した。両者は、MDおよびTDを上回る平均地として報告される。結果を表8に示す。
表面層に低TgPETを配置することは、高Tg−PENを延伸させるために十分高い温度に加熱された金属部分とフィルムとが幅側または端が接触する連続的な工程、特に長い延伸装置または引張り装置に実践可能な試みを提供することになる。これらの実施例の結果は表面層にPETを配置することに有利さを示さなかったので、以降の実施例は全て「PENが表面」の構成物を使用する。
実施例
以下の実施例は、本発明のフィルムを連続的な方法でフィルムライン上で製造することを明らかにする。
IV0.50のPEN樹脂を調製し、約149℃で乾燥した。IV0.80のPET樹脂(グッドイヤー トレイタフ(Goodyear Traytuf)8000c)を入手し、約135℃で乾燥した。PENを温度約293℃の2−1/2”シングルスクリュー押出成形装置上で押出成形した。PEN融解物列の押出成形装置以降の装置は約282℃に維持した。PETは温度約277℃の1−3/4”シングルスクリュー押出成形装置上で押出成形した。PET融解物列の押出成形装置以降の装置は約266℃に維持した。ギアポンプを使用して押出成形物の流量を制御した。両融解流動物は40ミクロンに値するロウソク型の濾過装置で濾過し、直径3/4インチ、加熱、絶縁したネックチューブを使用してポリマー融解物をフィードブロックまで搬送した。
実施例89〜103と同じフィードブロックインサートを使用し、最外層は厚さが2倍である25層の構成物が得られるように前と同じように閉じた。最外層膜にPENを配置するようにフィードブロックを供給した。PEN:PET比は80:20重量比で、総通過量は約130lbs/hrとした。実施例89〜103と同じ幅12”のフィルムダイを使用した。静電的ピン止めも使用した。フィードブロックは約282℃の温度に維持し、ダイは約288℃の温度に維持した。キャスティングロールは約52℃の温度に維持した。12乃至13milsのキャストウェブ厚さを提供するようにキャスティングロール速度はを調節した。
「長さ延伸装置」を使用して、異なる速度で駆動されるロール間で機械方向にキャストウェブを延伸した。ゆっくり駆動するロールは約138℃に維持し、その後のアイドラーロールを約143℃に維持した。駆動ロールの速度差で測定される、この段階の公称延伸比は1.30であった。速く駆動する(冷却用)ロールは約24℃に維持した。
同時に2軸方向に延伸することができる引張り装置を使用して、フィルムをその後機械方向と横方向に延伸した。引張り装置のオーブンの予備加熱および延伸帯は共に約163℃に維持した。予備加熱帯は長さが9.8フィート(3.0m)であり、これらの条件では予備加熱帯内の滞在時間は約18秒が得られた。さらにフィルムを(グリップ位置の移動で測定したとき)公称で延伸比4.40および4.89までそれぞれ機械方向および横方向に延伸した。延伸帯は長さが8.2フィート(2.5m)で、延伸帯の滞在時間はこれらの条件では約6秒であった。
フィルムは引張り装置の中で固定されて加熱硬化された。引張り装置の2つの加熱硬化帯は約216℃および199℃に維持した。引張り装置のクリップ止めから解放する前に、約54℃に維持した冷却帯でフィルムを冷却した。フィルムウェブの中心で実際の延伸比を測定するために、インキの印をキャストウェブに付けた。最終延伸比は機械方向および横方向においてそれぞれ5.81および5.50であった。驚くべきことに、フィルムは外側層がPENであるにもかかわらず、幾分曇っていた。また、多数層フィルムの実験的延伸試料のほとんど全てで観察されたように、表面全体がわずかに均一な虹彩を示すのではなく、この実施例のフィルムは、おそらく薄いことおよび/または延伸方向に差があるクロスウェブであるために、機械方向にわずかに着色した縞が生じた。実施例122のフィルムの物理的特性値を表9に示す。
実施例123では、延伸比1.34を提供するように長尺延伸装置のファーストロールを調節した。機械方向および横方向の延伸装置の公称延伸比はそれぞれ4.40および5.12であった。他の条件は全て変わらなかった。インキ印の移動によって測定したとき、最終フィルムの延伸比は機械方向および横方向でそれぞれ5.99および5.95であった。このフィルムは等しく曇っており、着色した縞があった。このフィルムの物理的特性値を表9に示す。
実施例124では、同時2軸延伸装置の温度を変えた。他の条件は前と同じであった。延伸装置の予備加熱および延伸温度それぞれ約168℃および149℃において、機械方向および横方向の延伸比の測定値6.14および6.11がそれぞれ得られた。このフィルムは、上記の2つより曇りが少なかった。このフィルムの物理的特性値を表9にに示す。
実施例125および比較例1〜3
以下の実施例は、本発明の組成の加工性に及ぼす長尺延伸装置および延伸装置温度の影響を示す。
実施例125では、長尺延伸装置は、加熱ロールを約149℃および154℃に維持して作動させた。これらの条件では、延伸比を1.6またはそれ以上に増加することによってのみとることができるたるみを生じるように延伸された。このように、フィルムは、以前の実施例の機械方向の小さい延伸比までうまく延伸することができなかったが、機械方向の高い延伸比までは延伸された。
比較例1では、長尺延伸装置のロール温度はさらに約160〜166℃まで増加された。これらの条件では、ウェブはロールにくっつきはじめ、延伸フィルムは得られなかった。
比較例2では、延伸装置の予備加熱および延伸帯の温度は約177℃に維持された。これらの条件では、ウェブは延伸装置内の対流空気によって吹き離され、延伸されなかった。
比較例3では、延伸装置の予備加熱および延伸帯の温度は約149℃に維持された。これらの条件下では、上記の実施例と同様の延伸比まで延伸することを試みたとき、ウェブは延伸装置のグリッパーから引っ張られる傾向があり、うまく延伸されなかった。
実施例126〜134
以下の実施例は、フィルムの熱収縮に及ぼす工程パラメータの影響を示す。
不可逆的熱収縮を減少させる条件を求めるために、計画された実験形状の一連の実施例を調製した。条件は上記の実施例122と同じであるとし、以下の例外を加えた:PET樹脂は約132℃で乾燥した。総通過量は80重量%PENで約100lbs/hr(1.26×10-2kg/s)とした。フィードブロックは約282℃に維持し、ダイは約288℃に維持した。ウェブを加熱する際の効果を改良するために、長尺延伸装置の加熱ロールの温度は調節し、スローロールは約118℃に、遊びローラーは124℃に設定した。長尺延伸装置の機械方向の延伸比は1.35に設定した。延伸装置の延伸帯の延伸比は、グリップ位置の分離で測定したとき、機械方向が4.40で、横方向が4.62であった。
これらの実施例において、3つの工程パラメータが変化した:(1)第1の加熱硬化帯の温度(THS1);(2)第2の加熱硬化帯の温度(THS2);(3)延伸装置のレールを調節することによる横方向の緩和量。
延伸装置の設計は、延伸帯の出口と延伸装置の出口との間の狭くなったレールの分離を考慮している。フィルムが加熱硬化帯を通過するにつれて連続的にフィルムの延伸比が低下するように、レールを調節する。「緩和」パラメーターは、延伸装置の入り口および出口位置に基づいて、グリップの移動により測定される横方向の延伸比として表される(SRREL)。このように、緩和の低い値は4.62(高い値)に近いSRRELの値によって表される。
中心点の2の3乗の要因分析を実施した。3つの工程パラメーターの低値と高値を以下に示す:THS1:193および216℃;THS2:193および216℃;SRREL:4.49および4.23。中心点は3つのパラメーターの値それぞれ204℃、204℃および4.36であった。
フィルムは全て厚さが0.35milsであった。「グリーン」な弾性率は引張り試験によって測定された。不可逆的な熱収縮は、150℃/15分間で以前に記載した試験を使用して測定した。これらの測定の各々は、機械方向および横方向の両方で実施した。曇りも測定した。報告された各値は2回の試験の平均値である。結果を表10に示す。
加熱硬化帯#1の温度(「A」)、加熱硬化帯#2の温度(「B」)および緩和(「C」)の横方向の収縮への影響は、「AB」および「RC」相互作用と同じく、統計学的に十分有意であった。「AC」相互作用はわずかに有意であった。
「A」および「B」の機械方向の収縮への影響は、「AB」相互作用と同じく統計学的に有意であった。「C」の影響は統計学的に有意ではなかった。
「A」および「C」の横方向の弾性率への影響は、統計学的にかなり有意であったが、「B」の影響はわずかに有意であった。相互作用はどれも有意ではなかった。
従って、横方向の収縮に関しては、最も大きいレベルの緩和によって全体的な改良が得られることがわかり、収縮のさらに精度が高く、望ましい値は、加熱硬化温度を調節することによって得られる。横方向の収縮は得られない。機械方向の収縮は、加熱硬化帯#2の温度をさらに高いレベルにすることによって全体的な改良が得られるが、加熱硬化帯#1の温度は追加の制御手段となる。驚くべきことではないが、横方向の弾性率は低いレベルの緩和の影響を多く受けるが、加熱硬化帯#1の低い温度も有用である。
このように、研究した範囲にわたって、加熱硬化帯#1の低い温度、加熱硬化帯#2の高い温度および大きい緩和の組み合わせにより、両方向の収縮を最もよく全体的に制御でき、横方向の弾性率のいくぶんかの低下を伴うが、測定した他のいかなる特性にも統計学的に有意な有害な影響は与えなかった。
実施例135〜137
以下の実施例は、最外層にPENを有する連続工程フィルムの表面粗さを示す。
試験の結果、実施例122〜124のフィルムの各々は、最外層にPETではなくPENを有しているにもかかわらず、折りたたんで重ねたとき、非常に容易にすべることがわかった。問題のフィルムは、摩擦による「滑り」特性を提供するためにポリエステルフィルム製造業界では普通に使用される微粒「滑り剤」を全く含有しなかったので、実施例116の実験的に調製したフィルムでは観察されなかった全く予測しなかった結果であった。このため、表面粗さの測定は干渉計技法およびローデンストック(Rodenstock)技法によって行われた。静的および動的摩擦係数も測定した。実施例135〜137のこれらの測定値を表11に示す。
実施例138〜141
以下の実施例は、フィルムラインで製造されたフィルムの表面粗さおよび摩擦特性を実験室で製造されたフィルムと比較した差を示す。
実施例135〜137との比較のために、実施例1(PEN)、実施例103(78%PENおよび最外層はPEN)および実施例99(80%PENおよび最外層はPET)のキャストウェブから実験的な延伸用の試料を調製した。実施例138〜140を生じるために、実施例25〜35に概略した条件下で5.5、6.0および6.0の2軸延伸比まで試料を延伸した。
実施例103のキャストウェブの追加の試料を、実施例122〜124のフィルムライン条件に非常に非常に近いモデルにすることを意図した技法によって延伸した。150℃で45秒通常の予備加熱をした後、試料を100%/秒の速度で、150℃の温度で延伸比1.364まで機械方向にのみ延伸した。次いで、横方向に延伸比6.00まで、また機械方向に(最初の延伸していない長さに基づいて)延伸比6.00まで、両方向に同時に速やかにさらに延伸した。これは、6.00/1.364または4.40の段階において追加の機械方向の延伸を必要とした。横方向の延伸速度は100/秒で、機械方向の延伸速度は、両方向の延伸が同時に終了するように調製した。機械方向だけの延伸の終点と同時の延伸段階の開始の間に間隔をとらなかった。このフィルムは実施例41である。
実施例135〜137と同じ分析を実施した。これらの分析の結果を表11に示す。干渉計およびローデンストック(Rodenstock)のデータのカラムにおいて、2つの数は各フィルム試料の両面を表す。
PEN対照(実施例138)は、滑り剤を添加しないポリエステルフィルムに予測されるように、極めて滑らかで、非常に大きい摩擦係数を示す。実験室で製造されたPENが表面の多数層フィルム(実施例139)もほとんど滑らかである。実験室で製造されたフィルムとPEN対照との差は、ローデンストック(Rodenstock)数において極めてはっきりと見られ、このような低いレベルの表面粗さでは、試料面の長い範囲にわたる湾曲に対して干渉計でみられるほど敏感ではない。摩擦係数も、依然として高くはあるが幾分小さくなっている。一方、実験室で製造されたPETが表面の多数層フィルム(実施例140)は、霜がふったような曇った外観から予想されるように、表面粗さが非常に大きく、従って摩擦係数が低い。
驚くべきことに、フィルムラインで製造されたPENが表面のフィルム(実施例135)は、実験室で製造した同様の組成のフィルムと実験室で製造したPETが表面のフィルムとの中間の表面粗さおよび摩擦特性を明らかに示す。実施例141の延伸条件は、フィルムラインの条件をより綿密に模倣しているが、その表面および摩擦特性は、フィルムラインの実施例ではなく、実験室で製造された多数層フィルムのフィルム(実施例139)の特性に非常によく似ている。
これらの差は、実施例135〜139および141のそれぞれの干渉計のデータの3次元プロットを示す第9〜14図にはっきりと見られる。これらの数字は、実施例138および第12図のPEN対照フィルムが一番滑らかで、次いで互いに非常によく似ている、実施例139および141並びに第13図および第14図の実験室で製造されたPENが表面のフィルムが続くことを定量的に示す。実施例135〜137および第9図乃至第11図のフィルムラインで製造されたフィルムはかなり表面が粗く、お互いに定量的に類似している。最後に、実施例140のPETが表面のフィルムは干渉計によって測定されないほど表面が粗い。
実施例142
以下の実施例は、表面粗さに対するキャスティングの影響を示す。実施例122に概略した条件で製造された、フィルムラインのキャストウェブの一部をインラインでの延伸段階前に採取し、固定した。最終フィルムで観察された異常な表面粗さがキャストウェブ中に存在するかどうかを測定するために、試料を干渉計によって分析した。RaおよびRq値は一方の面で4.49および5.50であり、他方の面で4.89および6.53であった。表面粗さの大きさはフィルムのキャスティング工程に起因しないと結論づけられた。
実施例143〜146
以下の実施例は、表面の粗さに及ぼす長尺延伸の影響を示す。
表面の粗さが長尺延伸工程によって直接生じるわけではないことを確認するために、キャスティングホイールから巻き取られ、延伸させていないフィルムの試料1つと、長尺延伸装置後に採取され、延伸装置によって延伸されていないフィルムの試料3つとについて、ローデンストック(Rodenstock)の表面粗さ測定を実施した。実施例126〜134のライン条件を使用した。結果を表12に示す:
実施例147〜148
以下の実施例は、表面粗さに及ぼす加熱硬化の影響を示す。
先の実施例では、表面粗さについて調査した実験室で製造されたフィルムはどれも加熱硬化されなかった。実施例135〜137のフィルムラインで製造されたフィルムの予測されなかった表面粗さは、加熱硬化によって生じた可能性を調査するために、実施例122のフィルムラインの固定されたキャストウェブからさらに2つの試料を実験的延伸のために調製した。実施例25〜35の条件と同様の条件にて、2軸延伸比5.75までの同時2軸延伸実験を実施した。1つのフィルム試料(実施例147)を製造と同様に試験した。他(実施例148)は、実施例39〜40の加熱硬化条件を使用してフレーム上で加熱硬化し、その後表面粗さおよびCOFについて試験した。結果を表13に示す。
実施例135〜148からは、2軸方向に延伸されたポリエステルフィルムに通常使用される微粒滑り剤を全く含有しない、フィルムラインで製造されたフィルム上で観察された予測されなかった表面粗さは、フィルムキャスティング工程、同時2軸延伸工程(機械方向に予め延伸されていたとときも)または加熱硬化工程に起因しないと思われる。
実施例149〜191
以下の実施例は、曇りおよび粗さに及ぼす延伸装置の予備加熱の影響を示す。
あるとすれば、工程変数のどれが、曇りの測定で特徴付けられる表面の粗さに有意な影響を与えているかを調べるために、実施例126〜134の条件で追加の実験を実施した。検討した工程変数は、長尺延伸装置の加熱ロールの温度(TLO)、長尺延伸装置の延伸比(SRLO)、延伸装置の予備加熱帯の温度(TPH)、延伸装置の延伸帯の温度(TSTR)、延伸装置の第1の加熱硬化帯の温度(THS1)、延伸装置の第2の加熱硬化帯の温度(THS2)、グリップの分離で測定される、延伸装置の延伸帯の横方向の延伸比(SRTD)および延伸装置の出口でのグリップの分離で測定される、緩和後の横方向の延伸比(SRREL)であった。
長尺延伸装置では、遊びロールは、スロー駆動ロールより常に6℃高く維持した。従って、駆動ロールの温度のみを表14に示す。いくつかの実施例において、同時2軸延伸だけを使用してフィルムを延伸する影響を調査するために、長尺延伸装置を省いた。
表14は、実験条件、曇りの測定値および表面粗さについて測定したいくつかの値を含む。後者は、ローデンストック(Rodenstock)法によって得られ、両面の平均値を表す。表は、予備加熱帯の温度が上昇する順に配列し、わかりやすくするために、実施例126〜134を再度示す。
任意の特定の理論に結びつけたくはないが、各表面層としてPENを含有するPEN:PET多数層フィルムの表面粗さおよび曇りは、(延伸前の)予備加熱中のPET層の結晶化およびその結果として生じる延伸中のPET結晶物の破壊および再配列によって生じると思われる。同時2軸延伸装置の前の長尺延伸装置内で延伸されなければ、PET層は、予備加熱温度が上昇するにつれてかなりの程度結晶化する。その結果表面に最も近いPET層中に形成される結晶物は、2軸延伸段階中に互いに分離し、大理石が絨毯の下に置かれたとき、眼に見えるこぶをつくるように、最外層のPEN層を介して表面粗さを提供する。フィルムが最初に長尺延伸装置のなかで幾分か延伸される場合には、長尺延伸装置の温度の上昇は、延伸装置の予備加熱帯における大きなPET結晶物の形成を阻止するか、またはその後の2軸延伸の結果生じる破壊を促進する。
実施例192〜201
以下の実施例は、表面粗さ、曇り、フィルムの色および弾性率に及ぼす予備加熱時間の影響を示す。
実験室の延伸装置で最も模倣しにくいフィルムラインの1つ面は、フィルムラインにおきるようなフィルムの時間−温度経過である。この困難さは、各々が異なる温度に維持されているチャンバーからチャンバーへのウェブを移動させる方法(フィルムライン)と、1つのチャンバー内の大気の温度を変更する方法(実験室でのフィルム延伸装置)との差に固有のものである。時間−温度経過、特に動じ2軸延伸段階前の予備加熱時間は、フィルムライン条件と実験室での模倣との間に大きな差となる。
従って、延伸前の予備加熱時間を変化する影響を調査するために、一連の実験を実施した。実験で延伸させるためにフィルムライン実験からキャストウェブの試料(実施例122)を調製した。試料は全て150℃において2軸延伸比5.5まで100%/秒の速度で同時に両方向に延伸した。150度で延伸していない試料を予備加熱するために考慮した時間の長さを0.5秒ずつ0から45秒まで増加した(45秒は先に行った実験室での延伸実施例の全てにおいて使用した値である)。また、調査した各予備加熱時間について、第2のキャストウェブ試料を実験用台車にのせ、予備加熱し、同時2軸延伸を受ける直前に取り出した。
予備加熱はしたが、延伸していない試料の両面を曇りについて眼で調査した。150度では、PET層は結晶化して球状形態を形成し、曇りまたは白濁を生ずると予測される。この工程は、緩徐に結晶化が進行するPEN層ではもっとずっとゆっくりであると予測される。従って、予備加熱はしたが、延伸していないウェブ試料中の曇りの増加はPET層の結晶化に起因することができる。
いくつかの試料を顕微鏡下で「端を下にして(on edge)」調査し、曇りまたは白濁はPET層だけに生じていることを確認した。延伸したフィルムの両面も曇りについて眼で検閲した。当業者は、特に実施例135〜137に示す表面の粗さの程度が大きいときは、最終フィルムの曇りは表面の粗さと強い関係があることを認めている。表14のデータは、この関係を詳細に説明している。このように、延伸後のフィルムの曇りの定量的な評価が表面の粗さを示すものとして考えられる。また、色/虹彩についてもフィルムを眼で検閲した。試料のもとの機械的な方向に沿って帯状の着色または言い換えると均一な虹彩が観察された。
弾性率の測定が機械方向および横方向の両方向に考慮される。フィルムは等しく且つ同時に2軸方向に延伸されるので、弾性率の結果は2方向について平均された。結果を表16に示す。
表16のデータを調査することによっても、予備加熱時間に応じて、少なくとも2つの許容できり「程度」の延伸後のフィルムの弾性率があるという結論に到る。実施例193〜195(予備加熱時間5〜15秒)のフィルムは弾性率が約980kpsi(6.76×106kPa)であった。実施例196〜200(予備加熱時間20〜40秒)のフィルムは弾性率が約1050kpsi(7.24×106kPa)であった。これは、弾性率は予備加熱時間が長いと下降し始めていることを示唆している。
任意の特定の理論に結びつけたくはないが、これらの観察に対する以下の説明が信頼できそうである:多数層キャストウェブ中のPET層は同時2軸延伸装置または実験室の延伸装置中の予備加熱段階中に結晶化し始める。この工程に十分な時間があり、可視光線の波長より大きいサイズの十分な量の球状構造物が形成される前に、フィルムが延伸されると、この構造物は延伸段階中には形成されず、得られるフィルムは透明のままである。予備加熱されたが、延伸されていないウェブは主にPENおよびPETの無定形層であるので、また延伸温度はPETのTgよりはるかにずっと高いので、PET層はあまりひずみ−硬化することなく変形し(すなわち、粘性流動物)、延伸後のフィルムの全体的な弾性率にはあまり寄与しない。
しかしながら、もし延伸が始まる前にPET層がある程度球状構造に結晶化すると、結晶によって固定された大量の絡み合った構造物がPET中に存在し、延伸力を効果的に伝達して、PET層内に歪み−硬化を生ずる。これによって、PET層は、延伸後のフィルムの全体的な弾性率に比較的大きく寄与することとなるが、すでに形成された球状構造物を破壊するものはない。このように、予備加熱されたウェブの曇りが延伸後のフィルムに残る。最終的には、PET層がさらに結晶化させられると、結晶に固定された絡み合った構造物は、延伸力を伝達し、歪み−硬化を生じ、PET層にすでに存在する球状構造物を破壊するほど強靱になる。延伸力を伝達する際の構造物の効果は、均一な虹彩中の色の帯の消滅によって示される;すなわち局部的な厚みおよび/または延伸のかたよりが消失したことを意味する。球状物の破壊は、延伸段階中の曇りの消失によって示される。曇りが消失することは、光線を散乱させるほどの構造物が破壊されてしまったか、またはかなり小さいサイズの構造物に変形したにちがいない。このことは、半結晶状態中に延伸され、球状物および大きい薄膜の帯状物が小さい薄膜の帯状物または繊維状もしくは棒状構造物に再構成されることによりある程度は透明になる、ポリエチレンおよびポリプロピレンなどのいくつかの半結晶ポリマーの1軸および/または2軸延伸において観察される。
しかしながら、PETは一旦結晶化されて球状構造物が形成されると、延伸性が高くないことが知られており、配向延伸中に透明になることは過去には観察されていない。観察された弾性率の値とPET層内の前例のない弾性率の値とが一致していることに関する、実施例45〜57の考察中の観察と、この予測されなかった結果とを組み合わせると、PEN:PET多数層組成物中のPET層の延伸は、PETの延伸変形の独自で新規な機序によって生じることが議論される。
PENが表面の多数層フィルムとPETが表面の多数層フィルムとの差をさらに調査することにより、この変形機序をさらに勧めるために多数層構成の利用に対する新たな知識が得られる。実施例114〜117および138〜140では、PETが表面であるフィルムは、同様の組成のPENが表面であるフィルムより表面が粗く、滑りやすく、また曇りを生じていることが観察された。これは、多数層構成物の内部に含まれるPET層と比較して、PETが表面である層の独自性の発現であると解釈される。一方の面にPEN層が重層されていないと、最外層のPET層は従来の独立のPETフィルムのように振る舞う。予備加熱段階における結晶化後では、延伸により破壊し、面がちぎれて、霜が振ったような曇った外観を呈し、表面粗さは大きくなり(しばしば測定可能域外である)、摩擦係数が非常に小さくなる。
一方、多数層構成物の内部になるPET層は、独立のPETフィルムの2軸延伸で通常観察されるよりもずっと大きい延伸比まで、破壊することなく延伸する。予備加熱条件に応じて、球状物は破壊したり、しなかったり、また、小さい構造単位に変形したり、しなかったりする。破壊しない場合には、PEN表面層の下に「こぶ(lumpiness)」を提供し、絨毯の下に置いてある大理石がこぶだらけの床カバーをつくるのと同じ方法で表面を粗くする。
前述の考察から、表面粗さの程度は、とりわけ延伸開始前のキャストウェブの時間−温度経過および多数層フィルムの詳細な構成によって制御可能であることは当業者にあきらかになる。後者には、2つのポリマーの構成物中での比率、PEN表面層の厚さおよび表面に一番近いPET層の厚さが含まれるが、これらに限定されない。このように、本発明の構成物はまた、いかなる量の粒状物質を添加することに依存しないで、ポリエステルフィルムの予測されない独自で新規な「滑り」システムを構成する。
実施例202〜203
以下の実施例は、長い予備加熱時間により得られた十分に結晶化したPET層中で、結晶物と絡み合った構造物との効率的な接合が生じるという仮定を詳細に調査する。
延伸力のデータを得るために、グリッパーの約半数にカトランスデューサを取り付けた実験室用延伸装置を使用した。(6.0ではなく)6.25の公称延伸比が得られるように延伸装置も調節した。実施例122で保持されたキャストウェブから延伸用の試料を調製した。150度で予備加熱してから、2軸延伸比6.25まで各方向100%/秒の速度で、同時2軸様式で延伸を1度行った。
45秒予備加熱してから、実施例202を延伸し、実施例203は、10秒だけ予備加熱してから延伸した。これらの条件では、両キャストウェブはその厚みにわたって完全に予備加熱されているはずであるが、実施例202の試料はPET層が十分に結晶化してしまい、実施例203の試料はほとんど結晶を生じていない。延伸実験は、機械方向および横方向に等しく且つ同時に実施されたので、全てのカトランスデューサの結果は各実施例について平均した。
延伸実験の結果を第15図に示す。応力−歪み反応間には2つの大きな差がみられることは容易にあきらかである。第1に、実施例202は延伸開始直後に力が鋭く急に上昇しているが、これは実施例203では見られない。第2に、約3.0の延伸比で一旦歪み−効果が開始すると、実施例202の傾斜は実施例203より速く立ち上がる。
これらの結果は、実施例202の試料のPET層の結晶構造物が最初にかなりの力を要求して破壊するという解釈と一致する。実施例203の試料の結晶化していないPETは破壊するのにこのような大きな力を要求しない。さらに、実施例202の歪み−効果領域の鋭い立ち上がりは、PET層およびPEN層の歪み−効果に到る延伸性の変形の効率のよさに関する解釈と一致する。
このように解釈することによって、実施例203の試料の未結晶PET層は全体的な延伸応力にほとんど寄与しないという結論が得られる。この意味は、実施例203の応力反応を再評価することによって試験される。試料は80%PENおよび20%PETであるので、PETがわずかしか寄与しない場合には、試料全体としては、キャストの厚さの80%を閉めるPENの単一層試料と同様の行動をとることが予想されるだろう。応力は力を断面積で除したものであるので、これは、応力を125%増加して再評価することと同等である。これを第16図に示す。第16図では、実施例202のプラトー領域の反応と対応させてわかりやすくするために、実施例203の応力反応再評価し上方に移動させた。
これらの結果は、PET層は、結晶化されていない場合には、歪み−硬化手段を使用しないで延伸中に主に変形する(粘性流動物)ことを確認している。しかしながら、十分な予備加熱により結晶化されると、PET層は最初に現存する結晶構造物の破壊または再組織化により変形し、次いでPEN層に生じるものと同様な歪み−硬化が生じる。
実施例204〜228
以下の実施例は、長尺延伸中の予備加熱条件が曇りおよび均一性に及ぼす影響を示す。
十分な機械方向の延伸比を得るために、これらの研究に使用されるフィルムラインの設計は、同時2軸延伸装置の前に長尺延伸段階を要求したので、長尺延伸段階に及ぼす予備加熱条件の影響を調査することも興味深かった。逐次2軸配向PENフィルムに関する特許文献は、機械方向の延伸段階に好ましい温度は、実験室での結果が示しているように、多数層フィルムの同時2軸延伸に最適の温度である、150度を越えないことを示している。従って、予備加熱温度と時間を研究した。
実施例204〜228では、実施例122の保持してあるキャストウェブの試料を、機械方向にだけ固定されるように実験用台車にのせた。他の2つの側は固定しないでおき、従って長尺延伸装置内に配置されているように自由に接触した。この試料について、予備加熱と機械方向への延伸温度は同じであった。温度は120〜170℃の範囲にわたって変更し、使用した予備加熱時間は7秒(試料の表面が予備加熱/延伸温度に達するために必要であると推定される時間)、15秒(厚ささ全体に予備加熱/延伸温度が到達するために必要だであると推定される時間)および45秒(過去の多く行われた実験室での延伸実験において使用された標準的な予備加熱時間)とした。試験した条件を表17に示す。表17は調査した各セットの変数の実施例の番号を示す。
実施例229
以下の実施例は長尺延伸ウェブ中のPETの結晶性を示す。
延伸比1.5まで機械方向に延伸する前に140℃で7秒間予備加熱された実施例208のフィルムを、機械方向に固定して150℃で45秒間さらに加熱した。
機械方向に延伸した透明なフィルムのPET層は、実施例201のキャストウェブ試料と同様に白濁した。これは、延伸段階の前に長尺延伸ステップがあっても、透明で、滑らかで、弾性率の大きいフィルムを生じやすい予備加熱延伸ウェブの条件の生じ易さを確認している。
実施例230〜235
以下の実施例は、種々の数の層を有するキャストウェブの特性を示す。
PENおよびPETに1−3/4インチ押出成形器を使用して、実施例1〜24および89〜103の技法と同様の技法により追加のキャストウェブロールを製造した。PEN樹脂のIVは約0.50で、PET樹脂のIVは約0.80であった。短い3/4インチのネックチューブを使用して、押出成型物を多数層フィードブロックに移した。幅12インチのクロエレン(Cloeren)フィルムダイを使用した。異なる基準のインサートを種々の実施例のフィードブロックに使用し、各々奇数の交互層:3、7、13、29および61の多数層フィルムを提供するように設計した。いくつかの先に実施した実施例において行ったように、2倍の厚さの外側層を提供するためにはフィードブロックインサートを改良しなかった。キャストウェブは全て最外層をPENとした。
PEN樹脂を約177℃で乾燥し、約293℃で押出成形した。PET樹脂を約138℃で乾燥し、約282℃で押出成形した。ネックチューブは、それぞれ約293℃および277℃に維持した。フィードブロックおよびダイは約282℃に維持した。キャスティングロールは約室温に維持した。総通過量は約80lbs./hrで、各組成は80%PENで、約15milsまでキャスティングした。正確な数値を表19に示す。
各フィードブロックインサートで製造されたキャストウェブのうち、外観が最良のものを巻き付けて、後の実験用に保持した。これらの実験で製造された13および61層のインサートを有する最良のキャストウェブは、レオロジー的に関係のある欠損があった。比較をわかりやすくするために、29層のインサートで製造されたいくつかのウェブを巻き取り、欠損があっても保持した。欠損のない29層のフィードブロックで製造したロールも確保した。詳細を表19に記載する。
以下の実施例は、延伸性に対する層の数の影響を示す。
実施例230〜235のキャストウェブから実験室での延伸のための試料を調製した。また、「対照」として使用する単一層PENの2つの異なるキャストウェブから試料を調製した。1つは実施例1のキャストウェブであった。このウェブは、実施例230〜235とほぼ同じ厚さであったが、高IVのPENを使用した。第の対照ウェブは、実施例126〜134の実験の開始から保持されており、その実施例においてPENについて引用した条件において押出成形した単一層PENであった。このウェブは薄いが(9.7mils)、実施例230〜235のPENのIVに対応した。
UBSRを測定するために力トランスデューサ装置を付けた実験室用フィルム台車を使用した。延伸は45秒間の予備加熱後、通常どおり150℃で、機械方向と横方向に100%/秒の速度で同時に実施した。試料は全て公称2軸延伸比6.25まで延伸した。試料が延伸前に破壊すると、実験の応力−歪み反応は、試料の破壊時に突然の下降を示した。機械の分解能は約0.12延伸比単位で、精度は約0.02単位であった。
各材料について、5つの試料を延伸した。5回の試験内で繰り返し測定した延伸比の最も大きい値をUBSRと考えた。5回の試験のなかで値が繰り返されない場合には、全ての値の上半分の値が繰り返されるまで追加の試験を実施した。この手順は外来性の影響によるデータの汚染を排除する(すなわち、試料の端の傷)。ほとんどの場合において、得られた最も大きい値または2番目の値に繰り返しがあった。結果を表20に示す。
これらの結果は、本発明の多数層フィルムにおける延伸性の影響の増加は、層の数を少なくとも13,おそらくはそれ以上に増加することによって改良されることを示す。有意な影響は7層程度の層数でも見られるが、3層のフィルムへの影響は無視できる。
実施例244〜249
以下の実施例は、13層のフィルムで得られたUBSRを示す。
実施例230〜243と同様の技法によって、追加のキャストウェブロールを製造し、それから調製した試料を延伸した。13層のフィードブロックインサートだけを使用した。キャストウェブは約60、70、75、80、85および90%PENで製造した。実施例237の単一層PENと比較できるように、キャスティングの目盛りを約10milsに調製した。延伸およびUBSRの評価を実施例236〜243のように実施した。詳細および結果を表21に示す。実施例237はわかりやすくするために再度示す。
実施例250〜251
以下の実施例は、引張り後の多層フィルムの製造を示す。
「引張られた」フィルム(横方向の弾性率より機械方向の弾性率の方が有意に大きいフィルム)をフィルムライン上で製造することに努力した。条件は実施例122と同様で、以下の例外を加えた。PETは約129℃で乾燥した。PETの融解流動物は約271で維持した。1インチ(2.54cm)のネックチューブを使用した。実施例230〜235の幅12インチ(30.5cm)のクロエレン(Cloeren)フィルムダイを使用した。フィードブロックはダイと同じ温度(約288℃)に維持した。キャスティングロールは約32℃に維持した。ウェブは実施例250および251のためにそれぞれ、13および19milsの厚さにキャスティングした。長尺延伸装置の加熱したローラーは全て同じ温度、約10.7℃に維持した。長尺延伸装置の延伸比は1.04に限定した。延伸装置中の予備加熱および延伸帯はそれぞれ約155℃および149℃に維持した。延伸装置の延伸帯の公称延伸比は、機械方向および横方向において、それぞれ4.40および4.53であった。
延伸装置には、同時2軸延伸直後に、機械方向の延伸比1.09の延伸が可能になるように改良を加えた。従って、機械方向の総延伸比は1.04×4.40×1.09または4.99であった。ウェブのインキの印の移動を介して測定した真の延伸比は、機械方向および横方向でそれぞれ5.15および5.10であった。第1の加熱硬化帯は約210℃に維持し、第2の加熱硬化帯は約204に維持した。冷却帯は約66℃に維持した。緩和は全て冷却帯で生じた以外は、実施例126〜134と同様に固定してフィルムを緩和した。緩和後の公称横方向延伸比は4.24であった。
フィルムの厚さ、グリーン弾性率、熱収縮、曇りおよび表面の粗さ(ローデンストック(Rodenstock)法による)を表22に示す。粗さの値は、各フィルムの両面で測定した。外観は、フィルムのどちらもわずかに曇っていた。
実施例252〜259
以下の実施例は、延伸性を増加させた多数層フィルムは逐次延伸工程ばかりでなく同時延伸工程にも適用できることを示す。
延伸性を増加した多数層フィルムは、産業上普通に行われる逐次延伸工程にも適用できるかどうかの疑問を調査するために、実施例122(25層、80%PEN多数層)および実施例237(単一層PEN)から調製したキャストウェブを使用した。延伸の条件は以下のようであった:延伸温度で45秒間予備加熱、各方向へ100%/秒の速度で延伸。試料を逐次延伸した、最初はキャストウェブの最初の機械方向へ、次いで横方向へ、延伸段階の間に時間をおかなかった。
最初に、逐次的な様式での延伸操作を測定するために、実施例237の単一層PENを調査した。予備加熱/延伸温度は120から150℃まで5℃ずつ上げた。各温度において、両方向の同じ延伸比まで逐次的に延伸するように実験室用の延伸装置を設定した。試料が破壊した場合には、さらに低い延伸比を用いて実験を繰り返した。試料が破壊しなかった場合には、さらに高い延伸比を用いて実験を繰り返した。延伸比の増分は0.1延伸比単位とした。
延伸の成功と失敗との境界を設定して、再現するときは、延伸比の最も成功率の高い値が逐次様式のUBSRと考えられた。また、延伸の均一性についてもフィルムを評価した。第2の、すなわち横方向へ一般に不均一に延伸された不均一だであると考えられるフィルムは、機械方向に操作されるよりも、太い帯および細い帯を残す。例外は実施例252で、第1すなわち機械方向に不均一に延伸されている。結果を表23に示す。
次いで、同じプロとコールを使用して多数層フィルムを最適PEN温度130℃で延伸した。これは実施例259であった。実施例122のキャストウェブの逐次様式のUBSRは0.50を上回ることがわかった。従って、多数層の延伸性を増加させる影響は逐次延伸工程だけでなく、同時工程にも適用できる。
前述の記載は本発明の内容を当業者に伝えることを意図したものであり、これに限定されることを意味しない。本発明の範囲内での改良が加えられることは、当業者には容易に理解される。従って、本発明の範囲は、添付の請求の範囲を参考にすることによってのみ解釈されるべきである。
Claims (3)
- 第1および第3の層と;
前記第1および第3の層の間に配置され、テレフタル酸ポリエステルを含有する第2の層と
を有し、少なくとも7つの層を有する多数層フィルムであって、
前記第2の層が、前記テレフタル酸ポリエステルの単層フィルムにおいて同じ温度且つ同じ延伸速度で得られる延伸比よりも大きい延伸比まで、少なくとも1軸方向に延伸される多数層フィルム。 - 前記第1の層および前記第3の層がともにナフタレンジカルボン酸ポリエステルを含有する請求項1記載の多数層フィルム。
- フィルム全体を基準として、70重量%乃至95重量%のナフタレンジカルボン酸ポリエステルと、5重量%乃至30重量%のテレフタル酸ポリエステルとを含有する請求項1記載の多数層フィルム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/614,845 US5968666A (en) | 1996-03-08 | 1996-03-08 | Multilayer polyester film |
| US08/614,845 | 1996-03-08 | ||
| PCT/US1997/002055 WO1997032726A1 (en) | 1996-03-08 | 1997-02-07 | Multilayer polyester film |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000506084A JP2000506084A (ja) | 2000-05-23 |
| JP2000506084A5 JP2000506084A5 (ja) | 2004-11-25 |
| JP4035637B2 true JP4035637B2 (ja) | 2008-01-23 |
Family
ID=24462948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP53176497A Expired - Fee Related JP4035637B2 (ja) | 1996-03-08 | 1997-02-07 | 多数層ポリエステルフィルム |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US5968666A (ja) |
| EP (2) | EP0888217B1 (ja) |
| JP (1) | JP4035637B2 (ja) |
| KR (1) | KR100670705B1 (ja) |
| CN (1) | CN1083329C (ja) |
| AU (1) | AU2316097A (ja) |
| CA (1) | CA2247264A1 (ja) |
| DE (1) | DE69721511T2 (ja) |
| WO (1) | WO1997032726A1 (ja) |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19720506A1 (de) * | 1997-05-15 | 1998-11-19 | Hoechst Diafoil Gmbh | Transparente Polyesterfolie mit hoher Sauerstoffbarriere, Verfahren zu ihrer Herstellung und ihre Verwendung |
| JPH11202446A (ja) * | 1998-01-12 | 1999-07-30 | Konica Corp | 写真用支持体及び写真材料 |
| US6197487B1 (en) * | 1998-06-03 | 2001-03-06 | Konica Corporation | Photographic support, silver halide photosensitive photographic material and thermally developable photosensitive photographic material |
| US6749785B2 (en) | 1998-09-01 | 2004-06-15 | E. I. Du Pont De Nemours And Company | Multilayer structures of poly(1,3-propylene 2,6 napthalate) and poly (ethylene terephthalate) |
| US6319587B1 (en) * | 1998-09-24 | 2001-11-20 | Toray Industries, Inc. | Biaxially-oriented polyester film |
| US6475608B2 (en) * | 1998-11-16 | 2002-11-05 | Engelhard Corporation | Multi-layer iridescent films |
| US8054416B2 (en) * | 2000-08-15 | 2011-11-08 | Reflexite Corporation | Light polarizer |
| AU2001284825A1 (en) * | 2000-08-15 | 2002-02-25 | Reflexite Corporation | A light polarizer |
| US20020130770A1 (en) * | 2000-12-29 | 2002-09-19 | Dennis Keyworth | Object sensor with integrally molded housing and method for making same |
| CN100421926C (zh) * | 2001-09-11 | 2008-10-01 | 美国杜邦泰津胶片合伙人有限公司 | 用于柔性电子器件和光电子器件的热稳定聚萘二甲酸乙二醇酯膜 |
| US7147927B2 (en) * | 2002-06-26 | 2006-12-12 | Eastman Chemical Company | Biaxially oriented polyester film and laminates thereof with copper |
| US20040005445A1 (en) * | 2002-07-02 | 2004-01-08 | Ou Yang David T. | Colored multi-layer films and decorative articles made therefrom |
| EP1540678A2 (en) * | 2002-08-30 | 2005-06-15 | 3M Innovative Properties Company | Method of making writable erasable articles and articles therefrom |
| US6805048B2 (en) | 2002-08-30 | 2004-10-19 | 3M Innovative Properties Company | Method of marking a substrate using an electret stencil |
| US6908686B2 (en) * | 2002-11-26 | 2005-06-21 | Dupont Teijin Films U.S. Limited Partnership | PEN-PET-PEN polymeric film |
| US7385763B2 (en) * | 2005-04-18 | 2008-06-10 | 3M Innovative Properties Company | Thick film multilayer reflector with tailored layer thickness profile |
| JP5176319B2 (ja) * | 2005-08-18 | 2013-04-03 | 東レ株式会社 | 積層フィルムおよび成形体 |
| JP5319073B2 (ja) * | 2007-03-20 | 2013-10-16 | 帝人デュポンフィルム株式会社 | 固体高分子電解質膜補強用二軸配向ポリエステルフィルム |
| JP4922874B2 (ja) * | 2007-09-07 | 2012-04-25 | 帝人デュポンフィルム株式会社 | ポリエステル系フィルム |
| JP2009196356A (ja) * | 2008-01-23 | 2009-09-03 | Fujifilm Corp | ポリマフィルムの延伸方法 |
| EP2133202A1 (de) | 2008-06-11 | 2009-12-16 | Bayer MaterialScience AG | Mehrschichtige optische Folienaufbauten mit verbesserten Eigenschaften und deren Verwendung |
| JP5819930B2 (ja) * | 2010-03-26 | 2015-11-24 | スリーエム イノベイティブ プロパティズ カンパニー | 非平坦化フィルム及びその製造プロセス |
| CN102959432B (zh) | 2010-06-30 | 2016-08-03 | 3M创新有限公司 | 多层光学膜 |
| WO2012005879A1 (en) | 2010-06-30 | 2012-01-12 | 3M Innovative Properties Company | Optical stack having birefringent layer of optically symmetrical crystallites |
| JP6348846B2 (ja) * | 2011-11-28 | 2018-06-27 | スリーエム イノベイティブ プロパティズ カンパニー | 高解像度画像を提供する偏光ビームスプリッタの製造方法及びそのビームスプリッタを利用するシステム |
| US9081147B2 (en) | 2012-01-03 | 2015-07-14 | 3M Innovative Properties Company | Effective media retarder films with spatially selective birefringence reduction |
| EP2844464A4 (en) | 2012-05-03 | 2015-12-23 | 3M Innovative Properties Co | PERMANENT SOLAR MIRROR MOVIES |
| KR101961002B1 (ko) * | 2012-05-14 | 2019-03-21 | 도요보 가부시키가이샤 | 폴리에스테르 필름 및 그의 제조 방법 |
| DE102013016857A1 (de) | 2013-10-10 | 2015-04-16 | Klöckner Pentaplast Gmbh | Mehrlagige Schrumpffolie aus Polyester mit verbesserten Verarbeitungseigenschaften |
| WO2015182614A1 (ja) * | 2014-05-30 | 2015-12-03 | 日本ゼオン株式会社 | 複層フィルム及び巻回体 |
| TW201738093A (zh) * | 2015-12-29 | 2017-11-01 | 3M新設資產公司 | 低收縮聚酯膜及其製作方法 |
| US9834713B2 (en) | 2016-02-23 | 2017-12-05 | 3M Innovative Properties Company | Oriented thermally conductive dielectric film |
| KR102466413B1 (ko) * | 2016-09-29 | 2022-11-11 | 코오롱인더스트리 주식회사 | 폴리에스테르 다층필름 및 이의 제조방법 |
| CN110088194B (zh) | 2016-12-27 | 2021-06-29 | 三井化学株式会社 | 聚酯片 |
| JP7238946B2 (ja) * | 2017-11-20 | 2023-03-14 | 東洋紡株式会社 | 多層積層フィルム、それを用いた輝度向上部材および偏光板 |
| US12202944B2 (en) | 2018-04-30 | 2025-01-21 | Sk Microworks America, Inc. | Heat shrinkable film and method for reproducing polyester container using same |
| US10800897B2 (en) | 2018-04-30 | 2020-10-13 | Skc Inc. | Heat shrinkable film and method for reproducing polyester container using same |
| WO2024118612A1 (en) | 2022-11-30 | 2024-06-06 | Klöckner Pentaplast Of America, Inc. | Heat-shrinkable films and related systems and methods |
Family Cites Families (67)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3720732A (en) * | 1968-09-23 | 1973-03-13 | Minnesota Mining & Mfg | Biaxially oriented polycarbonate modified polyester film |
| US3565985A (en) * | 1969-04-10 | 1971-02-23 | Dow Chemical Co | Method of preparing multilayer plastic articles |
| US3801429A (en) * | 1969-06-06 | 1974-04-02 | Dow Chemical Co | Multilayer plastic articles |
| US3610729A (en) * | 1969-06-18 | 1971-10-05 | Polaroid Corp | Multilayered light polarizer |
| US3884606A (en) * | 1971-10-01 | 1975-05-20 | Dow Chemical Co | Apparatus for multilayer coextrusion of sheet or film |
| US4150079A (en) * | 1977-08-22 | 1979-04-17 | Owens-Illinois, Inc. | Method for controlling crystallization in thermoplastic materials |
| US4310584A (en) * | 1979-12-26 | 1982-01-12 | The Mearl Corporation | Multilayer light-reflecting film |
| US5032461A (en) * | 1983-12-19 | 1991-07-16 | Spectrum Control, Inc. | Method of making a multi-layered article |
| US5125138A (en) * | 1983-12-19 | 1992-06-30 | Spectrum Control, Inc. | Miniaturized monolithic multi-layer capacitor and apparatus and method for making same |
| US5018048A (en) * | 1983-12-19 | 1991-05-21 | Spectrum Control, Inc. | Miniaturized monolithic multi-layer capacitor and apparatus and method for making |
| US4605727A (en) * | 1984-03-09 | 1986-08-12 | Director General Of The Agency Of Industrial Science And Technology | High modulus polyester |
| US4851508A (en) * | 1986-07-02 | 1989-07-25 | Toyo Boseki Kabushiki Kaisha | Polyester fibers having high strength and high modulus and process for producing the same |
| JPS63197643A (ja) * | 1987-02-12 | 1988-08-16 | 帝人株式会社 | 複合ポリエステルフイルム |
| JPS63212549A (ja) * | 1987-03-02 | 1988-09-05 | 帝人株式会社 | 磁気記録フレキシブルデイスク用複合フイルム |
| US4847033A (en) * | 1988-02-16 | 1989-07-11 | Eastman Kodak Company | Process for improving dimensional stability of polymeric films useful in optical disk assemblies |
| JP2524800B2 (ja) * | 1988-03-07 | 1996-08-14 | 昭和シェル石油株式会社 | 圧力晶析法によるナフタレンのメチル誘導体の分離方法 |
| JPH0278545A (ja) * | 1988-09-14 | 1990-03-19 | Toray Ind Inc | 二軸配向熱可塑性樹脂フィルム |
| US5077121A (en) * | 1988-10-27 | 1991-12-31 | Shell Oil Company | High strength high modulus polyolefin composite with improved solid state drawability |
| CA2002369C (en) * | 1988-11-08 | 2000-10-31 | Mikio Hashimoto | Copolyester, polyester composition containing the copolyester, and polyester laminated structure having layer composed of the copolyester or the polyester composition |
| US4937134A (en) * | 1989-04-17 | 1990-06-26 | The Dow Chemical Company | Elastomeric optical interference films |
| DE69005695T2 (de) * | 1989-05-15 | 1994-08-04 | Unitika Ltd | Polyesterfilm. |
| US5486949A (en) * | 1989-06-20 | 1996-01-23 | The Dow Chemical Company | Birefringent interference polarizer |
| US5122905A (en) * | 1989-06-20 | 1992-06-16 | The Dow Chemical Company | Relective polymeric body |
| US5262894A (en) * | 1989-06-20 | 1993-11-16 | The Dow Chemical Company | Multicomponent, multilayer polymeric reflective bodies |
| JPH03224722A (ja) * | 1989-08-18 | 1991-10-03 | Toyobo Co Ltd | 複合化フイルムの製造法 |
| JPH0396343A (ja) * | 1989-09-08 | 1991-04-22 | Diafoil Co Ltd | 複合ポリエステルフィルム |
| US4963644A (en) * | 1989-09-18 | 1990-10-16 | The Goodyear Tire & Rubber Company | Process for crystallization of polyethylene naphthalate |
| US5149578A (en) * | 1989-12-26 | 1992-09-22 | The Dow Chemical Company | Multilayer film for tamper indication by use of optical interference reflection |
| US5278694A (en) * | 1990-01-11 | 1994-01-11 | The Dow Chemical Company | Optically dissimilar composition for polymeric reflective bodies |
| JPH03284493A (ja) * | 1990-03-30 | 1991-12-16 | Honda Motor Co Ltd | 練習車用表示装置 |
| US5095210A (en) * | 1990-04-06 | 1992-03-10 | The Dow Chemical Company | Multilayer film indicator for determining the integrity or authenticity of an item and process for using same |
| DE4015658A1 (de) * | 1990-05-16 | 1991-11-21 | Hoechst Ag | Oberflaechenstrukturierte folie aus thermoplastischem kunststoff und verfahren zu ihrer herstellung |
| US5126880A (en) * | 1990-12-18 | 1992-06-30 | The Dow Chemical Company | Polymeric reflective bodies with multiple layer types |
| US5094788A (en) * | 1990-12-21 | 1992-03-10 | The Dow Chemical Company | Interfacial surface generator |
| US5217794A (en) * | 1991-01-22 | 1993-06-08 | The Dow Chemical Company | Lamellar polymeric body |
| JPH04316843A (ja) * | 1991-04-17 | 1992-11-09 | Toray Ind Inc | 積層ポリエステルフイルム |
| US5187216A (en) * | 1991-04-18 | 1993-02-16 | Eastman Kodak Company | Process for the preparation of crystalline copolyesters |
| IT1260589B (it) * | 1991-07-18 | 1996-04-16 | Donegani Guido Ist | Poliesteri a bassa velocita' di cristallizzazione e procedimento per la loro preparazione. |
| US5453321A (en) * | 1991-07-25 | 1995-09-26 | Hoechst Celanese Corp. | High molecular weight copolyesters for high modulus fibers |
| JPH06508860A (ja) * | 1991-07-25 | 1994-10-06 | アルテヴァ・テクノロジーズ・ソシエタ・アベール・レスポンサビリタ・リミタータ | 高モジュラス繊維用のコポリエステル類 |
| JP2803771B2 (ja) * | 1992-03-27 | 1998-09-24 | 東レ株式会社 | 二軸配向積層フイルム |
| JP3078117B2 (ja) * | 1992-07-14 | 2000-08-21 | 花王株式会社 | ポリエステルフィルムの製造方法 |
| US5307395A (en) * | 1992-09-30 | 1994-04-26 | The United States Of America As Represented By The Secretary Of The Navy | Low-damage multilayer mirror for the soft X-ray region |
| US5269995A (en) * | 1992-10-02 | 1993-12-14 | The Dow Chemical Company | Coextrusion of multilayer articles using protective boundary layers and apparatus therefor |
| US5290913A (en) * | 1992-10-08 | 1994-03-01 | Carrier Vibrating Equipment, Inc. | Method and apparatus for the heat treatment of material |
| WO1994013478A1 (en) * | 1992-12-09 | 1994-06-23 | Hoechst Aktiengesellschaft | Biaxially oriented penbb film for glazing, optical and weatherable applications |
| JPH06198828A (ja) * | 1993-01-05 | 1994-07-19 | Teijin Ltd | 易接着性積層フイルムの製造法 |
| JPH06210722A (ja) * | 1993-01-14 | 1994-08-02 | Toray Ind Inc | 二軸配向積層ポリエステルフィルム |
| KR100297271B1 (ko) * | 1993-03-16 | 2001-10-24 | 야스이 쇼사꾸 | 디지탈오디오테이프레코더카세트용자기테이프및그에사용되는이축배향폴리에스테르기재필름 |
| DE4313510A1 (de) * | 1993-04-24 | 1994-10-27 | Hoechst Ag | Polyesterrohstoff und daraus hergestellte Folie |
| JPH06320693A (ja) * | 1993-05-11 | 1994-11-22 | Toray Ind Inc | 積層ポリエステルフイルム |
| US5389324A (en) * | 1993-06-07 | 1995-02-14 | The Dow Chemical Company | Layer thickness gradient control in multilayer polymeric bodies |
| US5431972A (en) * | 1993-10-22 | 1995-07-11 | Shell Oil Company | Nucleation of crystallization in polyesters |
| US5320888A (en) * | 1993-11-12 | 1994-06-14 | E. I. Du Pont De Nemours And Company | Fluoroelastomer laminates |
| US5882774A (en) * | 1993-12-21 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Optical film |
| WO1995017303A1 (en) * | 1993-12-21 | 1995-06-29 | Minnesota Mining And Manufacturing Company | Multilayered optical film |
| US5425964A (en) * | 1994-07-22 | 1995-06-20 | Rockwell International Corporation | Deposition of multiple layer thin films using a broadband spectral monitor |
| JPH0885150A (ja) * | 1994-09-20 | 1996-04-02 | Toray Ind Inc | ポリエステルフィルムおよびその製法 |
| JPH0911429A (ja) * | 1995-04-24 | 1997-01-14 | Toray Ind Inc | メタル塗布型磁気媒体用ポリエステルフィルム |
| US5532335A (en) * | 1995-04-26 | 1996-07-02 | Hosokawa Bepex Corporation | Method for thermally processing polyester pellets |
| US5523361A (en) * | 1995-08-31 | 1996-06-04 | Shell Oil Company | Process for crystallizing polyethylene naphthalate |
| US5795528A (en) | 1996-03-08 | 1998-08-18 | Minnesota Mining And Manufacturing Company | Method for making a multilayer polyester film having a low coefficient of friction |
| US5759467A (en) | 1996-03-08 | 1998-06-02 | Minnesota Mining And Manufacturing Company | Method for making multilayer polyester film |
| US5783283A (en) | 1996-03-08 | 1998-07-21 | Minnesota Mining And Manufacturing Company | Multilayer polyester film with a low coefficient of friction |
| JPH09300565A (ja) * | 1996-05-09 | 1997-11-25 | Konica Corp | 配向積層ポリエステル支持体の製造方法 |
| US5744578A (en) * | 1997-04-02 | 1998-04-28 | Shell Oil Company | Process for the crystallization of polyethylene naphthalate prepolymers and the solid stating of those crystallized prepolymers |
| US5750644A (en) * | 1996-10-30 | 1998-05-12 | Shell Oil Company | Process for the crystallization of polyethylene naphthalate prepolymers and the solid stating of those crystallized prepolymers |
-
1996
- 1996-03-08 US US08/614,845 patent/US5968666A/en not_active Expired - Lifetime
-
1997
- 1997-02-07 EP EP97915833A patent/EP0888217B1/en not_active Expired - Lifetime
- 1997-02-07 CN CN97192877A patent/CN1083329C/zh not_active Expired - Fee Related
- 1997-02-07 DE DE69721511T patent/DE69721511T2/de not_active Expired - Fee Related
- 1997-02-07 AU AU23160/97A patent/AU2316097A/en not_active Abandoned
- 1997-02-07 CA CA002247264A patent/CA2247264A1/en not_active Abandoned
- 1997-02-07 EP EP02028976A patent/EP1332869A1/en not_active Withdrawn
- 1997-02-07 WO PCT/US1997/002055 patent/WO1997032726A1/en not_active Ceased
- 1997-02-07 JP JP53176497A patent/JP4035637B2/ja not_active Expired - Fee Related
- 1997-02-07 KR KR1019980707071A patent/KR100670705B1/ko not_active Expired - Fee Related
-
1998
- 1998-09-15 US US09/153,373 patent/US6203921B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0888217B1 (en) | 2003-05-02 |
| US6203921B1 (en) | 2001-03-20 |
| EP1332869A1 (en) | 2003-08-06 |
| US5968666A (en) | 1999-10-19 |
| KR100670705B1 (ko) | 2008-03-07 |
| CA2247264A1 (en) | 1997-09-12 |
| DE69721511D1 (de) | 2003-06-05 |
| JP2000506084A (ja) | 2000-05-23 |
| AU2316097A (en) | 1997-09-22 |
| WO1997032726A1 (en) | 1997-09-12 |
| EP0888217A1 (en) | 1999-01-07 |
| CN1213340A (zh) | 1999-04-07 |
| KR19990087622A (ko) | 1999-12-27 |
| DE69721511T2 (de) | 2004-04-08 |
| CN1083329C (zh) | 2002-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4035637B2 (ja) | 多数層ポリエステルフィルム | |
| JP4796044B2 (ja) | 摩擦係数が低い多数層ポリエステルフィルム | |
| JP3965445B2 (ja) | 多数層ポリエステルフィルムを製造するための方法 | |
| JP4269084B2 (ja) | 摩擦係数が小さい多数層ポリエステルフィルムを製造するための方法 | |
| KR20020029856A (ko) | 적어도 하나 이상의 무광택면을 갖는 공압축 이축배향폴리에스테르 필름 | |
| JP6898726B2 (ja) | 平滑な表面を有し、巻取性良好な透明二軸延伸ポリエステルフィルム | |
| KR100718890B1 (ko) | 무광택 면을 갖는 시일성 방염성 공압출 이축배향 필름,그 용도 및 그 제조방법 | |
| KR20020072586A (ko) | 무광택 면을 갖는 시일성 내uv성 공압출 이축배향 필름,그 용도 및 그 제조방법 | |
| JP4844561B2 (ja) | 二軸延伸ポリエステルフィルムの製造方法 | |
| JPS61211014A (ja) | 熱可塑性ポリエステルから成る改良耐磨耗性を有する二軸延伸ヒートセツトフイルム | |
| KR20020050158A (ko) | 일면이 무광인 시일성 이축배향 폴리에스테르 필름 | |
| JP4805608B2 (ja) | 二軸配向積層フィルムおよび磁気記録媒体 | |
| JP2010280123A (ja) | 二軸延伸フィルムの製造方法 | |
| JP4624850B2 (ja) | 二軸配向積層フィルムおよび磁気記録媒体 | |
| JP4644902B2 (ja) | 白色積層ポリエステル系フィルム | |
| JP2001030351A (ja) | 熱可塑性樹脂シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040206 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060808 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20061107 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20061225 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070911 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071011 |
|
| A72 | Notification of change in name of applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A721 Effective date: 20071011 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101109 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121109 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121109 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131109 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |