JP4012899B2 - 積層鉄心の製造装置 - Google Patents
積層鉄心の製造装置 Download PDFInfo
- Publication number
- JP4012899B2 JP4012899B2 JP2004265675A JP2004265675A JP4012899B2 JP 4012899 B2 JP4012899 B2 JP 4012899B2 JP 2004265675 A JP2004265675 A JP 2004265675A JP 2004265675 A JP2004265675 A JP 2004265675A JP 4012899 B2 JP4012899 B2 JP 4012899B2
- Authority
- JP
- Japan
- Prior art keywords
- jig
- laminated
- core piece
- stacking
- stacking jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Manufacture Of Motors, Generators (AREA)
Description
更に、別の結束方法として、プレス金型により鉄心片を打ち抜いた後、プレス金型からいったん取り出し、鉄心片を複数枚積層して溶接により固着一体化する方法も採用されている。
打ち抜きした直後に鉄心片の溶接を行なうと、残存している打ち抜き油の影響により溶接部の周辺に煤が発生するため、製品(積層鉄心)の品質が確保できなかった。
また、煤の発生を防止するため、打ち抜いた鉄心片をいったん、そのまま1日以上放置して、打ち抜き油を除去及び揮発させた後、鉄心片を積層して溶接するようにしているので、溶接前の鉄心片は中間在庫となり、これを管理するために余分な工程、作業時間、人員及び置き場所等を要し、この結果、工期や作業性の点で問題があった。
前記プレス金型の側部に配置され、前記積層用治具を搭載する第1、第2の治具搭載部を上下2段に備え、該第1、第2の治具搭載部を、積層鉄心片搬送手段の上流側への払い出し位置と、積層用治具搬送手段の下流側からの積込み位置に移動する搭載部昇降手段と、
前記積層用治具を、前記第1、第2の治具搭載部と前記プレス金型とに移載可能な第1の積層用治具移載手段と、
払い出し位置にある前記第1の治具搭載部から払い出された前記鉄心片を複数枚積層した前記積層用治具を搬送する前記積層鉄心片搬送手段と、
積込み位置にある前記第2の治具搭載部へ空の前記積層用治具を搬送する前記積層用治具搬送手段と、
払い出し位置にある前記第1の治具搭載部から前記鉄心片を複数枚積層した前記積層用治具を、前記積層鉄心片搬送手段の上流端部に移載する第2の積層用治具移載手段と、
前記積層用治具搬送手段の下流端部側の前記積層用治具を、積込み位置にある前記第2の治具搭載部に移載する第3の積層用治具移載手段と、
前記積層鉄心片搬送手段の搬送路上に設けられ、積層された複数枚の前記鉄心片にエアを吹き付けて、付着している打ち抜き油を除去及び揮発させる油除去揮発手段と、
前記積層鉄心片搬送手段の下流側の近傍に設けられ、積層された複数枚の前記鉄心片を計量する鉄心片計量手段と、
前記打ち抜き油が揮発及び除去され、積層された複数枚の前記鉄心片を溶接する鉄心片溶接手段とを備え、
前記鉄心片計量手段によって計量された後、積層された複数枚の前記鉄心片が取り外された前記積層用治具は、前記積層用治具搬送手段の上流端部の供給位置に載置される。
本発明の積層鉄心の製造装置において、当接部の外径が拡縮可能な積層鉄心片保持機構により、鉄心片溶接手段に供給される積層された複数枚の鉄心片の内周面を保持する場合には、複数枚の鉄心片を自動整列させることができ、この結果、溶接の品質が向上し、また、溶接前の鉄心片の積層及び溶接後の積層鉄心の取り出しが容易となる。
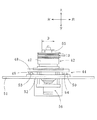
ここに、図1は本発明の一実施の形態に係る積層鉄心の製造装置の全体構成を模式的に説明する平面図、図2は同積層鉄心の製造装置の全体構成を模式的に説明する正面図、図3(A)、(B)はそれぞれ、同積層鉄心の製造装置に用いる積層用治具の平面図、正断面図、図4は同積層鉄心の製造装置の鉄心片溶接手段の説明図、図5は同積層鉄心の製造装置の鉄心片溶接手段の積層鉄心片保持機構の説明図である。
積層鉄心の製造装置10は、プレス金型11にてステータ用鉄心片13が複数枚積層された積層用治具14を、プレス金型11の加工ステーションSから搭載部昇降手段19の第1の治具搭載部17に移載し、かつ、空の積層用治具14を、搭載部昇降手段19の第2の治具搭載部18からプレス金型11の加工ステーションSに移載する第1の積層用治具移載手段20を備えている。
図4及び図5に示すように、積層用治具42は複数のステータ用鉄心片13を載置する円形の載置板47と、載置板47の下部にブラケットを介して設けられた平面視して矩形板状の進退フレーム48とを有している。
(鉄心片積層工程)
プレス金型11に供給される条材は各加工ステーションで必要な加工が施され、加工ステーションSで順次打ち抜かれる複数枚のステータ用鉄心片13を、ステータ用鉄心片13の直下に配置されている空の積層用治具14に順次積層する。
(1)プレス金型11の加工ステーションSで所定の枚数のステータ用鉄心片13が積層された積層用治具14を、第1の積層用治具移載手段20により、搭載部昇降手段19の中間位置Bの第1の治具搭載部17に搭載することによってプレス金型11外に取り出す。
(2)搭載部昇降手段19の第1の治具搭載部17を下限位置Cに下降し、払い出し位置aにある第1の治具搭載部17に搭載され複数枚のステータ用鉄心片13が積層された積層用治具14を、第2の積層用治具移載手段23により積層鉄心片搬送手段21の上流端部cに移載する。なお、この際、後述する空の積層用治具の供給工程の(2)が同時に実施されている。
複数枚のステータ用鉄心片13が積層された積層用治具14は積層鉄心片搬送手段21により間欠的に搬送され、積層鉄心片搬送手段21の下流側eに設けられた油除去揮発手段25によって、積層用治具14に積層された複数枚のステータ用鉄心片13の外周部に形成された複数の溝部12にエアを吹き付けて、溝部12に付着している打ち抜き油を除去及び揮発させる。
(積層鉄心片計量工程)
積層用治具14に積層された複数枚のステータ用鉄心片13を積層鉄心片搬送手段21の下流側eから人手により取り出し、鉄心片計量手段26に搭載して複数枚のステータ用鉄心片13の重量を計量する。この計量の結果により、ステータ用鉄心片13を取り外したり又は追加する。
積層された複数枚のステータ用鉄心片13を厚さ方向に3分し、3分された複数枚のステータ用鉄心片13をそれぞれ、人手により積層用治具14から取り出し、この実施の形態では円周方向に120度位相をずらせて、鉄心片溶接手段15の積層鉄心着脱部41に配置されている別の積層用治具42に積層する。
(1)打ち抜き油が除去及び揮発し、当接部55の外径Dが縮小した状態の積層鉄心片保持機構56を備える別の積層用治具42に積層され、鉄心片溶接手段15の積層鉄心着脱部41に配置された複数枚のステータ用鉄心片13を、積層鉄心片保持機構56の当接部55の外径Dを拡大して、自動整列させると共に、積層用治具42に保持する。
(2)進退機構44により別の積層用治具42を積層鉄心着脱部41から鉄心片溶接部43に移動する。
(4)進退機構44により別の積層用治具42を鉄心片溶接部43から積層鉄心着脱部41に移動する。
(5)積層鉄心着脱部41にて積層鉄心片保持機構56の当接部55の外径Dを縮小させて、人手により、溶接された複数枚のステータ用鉄心片13(積層鉄心16である製品)を積層用治具42から取り外す。
(1)前記鉄心片位相偏向工程にて、溶接前の複数枚のステータ用鉄心片13が取り外された積層用治具14は、人手により積層用治具搬送手段22の上流端部fの供給位置に載置される。
(3)搭載部昇降手段19の第2の治具搭載部18を上限位置Aまで上昇させ、空の積層用治具14を、第1の積層用治具移載手段20により、プレス金型11の加工ステーションSに取り込む。
(1)積層鉄心着脱部41にて積層用治具42から取り外された積層鉄心16は、人手又は第1の簡易運搬治具(例えば、円筒体の外側から内側に複数の爪が円筒体の底部を掛止可能な構造の治具)により搬送し、預けテーブル57上に一時的に預ける。
(2)預けテーブル57上に一時的に預けられた積層鉄心16は、人手又は第2の簡易運搬治具(例えば、円筒体の内側から外側に保持部材が拡径して円筒体の内周面を掛止可能な構造の治具)により搬送し、梱包ケース58内に入れる。
前記実施の形態においては、鉄心片としてステータ用鉄心片13を用いたが、これに限定されず、必要に応じて、ロータ用鉄心片を用いることもできる。更に、ステータ用鉄心片13とロータ用鉄心片とを同時に処理することもできる。
油除去揮発工程の後に積層鉄心片計量工程を設けたが、これに限定されず、必要に応じて、油除去揮発工程の前に積層鉄心片計量工程を設けることもできる。
人手により、積層鉄心片搬送手段21の下流側eにある積層用治具14に積層された複数枚のステータ用鉄心片13を鉄心片計量手段26に搭載したり、また、人手により、鉄心片計量手段26にある積層された複数枚のステータ用鉄心片13を積層用治具14から取り出し、鉄心片溶接手段15の積層鉄心着脱部41にある別の積層用治具42に積層したが、これに限定されず、状況に応じて、機械化することもできる。
Claims (2)
- プレス金型により打ち抜かれた鉄心片を積層用治具に複数枚積層し、前記プレス金型より取り出して溶接する積層鉄心の製造装置であって、
前記プレス金型の側部に配置され、前記積層用治具を搭載する第1、第2の治具搭載部を上下2段に備え、該第1、第2の治具搭載部を、積層鉄心片搬送手段の上流側への払い出し位置と、積層用治具搬送手段の下流側からの積込み位置に移動する搭載部昇降手段と、
前記積層用治具を、前記第1、第2の治具搭載部と前記プレス金型とに移載可能な第1の積層用治具移載手段と、
払い出し位置にある前記第1の治具搭載部から払い出された前記鉄心片を複数枚積層した前記積層用治具を搬送する前記積層鉄心片搬送手段と、
積込み位置にある前記第2の治具搭載部へ空の前記積層用治具を搬送する前記積層用治具搬送手段と、
払い出し位置にある前記第1の治具搭載部から前記鉄心片を複数枚積層した前記積層用治具を、前記積層鉄心片搬送手段の上流端部に移載する第2の積層用治具移載手段と、
前記積層用治具搬送手段の下流端部側の前記積層用治具を、積込み位置にある前記第2の治具搭載部に移載する第3の積層用治具移載手段と、
前記積層鉄心片搬送手段の搬送路上に設けられ、積層された複数枚の前記鉄心片にエアを吹き付けて、付着している打ち抜き油を除去及び揮発させる油除去揮発手段と、
前記積層鉄心片搬送手段の下流側の近傍に設けられ、積層された複数枚の前記鉄心片を計量する鉄心片計量手段と、
前記打ち抜き油が揮発及び除去され、積層された複数枚の前記鉄心片を溶接する鉄心片溶接手段とを備え、
前記鉄心片計量手段によって計量された後、積層された複数枚の前記鉄心片が取り外された前記積層用治具は、前記積層用治具搬送手段の上流端部の供給位置に載置されることを特徴とする積層鉄心の製造装置。 - 請求項1記載の積層鉄心の製造装置において、前記積層用治具から取り外され、前記鉄心片溶接手段に供給される積層された複数枚の前記鉄心片の内周面は、当接部の外径が拡縮可能な積層鉄心片保持機構により保持されることを特徴とする積層鉄心の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004265675A JP4012899B2 (ja) | 2004-09-13 | 2004-09-13 | 積層鉄心の製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004265675A JP4012899B2 (ja) | 2004-09-13 | 2004-09-13 | 積層鉄心の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006081378A JP2006081378A (ja) | 2006-03-23 |
| JP4012899B2 true JP4012899B2 (ja) | 2007-11-21 |
Family
ID=36160362
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004265675A Expired - Fee Related JP4012899B2 (ja) | 2004-09-13 | 2004-09-13 | 積層鉄心の製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4012899B2 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5271954B2 (ja) * | 2010-04-08 | 2013-08-21 | 彰久 村田 | 積層モータコア自動溶接装置のモータコア搬送システム |
| CN101867266B (zh) * | 2010-07-23 | 2012-02-01 | 信质电机股份有限公司 | 全自动电机定子铁芯制造设备 |
| WO2012075660A1 (zh) * | 2010-12-07 | 2012-06-14 | 苏州和林精密科技有限公司 | 微型铁芯自动堆叠焊接工艺方法及设备 |
| JP5857622B2 (ja) * | 2010-12-15 | 2016-02-10 | 日産自動車株式会社 | 積層ワークの製造装置および製造方法 |
| JP6227335B2 (ja) * | 2013-09-04 | 2017-11-08 | 株式会社三井ハイテック | 環状配置された分割積層鉄心の搬送治具及び搬送装置並びに搬送方法 |
| JP6468915B2 (ja) * | 2015-03-31 | 2019-02-13 | 田中精密工業株式会社 | 積層鋼板の整列方法及び積層鋼板用整列治具 |
| JP7187287B2 (ja) | 2018-11-30 | 2022-12-12 | 株式会社三井ハイテック | 積層鉄心製品の製造方法 |
| CN110994916A (zh) * | 2019-08-08 | 2020-04-10 | 广州市卓易精密机械有限公司 | 一种电机定子铁芯的注油松动系统 |
| JP2021097493A (ja) * | 2019-12-17 | 2021-06-24 | 日本電産株式会社 | モータ製造ラインおよびモータ製造方法 |
| CN112953132B (zh) * | 2021-03-10 | 2023-03-31 | 上海威克鲍尔通信科技有限公司 | 一种电机冲片自动叠片叠装方法 |
| CN113691037B (zh) * | 2021-08-31 | 2022-09-30 | 杭州富生电器有限公司 | 一种电机定子及其生产工艺 |
| KR102782802B1 (ko) * | 2022-08-08 | 2025-03-18 | 대영전기 주식회사 | 스테이터 코어 제조를 위한 보충용 라미나 부재의 공급 장치 |
| KR102782812B1 (ko) * | 2022-08-08 | 2025-03-18 | 대영전기 주식회사 | 로터 코어 제조를 위한 보충용 라미나 부재의 공급 장치 |
| KR102864314B1 (ko) * | 2023-04-11 | 2025-09-25 | 대영전기 주식회사 | 램프 가열 공정이 적용된 모터의 적층 코어 제조 장치 |
| CN119549845A (zh) * | 2024-11-01 | 2025-03-04 | 国家石油天然气管网集团有限公司 | 一种油气管道tig自动焊窄间隙焊接方法及其应用 |
-
2004
- 2004-09-13 JP JP2004265675A patent/JP4012899B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006081378A (ja) | 2006-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4012899B2 (ja) | 積層鉄心の製造装置 | |
| JP6082822B2 (ja) | 金属板積込/積出および切断方法ならびにシステム | |
| JP5271954B2 (ja) | 積層モータコア自動溶接装置のモータコア搬送システム | |
| JP5857622B2 (ja) | 積層ワークの製造装置および製造方法 | |
| CN112994375B (zh) | 马达制造线和马达制造方法 | |
| JP6260034B2 (ja) | 板材仕分装置 | |
| JP2018172216A (ja) | ローラコンベア装置、及びそのローラコンベア装置を備えた板材搬出入・仕分装置 | |
| KR20080081966A (ko) | 롤 교체/이송 방법 및 장치 | |
| CN115461189A (zh) | 用于板材制造的机器组件和机械方法 | |
| CN112994374A (zh) | 定子制造线和定子制造方法 | |
| JP6399568B2 (ja) | 板材製品の製造方法及びその製造方法を用いた板材加工機 | |
| JP2000169018A (ja) | 第1のパレットの上にある枚葉紙パイルを別の第2のパレットに積み替える装置 | |
| WO2018207710A1 (ja) | 板材製品の製造方法及びその製造方法を用いた板材加工機 | |
| CN206065670U (zh) | 一种超高速激光拼焊生产线 | |
| KR102009252B1 (ko) | 권취 시스템에서 권취된 코일을 배출하기 위한 시스템, 코일 수송 차량 및 방법 | |
| JP3724900B2 (ja) | シリンダスリーブ搬送装置 | |
| JP5733790B2 (ja) | シート状部材搬送装置 | |
| JP2005230828A (ja) | 板材加工方法及び装置並びに自動倉庫 | |
| JP4322036B2 (ja) | タイヤの検査方法および装置 | |
| JP2010052036A (ja) | プレス加工システム | |
| JPH0113966B2 (ja) | ||
| KR100684262B1 (ko) | 자동차용 시트레일의 제조방법 | |
| KR101694339B1 (ko) | 블랭크 공급장치 | |
| CN120460615B (zh) | 一种船用电缆托架的自动化生产线 | |
| JP4942389B2 (ja) | ワーク搬送システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070501 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070904 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070910 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4012899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100914 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100914 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110914 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120914 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130914 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |