JP3959803B2 - ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 - Google Patents
ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 Download PDFInfo
- Publication number
- JP3959803B2 JP3959803B2 JP29278097A JP29278097A JP3959803B2 JP 3959803 B2 JP3959803 B2 JP 3959803B2 JP 29278097 A JP29278097 A JP 29278097A JP 29278097 A JP29278097 A JP 29278097A JP 3959803 B2 JP3959803 B2 JP 3959803B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coated substrate
- gel
- multilayer coated
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C1/00—Ingredients generally applicable to manufacture of glasses, glazes, or vitreous enamels
- C03C1/006—Ingredients generally applicable to manufacture of glasses, glazes, or vitreous enamels to produce glass through wet route
- C03C1/008—Ingredients generally applicable to manufacture of glasses, glazes, or vitreous enamels to produce glass through wet route for the production of films or coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/14—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps
- B29C43/146—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles in several steps for making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/007—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character containing a dispersed phase, e.g. particles, fibres or flakes, in a continuous phase
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/006—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character
- C03C17/008—Surface treatment of glass, not in the form of fibres or filaments, by coating with materials of composite character comprising a mixture of materials covered by two or more of the groups C03C17/02, C03C17/06, C03C17/22 and C03C17/28
- C03C17/009—Mixtures of organic and inorganic materials, e.g. ormosils and ormocers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/34—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions
- C03C17/3411—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions with at least two coatings of inorganic materials
- C03C17/3417—Surface treatment of glass, not in the form of fibres or filaments, by coating with at least two coatings having different compositions with at least two coatings of inorganic materials all coatings being oxide coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0012—Arrays characterised by the manufacturing method
- G02B3/0031—Replication or moulding, e.g. hot embossing, UV-casting, injection moulding
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0037—Arrays characterized by the distribution or form of lenses
- G02B3/005—Arrays characterized by the distribution or form of lenses arranged along a single direction only, e.g. lenticular sheets
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
- G02B3/0006—Arrays
- G02B3/0037—Arrays characterized by the distribution or form of lenses
- G02B3/0056—Arrays characterized by the distribution or form of lenses arranged along two different directions in a plane, e.g. honeycomb arrangement of lenses
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B7/00—Recording or reproducing by optical means, e.g. recording using a thermal beam of optical radiation by modifying optical properties or the physical structure, reproducing using an optical beam at lower power by sensing optical properties; Record carriers therefor
- G11B7/24—Record carriers characterised by shape, structure or physical properties, or by the selection of the material
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B7/00—Recording or reproducing by optical means, e.g. recording using a thermal beam of optical radiation by modifying optical properties or the physical structure, reproducing using an optical beam at lower power by sensing optical properties; Record carriers therefor
- G11B7/24—Record carriers characterised by shape, structure or physical properties, or by the selection of the material
- G11B7/26—Apparatus or processes specially adapted for the manufacture of record carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/027—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles having an axis of symmetry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0058—Liquid or visquous
- B29K2105/0061—Gel or sol
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0016—Lenses
- B29L2011/005—Fresnel lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/20—Materials for coating a single layer on glass
- C03C2217/21—Oxides
- C03C2217/212—TiO2
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/20—Materials for coating a single layer on glass
- C03C2217/21—Oxides
- C03C2217/23—Mixtures
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/40—Coatings comprising at least one inhomogeneous layer
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/77—Coatings having a rough surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/30—Aspects of methods for coating glass not covered above
- C03C2218/32—After-treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
Description
【発明の属する技術分野】
この発明は、磁気もしくは光を利用する情報記録媒体または光通信などの光学部品として利用される多層被覆基板の製造方法に関するものである。さらに詳しくは、CD−ROMなどの情報記録媒体、または平板マイクロレンズもしくはグレーティング素子などの光学部品として利用される多層被覆基板のゾルゲル法による製造方法に関するものである。
【0002】
【従来の技術】
CD−ROMなどの情報記録媒体、平板マイクロレンズあるいはグレーティング素子などの光学部品は、その表面に微少な凸部を具える必要がある。この表面の微少な凸部は、情報記録媒体においては、ピットまたはトラッキングガイドとして機能し、光学部品においては、光の集束もしくは拡散を行いマイクロレンズもしくは回折格子として機能する。
【0003】
これら表面の凸部を形成させるために、紫外線硬化樹脂を基板上に均一に展開し、凹部を具えた型で押圧しながら樹脂に紫外線を照射する方法(特開昭63−49702号公報)が知られている。
【0004】
また、特開昭62−102445号公報、特開平6−242303号公報には、ガラス基板上にシリコンアルコキシドを含む溶液を塗布し、凹部を具えた型を押し当てながら加熱して凸部を形成させるいわゆるゾルゲル法による製造方法が記載されている。
【0005】
その他に、特開昭63−197382号公報には、基板上に紫外線硬化樹脂を均一に展開し、フォトレジストで形成されたパターンをマスクとして、反応性イオンビームエッチングにより凸部を形成させる方法が記載されている。
【0006】
【発明が解決しようとする課題】
ところが、上記従来の技術には、以下のような問題点があった。先ず、紫外線硬化樹脂は、耐熱性が低く、250℃以上になると分解や黄変が発生する。したがって、紫外線硬化樹脂の凸部を有する基板は、はんだ付けなどの加熱加工ができず、装置などへの取り付けが難しかった。
【0007】
これに対し、ゾルゲル法で形成されたシリコンアルコキシドの凸部は、耐熱性が高く、はんだ付けなどが可能である。しかし、ゾルゲル法では、厚い膜の成形ができないという問題があった。実際にゾルゲル法により、数十μmのシリコンアルコキシドの層を成形すると、その表面に微少なひび(以下、クラックと称する)が発生する。これは、シリコンアルコキシド溶液がゲル化および固化する際に、その層の表面と内部とで縮重合反応の進行度に差ができるため、表面に大きな応力が発生するからである。さらには、この応力が原因となって、この層と基板とが剥離する場合もあった。
【0008】
また、反応性イオンビームエッチングを用いて凸部を形成させる場合は、その製造工程が複雑で製造コストが高くなってしまう点、凸部の均一性を向上させることが難しい点が問題であった。さらには、このような原因から、表面面積の大きな層を成形することが難しい点が問題であった。
【0009】
この発明は、このような従来技術に存在する問題に着目してなされたものである。その目的とするところは、耐熱性が高く、厚い層であってもその表面にクラックが発生せずかつ基板と剥離しない、また大きな面積であっても凸部が均一な層を有する多層被覆基板を容易かつ安価に製造する方法を提供することにある。
【0010】
【課題を解決するための手段】
上記の目的を達成するために、本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法は、オルガノポリシロキサンの溶液をガラス基板上および型内に流し込み、これらを個別にゲル化させ、該ゲルの粘度が1×10 4 〜1×10 6 Pの状態で該基板上に2層以上積層し、最外層の型で押圧しながら基板と一体化させるものである。
【0011】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法は、前記多層被覆基板の製造方法において、任意の層の断面形状を、円弧、楕円孤および山形からなる群より選ばれた少なくとも1つの形状に整形する型を使用するものである。
【0012】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法は、前記多層被覆基板の製造方法において、オルガノポリシロキサンの溶液をゲル化させる温度が20〜120℃であって、その後の基板とゲルの積層体とを一体化させる温度が50〜150℃であるものである。
【0013】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法は、前記多層被覆基板の製造方法において、前記最外層がメチルトリエトキシシランからなり、下層がメチルトリエトキシシランからなるゲルを積層するものである。
【0014】
そして本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法は、前記多層被覆基板の製造方法において、前記最外層がメチルトリエトキシシランからなり、前記基板に接する最下層がテトラエトキシシランからなるゲルを積層するものである。
【0015】
【発明の実施の形態】
以下、この発明の実施形態について詳細に説明する。この発明は、ゾルゲル法により基板上に複数の層を積層し、基板と複数の層とを一体化させ、その最外層に複数の凸部を設けるものである。この複数の凸部は、高さのばらつきが小さく、均一性が極めて高い。この凸部の高い均一性は、高さのみならず外形全般について同様である。すなわち、凸部の幅や奥行きも均一性が高い。さらには、この凸部および複数の層に発生する内部応力もしくは成分濃度に関しても均一性が高い。したがって、複数の層と一体化した基板すなわち多層被覆基板は、それぞれの用途において、極めて高い性能を発揮する。すなわち、この多層被覆基板は、均一な性能のマイクロレンズを多数具えた、極めて精度の高い平板マイクロレンズアレイとなりうる。あるいは、分解能力が極めて高い回折格子になりうる。
【0016】
複数の層において、最外層とは、基板を基準として最も上にある表層をいい、また下層とは、最外層以外の層をいう。さらに、この下層は、基板に接する最下層とそれ以外の中間層とからなる。
【0017】
本発明の多層被覆基板の製造方法は、ゾルゲル法によるものである。まず、各層は、オルガノポリシロキサンを含む溶液が個別にそれぞれの型に注がれ、加熱もしくは減圧されることにより、ゲル状に仮成形される。このとき、最下層を形成する溶液は、基板上に直接注がれてもよい。つぎに、ゲル状の各層は、型から抜かれ、基板の上に積層される。そして、この積層ゲルは、最外層の型で基板に押圧されながら加熱され、基板と一体化される。
【0018】
この基板上の積層ゲルを加熱することにより、オルガノポリシロキサンの縮重合反応が完了する。すなわち、ゲルが完全に固化し、多層被覆基板が形成される。この再度の加熱の際に、積層ゲルを最外層の型で基板に押圧することにより、この型の表面形状を最外層に転写することができる。したがって、この型の表面形状がそのまま最外層に写し取られることになる。また、この型の表面形状を変更することにより、最外層の凸部の形状を様々に調節することができる。
【0019】
この発明の特徴は、ゾルゲル法を用いて、各層を個別にゲル状に仮成形し、その後に各層を積層し、多層被覆基板を製造する点にある。ゾルゲル法を用いた多層被覆基板の製造方法は、従来から知られていた(特開平6−242303号)。しかし、従来の製造方法は、基板の上に各層の構成成分を溶液もしくはゾルで展開し、型で押圧しながら加圧加熱し、層を一気に形成させるものであった。そして、完全に固化した層の上に、さらに溶液もしくはゾルを注ぎ、上層を形成させていた。
【0020】
このように各層を順次形成させる方法は、製造工程が長くなるので、コスト上昇の要因となり、実生産には不適であった。また、この方法は、下層が完全に硬化してから、次の層を注入するので、型と溶液もしくはゾルとの間に不要な空気が入り易く、多層被覆基板の寸法精度が高くなかった。
【0021】
これに対して、この発明は、ゲル状で各層を積層するので、多層被覆基板の製造工程が短く、かつその寸法精度が極めて高くなる。具体的には、この発明による最外層の凸部の高さのばらつきは、1μm以下である。ここで、最外層の凸部の高さとは、図3に示す距離Lである。
【0022】
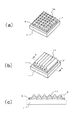
この最外層の凸部は、この層の断面において、円弧、楕円弧もしくは山形からなる群より選ばれた少なくとも1つの形状を有するものであることが好ましい。ここで、層の断面において円弧もしくは楕円弧とは、図2(a)に示すように最外層に半球状の突起物が並んだもののほか、図2(b)のような半円柱状のものも含まれる。また、この層の断面において山形とは、図1(a)に示すような錐状体のほか、図1(b)に示すような柱状も含まれる。
【0023】
最外層の凸部の形状を変えることにより、多層被覆基板に様々な機能を付与することができる。例えば、多層被覆基板を光学部品として使用する場合は、図2(a)もしくは(b)に記載の凸部を設けることにより、これに平板マイクロレンズアレイとしての機能を付与することができる。同様に、図1(a)もしくは(b)に記載の形状の凸部を設けることにより、多層被覆基板にグレーティングレンズとしての機能を付与することができる。このように、上記最外層の凸部の形状は、その目的に応じて変更することができる。そして、この発明の多層被覆基板は、それらの目的を高い次元で達成することができる。
【0024】
上述のように多層被覆基板の製造にはゾルゲル法を用いるが、ゾルゲル法の特徴として、厚い層を成形し難いという点が挙げられる。これは、層が厚くなるにしたがって、層の表面と内部との縮重合反応の進行度の差が大きくなり易いことに起因する。すなわち、ゾルゲル法では、金属アルコキシドが縮重合するにより、層が、溶液→ゾル→ゲル→固体へと変化する。この縮重合反応が進行するにしたがって、水が発生する。そして、この水が飽和した状態においては、縮重合反応が進行し難くなる。層の表面は、縮重合反応で発生した水を外部に放出できるので、水が飽和し難く、縮重合反応が進行し易い。これに対し、層の内部は、縮重合反応により発生した水が滞留するので、飽和状態になり易い。すなわち、層の内部は、縮重合反応が進行し難く、固化し難い。
【0025】
したがって、層の内部の縮重合反応が進行していなくても、層の表面はゲル化もしくは固化してしまうので、層の表面に引張り応力が発生する。これにより、層の表面にクラックが発生し易くなる。この引張り応力は、層の厚さが厚くなるにしたがって、大きくなる傾向にある。このため、ゾルゲル法では、層の厚いものが製造できない。実際にゾルゲル法で、3μm厚のテトラアルコキシシランの層を、ゾルから直接固化させた場合、その表面にクラックが発生する。また、20μm厚のメチルトリアルコキシシランの層を、ゾルから直接固化させた場合、その表面にクラックが発生する。
【0026】
最外層の凸部を大きくすることができれば、多層被覆基板に新たな特徴を付加することができる。例えば、多層被覆基板をレンズアレイとして利用する場合、焦点距離を短くすることができる。また、グレーティング素子として利用する場合、周期構造が粗なエシェル格子やエシェレット格子を製造できる。情報記録媒体として利用する場合には、多層記録といった機能を付与できる。
【0027】
最外層の凸部を大きくし、多層被覆基板に上記機能を与えるために、最外層の形状に合わせて、下層にも凸部を設けることが好ましい。これは、具体的には、図1(c)もしくは図2(c)に示す態様をいう。このように下層に凸部を設けることにより、各層の厚さを厚くすることなく、凸部の大きい多層被覆基板を得ることができる。すなわち、各層表面のクラックの発生を防ぐと同時に、最外層に大きな凸部を具える多層被覆基板を製造することができる。
【0028】
この多層被覆基板の各層は、ゲル状の仮成形時に、凸部を形成されることが好ましい。これは、各層の成形型に凹部を設けることで達成される。
【0029】
仮成形された各層は、ゲル状で積層され、その後最外層の型で加圧され、加熱されて固化する。積層基板全体として厚くても、積層により各層自体を薄くすることができる。したがって、各層は、その表面と内部とで縮重合反応の進行度に差ができ難く、応力が発生し難い。すなわち、各層をゲル状で積層することにより、各層の表面には、クラックが発生し難くなる。
【0030】
上記複数の層において、最も厚い層と最も薄い層との厚さ比すなわち(最も厚い層の厚さ)/(最も薄い層の厚さ)は、1〜5であることが好ましい。ここで、層の厚さとは、溶液もしくはゾルが型に注がれた段階における最も厚い部分、すなわち図4(c)に示すDの部分である。厚さ比がこの範囲内にある場合は、ゲル化および固化における縮重合反応の進行度にばらつきができ難い。したがって、各層の厚さが近い範囲にあるので、多層被覆基板全体において均一な層を製造することができる。これにより、各層にクラックが発生し難くなる。この比のさらに好ましい値は、1〜1.2であり、最も好ましい値は1であって、すべての層が同じ厚さであることが最適である。
【0031】
この複数の層において、各層の厚さは、特に限定されるものではないが、0.1〜20μmであることが好ましい。各層の厚さが20μmよりも厚くなると、クラックの発生が著しくなる。反対に、0.1μmより薄くなると、最外層および下層の凸部を成形し難くなり、製造上問題がある。
【0032】
上記最外層の凸部の高さは、特に限定されるものではないが、0.1〜40μmであることが好ましい。ここで、凸部の高さとは、図3におけるLをいう。これは、この値が0.1μmより小さくなると、凸部の機能が発揮し難くなる。すなわち、光学レンズに使用する場合は、0.1μm以下になると光の集束もしくは拡散性能が低くなり、レンズとしての機能を発揮し難くなる。反対に、この値が、40μmより大きくなると、製造過程において表面にクラックが発生し易くなる。
【0033】
複数の層は、その成分が各層同じあってもよいし、それぞれに異なっていてもよい。各層の成分が同じ場合は、均一で厚い被覆層を具えた多層被覆基板を得ることができる。対して、各層の成分を変更すると、多層被覆基板に様々な性質を付加することができる。
【0034】
例えば、オルガノポリシロキサンに、チタン、ジルコニウム、アルミニウム、鉛、タンタルなどの金属の酸化物を加えることにより、その層の屈折率を高くすることができる。また反対に、屈折率を低くするには、オルガノポリシロキサンに、ボロン、フッ素などを加えることで実現できる。このように各層の屈折率を変えることにより、多層被覆基板を光学部品として使用する場合、光の集束もしくは拡散特性を自由に調節できるようになる。
【0035】
また、オルガノポリシロキサンにおける有機性官能基の比率を調節することにより、各層に新たな機能を持たせることができる。ここで、有機性官能基とは、メチル、エチル、n−プロピル、イソプロピル、n−(βアミノエチル)−γ−アミノプロピル、フェニルまたはクロロフェニル基などである。例えば、この有機性官能基の重量率が高いオルガノポリシロキサンからなる層は、この重量率の低い層よりも脆性が抑制され、その表面にクラックが発生し難い。ただし、有機性官能基の重量率が高くなりすぎると、多層被覆基板の耐熱性が悪くなる。したがって、オルガノポリシロキサンにおける有機性官能基の重量率は、20〜60重量%が好ましい。
【0036】
多層被覆基板において、上述のように各層の成分を変更すると、各層の線膨張率が変化する。この線膨張率は、基板から最外層に向かって段階的に変化することが好ましい。すなわち、各層の線膨張率が段階的に変化することにより、この基板が熱に曝されても、各層が剥離しに難くなる。つまり、多層被覆基板の耐熱性が高くなる。
【0037】
また、隣接層間の線膨張率の差は、±5×10-6mm/℃であることが好ましい。この範囲にあるときに、多層被覆基板は、300℃に加熱されても層間剥離を起こさない。すなわち、このような多層被覆基板は、はんだ付けにも耐えられる。
【0038】
また、複数の層は、2層であることが好ましい。層の数が少ないほど、製造工数が少なくなるからである。
【0039】
基板の種類は、特に限定されるのもではないが、ガラスなどの透明体であることが好ましい。透明体を基板に持つ多層被覆基板は、レンズもしくは透過型回折格子としての機能を発揮することができる。対して、基板が不透明な場合は、反射型回折格子、反射型フレネルリフレクタ、もしくはCD−ROMなどの情報記録媒体としての利用が適当である。例えば、アルミニウム基板などがこれに当たる。
【0040】
さらに、多層被覆基板をレンズあるいは回折格子とする場合は、上述のように各層の成分を変更し、その屈折率を最下層から最外層に向けて段階的に変えることが好ましい。例えば、最下層から最外層に向けて屈折率が段階的に高くなると、光の集束がよくなり、レンズの集光性能が高くなる。また、内部反射による迷光が減り、光の分解能が高くなるので、回折格子としての性能が高くなる。
【0041】
また、この多層被覆基板を光学素子として使用する場合は、tx/nx=λ/4の関係が充たされていることが好ましい。ここで、txは任意の層の厚さであり、nxはその層の屈折率であり、λはその層を透過する光の波長である。この条件が充たされている多層被覆基板は、光の内部反射量が極めて少なくなる。したがって、この条件を充たす各層を有する多層被覆基板は、レンズあるいは回折格子としての高い機能を発揮することができる。使用する光の波長が決まっているのであれば、この式にしたがうことにより、各層の厚さと屈折率との最適値を求めることができる。
【0042】
さらには、最下層の屈折率をna、中間層の屈折率をnb、最外層の屈折率をno、基板の屈折率をnsとする場合、多層被覆基板は、na/nb=√(ns/no)の関係を充たすことが好ましい。なお、この関係式において、na≧nbであれば、さらに好適である。この関係を充たす多層被覆基板は、通常光学素子表面に成膜される無反射コーティングでは防止できない反射光も取り除くことができる。
【0043】
多層被覆基板を光学素子として使用する場合、使用する光は、その波長が380〜2,000nmであることが好ましい。この範囲の波長には、可視光と赤外光とが含まれるので、この多層被覆基板の汎用性が極めて高くなる。したがって、可視光であれば、液晶プロジェクタの液晶窓への集光レンズ、赤外光であれば、通信用のレーザもしくはLEDと光ファイバとの結合レンズとして、この多層被覆基板を使用することができる。
【0044】
多層被覆基板の各層は、オルガノポリシロキサンを含むものであればその材料を特に限定されないが、最外層がメチルトリエトキシシランからなり、下層がメチルトリエトキシシランもしくはテトラエトキシシランからなることが好ましい。メチルトリエトキシシランは、有機性官能基の重量率が比較的高く、層の仮成形および固化においてその表面にクラックが発生し難い。すなわち、メチルトリエトキシシランを最外層に用いることにより、多層被覆基板の不良品発生率を低く抑えることができる。また、メチルトリエトキシシランからなる層は、その骨格であるSi−O結合すなわち共有結合の比率が高いので、耐熱性がよい。したがって、メチルトリエトキシシランを最外層と下層とに用いることにより、クラックが発生し難くかつ耐熱性のよい多層被覆基板を製造することができる。
【0045】
また、最外層にメチルトリエトキシシラン、下層にテトラエトキシシランを用いることにより、多層被覆基板全体の一体性を高めることができる。これは、基板にガラス板を用いる場合、テトラエトキシシランの性質が、ガラス板とメチルトリエトキシシランの中間であることによる。ここで、中間の性質とは、具体的には屈折率と線膨張率とを指す。すなわち、下層(テトラエトキシシラン)の屈折率と線膨張率とが、基板(ガラス板)と最外層(メチルトリエトキシシラン)との中間であることにより、基板、下層および最外層の接着性が向上し、多層被覆基板全体としての一体性が高まる。
【0046】
上述のように、この発明は、オルガノポリシロキサンを含む溶液を基板上もしくは型内に流し込み、各層を個別にゲル状まで仮成形し、このゲルを積層し基板と一体化させることを特徴とする。ここで、仮成形後積層時のゲルの粘度は、1×104〜1×106Pの範囲であることが好ましい。粘度がこの範囲の場合は、積層作業ではゲルは変形しないが、その後の最外層の型の押圧によっては、ゲルの変形が可能である。
【0047】
この発明の製造方法は、各層をゲル状で積層し、その後最外層の型でこれらの層を押圧し密着させるので、基板と層あるいは層と層との間に隙間ができ難い。これも、この発明の製造方法の利点である。
【0048】
上述のようにゾルゲル法においては、表面のクラックの発生を防止するために、各層は薄い方が好ましい。しかしながら、多層被覆基板は、大きな凸部を具える必要がある。これは、多層被覆基板が大きな凸部を具えることにより、新たな性能を具えることができるからである。例えば、多層被覆基板がレンズアレイに使用される場合、凸部が大きいことにより焦点距離を短くすることができる。
【0049】
したがって、層の厚さは薄くかつ凸部は大きくという相反する要件を充たすために、最外層の凸部の形状に合わせて、下層にも凸部を設けることが好ましい。下層に凸部を設ける具体的方法として、図4および図5に記載の方法が挙げられる。この方法は、オルガノポリシロキサンの溶液を、窪みができるように、型内に少な目に注ぐことが特徴である。この窪みと凸部を具えた各層を積層することにより、各層の厚さは薄くかつ凸部は大きくという要件を充たすことができる。
【0050】
溶液もしくはゾル状をゲルに仮成形する硬化温度は、20〜120℃であることが好ましい。これは、20℃以下では加水分解、縮重合反応が進行し難くなり、120℃以上では、反応が早すぎてゲル状で反応を一度停止することが困難だからである。この仮成形時において、反応が進行しすぎた場合、層同士の接着強度が落ち、多層被覆基板の耐熱性が悪くなる。
【0051】
そして、その後これらのゲルを積層し、積層ゲルを基板と一体化(固化)させる。その時の温度は、50〜150℃であることが好ましい。これは、50℃以下では固化に要する時間が非常に長くなり、150℃以上では、反応が急速に進行するため、各層の表面にクラックが発生し易くなるからである。
【0052】
【実施例】
以下、実施例および比較例により、この発明をさらに具体的に説明する。なお、この発明は、以下の実施例に限定されるものではない。多層被覆基板の製造方法は、概略以下の手順で行われる。(1)オルガノポリシロキサン溶液を製造する→(2)この溶液を型に塗布する→(3)各層を仮成形(ゲル化)させる→(4)このゲルを基板上に積層する→(5)積層ゲルと基板とを一体化させる。そして、上記手順により製造された多層被覆基板を、各種の性能試験で評価した。
【0053】
(多層被覆基板の製造方法)
(1)オルガノポリシロキサン溶液を製造するテトラエトキシシラン64gをエタノール14gに混合した。この溶液を濃度0.2重量%の希塩酸(水溶媒)22gと混合し、濃度64重量%、100gのテトラエトキシシラン溶液を製造した。これを溶液1とする。
【0054】
つぎに、メチルトリエトキシシラン60gをエタノール16gに混合した。この溶液を濃度0.2重量%の希塩酸(水溶媒)24gと混合し、濃度60重量%、100gのメチルトリエトキシシラン溶液を製造した。これを溶液2とする。
【0055】
また、100gの溶液1にチタンノーマルブトキシド26gを混合し、20TiO2・80SiO2を得た。これを溶液3とする。
【0056】
(2)溶液を型に塗布する上記の溶液を、基板上および型に塗布した。まず、溶液1〜3のいずれかを図4(a)に示すように、ガラス板1の上にスピンコーティング法により塗布した。ここで、スピンコーティング法の代わりに、ディップコーティング法を用いてもよい。この溶液が塗布されたガラス板を室温(26℃)で30分間放置し自然乾燥させ、溶液がガラス板上で所望の厚さになるように調節した。この所望の厚さは、各層の溶液の種類により異なる。なお、各層の厚さtxは、He−Neレーザの波長λ=0.63μmと固化した層の屈折率nxとにより、tx=λ/4×nxで算出される。このガラス板に接した層が、多層被覆基板の最下層となる。
【0057】
同様に、前記溶液1〜3のいずれかを最外層の型に、スピンコーティング法により塗布した。上記同様、スピンコーティング法の代わりに、ディップコーティング法を用いてもよい。この塗布溶液を室温(26℃)で30分間自然乾燥させた。最外層の型は、曲率半径50μm、深さ25μmの略球面弧の凹部を複数有するNi型(以下、球面型と称する)と、ピッチ4μm、深さ2μm、頂角45゜のV溝を複数有するNi型(以下、V溝型と称する)との2種類を用いた。なお、上記球面型を図4(c)に示す。
【0058】
最外層の型に塗布された溶液は、その凹部に入り込み、多層被覆基板の最外層の凸部を形作る。
【0059】
また、中間層は、最外層の凸部の形状に合わせて、最外層の凸部より小さい凸部を具えるように形成された。すなわち、中間層の型は、中間層の凸部が最外層の凸部と同じ位置に形成されるように、凹部を具える。本実施例では、3層に積層された多層被覆基板を製造するので、中間層は1層である。したがって、最外層の型が球面型の場合は、中間層の型に、曲率半径25μm、深さ12.5μmの凹部を具えたもの(以下、中間球面型と称する)を使用した。この中間球面型を図4(b)に示す。中間層の数が多くなる場合は、基板から最外層に向かって段階的に凹部が大きく深くなる中間層の型を使用することで、本発明の効果を発揮できる。
【0060】
ただし、最外層の型がV溝型の場合は、V溝が浅いので、中間層は、凸部を具えていなくても構わない。また、凸部を具えていない中間層の方が、離型し易いという利点がある。したがって、本実施例では、最外層の型にV溝型を使用する場合は、ポリカーボネートの平板を中間層の型として用いた。
【0061】
中間層を成形するために、溶液1〜3のいずれかを中間球面型もしくはポリカーボネート板に、スピンコーティング法により塗布した。この溶液を室温(26℃)で30分間自然乾燥させ、所望の厚さとなるように調節した。
【0062】
(3)各層を仮成形させる溶液を塗布したガラス板や型を、真空チャンバー中に配置し、減圧下で所定の温度に昇温して、仮成形した。仮成形時の背圧は、1×10-4mmHgで、時間は30分であった。また、仮成形時温度は、クラックの発生を防止するため、溶液1または溶液3の場合は50℃、溶液2の場合は80℃とした。これらの仮成形条件は、各層毎に最適な条件を選択した。そして、ゲルの粘度は1×104Pとした。
【0063】
(4)ゲルを基板上に積層する中間層のゲルを離型し、これをガラス板上の最下層のゲル上に積層した。さらに、型に入ったままの最外層のゲルと前記積層ゲルとを接触させた。
【0064】
(5)積層ゲルと基板とを一体化させる前記最外層のゲルと積層ゲルとを、最外層の型で押圧しながら、減圧加熱して本成形した。本成形時の背圧は、1×10-4mmHgで、時間は120分であった。また、最外層の押圧力は2〜2.5kgf/cm2で、温度は、溶液1または溶液3の場合80℃、溶液2の場合120℃とした。
【0065】
(多層被覆基板の性能評価)
(凸部の高さのばらつき測定)多層被覆基板の最外層表面の任意の10mm角をサンプリングし、レーザ顕微鏡を用いて凸部の高さを測定した。
【0066】
(耐熱性試験)多層被覆基板を300℃で2時間保持し、その後室温に戻して、クラックあるいは層間剥離の発生を目視により観察した。
【0067】
(光学特性測定)上記耐熱性試験の前後で、He−Neレーザを用いて、回折格子の回折パターン、マイクロレンズの集光性能を測定し、その変化をみた。また、He−Neレーザを用いて、入射角約6゜で基板表面へレーザを照射した。そして、その反射総量から基板表面でのフレネル反射計算値を算出し、その値を差し引くことにより、基板内部での反射量を算出し、その変化を評価した。さらに、アッベ屈折率計を用いて、型平坦部におけるd線の屈折率を測定し、その変化を評価した。
【0068】
(実施例1)ソーダライムガラス板(基板)、ポリカーボネート板(中間層の型)およびV溝型(最外層の型)それぞれに、固化したときの厚さが2μmになるように溶液1を塗布し、仮成形を行った。ここで、V溝型における2μmは、仮成形後のゲルの最も厚い部分であり、図4(c)におけるDである。また、本成形時におけるV溝型の押圧力は、2kgf/cm2であった。
【0069】
以上の条件で製造された多層被覆基板は、透明であり、複数の層の厚さ6μm、屈折率1.39であった。この多層被覆基板は、回折格子として利用可能である。また、この多層被覆基板の凸部の高さのばらつきは、0.7μmであった。耐熱性試験の結果、この多層被覆基板にクラックまたは層間剥離は発生しなかった。さらに、光学特性測定の結果、回折パターン、内部反射量および屈折率に変化は見られなかった。
【0070】
なお、この多層被覆基板は、各層の成分が同じため、ゲルで積層された面が分からなかった。すなわち、複数の層は全く一体化していた。
【0071】
(実施例2)ソーダライムガラス板、中間球面型および球面型それぞれに、固化したときの厚さが17μmになるように溶液2を塗布し、仮成形を行った。ここで、前記17μmは、仮成形後のゲルの最も厚い部分の厚さである。また、本成形における球面型の押圧力は、2.5kgf/cm2であった。実施例2の多層被覆基板の製造工程を図4および図5に示す。
【0072】
以上の条件で製造された多層被覆基板は、透明であり、複数の層の厚さ50μm、屈折率1.45であった。ここで、複数の層の厚さとは、図5(e)におけるHである。この多層被覆基板はマイクロレンズとして機能し、その焦点距離が105μmであった。また、この多層被覆基板の凸部の高さのばらつきは、0.4μmであった。耐熱性試験の結果、多層被覆基板にクラックまたは層間剥離は発生しなかった。光学特性測定の結果、集光性能、内部反射量および屈折率に変化は見られなかった。
【0073】
なお、この多層被覆基板は、各層の成分が同じため、ゲルで積層された面が分からなかった。すなわち、複数の層は全く一体化していた。
【0074】
(実施例3)屈折率が1.70の光学ガラス板に、固化したときの厚さが0.24μmになるように溶液3を塗布した。また、ポリカーボネート板に、固化したときの厚さが2μmになるように溶液1を塗布し、これらを個別に仮成形した。実施例3では、実施例1および実施例2と異なり、最外層の型すなわち球面型もしくはV溝型を使用しなかった。したがって、製造される多層被覆基板は、光学ガラス板上の積層が2層であった。また、本成形時において、ポリカーボネート板を光学ガラス板に圧力2kgf/cm2で押圧して、多層被覆基板を製造した。
【0075】
以上の条件で製造された多層被覆基板は、複数の層の厚さ2μmであった。耐熱性試験の結果、多層被覆基板にクラックまたは層間剥離は発生しなかった。また、光学特性測定の内、内部反射量の測定のみ行った。その結果、内部反射量は、0.1%以下で、加熱前後でその値に変化は見られなかった。
【0076】
実施例1〜3の条件と結果とを、以下の表1にまとめる。
【表1】

以上の実施例により、以下のことが判る。本発明に関するオルガノポリシロキサンを含む複数の層を有するゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、耐熱性が高く、変色および層間剥離などの性能変化が発生しない多層被覆基板を得ることができる。
【0078】
【発明の効果】
本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、オルガノポリシロキサンの溶液を基板上および型内に流し込み、これらを個別にゲル化させ、その後これらのゲルを基板上に積層し、最外層の型で押圧しながら基板と一体化させるので、各層表面にクラックを発生させることなく、最外層の凸部の寸法精度の高い多層被覆基板を製造することができる。
【0079】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、前記の発明の効果に加え、任意の層の断面形状を、円弧、楕円孤および山形からなる群より選ばれた少なくとも1つの形状に整形する型を使用するので、最外層の凸部が大きい多層被覆基板を製造することができる。
【0080】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、前記の発明の効果に加え、オルガノポリシロキサンの溶液をゲル化させる温度が20〜120℃であって、その後の基板とゲルの積層体と一体化させる温度が50〜150℃であるので、各層にクラックを発生させることなく、能率良く多層被覆基板を製造することができる。
【0081】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、前記の発明の効果に加え、1×104〜1×106Pのゲルを積層するので、積層する際にゲルの変形がなく、かつ基板と複数の層とが密着した多層被覆基板を容易に製造することができる。
【0082】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、前記の発明の効果に加え、最外層をメチルトリエトキシシランから得られるゲル層とし、下層をメチルトリエトキシシランから得られるゲル層とすることにより、クラックが発生し難くかつ耐熱性のよい多層被覆基板を製造することができる。
【0083】
また本発明のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法によれば、前記の発明の効果に加え、最外層をメチルトリエトキシシランから得られるゲル層とし、最下層をテトラエトキシシランから得られるゲル層とすることにより、多層被覆基板全体の一体性を高めることができる。
【図面の簡単な説明】
【図1】(a)は、最外層の凸部が錐状の山形である多層被覆基板の斜視図である
(b)は、最外層の凸部が柱状の山形である多層被覆基板の斜視図である
(c)は、A−A鎖線にしたがう断面図である
【図2】(a)は、最外層の凸部が半球状である多層被覆基板の斜視図である
(b)は、最外層の凸部が半円柱状である多層被覆基板の斜視図である
(c)は、B−B鎖線にしたがう断面図である
【図3】最外層の凸部が半円柱状である多層被覆基板の要部断面図である
【図4】(a)は、ガラス板にオルガノポリシロキサンの溶液を塗布した状態の概要図である
(b)は、中間球面型にオルガノポリシロキサンの溶液を塗布した状態の概要図である
(c)は、球面型にオルガノポリシロキサンの溶液を塗布した状態の概要図である
【図5】(d)は、仮成形されたゲルを積層し、本成形させる際の概要図である
(e)は、本成形後、複数の層が一体化した多層被覆基板の断面図である
【符号の説明】
1 ガラス板
2 最下層
3 中間層
4 最下層
5 中間層
10 凸部が錐状の山形である最外層
11 凸部が柱状の山形である最外層
12 凸部が半球状である最外層
13 凸部が半円柱状である最外層
30 中間球面型(中間層の型)
31 球面型(最外層の型)
40 一体化した複数の層
D 型に注がれた溶液の最も厚い部分
L 凸部の高さ
H 一体化した複数の層の厚さ
Claims (5)
- オルガノポリシロキサンの溶液をガラス基板上および型内に流し込み、これらを個別にゲル化させ、該ゲルの粘度が1×10 4 〜1×10 6 Pの状態で該基板上に2層以上積層し、最外層の型で押圧しながら該基板と一体化させるゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法。
- 前記型は、任意の層の断面形状を、円弧、楕円孤および山形からなる群より選ばれた少なくとも1つの形状に整形するものである請求項1に記載のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法。
- 前記オルガノポリシロキサンの溶液をゲル化させる温度が20〜120℃であって、その後の基板とゲルの積層体とを一体化させる温度が50〜150℃である請求項1または請求項2に記載のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法。
- 最外層をメチルトリエトキシシランから得られるゲル層とし、下層をメチルトリエトキシシランから得られるゲル層とする請求項1ないし3のいずれか一項に記載のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法。
- 最外層をメチルトリエトキシシランから得られるゲル層とし、最下層をテトラエトキシシランから得られるゲル層とする請求項1ないし4のいずれか一項に記載のゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29278097A JP3959803B2 (ja) | 1997-10-24 | 1997-10-24 | ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 |
| US09/529,990 US6753064B1 (en) | 1997-10-24 | 1998-08-27 | Multi-layered coated substrate and method of production thereof |
| EP98940581A EP1025988A1 (en) | 1997-10-24 | 1998-08-27 | Multi-layered coated substrate and method of production thereof |
| PCT/JP1998/003817 WO1999021711A1 (fr) | 1997-10-24 | 1998-08-27 | Substrat a revetement multicouche et son procede de fabrication |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP29278097A JP3959803B2 (ja) | 1997-10-24 | 1997-10-24 | ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11123791A JPH11123791A (ja) | 1999-05-11 |
| JP3959803B2 true JP3959803B2 (ja) | 2007-08-15 |
Family
ID=17786246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP29278097A Expired - Fee Related JP3959803B2 (ja) | 1997-10-24 | 1997-10-24 | ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6753064B1 (ja) |
| EP (1) | EP1025988A1 (ja) |
| JP (1) | JP3959803B2 (ja) |
| WO (1) | WO1999021711A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110076945A (zh) * | 2019-04-30 | 2019-08-02 | 北京航空航天大学 | 一种减阻柔弹性薄膜的制备方法和应用 |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6754044B1 (en) * | 1998-05-19 | 2004-06-22 | David A. Janes | Swage mounting using surface protrusions |
| DE19860511A1 (de) * | 1998-12-28 | 2000-07-13 | Fraunhofer Ges Forschung | Verfahren zur Herstellung eines mikrostrukturierten SiO¶2¶/TiO¶2¶-Schichtsystems |
| JP2002372603A (ja) * | 2001-06-15 | 2002-12-26 | Nikon Corp | 光通信用光学部品及びその製造方法 |
| JP3845611B2 (ja) * | 2002-09-30 | 2006-11-15 | 株式会社東芝 | 光記録媒体 |
| JP2004152466A (ja) * | 2002-10-07 | 2004-05-27 | Sharp Corp | 磁気記録媒体およびそれを用いた磁気記録装置 |
| JP4093943B2 (ja) * | 2003-09-30 | 2008-06-04 | 三洋電機株式会社 | 発光素子およびその製造方法 |
| JP2005181979A (ja) * | 2003-11-28 | 2005-07-07 | Nippon Sheet Glass Co Ltd | 多層構造体およびその製造方法 |
| DE102004055395A1 (de) * | 2004-11-17 | 2006-06-22 | Seereal Technologies Gmbh | Formstabile Flachoptik und Verfahren zur Herstellung |
| KR100717851B1 (ko) * | 2004-12-14 | 2007-05-14 | 엘지전자 주식회사 | 미세가공 기술을 이용한 마이크로렌즈 배열 시트 및 그제조방법 |
| US8264942B2 (en) * | 2005-10-26 | 2012-09-11 | Hewlett-Packard Development Company, L.P. | Optical disc embossed features |
| FR2893610B1 (fr) * | 2005-11-23 | 2008-07-18 | Saint Gobain | Procede de structuration de surface d'un produit verrier, produit verrier a surface structuree et utilisations |
| WO2008140562A2 (en) | 2006-11-03 | 2008-11-20 | Trustees Of Tufts College | Electroactive biopolymer optical and electro-optical devices and method of manufacturing the same |
| US20100046902A1 (en) | 2006-11-03 | 2010-02-25 | Trustees Of Tufts College | Biopolymer photonic crystals and method of manufacturing the same |
| WO2008127402A2 (en) | 2006-11-03 | 2008-10-23 | Trustees Of Tufts College | Biopolymer sensor and method of manufacturing the same |
| JP2010509645A (ja) * | 2006-11-03 | 2010-03-25 | トラスティーズ オブ タフツ カレッジ | ナノパターンが形成されたバイオポリマー光学デバイスおよびその製造方法 |
| JPWO2008102882A1 (ja) * | 2007-02-23 | 2010-05-27 | 日本板硝子株式会社 | 反射防止構造体 |
| FR2914630B3 (fr) * | 2007-04-04 | 2009-02-06 | Saint Gobain | Procede de structuration de surface d'un produit a couche sol-gel, produit a couche sol-gel structuree |
| JP4999556B2 (ja) * | 2007-05-31 | 2012-08-15 | リコー光学株式会社 | 表面に微細凹凸形状をもつ光学素子の製造方法 |
| US7830592B1 (en) * | 2007-11-30 | 2010-11-09 | Sipix Imaging, Inc. | Display devices having micro-reflectors |
| US8237892B1 (en) | 2007-11-30 | 2012-08-07 | Sipix Imaging, Inc. | Display device with a brightness enhancement structure |
| WO2009114361A1 (en) * | 2008-03-11 | 2009-09-17 | Sipix Imaging, Inc. | Luminance enhancement structure for reflective display devices |
| US8437069B2 (en) * | 2008-03-11 | 2013-05-07 | Sipix Imaging, Inc. | Luminance enhancement structure for reflective display devices |
| US9128235B2 (en) * | 2008-08-11 | 2015-09-08 | Greenlux Finland Oy | Optical light diffuser component having a substrate with optical structures and optical coatings and a method for manufacturing the same |
| US8441414B2 (en) * | 2008-12-05 | 2013-05-14 | Sipix Imaging, Inc. | Luminance enhancement structure with Moiré reducing design |
| US9025234B2 (en) * | 2009-01-22 | 2015-05-05 | E Ink California, Llc | Luminance enhancement structure with varying pitches |
| US8120836B2 (en) * | 2009-03-09 | 2012-02-21 | Sipix Imaging, Inc. | Luminance enhancement structure for reflective display devices |
| US8714780B2 (en) * | 2009-04-22 | 2014-05-06 | Sipix Imaging, Inc. | Display devices with grooved luminance enhancement film |
| US8797633B1 (en) | 2009-07-23 | 2014-08-05 | Sipix Imaging, Inc. | Display device assembly and manufacture thereof |
| EP2474054A4 (en) | 2009-08-31 | 2013-03-13 | Tufts University Trustees Of Tufts College | SILK-BASED TRANSISTOR DEVICES |
| US8666471B2 (en) | 2010-03-17 | 2014-03-04 | The Board Of Trustees Of The University Of Illinois | Implantable biomedical devices on bioresorbable substrates |
| KR101979354B1 (ko) | 2011-12-01 | 2019-08-29 | 더 보오드 오브 트러스티스 오브 더 유니버시티 오브 일리노이즈 | 프로그램 변형을 실행하도록 설계된 과도 장치 |
| CN103293573A (zh) * | 2013-05-27 | 2013-09-11 | 北京京东方光电科技有限公司 | 一种增光片、背光源以及液晶显示器 |
| US10925543B2 (en) | 2015-11-11 | 2021-02-23 | The Board Of Trustees Of The University Of Illinois | Bioresorbable silicon electronics for transient implants |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04211202A (ja) * | 1990-03-19 | 1992-08-03 | Canon Inc | 反射型回折格子および該回折格子を用いた装置 |
| JPH0447541A (ja) | 1990-06-14 | 1992-02-17 | Nippon Sheet Glass Co Ltd | 微細パターン付き基板の製造方法 |
| US5212596A (en) * | 1992-05-18 | 1993-05-18 | Battelle Memorial Institute | Nonreflective articles |
| JPH10206603A (ja) * | 1997-01-20 | 1998-08-07 | Dainippon Printing Co Ltd | 反射防止フィルム及びその製造方法 |
-
1997
- 1997-10-24 JP JP29278097A patent/JP3959803B2/ja not_active Expired - Fee Related
-
1998
- 1998-08-27 WO PCT/JP1998/003817 patent/WO1999021711A1/ja not_active Application Discontinuation
- 1998-08-27 EP EP98940581A patent/EP1025988A1/en not_active Withdrawn
- 1998-08-27 US US09/529,990 patent/US6753064B1/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110076945A (zh) * | 2019-04-30 | 2019-08-02 | 北京航空航天大学 | 一种减阻柔弹性薄膜的制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6753064B1 (en) | 2004-06-22 |
| JPH11123791A (ja) | 1999-05-11 |
| WO1999021711A1 (fr) | 1999-05-06 |
| EP1025988A1 (en) | 2000-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3959803B2 (ja) | ゾルゲル法による最外層に複数の凸部を有する多層被覆基板の製造方法 | |
| US6361718B1 (en) | Article having uneven surface, production process for the article, and composition for the process | |
| JP3751778B2 (ja) | ゾルゲル成形物の製造方法 | |
| US6740366B2 (en) | Article having predetermined surface shape and method for preparing the same | |
| US20020114084A1 (en) | Micro relief element and preparation thereof | |
| CN101446649A (zh) | 复合透镜、复合透镜的制造方法及透镜组件 | |
| JP2005157119A (ja) | 反射防止光学素子及びこれを用いた光学系 | |
| JP4362255B2 (ja) | 所定表面形状を有する物品の製造方法および光導波路素子 | |
| US20030047822A1 (en) | Method of manufacturing article with specified surface shape | |
| US20040105155A1 (en) | Optical device and method for fabricating the same | |
| JP2008213210A (ja) | 転写方法及びその転写方法によって製造された光学素子 | |
| CA2343063A1 (en) | Articles having an uneven surface and production process therefor | |
| JP3750393B2 (ja) | 凹凸表面を有する物品の製造方法 | |
| US6721485B1 (en) | Echelon diffraction grating and optical waveguide element | |
| JP2004163490A (ja) | 光学素子及びその製造方法 | |
| JP2006106229A (ja) | 透過型光学素子の製造方法および透過型光学素子 | |
| JP2001072442A (ja) | 凹凸表面を有する物品の製造方法およびそれによって製造される物品 | |
| JP2001252927A (ja) | 所定表面形状を有する物品の製造方法および成形型 | |
| JP2009128540A (ja) | 反射防止構造体の製造方法 | |
| JP2004062061A (ja) | 光学素子及びその製造方法 | |
| JP2004163491A (ja) | 光学素子及びその製造方法 | |
| JP2004205721A (ja) | 光学部品 | |
| JP2004211021A (ja) | 成形用樹脂組成物及びそれを用いて作製した光学素子 | |
| JP2005031304A (ja) | 光学素子およびその製造方法 | |
| JP2002240057A (ja) | 複合光学素子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040720 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070424 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070507 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |