JP3926166B2 - 包装袋のシール方法及び充填及びシール済み包装袋 - Google Patents
包装袋のシール方法及び充填及びシール済み包装袋 Download PDFInfo
- Publication number
- JP3926166B2 JP3926166B2 JP2002035292A JP2002035292A JP3926166B2 JP 3926166 B2 JP3926166 B2 JP 3926166B2 JP 2002035292 A JP2002035292 A JP 2002035292A JP 2002035292 A JP2002035292 A JP 2002035292A JP 3926166 B2 JP3926166 B2 JP 3926166B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing
- packaging bag
- heat
- seal portion
- ultrasonic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/72—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by combined operations or combined techniques, e.g. welding and stitching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/23—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations
- B29C66/232—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations said joint lines being multiple and parallel, i.e. the joint being formed by several parallel joint lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/342—Preventing air-inclusions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/345—Progressively making the joint, e.g. starting from the middle
- B29C66/3452—Making complete joints by combining partial joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/737—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the state of the material of the parts to be joined
- B29C66/7373—Joining soiled or oxidised materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81415—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled
- B29C66/81419—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled and flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8181—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding
- B65B51/225—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means, i.e. by friction or ultrasonic or induction welding by ultrasonic welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/04—Dielectric heating, e.g. high-frequency welding, i.e. radio frequency welding of plastic materials having dielectric properties, e.g. PVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Package Closures (AREA)
- Bag Frames (AREA)
- Closing Of Containers (AREA)
Description
【発明の属する技術分野】
本発明は、被包装物が充填された包装袋の開口部に対し超音波シールを施す場合のシール方法と、そのシール方法でシールした包装袋に関する。
【0002】
【従来の技術】
液状物や粉粒体等の被包装物が充填された包装袋の開口部をシールする場合、シール後の袋の密閉空間に空気をできるだけ残さないようにするため、被包装物がある位置(袋内面に被包装物が付着している位置)に水平にシール器具を当て、被包装物ごと袋を挟んでシールする方法がある(被包装物が液状物の場合は液中シールといわれることもある;下記公報参照)。しかし、これを一般的な熱シール(熱板を用いる熱シールやインパルスシール)で行った場合、袋内面に付着した被包装物の一部がシール部に噛み込まれ(噛み込みシールといわれる)、開口部の密閉が不完全になるため、通常は超音波シールが利用されている。超音波シールの場合、超音波により袋内面に付着した被包装物が上下に排除され、そこがシールされるため、噛み込みシールの問題は生じない。
【0003】
【発明が解決しようとする課題】
一方、超音波シールには次のような問題がある。例えば被包装物が液状物の場合、超音波シールが開口部の液状物が付着している位置に行われたとすると、図4に示すように、超音波シール部1の下は液状物2のみで空気が排除された密閉空間となり、超音波シール部1の上の袋内面には該超音波シール部1により分離された液状物2aが付着している。この液状物2aは密閉空間の外側に存在するため、その後袋口からこぼれて袋の表面を汚したり、こぼれなくても製品の外観を損ね、被包装物が食品の場合はさらに衛生上の問題がある。
【0004】
これらの問題を解決するため、例えば特許第3079185号公報の方法に倣い、超音波シールの後、超音波シール部1(通常は2〜3mm幅)に重なる広幅の熱シールを行うことが考えられる。しかし、これを行うと、図5に示すように、熱シールの際に液状物が蒸発してその一部が閉じ込められ(液状物がない上の方が先に溶着し、蒸気の一部を閉じ込める)、熱シール部3に多数の気泡4が入って外観を損ね、場合によっては熱板等の挟圧部材に押されて液状物の一部がそのまま袋口からしごき出され、それが熱板等の挟圧部材に触れて蒸発し、その挟圧面を汚す。また、蒸発し切れない液状物は袋面を汚す。
なお、被包装物が液状物でない場合、気泡等の問題は生じないが、被包装物が熱シール部に広がって閉じ込められ、同じく製品の外観が損なわれる。
【0005】
本発明は、被包装物が充填された包装袋の開口部を超音波シールし、続いて熱シールする場合に、製品の外観を損ねないシールを形成すること、被包装物が液状物の場合はさらに、液状物が熱シール装置の熱板等や袋面を汚すことのないようにすることを目的とする。
【0006】
【課題を解決するための手段】
本発明は、被包装物が充填された包装袋の開口部をシールする包装袋のシール方法に関し、内側に被包装物がある位置を超音波シールし、続いて超音波シール部から袋口端縁部側に所定距離離れた位置を熱シールし、両シール部の間に超音波シール部から上に分離された被包装物を密閉することを特徴とする。熱シール部の上端は袋口端縁まで達しているのが望ましい。この方法の場合、被包装物として液状物以外のものも含まれる。
なお、熱シール後、さらにシール部全体を一対の冷却板で挟圧して冷却することが望ましい。
この方法によりシールされた包装袋は、袋口端縁部から所定間隔をあけた位置に超音波シールによるシール部が形成され、前記超音波シール部から袋口端縁部側に所定距離離れた位置に熱シール部が形成され、さらに両シール部の間に被包装物が密閉されている。
【0007】
特に包装物が液状物の場合に適用されるシール方法として、本発明は、袋内面に被包装物がある位置を超音波シールし、続いて超音波シール部から間隔を開けずに当該超音波シール部の上方位置を一対の熱板で挟圧して熱シールし、同時に包装袋の熱シール部より上方の部分を前記熱板により挟圧することなく加熱することを特徴とする。熱シール部の一部が超音波シール部の一部又は全部に重なってもよい。
熱シール用熱板として、高さ方向に所定幅を有する挟圧面と、その上方位置で高さ方向に所定幅を有し、かつ前記挟圧面より後退位置にある非挟圧面を備える一対の熱板を用いることができる。
上記方法において、熱シール(1回目)後、さらに前記熱シール部より上方の部分を袋口端縁まで熱シール(2回目)することができる。このとき、1回目の熱シール部、さらには超音波シール部を含むように熱シールすることもできる。
なお、上記方法において熱シールを1回だけ行う場合はその熱シール後、2回目の熱シールを行う場合はその熱シール後、さらにシール部全体を一対の冷却板で挟圧して冷却することが望ましい。
【0008】
【発明の実施の形態】
以下、図1〜図4を参照して、本発明をより具体的に説明する。
図1に示す包装袋Wは、液状物2(水を主体とする混合物)を充填したものであり、図4に示すように水平に超音波シールした後、超音波シール部1から袋口端縁部側(上側)に所定距離離れた位置を同じく水平に熱シールした包装袋である。この例では熱シール部5が袋口端縁まで達しているが、必ずしも達していなくてもよい。超音波シール部1と熱シール部5の間には超音波シール部から上に分離された液状物2aが密閉されている。熱シール方法としては、例えば一対の熱板を用いた熱シールあるいはヒーター線を用いたインパルスシールを利用できる。
液状物2aは水平な超音波シール部1と熱シール部5の狭い隙間6に密閉されているため、特に外観を損なうようなこともなく、また、隙間6があるため熱シール時に熱板等の挟圧面により液状物が袋口へしごき出されず、挟圧面や袋面が汚れるのが避けられる。この隙間6の幅は超音波シール部1から上に分離される液状物2aの量(設定量)によるが、可能な限り狭い方が望ましい。
なお、被包装物が食品のようなものであっても、密閉されているため、衛生上の問題は生じない。
【0009】
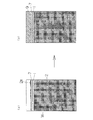
図2に示す包装袋Wは、図4に示すように水平に超音波シールした後、超音波シール部1から間隔を開けずに当該超音波シール部1の上方位置を一対の熱板で挟圧して熱シールし、同時に熱シール部7より上方の部分を前記熱板により挟圧することなく加熱したものである。図2(a)は熱板による挟圧直後の状態、図2(b)は熱シール終了時の状態を示す。
図3はこの方法に用いる一対の熱板8、8を示し、高さ方向に所定幅S(その幅が熱シール部7の幅となる)を有する挟圧面8a、8aと、その上方位置で高さ方向に所定幅Tを有し、かつ前記挟圧面8a、8aより左右に後退位置にある非挟圧面8b、8bが対向し、前記挟圧面8a、8aで包装袋Wの熱シール予定箇所(=熱シール部7)を挟圧する。非挟圧面8b、8bの高さ方向の幅Tは、熱シール部7より上の袋の高さtより大きく設定されている。
【0010】
図4の状態からこの熱板8、8で包装袋Wの所定位置を挟むと、まず挟圧面8a、8aが超音波シール部1の上方位置の前記熱シール予定箇所を挟圧し、このとき、超音波シール部1に接して袋内に付着していた液状物2aは、挟圧面8a、8aにしごき出されて上方に逃げる(図2(a))。しかし、袋口端縁からしごき出されるほどのことはなく、従って、熱板8、8や袋面が汚れるのが避けられる。
また、挟圧面8a、8aの高さ方向の幅Sを小さくしておけば、液状物2aの噛み込みがほとんどなく(従って熱シール部7に気泡が少なくなる)、また多少噛み込みがあっても製品の外観を余り損なわない。その意味で、幅Sは2mm以上5mm未満程度が適当である。
【0011】
挟圧面8a、8aにより熱シールが行われる一方、挟圧面8a、8aの上に出た液状物2aは挟圧面8a、8aからの熱伝導と非挟圧面8b、8bからの輻射熱により加熱され、水分が蒸発する。
この熱シールにより熱シール部7は融着するが、その上から袋口端縁までの上部領域9は融着しない。しかし、この熱シールの過程で上部領域9は袋の両面がぴったり貼り付いた状態となり、見た目はシールされているように見え、その中に水分蒸発後に残留した固形物が付着している(図2(b)参照)。液状物中の固形物が少ない場合、固形物の量が少なく、外観を損なうほど目立たない。
【0012】
図2(b)の状態で製品にすることもできるが、さらに、袋口を閉鎖する意味で、前記上部領域9を熱シールすることが望ましい。このとき、熱シール部7を含むように、さらには超音波シール部1を含むようにシールしてもよい。なお、上部領域9にあった液状物が加熱により蒸発しているため、この熱シールの際にも熱板等の挟持面や袋面が液状物で汚れることはない。
また、最終の熱シール後、シール部全体を一対の冷却板で挟圧するのが望ましい。これにより、シール部の美感をさらに向上することができる。
【0013】
【発明の効果】
本発明によれば、被包装物が充填された包装袋の開口部を超音波シールし、続いて熱シールする場合に、製品の外観を損ねないシールを形成することができる。また、被包装物が液状物の場合、液状物が熱シール装置の挟持面や袋面を汚すことが避けられる。
【図面の簡単な説明】
【図1】 本発明に係るシール方法及びその方法でシールされた包装袋を説明する概念図である。
【図2】 同じく他のシール方法を説明するもので、熱板による挟圧直後の状態(a)及び熱シール終了時の状態(b)を示す概念図である。
【図3】 本発明の熱シールに用いる熱板の側面概念図である。
【図4】 超音波シールについて説明する概念図である。
【図5】 従来のシール方法を説明する概念図である。
【符号の説明】
1 超音波シール部
2、2a 液状物
3、5、7 熱シール部
6 隙間
8 熱板
Claims (5)
- 被包装物が充填された包装袋の開口部をシールする包装袋のシール方法であり、内側に被包装物がある位置を超音波シールし、続いて超音波シール部から袋口端縁部側に所定距離離れた位置を熱シールし、両シール部の間に超音波シール部から上に分離された被包装物を密閉することを特徴とする包装袋のシール方法。
- 液状物が充填された包装袋の開口部をシールする包装袋のシール方法であり、内側に被包装物がある位置を超音波シールし、続いて超音波シール部から間隔を開けずに当該超音波シール部の上方位置を一対の熱板で挟圧して熱シールし、同時に包装袋の熱シール部より上方の部分を前記熱板により挟圧することなく加熱することを特徴とする包装袋のシール方法。
- さらに、前記熱シール部より上方の部分を袋口端縁部まで熱シールすることを特徴とする請求項2に記載された包装袋のシール方法。
- さらに、シール部全体を一対の冷却板で挟圧して冷却することを特徴とする請求項1〜3のいずれかに記載された包装袋のシール方法。
- 袋口端縁部から所定間隔をあけた位置に超音波シールによるシール部が形成され、前記超音波シール部から袋口端縁部側に所定距離離れた位置に熱シール部が形成され、両シール部の間に被包装物が密閉されていることを特徴とする充填及びシール済み包装袋。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002035292A JP3926166B2 (ja) | 2002-02-13 | 2002-02-13 | 包装袋のシール方法及び充填及びシール済み包装袋 |
| EP20030002985 EP1338511B1 (en) | 2002-02-13 | 2003-02-11 | Packaging bag sealing method |
| US10/364,197 US6881287B2 (en) | 2002-02-13 | 2003-02-11 | Packaging bag sealing method and a filled and sealed packaging bag |
| ES03002985T ES2390358T3 (es) | 2002-02-13 | 2003-02-11 | Método para cerrar herméticamente una bolsa de envasado |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002035292A JP3926166B2 (ja) | 2002-02-13 | 2002-02-13 | 包装袋のシール方法及び充填及びシール済み包装袋 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003237739A JP2003237739A (ja) | 2003-08-27 |
| JP3926166B2 true JP3926166B2 (ja) | 2007-06-06 |
Family
ID=27654967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002035292A Expired - Fee Related JP3926166B2 (ja) | 2002-02-13 | 2002-02-13 | 包装袋のシール方法及び充填及びシール済み包装袋 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6881287B2 (ja) |
| EP (1) | EP1338511B1 (ja) |
| JP (1) | JP3926166B2 (ja) |
| ES (1) | ES2390358T3 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE482889T1 (de) * | 2002-10-30 | 2010-10-15 | Pouch Pac Innovations Llc | Flexibler beutel und verfahren zu seiner herstellung und füllung |
| PL1745916T3 (pl) * | 2005-07-20 | 2012-02-29 | Indag Gesellschaft Fuer Ind Mbh & Co Betriebs Kg | Urządzenie i sposób tworzenia połączenia zgrzewanego i worek foliowy |
| US20080141620A1 (en) * | 2006-09-15 | 2008-06-19 | Bela Szabo | Air Packing Machine Using Ultrasonic Sealing And Methods And Products Relating To Same |
| JP5319222B2 (ja) * | 2008-09-24 | 2013-10-16 | 東洋自動機株式会社 | 袋詰め包装機 |
| FR2941923B1 (fr) * | 2009-02-12 | 2012-03-16 | Coopex Apifruit | Procede de conditionnement de denrees perissables tels des fruits, dispositif permettant de le mettre en oeuvre et emballages ainsi obtenus |
| USD665551S1 (en) | 2011-09-19 | 2012-08-14 | Scandinavian Child Llc | Heat-sealed waste disposal |
| JP6239957B2 (ja) | 2013-12-03 | 2017-11-29 | 株式会社イシダ | 製袋包装機および製袋包装システム |
| US10046874B2 (en) * | 2015-11-30 | 2018-08-14 | Sonics & Materials, Inc. | Sealing system and method for gusseted and zippered bags |
| JP6739723B2 (ja) * | 2016-06-15 | 2020-08-12 | ゼネラルパッカー株式会社 | 包装機および包装機におけるシール方法 |
| JP6804382B2 (ja) * | 2017-05-16 | 2020-12-23 | Ckd株式会社 | シール装置 |
| DE102018214127A1 (de) * | 2018-08-21 | 2020-02-27 | Huhtamaki Flexible Packaging Germany Gmbh & Co. Kg | Folienverpackung mit durch unterschiedliche Siegelverfahren gebildeter Kombinations-Heißsiegelzone und Siegelwerkzeug hierfür |
| US10486370B1 (en) | 2018-11-26 | 2019-11-26 | Sonics & Materials, Inc. | Hybrid sealing tool having multiple seal patterns |
| JP2023551463A (ja) * | 2020-12-02 | 2023-12-08 | ソシエテ・デ・プロデュイ・ネスレ・エス・アー | 金属化基材の多段階圧力封止 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1152936B (de) * | 1961-04-28 | 1963-08-14 | Hesser Ag Maschf | Verfahren zum Herstellen eines dichten Verschlusses an Beuteln aus Polyaethylen- oder aehnlichen schrumpf-faehigen thermoplastischen Kunststoffolien |
| US4403465A (en) * | 1980-05-02 | 1983-09-13 | Nimco Corporation | Method and device for closing and sealing gable shaped folding cartons |
| FI71102C (fi) * | 1982-02-25 | 1986-11-24 | Fluilogic Systems Oy | Reagensfoerpackning |
| DE3322402A1 (de) * | 1983-06-22 | 1985-01-03 | Jagenberg Ag | Vorrichtung zum falten und verschliessen des kopfes einer von einer innenseitig mit einer thermoplastischen kunststoffschicht ueberzogenen kartonbahn bzw. einer aus einem zuschnitt gebildeten faltschachtel in einer falt- und schweissstation |
| US4517790A (en) * | 1984-02-27 | 1985-05-21 | Frito-Lay, Inc. | Apparatus and method for ultrasonic sealing of packages |
| IT1187308B (it) * | 1985-02-08 | 1987-12-23 | Cestind Centro Studi Ind | Sacchetto-filtro biuso per prodotti da infusione e metodo per produrlo |
| US4734142A (en) * | 1986-08-21 | 1988-03-29 | Vac Pac Manufacturing Co., Inc. | Bag sealing device |
| CH686778A5 (fr) * | 1987-05-29 | 1996-06-28 | Vifor Medical Ag | Récipient destiné au stockage séparé de composés actifs et à leur mélange subséquent. |
| JPH01308703A (ja) * | 1988-05-31 | 1989-12-13 | Komatsu Ltd | ラミネートフイルムで形成される密封包装体の連続シール方法及び連続シール装置 |
| JPH0329714A (ja) * | 1989-06-14 | 1991-02-07 | Kureha Chem Ind Co Ltd | 自動充填包装装置 |
| JP3079185B2 (ja) * | 1990-01-11 | 2000-08-21 | 藤森工業株式会社 | 包装袋の封緘方法 |
| JP3091069B2 (ja) * | 1992-12-28 | 2000-09-25 | 三井化学株式会社 | 樹脂積層体およびその用途 |
| JPH08324520A (ja) * | 1995-05-30 | 1996-12-10 | Fujimori Kogyo Kk | 包装袋の密封方法 |
| JP2739640B2 (ja) * | 1995-12-13 | 1998-04-15 | 株式会社小松製作所 | ラミネートフイルムで形成される密封包装体の連続製造方法 |
| EP0792735A1 (en) * | 1996-03-01 | 1997-09-03 | The Procter & Gamble Company | Method for sealing the mouth of a flexible sachet or pouch |
| JP3765020B2 (ja) * | 1996-07-11 | 2006-04-12 | 藤森工業株式会社 | 包装体開口部の熱封緘方法 |
| DE19718543A1 (de) * | 1997-05-02 | 1998-11-05 | Braun Melsungen Ag | Flexibler, dichter Mehrkammerbeutel |
| JP3406826B2 (ja) * | 1998-02-23 | 2003-05-19 | 大成ラミック株式会社 | 包装袋 |
| ATE482889T1 (de) * | 2002-10-30 | 2010-10-15 | Pouch Pac Innovations Llc | Flexibler beutel und verfahren zu seiner herstellung und füllung |
-
2002
- 2002-02-13 JP JP2002035292A patent/JP3926166B2/ja not_active Expired - Fee Related
-
2003
- 2003-02-11 US US10/364,197 patent/US6881287B2/en not_active Expired - Lifetime
- 2003-02-11 EP EP20030002985 patent/EP1338511B1/en not_active Expired - Lifetime
- 2003-02-11 ES ES03002985T patent/ES2390358T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20030152297A1 (en) | 2003-08-14 |
| JP2003237739A (ja) | 2003-08-27 |
| US6881287B2 (en) | 2005-04-19 |
| ES2390358T3 (es) | 2012-11-12 |
| EP1338511A3 (en) | 2006-10-25 |
| EP1338511B1 (en) | 2012-09-19 |
| EP1338511A2 (en) | 2003-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3926166B2 (ja) | 包装袋のシール方法及び充填及びシール済み包装袋 | |
| US3986914A (en) | Heat-sealing method for plastic containers | |
| JP2004515420A (ja) | 開閉自在バッグの充填及び使用 | |
| AU598021B2 (en) | Apparatus for sealing and severing a web of film | |
| JPH02180123A (ja) | 熱可塑性フイルムのヒートシール装置 | |
| JP6349653B2 (ja) | ジッパー付パウチおよびその製造方法 | |
| JPS63281971A (ja) | 包装体およびその製造方法と製造装置 | |
| JP3516030B2 (ja) | 包装体のシール装置 | |
| US3438826A (en) | Method of heat sealing the container edges of plastic foam material by flame contact | |
| JP3079185B2 (ja) | 包装袋の封緘方法 | |
| JP3765020B2 (ja) | 包装体開口部の熱封緘方法 | |
| JP2003341624A (ja) | ヒートシール装置、ヒートシール方法および充填包装機 | |
| JP2004352335A (ja) | 包装体のシール装置 | |
| JP5005327B2 (ja) | ヒートシール装置 | |
| JPH10194206A (ja) | 袋詰め方法及び袋詰め装置 | |
| JP2589937Y2 (ja) | フィルム包装機におけるヒートシール装置 | |
| US8844248B2 (en) | Method for packaging articles using cauterized films to inhibit tearing | |
| JP5222013B2 (ja) | 袋口のシール方法及びその装置 | |
| JP4574584B2 (ja) | 紙容器用縦シール接着機構 | |
| KR200284040Y1 (ko) | 개봉이 용이한 포장용지의 봉합장치 | |
| JP2000085708A (ja) | 容器の密封方法 | |
| JPH0738089Y2 (ja) | 包装装置 | |
| JP2006335431A (ja) | 袋シール装置及び袋シール方法 | |
| JP2595241B2 (ja) | 角折り包装方法 | |
| JP2005324844A (ja) | パウチ容器、及びガセット付きパウチ容器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040728 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060829 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061026 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070227 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3926166 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100309 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130309 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |