JP3875796B2 - 伝動ベルトの加硫装置 - Google Patents
伝動ベルトの加硫装置 Download PDFInfo
- Publication number
- JP3875796B2 JP3875796B2 JP16732598A JP16732598A JP3875796B2 JP 3875796 B2 JP3875796 B2 JP 3875796B2 JP 16732598 A JP16732598 A JP 16732598A JP 16732598 A JP16732598 A JP 16732598A JP 3875796 B2 JP3875796 B2 JP 3875796B2
- Authority
- JP
- Japan
- Prior art keywords
- jacket
- medium
- mold
- pressure
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【産業上の利用分野】
本発明は伝動ベルトの加硫装置に係り、詳しくはローエッジベルト、多リブベルト、歯付ベルト等のベルトスリーブを平坦な表面で気泡の含まないように加硫成形し、そしてジャケットの寿命を向上させ、成形型の取り出しが容易で短時間で行うことのできる伝動ベルトの加硫装置に関する。
【0002】
【従来の技術】
従来のベルト加硫装置は、未加硫ベルトスリーブを外周面に装着した内部中空の成形型に、さらにその外周面に弾性変形可能な円筒状ジャケットを同心状に嵌装し、以上の形態をもって組立てられたものを加硫缶中の下方に位置する支持台に弾性パッキン材を介して設置し、さらに成形型の上に上蓋を置き、成形型の外側に高圧蒸気を、型内部に低圧蒸気をそれぞれ圧入して、未加硫ベルトスリーブを加硫せしめる構造を有している。
尚、上記高圧蒸気及び低圧蒸気はいずれも導入口から入れられ、また内部の水分はドレーン口から排出される。
【0003】
上記ベルト加硫装置では、ジャケット外側の高圧蒸気がジャケットを押圧し、続いて未加硫ベルトスリーブを圧接することによって、ジャケットと成形型間の空隙に内在する空気を排出するとともに所定形状にゴムを成形固化し、気泡を含まず密にして品質の良いベルトスリーブを得ることにある。
【0004】
更に、特公昭53−27311号公報や特公昭60−50569号公報には、ベルト成形体の外側に加圧型に装着したジャケットとの間に高圧流体を入れてジャケットを膨張させることによりベルト成形体を加圧加硫する装置が提案されている。
【0005】
また、特開平4−224909号公報には、円筒状ケースの内側に弾性筒状体を嵌挿して該ケースと弾性筒状体との間に空間部を形成し、そしてこの円筒状ケースに少なくとも1つの入気口と排出口を設けた加硫装置に用いるジャケットが開示されている。また、このミニポット方式の加硫装置を改善したものとして特公平6−8011号公報に開示されている。
【0006】
【発明が解決しようとする課題】
しかし、未加硫ベルトスリーブをその外側面側からジャケットを介して加圧加硫する場合、圧力媒体として蒸気又は圧搾空気を使用することにある。これらの圧力媒体は気体であるため、未加硫ベルトスリーブ表面に加わる圧力の均一化を図るには介在するジャケットの厚さを大きくしていた。
【0007】
小さいサイズの成形型になればなるほど、圧縮変形率が大きくなって大きな力が必要になり、場合によっては圧力不足になって加硫できないことがあり、これを防止するために無理に増圧すると、ジャケットが歪み、表面が平坦な品質のよいベルトスリーブが得られなかった。
【0008】
更に、ジャケットは常に高温高圧の蒸気にさらされているため、熱老化を起こし、破損してパンクする危険性を有している。破損してパンクすると、ベルト成形体が蒸気に触れると、ガラス繊維からなる心線が劣化し、ベルトの機能が損なわれるといった問題があった。また、従来のジャケットでは、シール性が悪く、またジャケットが老化してくると、ベルト成形体が蒸気に触れる危険性が大きくなっていた。しかも、ミニポット方式では、本来型内部から伝達熱だけでは厚物のベルト成形体の表面層が加硫不足になる点も指摘されていた。
【0009】
本発明は、このような問題点を改善するものであり、ジャケットの寿命を向上させ、成形型の取り出しが容易で短時間で行うことのできる伝動ベルトの加硫装置を提供することを目的とする。
【0010】
【課題を解決するための手段】
即ち、本願請求項1記載の発明では、外周面に未加硫のベルトスリーブを装着した成形型の一方の端面を型支持部材に設置するとともに、ケーシングの内側に密封状態で取り付けたジャケットを未加硫のベルトスリーブの外周面側に配置し、該ジャケットを膨張、収縮させて上記未加硫のベルトスリーブを加硫する伝動ベルトの加硫装置において、上記ケーシングを2つの空間に区分し、ジャケットを膨張、収縮させる圧力媒体を入れる圧力媒体空間部と、その外側に圧力媒体を加熱する加熱媒体を入れた加熱媒体空間部を設けた伝動ベルトの加硫装置にある。
【0011】
本願請求項1記載の発明では、ジャケットを膨張、収縮させる圧力媒体を入れる圧力媒体空間部と、その外側に圧力媒体を加熱する加熱媒体を入れた加熱媒体空間部とを区分して設けたことにより、ジャケットが直接加熱媒体に触れることがないため、その熱老化も起こしにくく、寿命も向上する。
【0012】
本願請求項2記載の発明では、圧力媒体空間部に入れる圧力媒体が圧縮空気である伝動ベルトの加硫装置にあり、ジャケットは圧縮空気に触れることによって熱老化も起こしにくく、寿命も向上する。
【0013】
本願請求項3記載の発明では、成形型の一方の側部に熱媒体の導入口を、他方の側面に排出口を設けて、熱媒体を導入口から排出口へ経由して循環させ、常時成形型の温度を一定に保持でき、また熱媒体の外部への漏れをなくすことができるため、ベルト成形体の心線が劣化や、ベルトの機能が損なわれるといった問題を回避することができる。
【0014】
【実施例】
以下、添付図面を参照し、本発明の実施例を説明する。
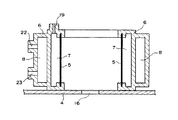
図1は本発明に係る伝動ベルトの加硫装置の縦断面図を示す。本発明の加硫装置1は、外周面に未加硫のベルトスリーブ3を装着した成形型2、成形型2を設置する型支持部材4、未加硫のベルトスリーブ3の外周面側に密封状態でケーシングに装着したジャケット5、そして圧力媒体空間部7と加熱媒体空間部8から画定されるケーシング6から構成されている。
【0015】
上記成形型2は外周面が円周方向に沿って一定間隔で設けられた軸方向の溝部をもった歯付ベルト用、あるいはこのような溝部をもたない平坦な形状からなるローエッジベルトあるいは多リブベルト用があり、一方内部には蒸気等の加熱媒体を入れて成形型2を加熱する熱媒収容部10を具備している。
【0016】
成形型2の一方の端面にはチャックを装着する突出軸11を有し、その中に熱媒収容部10に連通した熱媒体の導入口12を、他方の側面に突出した排出口13を設け、熱媒体を熱媒体供給部14から導入口12、熱媒収容部10、排出口13、そして配管15を経由して循環させ、常時成形型2の温度を一定に保持し、また熱媒体の外部への漏れもなくなり、ベルトスリーブ3の心線が劣化や、ベルトの機能が損なわれるといった問題を回避することができる。
配管15と導入口12及び排出口13は、軸継ぎ手のような連結部材29によって脱着可能になっている。
【0017】
型支持部材4は排出口13を挿入する貫通穴16があり、成形型2の排出口13に挿入して安定して成形型2を設置する。尚、型支持部材4と成形型2との間に特に熱媒体の漏れを阻止するためのシール材を設ける必要はない。
【0018】
円筒体のケーシング6の内側には、伸縮膨張可能なゴム、ウレタンからなる弾性体からなるジャケット5が配置され、上下端部に外方向へ突出した折り曲げ部17がケーシング6の端部18に固着され、ジャケット5とケーシング6間に加圧した空気のような圧力媒体を封入する圧力媒体空間部7を密封形成し、上記圧力媒体を入れる導入口19を有している。
【0019】
上記ケーシング6の外側には、蒸気、シリコンオイルのような熱媒油などの熱媒体を入れて圧力媒体空間部7の圧力媒体を加熱する加熱媒体空間部8が形成されている。該空間部8へ通じる注入口22と排出口23が穿設され、これらの各注入口22から熱媒体を加熱媒体空間部8へ送り込むようになっている。
【0020】
しかして、本発明の加硫装置1では、成形型2とジャケット5の上端面に上蓋を使用せずに成形型2とジャケット5の間隙部26を外部へ連通させ、この状態で加硫を行い、加硫中にジャケット5と成形型2間あるいはジャケット5とベルトスリーブ3間に内在する空気を抵抗なく外部へ自由に放出して気泡の含まないベルトスリーブ得ることができる。
【0021】
また、熱媒体を導入口12、熱媒収容部10、排出口13、そして配管15を経由して循環させ、常時成形型2の温度を一定に保持し、更に熱媒体の外部への漏れもをなくすことができるため、ベルト成形体の心線が劣化や、ベルトの機能が損なわれるといった問題を回避することができる。
【0022】
以下に本発明の加硫装置1を使用して未加硫のベルトスリーブ3を加硫する工程を説明する。
まず、未加硫のベルトスリーブ3を取り付けた成形型2を予め設置されたジャケット5内へ挿入する。このとき、ジャケット5とケーシング6間の圧力媒体空間部7の圧力は常圧になっている。そして、加圧装置を作動させて圧力媒体である空気を加圧してジャケット5を膨張させ、未加硫ベルトスリーブ3を加圧する。同時に、加熱したシリコンオイルからなる熱媒体を注入口22から加熱媒体空間部8へ導入し、そして排出口23から外部へ放出して循環し、加熱媒体空間部8の温度を一定に維持し、内側に隣接する圧力媒体空間部7の圧力媒体を加熱する。
【0023】
同時に、加熱した蒸気を導入口12、熱媒収容部10、排出口13、そして配管15を経由して循環させ、常時成形型2の温度を一定に保持して未加硫のベルトスリーブ3を加硫する。更に、加熱した蒸気は導入口12、熱媒収容部10、排出口13、そして配管15を経由して常時循環しているため、外部への漏れもなくなる。
【0024】
未加硫のベルトスリーブ3とジャケット5との間あるいは未加硫のベルトスリーブ3と成形型2との間に内在している空気は、上蓋がないため大気中へ自由に排出されるため、気泡を含まない品質の良いベルトスリーブを得ることができる。むろん、ジャケット5を膨張、収縮させる圧力媒体を入れる圧力媒体空間部7と、その外側に圧力媒体を加熱する加熱媒体を入れた加熱媒体空間部8とを区分して設けたことにより、ジャケット5が直接加熱媒体に触れることがないため、その熱老化も起こしにくく、寿命も向上する
【0025】
また、加硫後は、図2に示すようにケーシング6の圧力媒体空間部7の内圧を元に戻してジャケット5を収縮させた後、成形型2の熱媒収容部10への熱媒体の供給を停止して、配管15と導入口12及び排出口13との連結を開放した後、成形型2を取り出す。
【0026】
【発明の効果】
以上のように本願請求項1記載の発明では、ジャケットを膨張、収縮させる圧力媒体を入れる圧力媒体空間部と、その外側に圧力媒体を加熱する加熱媒体を入れた加熱媒体空間部とを区分して設けたことにより、ジャケットが直接加熱媒体に触れることがないため、その熱老化も起こしにくく、寿命も向上する。また、加硫中にジャケットと成形型間あるいはジャケットとベルトスリーブ間に内在する空気を外部へ抵抗なく自由に放出することが可能となって気泡ない品質の良いベルトスリーブを得ることができる。
【0027】
本願請求項2記載の発明では、圧力媒体空間部に入れる圧力媒体が圧縮空気である伝動ベルトの加硫装置にあり、ジャケットは圧縮空気に触れることによってより一層熱老化も起こしにくく、寿命も向上する効果がある。
【0028】
本願請求項3記載の発明では、成形型の一方の側部に熱媒体の導入口を、他方の側面に排出口を設けて、熱媒体を導入口から排出口へ経由して循環させ、常時成形型の温度を一定に保持でき、また熱媒体の外部への漏れもをなくすことができるため、ベルト成形体の心線が劣化や、ベルトの機能が損なわれるといった問題を回避できる効果がある。
【図面の簡単な説明】
【図1】 本発明に係る伝動ベルトの加硫装置の縦断面図を示す。
【図2】 本発明に係る伝動ベルトの加硫装置において成形型を取り出した状態を示す図である。
【符号の説明】
1 加硫装置
2 成形型
3 ベルトスリーブ
4 型支持部材
5 ジャケット
6 ケーシング
7 圧力媒体空間部
8 加熱媒体空間部
10 熱媒収容部
Claims (3)
- 外周面に未加硫のベルトスリーブを装着した成形型の一方の端面を型支持部材に設置するとともに、ケーシングの内側に密封状態で取り付けたジャケットを未加硫のベルトスリーブの外周面側に配置し、該ジャケットを膨張、収縮させて上記未加硫のベルトスリーブを加硫する伝動ベルトの加硫装置において、上記ケーシングを2つの空間に区分し、ジャケットを膨張、収縮させる圧力媒体を入れる圧力媒体空間部と、その外側に圧力媒体を加熱する加熱媒体を入れた加熱媒体空間部を設けたことを特徴とする伝動ベルトの加硫装置。
- 圧力媒体空間部に入れる圧力媒体が圧縮空気である請求項1記載の伝動ベルトの加硫装置。
- 成形型の一方の側部に熱媒体の導入口を、他方の側面に排出口を設けて、熱媒体を導入口から排出口へ経由して循環させる請求項1記載の伝動ベルトの加硫装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16732598A JP3875796B2 (ja) | 1998-06-15 | 1998-06-15 | 伝動ベルトの加硫装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP16732598A JP3875796B2 (ja) | 1998-06-15 | 1998-06-15 | 伝動ベルトの加硫装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000000824A JP2000000824A (ja) | 2000-01-07 |
| JP2000000824A5 JP2000000824A5 (ja) | 2005-10-13 |
| JP3875796B2 true JP3875796B2 (ja) | 2007-01-31 |
Family
ID=15847663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP16732598A Expired - Fee Related JP3875796B2 (ja) | 1998-06-15 | 1998-06-15 | 伝動ベルトの加硫装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3875796B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107521011A (zh) * | 2017-08-03 | 2017-12-29 | 浙江三维橡胶制品股份有限公司 | 一种橡胶v带圆模硫化装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4758043B2 (ja) * | 2001-09-28 | 2011-08-24 | 三ツ星ベルト株式会社 | 筒状加硫体の冷却装置 |
| JP2005153318A (ja) * | 2003-11-26 | 2005-06-16 | Nitta Ind Corp | 無端ベルトの成形方法及び成形装置 |
| JP4612491B2 (ja) * | 2005-07-11 | 2011-01-12 | ニッタ株式会社 | 成型ベルトの製造方法、及び成型ベルト |
-
1998
- 1998-06-15 JP JP16732598A patent/JP3875796B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107521011A (zh) * | 2017-08-03 | 2017-12-29 | 浙江三维橡胶制品股份有限公司 | 一种橡胶v带圆模硫化装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000000824A (ja) | 2000-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FI70176B (fi) | Foerfarande foer regummering av fordonsdaeck | |
| JP3222079B2 (ja) | 中空ファンブレードを成形するための方法及び装置 | |
| US20100294421A1 (en) | Method for manufacturing reinforced rubber hose | |
| JP3875796B2 (ja) | 伝動ベルトの加硫装置 | |
| JP2007030421A (ja) | ゴム製筒体の製造方法 | |
| JP4063961B2 (ja) | 伝動ベルトの加硫装置 | |
| JP2003340824A (ja) | タイヤの加硫成型方法およびタイヤ成形用金型 | |
| JP4626334B2 (ja) | タイヤ加硫用ブラダ−及びその製造方法 | |
| JP2007021915A (ja) | タイヤ加硫用ブラダー | |
| JP5019005B1 (ja) | 樹脂チューブの折り返し方法、樹脂チューブ被覆ロールの製造方法 | |
| JP3076204B2 (ja) | 伝動ベルト等の加硫装置 | |
| JPH11156857A (ja) | ベルトスリ−ブ等の加硫装置及び加硫方法 | |
| JP2007030273A (ja) | ゴム製筒体の製造方法 | |
| WO2005005122A1 (ja) | 基材入りゴム部材の製造方法及び基材入りゴム部材 | |
| KR100892396B1 (ko) | 타이어 가류기 블래더의 가류몰드 | |
| JP3108389U (ja) | 未加硫物の加硫装置 | |
| JP4754132B2 (ja) | 伝動ベルト等の成形型及びこれを用いた加硫装置 | |
| JPH11179732A (ja) | ベルトスリーブ等の加硫装置 | |
| JP4055870B2 (ja) | 伝動ベルトの加硫方法 | |
| JP2005066945A (ja) | タイヤ製造用コア | |
| JP2931215B2 (ja) | ベルトの加硫装置 | |
| AU665482B2 (en) | A method of attaching precured treads to tire casings utilizing a wickless cure apparatus | |
| JP4667198B2 (ja) | 円環状中空体の加硫方法および加硫モールド | |
| JP2000158448A (ja) | タイヤ加硫装置の金型加圧装置 | |
| JP2010274500A (ja) | ベルトスリーブ加硫装置及びベルトスリーブの加硫方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050608 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050608 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060620 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060912 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061027 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101102 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101102 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131102 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |