JP3836331B2 - 等速自在継手外輪の製造方法 - Google Patents
等速自在継手外輪の製造方法 Download PDFInfo
- Publication number
- JP3836331B2 JP3836331B2 JP2001148926A JP2001148926A JP3836331B2 JP 3836331 B2 JP3836331 B2 JP 3836331B2 JP 2001148926 A JP2001148926 A JP 2001148926A JP 2001148926 A JP2001148926 A JP 2001148926A JP 3836331 B2 JP3836331 B2 JP 3836331B2
- Authority
- JP
- Japan
- Prior art keywords
- outer ring
- punch
- ring material
- forming
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 27
- 238000000034 method Methods 0.000 title claims description 25
- 238000010409 ironing Methods 0.000 claims description 34
- 238000000465 moulding Methods 0.000 claims description 25
- 230000002093 peripheral effect Effects 0.000 claims description 23
- 238000003825 pressing Methods 0.000 claims description 21
- 238000003780 insertion Methods 0.000 claims description 7
- 230000037431 insertion Effects 0.000 claims description 7
- 238000000926 separation method Methods 0.000 description 11
- 238000005242 forging Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 2
- 238000010273 cold forging Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
Images








Landscapes
- Forging (AREA)
Description
【発明の属する技術分野】
この発明は、バーフィールド型等の等速自在継手における外輪の製造方法に関する。
【0002】
【従来の技術】
等速自在継手として図8に示すものが従来から知られている。この等速自在継手は、外輪1と内輪2のトラック溝5,6間にトルク伝達ボール3を組み込み、トルク伝達ボール3をケージ4で保持したものである。外輪1は、カップ部分1aと、このカップ部分1aの底部から軸方向に延びる軸部分1bとを有し、カップ部分1aは内周面7が球面状に形成されて、内周面7の円周方向複数箇所に、上記トラック溝5が軸方向に延びて形成されている。トラック溝5は、溝底に沿う断面形状が円弧状の曲線とされており、溝本数は例えば6本または8本とされる。カップ部分1aの開口縁には入口チャンファ9が形成される。内輪2は、球面状の外周面8に、外輪1の各トラック溝5と対向して上記トラック溝6が形成されており、軸10の外周に取付けられる。ケージ4は、外輪1の内周面7と内輪2の外周面とで接触案内される球面8aを内外に有する。
外輪1のトラック溝5の円弧中心O1 と内輪2のトラック溝6の円弧中心O2 は、ジョイント角度中心O0 に対して左右に等距離オフセットされ、外輪1と内輪2が作動角をとったときに、その作動角の2等分位置にトルク伝達ボール3が保持されるようにしている。
【0003】
このような等速自在継手において、外輪1を製造するに際し、切削による加工法を採用すると、製造に時間がかかり、歩留りも低下する。このため従来より、外輪1を鍛造により成形する製造方法が提案されている。この鍛造は、円柱状の素材から、複数段階の鍛造過程を経て外輪1に仕上げるものとされる。その最終の鍛造過程では、図9に示すように、組合せポンチ81と外径しごきダイス82とを用いて外輪素材Wを冷間鍛造する。同図の右半分は成形前の状態を、左半分は成形後の状態をそれぞれ示す。
【0004】
組合せポンチ81は、各トラック溝5の成形部83aを有する複数の割型ポンチ83を円形に配列したものである。外輪素材Wは前鍛造されたものであり、カップ部分Waと、このカップ部分Waの底部から軸方向に延びる軸部分Wbとを有し、カップ部分Waの内周面に複数のトラック溝5が形成されている。外輪素材Wのカップ部分Waは、開口端に向けて広がりを持つ形状とされている。
この外輪素材Wの内側に組合せポンチ81を挿入し、トラック溝5に各割型ポンチ83のトラック溝成形部83aを入れた状態で、外径しごきダイス82に外輪素材Wを押し込む。これにより、外輪素材Wのカップ部分Waを絞り込んで、トラック溝5の内面をトラック溝成形部83aに押し付け、外輪1のトラック溝5および球面状の内周面7を鍛造仕上げする。この後の脱型は、組合せポンチ81を用いているため、外輪内周面7が球面状であっても、割型ポンチ83の配列が縮径することより抜き出すことができる。
【0005】
【発明が解決しようとする課題】
このようにして外輪1を冷間鍛造で製造することができるが、上記の方法では次の各課題がある。
・カップ部Waを成形する成形力、つまり成形による反力により、外輪素材Wの組合せポンチ81からの型離れや、成形精度を低下させる材料流れが発生する。同図において、曲線pは型離れを生じた素材表面を示す。
・この型離れ量を一定に拘束する機能がなく、型離れ量のばらつきが生じる。
・この型離れ量のばらつきは、カップ部分Waの内部形成精度のばらつきとして現れる。
・また材料流れの増大により、カップ部分Waの球面状の内周面およびトラック溝5の精度の悪化が発生する。例えば、部分qで内部形状の崩れが発生する。
・このカップ部分Waの成形精度のばらつきにより、削り取代の増大、完成品精度の低下を招く。
【0006】
この発明の目的は、型離れが防止できて、カップ部分の内部の寸法ばらつきが抑制され、成形精度の向上が図れる生産性の良い等速自在継手外輪の製造方法を提供することである。
この発明の他の目的は、カップ部分の球面状の内周面およびトラック溝の精度が共に優れた外輪が鍛造できるようにすることである。
この発明のさらに他の目的は、カップ部分内部の精度向上のための動作によってセンター穴の成形が同時に行えるようにし、生産性をより向上させることである。
この発明のさらに他の目的は、軸部分に対するセンター穴の同心度を高精度に確保することである。
この発明のさらに他の目的は、センター穴の軸方向位置の精度が高精度に確保されるようにすることである。
【0007】
【課題を解決するための手段】
この発明の等速自在継手外輪の製造方法は、カップ部分と、このカップ部分の底部から軸方向に延びる軸部分とを有し、上記カップ部分は球面状の内周面に、軸方向に延びる、溝底断面が曲線状の複数のトラック溝が形成された等速自在継手外輪を製造する方法である。
この製造方法は、上記各トラック溝の成形部を有する複数の割型ポンチを円形に配列した組合せポンチを、開口端に向けて広がりを持つカップ状の外輪素材の内側に挿入し、外輪素材の内周面にある複数のトラック溝に各割型ポンチのトラック溝成形部を入れた状態で、組合せポンチを外径しごきダイスに対して相対的にさらに挿入方向に移動させることで、外径しごきダイスにより上記外輪素材を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付けると共に、上記軸部分の成形部を有する軸部分成形ダイスを外径しごきダイスと同方向に押し付ける。このとき、軸部分成形ダイスは、組合せポンチの前記相対的な挿入方向への移動によって外輪素材と共に押し下げられ、押し付け力付与手段によって外輪素材に対し押し付け力を作用させながら下降するようにすることを特徴とする。
この方法によると、外輪素材に組合せポンチを挿入し、外径しごきダイスにより外輪素材を絞り込んだときに、組合せポンチのトラック溝成形部が押し付けられ、外輪素材のトラック溝が仕上がり形状に成形される。このとき、軸部分成形ダイスを外径しごきダイスと同方向に押し付けることにより、外輪素材の軸部分が成形されると共に、外輪素材が組合せポンチから浮き上がらないように、外輪素材に背圧が与えられる。そのため、外輪素材の成形中の型離れが抑制される。このように型離れが抑制されることにより、外輪素材のカップ部分の内部の寸法ばらつきが抑制され、精度向上が実現される。上記の背圧付与による精度向上は、軸部分成形ダイスに代えて、別の背圧付与用の部材を外輪素材に外径しごきダイスと同方向に押し付けることによっても得られるが、この発明では、軸部分成形ダイスで背圧付与を行うようにしたため、背圧付与と同時に軸部分が成形できて、生産性が良い。
【0008】
この発明方法において、上記割型ポンチが、各々球面成形部およびこの球面成形部よりも突出したトラック溝成形部を有するものであり、上記外径しごきダイスで外径を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付ける過程で、外輪素材の内面に割型ポンチの球面成形部を押し付けるようにしても良い。
この方法の場合、トラック溝の成形と同時に、外輪素材の内周面が、割型ポンチの球面成形部の押し付けによって球面状に成形される。このようにトラック溝と球面状の内周面との成形を同時に行う場合においても、軸部分成形ダイスで背圧を与えることよる型離れの抑制が効果的に行える。したがって、カップ部分の球面状の内周面およびトラック溝の精度の良い外輪が鍛造できる。
【0009】
この発明方法において、上記軸部分の端面にセンター穴を成形するポンチを、上記軸部分成形ダイスと同時に外輪素材に押し付けても良い。
このように、センター穴成形用のポンチを軸部分成形ダイスと同時に押し付けるようにすると、外輪素材のカップ部分内部の精度向上のための背圧付与と、センター穴の成形とが同時に行え、より生産生に優れる。
【0010】
上記センター穴の成形ポンチは、上記軸部分成形ダイスの内径面部に僅かな隙間を持ってガイドされるようにしても良い。
このようにセンター穴の成形ポンチを軸部分成形ダイスの内径面部でガイドすることにより、外輪素材の軸部分に対するセンター穴の同心度を高精度に確保することができる。
【0011】
また、上記センター穴の成形ポンチと、上記軸部分成形ダイスとを共通プレートで連結することにより、これらポンチおよびダイスの軸方向位置を拘束しても良い。
このようにセンター穴の成形ポンチと軸部分成形ダイスとを連結して軸方向位置を拘束することにより、成形されるセンター穴の軸方向のばらつきが抑えられ、センター穴の軸方向の位置精度が高精度に確保される。
【0012】
【発明の実施の形態】
この発明の実施形態を図面と共に説明する。この製造方法は、図7(A)に示す外輪素材Wを、同図(B)に示す等速自在継手外輪1に鍛造する方法であり、製造された外輪1は図8と共に前述した等速自在継手に用いられる。外輪1および外輪素材Wは、前述したものであるが、明確化のため改めて説明する。
外輪1は、カップ部分1aと、このカップ部分1aの底部から軸方向に延びる軸部分1bとを有し、カップ部分1aは内周面7が球面状に形成されて、内周面7の円周方向複数箇所に、トラック溝5が軸方向に延びて形成されている。トラック溝5は、溝底に沿う断面形状が円弧状の曲線とされており、溝本数は例えば6本または8本とされる。カップ部分1aの開口縁には入口チャンファ10が形成される。なおセンター穴1dは、後に説明する展開例の場合に成形される。
外輪素材Wは、円柱状素材から前鍛造により製造された中間素材であり、カップ部分Waと、このカップ部分Waの底部から軸方向に延びる軸部分Wbとを有し、カップ部分Waの内周面に複数のトラック溝5が形成されている。カップ部分Waは、開口端に向けて広がりを持つ形状とされている。
【0013】
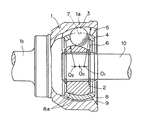
図1はこの製造方法に用いる鍛造装置における成形前の状態を示し、図2はその成形完了時の状態を示す。この鍛造装置は、組合せポンチ11と、外径しごきダイス12と、軸部分成形ダイス13とを備える。組合せポンチ11は、外輪1のトラック溝5毎に設けられた複数の割型ポンチ14を円形に配列し、先端ポンチ18を設けたものである。
【0014】
各割型ポンチ14は、図4に拡大して示すように、球面成形部14aおよびこの球面成形部14aよりも突出したトラック溝成形部14bを有する。球面成形部14aは外輪1の球面状の内周面を成形する型となる部分であり、トラック溝成形部14bはトラック溝5を成形する型となる部分である。割型ポンチ14は、この他に外輪1の入口チャンファ10を成形するチャンファ成形部14cを有している。
【0015】
図1に示すように、組合せポンチ11は、プレススライド15に、外周面がテーパ状のテーパベース16と、その外周に位置するテーパ状の保持筒17とを固定し、テーパベース16と保持筒17との間に、各割型ポンチ14を円形に並べて介在させてある。テーパベース16は、図3に示すように、隣合う割型ポンチ14間に介在する複数の突条16aを有し、この突条16aを介して各割型ポンチ14間の間隔が保持されている。各割型ポンチ14は、テーパベース16と保持筒17(図1)とで案内されてそのテーパ方向に沿って進退自在であり、この進退によって割型ポンチ14の円形配列の直径が拡縮する。
【0016】
先端ポンチ18は、外輪1のカップ部分1aの底面部を成形する型となるものであり、各割型ポンチ14にわたってその先端面に被さる。先端ポンチ18は、裏面の中央に軸部18aが設けられ、テーパベース16の軸心部に形成された貫通穴19に進退自在に挿通されている。先端ポンチ18は、軸部18aの外周に設けられたばね部材20によって、スライドベース16の基端側へ付勢されている。
【0017】
外径しごきダイス12は、外輪1のカップ部分1aの外径を目標径にしごき加工するダイスであり、内周面が成形型面となる断面円形の型面形成穴12aを有している。型面形成穴12aは入口部がテーパ状に広がる形状とされている。
【0018】
軸部分成形ダイス13は、外輪素材Wの軸部分Wbを成形するダイスであり、外径しごきダイス12に対して組合せポンチ11と反対側に配置されている。軸部分成形ダイス13は、上記軸部分Wbの成形として、外径のしごき加工を行うものとされている。この外径しごき加工は、軸部挿入穴13aの軸方向の中間に設けられた成形部13cにより、軸部分Wbの先端部をしごき加工するものとされる。軸部分成形ダイス13の開口縁となる先端面は、外輪素材Wのカップ部分Wbの外底面となる平坦な基準面fに当接する基準面13bとなる。軸部分成形ダイス13は、外径しごきダイス12への近づき状態で、一部が外径しごきダイス12の内部に進入するものとしてある。
【0019】
つぎに、成形過程を説明する。前鍛造された外輪素材Wを、図1のように外径しごきダイス12に一部が入る状態に準備する。このとき、軸部分成形ダイス13は外径しごきダイス12に近づいた位置にあり、外輪素材Wは軸部分Wbが軸部分成形ダイス13に嵌まり込んで支持される。この状態で、スライドベース15を外径しごきダイス12に対して相対的に下降させることにより、組合せポンチ11を外輪素材Wの内側に挿入する。上記の準備時に外輪素材Wを所定の位相角となるように配置しておくことにり、組合せポンチ11の各割型ポンチ14のトラック溝成形部14bは、外輪素材Wの各トラック溝5に入る。
【0020】
この状態で、スライドベース15をさらに下降させ、外輪素材Wのカップ部分Waを外径しごきダイス12に押し込む。これにより、図2のように外輪素材Wのカップ部分Waが、外径しごきダイス12により絞り込まれ、カップ部分Waの外径が目標径にしごき加工されると共に、外輪素材Wの各トラック溝5の内面およびカップ部分Waの内周面が、割型ポンチ14のトラック溝成形部14bおよび球面成形部14aで押し付けられ、成形される。カップ部分Waの入口チャンファ10もこのときに組合せポンチ11の押し付けによって成形される。
【0021】
この間、軸部分成形ダイス13は、組合せポンチ11によって外輪素材Wと共に押し下げられるが、軸部分成形ダイス13は外輪素材Wに対する一定の背圧を維持しながら下降するようにする。つまり組合せポンチ11に対して相対的に、外径しごきダイス12と同方向に、外輪素材Wに押し付け力を作用させながら、軸部分成形ダイス13が下降するようにする。この押し付けは、ダンパ、ばね部材、または流体圧シリンダ装置等の押し付け力付与手段(図示せず)によって与えられる。
【0022】
このように外輪素材Wに背圧を与えることにより、外輪素材Wの軸部分Wbの先端外径部Wbaが軸部分成形ダイス13で所定寸法にしごき加工される。
この背圧は、外輪素材Wのカップ部分Waの底面から組合せポンチ11が浮き上がらないように外輪素材Wを押える力となり、カップ部分Waの精度悪化の要因である型離れや、過大な材料流れが抑制される。そのため、カップ部分Waの内部の寸法ばらつきが抑制され、精度向上が実現できる。
この背圧の付与は、軸部分成形ダイス13で行うようにしたため、背圧付与と同時に軸部分Wbの成形が行えて、生産性が良い。
【0023】
成形後の組合せポンチ11の抜き出しは、次のように行われる。成形完了後、プレススライド15を上昇させると、このプレススライド15と共にテーパベース16および保持筒17が上昇し、その上昇によって割型ポンチ14の配列径が縮径する。このため、外輪素材Wのトラック溝5から割型ポンチ14のトラック溝成形部14bが外れ、成形後の球面状となったカップ部分Waから組合せポンチ11が引き抜かれる。
【0024】
図5,図6は、上記実施形態にかかる製造方法の展開例を示す。この製造方法は、図1〜図4に示す製造方法に対して、次の事項を加えた方法である。この方法では、外輪1の軸部分1bの端面にセンター穴1d(図7(B))を成形するポンチ21を、軸部分成形ダイス13と同時に外輪素材Wに押し付けるようにする。センター穴成形ポンチ21は、軸部分成形ダイス13の内径面部aに僅かな隙間を持ってガイドされるように設ける。上記内径面部13aは、軸部分成形ダイス13の成形部13cよりも若干小径となった部分である。センター穴成形ポンチ21は、軸部分成形ダイス13と共通プレート22により連結することにより、これらセンター穴成形ポンチ21および軸部分成形ダイス13の軸方向位置を互いに拘束する。共通プレート22は、軸部分成形ダイス13の下面、および軸部分成形ダイス13の下端面に係合するものとされ、ダンパ、ばね部材、または流体圧シリンダ装置等の押し付け力付与手段(図示せず)によって、組合せポンチ11に対して相対的に外径しごきダイス12と同じ方向の押し付け力が与えられるようにしてある。
【0025】
この方法の場合、組合せポンチ11の押し込みによってカップ部分Waの外径しごき加工を行うときに、軸部分成形ダイス13とセンター穴成形ポンチ21とを同時に外輪素材Wに押し当て、外輪素材Wの移動を拘束すると共に、センター穴Wdを成形する。背圧は、共通プレート22によって、軸部分成形ダイス13とセンター穴成形ポンチ21とに同時に与える。これにより、型離れの防止によるカップ部分Waの内部精度の向上と、センター穴Wdの成形が同時に実現される。
【0026】
センター穴成形ポンチ21は、軸部分成形ダイス13の内径面部13aに僅かな隙間を持ってガイドされ、また軸部分成形ダイス13を外輪素材Wに押し付けるときに、外輪素材Wの軸端外径部bが軸部分成形ダイス13の成形部13cでしごき加工される。そのため、外輪素材Wと同心に心出しされた軸部分成形ダイス13の内径面部13aにガイドされてセンター穴成形ポンチ21が外輪素材Wの軸端面にセンター穴Wdを成形することになる。よって、センター穴1dの外輪素材Wの軸部部分外径に対する同心度が、高精度に確保される。
【0027】
また、センター穴1dの成形時には、センター穴成形ポンチ21と軸部分成形ダイス13の軸方向位置が一定となるように、共通プレート22により軸方向の位置を拘束してこれらの部材21,13が組み合わされる。この組み合わせ構造のため、センター穴成形ポンチ21と軸部分成形ダイス13の基準面13bの相対位置は一定となる。この背圧付与方式によるセンター穴1dの形成は、常に外輪素材Wの基準面fを基準にして成形が行われる。このため、成形されたセンター穴1dの素材基準面fに対する軸方向位置精度、つまり寸法gの精度が、高精度に確保される。
【0028】
【発明の効果】
この発明の等速自在継手外輪の製造方法は、トラック溝の成形部を有する複数の割型ポンチを円形に配列した組合せポンチを、開口端に向けて広がりを持つカップ状の外輪素材の内側に挿入し、外輪素材の内周面にある複数のトラック溝に各割型ポンチのトラック溝成形部を入れた状態で、組合せポンチを外径しごきダイスに対して相対的にさらに挿入方向に移動させることで、外径しごきダイスにより上記外輪素材を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付けると共に、上記軸部分の成形部を有する軸部分成形ダイスを外径しごきダイスと同方向に押し付けるようにし、このとき、軸部分成形ダイスは、組合せポンチの前記相対的な挿入方向への移動によって外輪素材と共に押し下げられ、押し付け力付与手段によって外輪素材に対し押し付け力を作用させながら下降するようにするため、型離れが防止できて、カップ部分の内部、特にトラック溝の寸法ばらつきが抑制され、カップ部分の内部の成形精度が向上する。しかも、この精度向上のための動作が、軸部分の成形と同時に行え、生産性が良い。
上記割型ポンチが、各々球面成形部およびこの球面成形部よりも突出したトラック溝成形部を有するものであり、上記外径しごきダイスで外径を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付ける過程で、外輪素材の内面に割型ポンチの球面成形部を押し付ける場合は、カップ部分の球面状の内周面およびトラック溝の精度が共に優れた外輪が鍛造できる。
上記軸部分の端面のセンター穴を成形するポンチを、上記軸部分成形ダイスと同時に外輪素材に押し付ける場合は、カップ部分内部の精度向上のための背圧付与と、センター穴の成形とが同時に行え、より生産性に優れる。
上記センター穴の成形ポンチが、上記軸部分成形ダイスの内径に僅かな隙間を持ってガイドされるようにした場合は、軸部分に対するセンター穴の同心度を高精度に確保することができる。
センター穴の成形ポンチと、軸部分成形ダイスとを共通プレートにより連結して互いの軸方向位置を拘束した場合は、成形されるセンター穴の軸方向のばらつきが抑えられ、センター穴の軸方向の位置精度が高精度に確保される。
【図面の簡単な説明】
【図1】この発明の一実施形態にかかる等速自在継手外輪の製造方法の成形前状態を示す断面図である。
【図2】同製造方法の成形後の状態を示す断面図である。
【図3】組合せポンチの拡大横断面図である。
【図4】割型ポンチの部分省略斜視図である。
【図5】同製造方法の展開例における成形前後の状態を示す断面図である。
【図6】同展開例における部分拡大図である。
【図7】(A),(B)はそれぞれ同製造方法に用いる外輪素材および製造された等速自在継手外輪の断面図である。
【図8】同外輪を組み込んだ等速自在継手の断面図である。
【図9】従来例の断面図である。
【符号の説明】
1…外輪
1a…カップ部分
1b…軸部分
1d…センター穴
5…トラック溝
7…内径面
11…組合せポンチ
12…外径しごきダイス
13…軸部分成形ダイス
14…割型ポンチ
14a…球面成形部
14b…トラック溝成形部
18…センターポンチ
21…センター穴成形ポンチ
22…共通プレート
W…外輪素材
Wa…カップ部分
Wb…軸部分
Claims (5)
- カップ部分と、このカップ部分の底部から軸方向に延びる軸部分とを有し、上記カップ部分は球面状の内周面に、軸方向に延びる、溝底断面が曲線状の複数のトラック溝が形成された等速自在継手外輪を製造する製造方法であって、
上記各トラック溝の成形部を有する複数の割型ポンチを円形に配列した組合せポンチを、開口端に向けて広がりを持つカップ状の外輪素材の内側に挿入し、外輪素材の内周面にある複数のトラック溝に各割型ポンチのトラック溝成形部を入れた状態で、組合せポンチを外径しごきダイスに対して相対的にさらに挿入方向に移動させることで、外径しごきダイスにより上記外輪素材を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付けると共に、上記軸部分の成形部を有する軸部分成形ダイスを外径しごきダイスと同方向に押し付けるようにし、このとき、軸部分成形ダイスは、組合せポンチの前記相対的な挿入方向への移動によって外輪素材と共に押し下げられ、押し付け力付与手段によって外輪素材に対し押し付け力を作用させながら下降するようにしたことを特徴とする等速自在継手外輪の製造方法。 - 上記割型ポンチが、各々球面成形部およびこの球面成形部よりも突出したトラック溝成形部を有するものであり、上記外径しごきダイスで外径を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付ける過程で、外輪素材の内面に割型ポンチの球面成形部を押し付ける請求項1に記載の等速自在継手外輪の製造方法。
- 上記軸部分の端面にセンター穴を成形するポンチを、上記軸部分成形ダイスと同時に外輪素材に押し付ける請求項1または請求項2に記載の等速自在継手外輪の製造方法。
- 上記センター穴を成形するポンチが、上記軸部分成形ダイスの内径面部に僅かな隙間を持ってガイドされる請求項3に記載の等速自在継手外輪の製造方法。
- カップ部分と、このカップ部分の底部から軸方向に延びる軸部分とを有し、上記カップ部分は球面状の内周面に、軸方向に延びる、溝底断面が曲線状の複数のトラック溝が形成された等速自在継手外輪を製造する製造方法であって、
上記各トラック溝の成形部を有する複数の割型ポンチを円形に配列した組合せポンチを、開口端に向けて広がりを持つカップ状の外輪素材の内側に挿入し、外輪素材の内周面にある複数のトラック溝に各割型ポンチのトラック溝成形部を入れた状態で、外径しごきダイスにより上記外輪素材を絞り込んで外輪素材のトラック溝の内面を上記トラック溝成形部に押し付けると共に、上記軸部分の成形部を有する軸部分成形ダイスを外径しごきダイスと同方向に押し付けるようにし、上記軸部分の端面にセンター穴を成形するポンチを、上記軸部分成形ダイスと同時に外輪素材に押し付け、上記センター穴を成形するポンチと、上記軸部分成形ダイスとを、互いの軸方向位置が拘束されるように共通プレートにより連結した等速自在継手外輪の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001148926A JP3836331B2 (ja) | 2001-05-18 | 2001-05-18 | 等速自在継手外輪の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001148926A JP3836331B2 (ja) | 2001-05-18 | 2001-05-18 | 等速自在継手外輪の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002346688A JP2002346688A (ja) | 2002-12-03 |
| JP3836331B2 true JP3836331B2 (ja) | 2006-10-25 |
Family
ID=18994163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001148926A Expired - Lifetime JP3836331B2 (ja) | 2001-05-18 | 2001-05-18 | 等速自在継手外輪の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3836331B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105537485A (zh) * | 2016-01-14 | 2016-05-04 | 上海久进精密锻造有限公司 | 转向轴成型模具及成型工艺 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007000873A (ja) * | 2005-06-21 | 2007-01-11 | Honda Motor Co Ltd | 等速ジョイント用外輪部材の製造方法 |
| KR100704241B1 (ko) | 2006-05-09 | 2007-04-09 | 박영기 | 로커핀 제조용 분할금형 |
| JP5322449B2 (ja) * | 2008-02-07 | 2013-10-23 | Ntn株式会社 | 等速ジョイントおよび等速ジョイント外輪の製造方法 |
| JP5322450B2 (ja) * | 2008-02-07 | 2013-10-23 | Ntn株式会社 | 等速ジョイント、等速ジョイント外輪の外輪前素材、および等速ジョイント外輪の製造方法 |
| JP5322451B2 (ja) * | 2008-02-07 | 2013-10-23 | Ntn株式会社 | 等速ジョイント、等速ジョイント外輪の製造方法およびその製造装置 |
| JP5322452B2 (ja) * | 2008-02-07 | 2013-10-23 | Ntn株式会社 | 等速ジョイント、等速ジョイント外輪の製造方法およびその製造装置 |
| JP5483822B2 (ja) * | 2008-02-07 | 2014-05-07 | Ntn株式会社 | 等速ジョイント |
| JP5394078B2 (ja) | 2009-01-14 | 2014-01-22 | Ntn株式会社 | 固定式等速自在継手の外側継手部材 |
| JP5573211B2 (ja) * | 2010-02-05 | 2014-08-20 | 株式会社ジェイテクト | 摺動式等速ジョイントの外輪の製造方法および摺動式等速ジョイント |
| CN102513492B (zh) * | 2011-12-29 | 2014-07-02 | 浙江欧迪恩传动科技股份有限公司 | 一种分离式可调整锻压冲头 |
| CN102671989B (zh) * | 2012-05-11 | 2015-03-11 | 成都西马汽配制造有限责任公司 | 一种钟形壳冲头以及钟形壳的加工工艺 |
| JP6405083B2 (ja) | 2012-08-10 | 2018-10-17 | Ntn株式会社 | 金属製自動車部品の塗膜の形成方法 |
| JP6181219B1 (ja) | 2016-02-16 | 2017-08-16 | Ntn株式会社 | 等速自在継手の外側継手部材の鍛造方法 |
| JP7007918B2 (ja) * | 2018-01-09 | 2022-01-25 | Ntn株式会社 | 等速自在継手の外側継手部材の鍛造装置および鍛造方法 |
-
2001
- 2001-05-18 JP JP2001148926A patent/JP3836331B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105537485A (zh) * | 2016-01-14 | 2016-05-04 | 上海久进精密锻造有限公司 | 转向轴成型模具及成型工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002346688A (ja) | 2002-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3836331B2 (ja) | 等速自在継手外輪の製造方法 | |
| JPS641218B2 (ja) | ||
| CN103056209A (zh) | 制动活塞的制造方法 | |
| KR20130115363A (ko) | 치형 부품의 제조 방법 및 치형 부품의 제조 장치 | |
| JP2009039750A (ja) | 鍔付き短円筒状部品等の鍛造方法 | |
| CN100554712C (zh) | 制造用于等速接头的外环部件的设备和方法、以及外环部件的中间成形体 | |
| JP4100602B2 (ja) | トリポード粗形材の冷間閉塞鍛造方法 | |
| JPS641219B2 (ja) | ||
| JP3720922B2 (ja) | 複列軸受の製造方法および装置 | |
| JP3559784B2 (ja) | ボス部を有する板金製回転部材のスプラインとキー溝の形成方法 | |
| JP4118528B2 (ja) | クロスグルーブジョイント用外輪の製造方法 | |
| JP3838811B2 (ja) | 自在継手外輪の製造方法 | |
| JP3862429B2 (ja) | 等速ジョイント用内輪の製造方法および装置 | |
| JPH0360841A (ja) | 等速ジョイント外輪の製造方法および製造装置 | |
| JPH0623573B2 (ja) | 自在継手の外輪とその製造方法 | |
| JP2002346682A (ja) | 厚板の据込み−バーリング加工方法及びその金型 | |
| JPH0566223B2 (ja) | ||
| JPH0459058B2 (ja) | ||
| JP3666381B2 (ja) | 歯形鍛造部材の製造方法 | |
| JP3746828B2 (ja) | 円筒状部品の製造方法 | |
| JPS588931B2 (ja) | スプラインシヤフトの冷間成形方法 | |
| JP4246851B2 (ja) | 等速ジョイント用外輪部材の製造方法および装置 | |
| JP3515514B2 (ja) | 等速ジョイントの内輪の製造方法 | |
| JPH0360840A (ja) | 等速ジョイント外輪およびその製造方法 | |
| JPH03189044A (ja) | ドラムダイレクトクラッチの製造方法及び製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060425 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060725 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060726 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3836331 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090804 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100804 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110804 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110804 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120804 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120804 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130804 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |