JP3789600B2 - ベルト用ブロックの成形方法 - Google Patents
ベルト用ブロックの成形方法 Download PDFInfo
- Publication number
- JP3789600B2 JP3789600B2 JP14009797A JP14009797A JP3789600B2 JP 3789600 B2 JP3789600 B2 JP 3789600B2 JP 14009797 A JP14009797 A JP 14009797A JP 14009797 A JP14009797 A JP 14009797A JP 3789600 B2 JP3789600 B2 JP 3789600B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- pot
- molding material
- plasticizing
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/16—V-belts, i.e. belts of tapered cross-section consisting of several parts
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ベルト式無段変速機等に用いられる伝動ベルトのブロックを熱硬化性樹脂からなる成形材料によりインサート成形するベルト用ブロックの成形方法に関し、特に材料ロス及び型締力を低減する対策に関する。
【0002】
【従来の技術】
近年では、自動車を始め、農業機械や産業機械等の種々の分野において、ベルト式の無段変速機が注目されるようになってきている。この変速機に用いられる伝動ベルトは、図2に例示するように、ベルト長さ方向に等間隔に配置された多数のブロックW,W,…をエンドレス状の張力帯35に係止固定してなるものであって、上記各ブロックWは、図3及び図4に模式的に示すように、フェノール樹脂等の熱硬化性樹脂からなる成形材料w1 に、アルミ合金製等のインサートw2 が埋め込まれてなっている。
【0003】
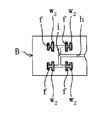
上記のようなブロックW,W,…を成形する際には、従来では、図7に示すように、可塑化機能及び計量機能を具備する圧入機構としてのインラインスクリュー式の射出成形機Aと、金型Bとを備えた成形装置が用いられる。具体的には、上記射出成形機Aは、水平方向に延びるように配置されていて先端にノズルaが設けられたシリンダbと、このシリンダb内に回転可能にかつ軸方向に移動可能に嵌挿されていて、該シリンダb内に供給された成形材料w1 を可塑化しつつ計量してノズルaから押し出すように作動するスクリューcとからなっている。一方、上記金型Bは、上型d及び下型eからなっており、それら上型d及び下型e間の合せ面に複数のキャビティf,f,…がブロックWの形状に倣って形成されているとともに、射出成形機Aにより各キャビティfに圧入された成形材料w1 を加熱して硬化させる図外のヒータが上型d及び下型eの両方に内蔵されている。尚、同図のgは、金型Bの開閉とその型締めとを行なう型締装置である。
【0004】
上記の成形装置を用いて行うブロックW,W,…の成形方法について説明すると、金型Bの各キャビティfにインサートw2 をセットして型締めする一方、射出成形機Aでは成形材料w1 を可塑化しつつ計量し、次いでノズルaを金型Bのスプルー口に押し当て(ノズルタッチ)て成形材料w1 を金型B内に圧入する。圧入された成形材料w1 は、図8にも示すように、スプルーh及びランナーiを通って各キャビティfに充填され、そこでヒータにより加熱されて硬化する。一方、上記の圧入後、射出成形機Aは速やかに金型Bからノズルaを離して次のショットサイクルに入る。これは、射出成形機Aのノズルaが金型Bに接続されたままであると、ノズルaが金型温度に加熱されて該ノズル部分の成形材料w1 を硬化させることになるからである。したがって、上記ノズルタッチ時間は極力短縮されることが必要である。因みに、フェノール樹脂の場合では、金型温度は170〜175℃であり、可塑化温度は90〜110℃である。
【0005】
【発明が解決しようとする課題】
ところで、上記の成形方法の場合には、射出成形機Aの成形材料w1 が金型B内のスプルーh及びランナーiを経由して各キャビティfに充填されるために、図9に示すように、それらスプルーh及びランナーiに残留する成形材料w1 が無駄になるという難点がある。
【0006】
また、上記スプルーhが金型Bの合せ面に沿って設けられていることから、圧入時の金型Bの受圧面が大きく、したがって、大きな型締力を必要とする。その結果、型締装置g等の設備のコストがかさむことになり、その上、金型Bが変形し易いために、金型Bの寿命が短いとともに、ブロックW,W,…の成形精度がでないという問題がある。
【0007】
さらに、上記ノズルタッチ時間を短縮させる上では、射出成形機Aのスクリューcの径を大きくして可塑化能力を上げる必要があることから、設備が大形化し易いという問題もある。
【0008】
本発明は斯かる諸点に鑑みてなされたものであり、その主な目的は、熱硬化性樹脂からなる成形材料を用いてインサート成形される伝動ベルト用ブロックの成形方法において、圧入機構から金型のキャビティに至る成形材料の経路に工夫を加えることでスプルーレス化を図り、それにより、材料ロスと型締力とを共に低減できるようにすることにある。
【0009】
【課題を解決するための手段】
上記の目的を達成するために、本発明では、金型の上型を上下方向に貫通するように配置されたポットと、このポット内に上下移動可能に嵌挿されたプランジャーとによって圧入機構を構成し、そのポットの下端開口を上型と下型との間の合せ面に位置付けてランナーに接続することで、合せ面に沿って形成される従来のスプルーを省略できるようにした成形装置を用い、ポットの温度を成形材料の可塑化温度に調整して成形することとした。
【0010】
具体的には、請求項1の発明では、エンドレスの張力帯に該張力帯の長さ方向に等間隔に係止固定されて伝動ベルトを形成するベルト用ブロックを、熱硬化性樹脂からなる成形材料を用いてインサート成形するベルト用ブロックの成形方法が前提である。
【0011】
そして、成形材料を可塑化する可塑化機構と、上下方向に延びて下端に開口が設けられていて、上記可塑化機構により可塑化された成形材料を貯溜するためのポットを有するとともに、このポット内に上下移動可能に嵌挿されていて、ポット内の成形材料を該ポットの上記開口から押し出すためのプランジャーを有してなる圧入機構と、上型及び下型からなっていて、該上型に上記ポットが上下方向に貫通して該ポットの上記開口が上型及び下型間の合せ面に位置付けるように配置され、かつ上記合せ面にキャビティが形成されているとともに、上記圧入機構によりキャビティに圧入された成形材料を加熱して硬化させるヒータを有する金型とを備え、上記プランジャーの下降により上記ポット内の成形材料を押し出して上記金型のキャビティに圧入するときに、上記プランジャーの下端が上記ポットの上記開口に達する位置まで該プランジャーを下降させるようにした成形装置を用いる 成形方法として、上記ポットの温度を成形材料の可塑化温度に調整して成形するものとする。
【0012】
上記の構成において、可塑化機構により可塑化された成形材料は、先ず、圧入機構のポット内に貯溜され、その後、プランジャーの下降移動によりポット内から金型内に圧入される。このとき、上記ポットの下端開口が金型の合せ面に位置しているので、上記成形材料は、金型の合せ面に沿って形成される従来のスプルーを経由することなくキャビティに充填される。したがって、従来のようなスプルーに起因する材料ロスは生じず、また上記圧入機構が成形材料を金型内に圧入する際に必要な型締力は、上記スプルーが省略された分だけ低減する。
【0013】
さらに、上記圧入機構が成形材料を金型内に圧入するときには、プランジャーは、その下端がポットの下端開口に達する位置まで下降する。これにより、成形材料は、ポットに残留することなく金型内に圧入されるので、金型にランナーが形成されている場合には、材料ロスは略ランナーに残留する分だけに低減される。
【0014】
そして、金型のヒータによりキャビティの成形材料を加熱硬化させる際に、その金型の熱が圧入機構のポットに伝わるとき、上記ポットの温度が成形材料の可塑化温度に調整されるので、このポットに可塑化機構を接続したままにされていても、その接続部分において可塑化機構の成形材料が金型温度に加熱されて硬化するという事態は回避される。
【0015】
上記請求項1の発明の具体例としては、キャビテイは複数とされており、金型は、圧入機構のポットの下端開口から上記各キャビティに至るランナーを有するものとする。そして、上記ランナーの主要部分は、上型及び下型の一方の合せ面に設けられた断面半円形状の溝部により形成されているものとする。
【0016】
上記の構成において、圧入機構のポットから金型内に圧入された成形材料は、ランナーを経由して各キャビティに充填される。このとき、上記ランナーの主要部分が断面半円形状であるので、従来の場合(従来のランナーの断面形状は円形)に比べると、流動抵抗の増加に起因する型締力の多少の増大は招くものの、ランナーに起因する材料ロスは低減する。
【0017】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。
【0018】
図1は、本発明の実施形態に係る成形装置の全体構成を模式的に示しており、この成形装置は、図2に示すような伝動ベルトを製造する際に、そのベルトに用いられるブロックW,W,…をインサート成形するために使用される。
【0019】
先ず、上記ブロックW,W,…について説明しておくと、これら各ブロックWは、図3に示すように、ベルト幅方向(同図の左右方向)に互いに平行に延びかつベルト厚さ方向(同図の上下方向)に並ぶように配置される上ビーム部31及び下ビーム部32と、これら両ビーム部31,32をベルト幅方向の中央で互いに連結するピラー部33とからなっており、そのベルト幅方向の両側部には、側方に開放された1対のスリット34,34が形成されている。各ブロックWは、熱硬化性樹脂としてのフェノール樹脂に充填材等が混合されてなる成形材料w1 に、図4にも示すように、例えばアルミ合金製のインサートw2 が埋め込まれた状態で成形される。そして、所定数のブロックW,W,…をベルト長さ方向に等間隔に並べ、その両側に1対の張力帯35,35を配置し、それら各張力帯35を各ブロックWの対応するスリット34内に嵌挿してブロックW,W,…をベルト長さ方向に係止固定することにより上記伝動ベルトは得られる。
【0020】
次に、上記成形装置について詳しく説明する。
【0021】
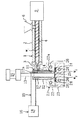
この成形装置は、上記の成形材料w1 を可塑化する可塑化機構としての可塑化計量ユニット1と、この可塑化計量ユニット1により可塑化された成形材料w1 を貯溜する圧入機構としての圧入ユニット11と、上型22及び下型23からなっていて、上記圧入ユニット11により成形材料w1 が圧入される金型21と、この金型21の開閉及び型締めを行なう図外の型締装置とを備えている。
【0022】
具体的に説明すると、上記可塑化計量ユニット1は、水平方向に延びるように配置されていて一端(図1の左端)にノズル3が設けられたシリンダ2と、このシリンダ2内に軸方向に移動可能にかつ軸線回りに回転可能に嵌挿されたスクリュー4とを有してなっている。シリンダ2の他端(同図の右端)には、スクリュー4を回転駆動するとともに該スクリュー4をノズル3に向かって移動させる駆動部5が設けられている。この駆動部5の近傍には、成形材料w1 を貯留するとともにそれをシリンダ2内に供給するホッパー6が設けられている。そして、シリンダ2内の成形材料w1 がノズル3側に圧送されるようにスクリュー4を回転させることで、該成形材料w1 の可塑化(フェノール樹脂の場合の可塑化温度は90〜110℃)を行ないつつノズル3から離れる方向にスクリュー4が移動して1ショット分の計量を行ない、その後、スクリュー4をノズル3側に移動させることで、1ショット分の成形材料w1 をノズル3から押し出して圧入ユニット11に供給する。つまり、本実施形態においては、従来では可塑化機能及び計量機能を具備する圧入手段として用いられるインラインスクリュー式射出成形機を可塑化計量ユニット1として用い、この射出成形機に代えて、上記圧入ユニット11を圧入手段として用いるようにしている。その際に、可塑化計量ユニット1は、圧入ユニット11に対し固定されたままで作動するようになされる。
【0023】
上記圧入ユニット11は、上下方向に延びて下端に開口が設けられていて上記可塑化計量ユニット1により可塑化されて計量された成形材料w1 を貯溜するためのポット12と、このポット12内に上下移動可能に嵌挿されていて該ポット12内の成形材料w1 を上記下端開口から押し出して上記金型21内に圧入させるためのプランジャー13とを有してなっている。ポット12は円筒状をなしており、その内部空間は上下方向に亘って同じ内径に形成されている。また、ポット12の下端部外周面は下端側に向かって漸次小径となる断面テーパ状に形成されている。そして、ポット12の上端側の一側部(図1の右側部)には、該ポット12の内部空間を外部に連通させる連通孔12aが水平方向に延びるように設けられており、この連通孔12aの外部開口縁には、可塑化計量ユニット1のノズル3の先端を受容する球面状の受け部14が凹設されている。この受け部14には、可塑化計量ユニット1のノズル3は押し当てられたままとされる。
【0024】
また、上記ポット12の上方には、プランジャー13を上下方向に移動させる油圧シリンダ15が配設固定されている。このプランジャー13は、その全長がポット12の上下寸法よりも長く設定されていて、プランジャー13の下端がポット12の下端開口に達する位置まで下降するように設けられている。つまり、プランジャー13が下降端に位置付けられたときに、プランジャー13の下端面がポット12の下端面と略面一になるようになっている。一方、プランジャー13は、その上昇端において、下端面がポット12の連通孔12aよりも上に位置付けられるようになっている。
【0025】
さらに、上記ポット12の周壁は二重壁構造になっていて、該ポット12の温度を調整するための温調室17が全周にかつ略全長に亘って形成されている。一方、このポット12の近傍には、熱媒体としての流体を冷却又は加熱する調温機能と、上記流体を吸い込んで吐出するポンプ機能とを備えた温調ユニット18が配置されている。この温調ユニット18は、循環路19を介して温調室17と接続されていて、温調室17での流体の温度が可塑化計量ユニット1における可塑化温度となるように該流体を冷却又は加熱して循環路19を循環させるようになっている。そして、これら温調室17、温調ユニット18及び循環路19により調温手段としての調温機構16が構成されている。
【0026】
上記金型21は、上型22と、この上型22に対し開閉可能な下型23とからなっており、上型22には上記圧入ユニット11のポット12が該上型22を上下方向に貫通して該ポット12の下端開口を上型22と下型23との間の合せ面に位置付けるように配置されている。具体的には、上型22の中央部分には、該上型22を上下方向に貫通する断面円形状の貫通孔22aが設けられており、この貫通孔22aにポット12の下端部が嵌挿されている。その際に、貫通孔22aの下端側内周面は該下端に向かって内径が漸次小さくなる断面テーパ状に形成されていて、ポット12の下端部が気密状態に嵌挿されるようになっている。そして、上記合せ面には、ポット12の下端開口から押し出された成形材料w1 を上記ブロックW,W,…の形状に成形するための複数(図示する例では4つ)のキャビティ24,24,…が形成されている。また、上型22及び下型23の両方にはヒータ26が埋設されていて、各キャビティ24に充填された成形材料w1 を加熱(フェノール樹脂の場合の加熱温度は170〜175℃)して硬化させるようになっている。
【0027】
さらに、上記各キャビティ24には、図5に示すように、合せ面に沿ってH字状に形成されたランナー25が接続している。このランナー25は、合せ面の中央に上記貫通孔22aと相対向するように設けられた円盤状の第1の部分25aと、この第1の部分25aから互いに逆向き(同図の上下の向き)に直線状に延びる2つの第2の部分25b,25bと、それら各第2の部分25bの先端から該第2の部分25bと直交する方向においてそれぞれ互いに逆向き(同図の左右の向き)に直線状に延びる4つの第3の部分25c,25c,…とからなっていて、各第3の部分25cの先端が各々のキャビティ24に接続している。また、これらの各部分25a〜25cは、上型22及び下型23の一方の合せ面、例えば本実施形態では上型22の合せ面に設けた凹部のみにより形成される。その際に、第1の部分25aの深さは、成形材料w1 が大きな流動抵抗を受けない範囲でできるだけ浅くされている。また、ランナー25の主要部分である第2及び第3の部分25b,25cは、上型22の合せ面に設けた断面半円形状の溝部により形成される。つまり、上型22の合せ面のこれら凹部に対応する下型23の合せ面の部分はフラットにされている。このように形成された金型21により得られる成形体は、図6に示すように、ランナー25の第1の部分25aにより形成される円盤状の部分25a′と、この円盤状部分25a′に連なっていて、ランナー25の2つの第2の部分25b,25bによりそれぞれ形成される断面半円形状の2つの棒状部分25b′,25b′と、これら各棒状部分25b′に連なっていて、ランナー25の4つの第3の部分25c,25c,…によりそれぞれ形成される同じく断面半円形状の4つの棒状部分25c′,25c′,…と、これら各棒状部分25c′に連なっていて、4つのキャビティ24によりそれぞれ形成される4つのブロックW,W,…とからなる。
【0028】
以上のように構成された成形装置により伝動ベルト用のブロックW,W,…をインサート成形する際の手順について説明する。
【0029】
先ず、金型21が開いた状態で、下型23の各キャビティ用凹部の所定位置に各々のインサートw2 をセットし、その後、金型21を閉じる。一方、圧入ユニット11では、プランジャー13を上昇端に位置付けておく。また、調温機構16では、温調ユニット18により液体を加熱するとともにその液体をポット12の温調室17に供給して該ポット12を可塑化温度に加熱しておく。そして、可塑化計量ユニット1において成形材料w1 の可塑化及び計量を行なう。
【0030】
上記可塑化及び計量の後、可塑化計量ユニット1から圧入ユニット11に1ショット分の成形材料w1 を供給してポット12内に貯溜させる。このとき、ポット12が調温機構16により可塑化温度に調温されているので、ポット12内においても成形材料w1 の可塑化状態は適正に維持される。
【0031】
上記供給が完了すると、圧入ユニット11では、プランジャー13がポット12内を下降移動してポット12内の成形材料w1 を金型21内に圧入する。すると、圧入された成形材料w1 は、ランナー25の第1〜第3の部分25a〜25cを順に経由して各キャビティ24に充填される。このとき、金型21の合せ面に沿って形成される従来のスプルーが省略されている分だけ圧入時の流動抵抗は小さくかつ受圧面積も小さくなっており、これらの結果、型締装置の型締力が小さくて済み、上記圧入に伴う金型21の歪みは少なくなる。そして、プランジャー13が下降端に達して停止すると、成形材料w1 はポット12内に残留することなく全て金型21内に圧入されたことになる。
【0032】
上記金型21内に圧入された成形材料w1 は、ヒータ26により加熱されることで硬化する。一方、金型21の熱により圧入ユニット11のポット12も加熱されるので、ポット12の温度は上昇しようとする。このとき、温調ユニット18により冷却された液体がポット12の温調室17に供給され、このことで、ポット12の温度は可塑化温度に抑えられる。これにより、可塑化計量ユニット1のノズル3が金型温度に加熱されてその部分の成形材料w1 が硬化するという事態は回避される。よって、可塑化計量ユニット1を圧入ユニット11に対し離接移動させる必要がないので、ショット毎にインラインスクリュー式射出成形機を移動させるようにする従来の場合(この場合は金型に対して)のような設備の大形化を招くことなく、可塑化計量ユニット1のショットサイクルを短くすることができる。さらに、可塑化計量ユニット1のノズル3をショット毎にポット12の受け部14に押し当てる必要が無いので、そのような押当て動作に伴うノズル3の摩耗や損傷は回避される。
【0033】
そして、上記成形材料w1 が完全硬化した後、金型21を開く。これにより、所定の成形体が得られる。
【0034】
したがって、本実施形態によれば、エンドレスの1対の張力帯35,35によりベルト長さ方向に等間隔に係止固定されて伝動ベルトを形成するためのブロックW,W,…を、フェノール樹脂からなる成形材料w1 を用いてインサート成形する成形方法に用いる成形装置として、先端にノズル3が設けられたシリンダ2内の成形材料w1 をスクリュー4により可塑化しつつ計量する可塑化計量ユニット1と、この可塑化計量ユニット1により可塑化されて計量された成形材料w1 をポット12内に貯溜してその成形材料w1 をプランジャー13によりポット12の下端開口から押し出す圧入ユニット11と、上記ポット12が上型22を上下方向に貫通してその下端開口を上型22及び下型23間の合せ面に位置付けるように配置されていて、上記圧入ユニット11により各キャビティ24内に圧入された成形材料w1 をヒータ26により加熱して硬化させる金型21とを備えるようにしたので、金型21の合せ面に沿って形成される従来のスプルーを省略することができ、よって、そのようなスプルーに起因する材料ロスを無くすることができる。また、スプルーを省略した分だけ金型21における成形材料w1 の流動抵抗と金型21の受圧面積とを共に小さくして型締力を小さくできるので、金型21の歪みを小さくして高い成形精度を容易に得ることができるとともに金型21の寿命の短命化を回避することができ、その上、型締装置を小形化して設備コストの低減を図ることもできる。
【0035】
また、上記圧入ユニット11を、プランジャー13の下端がポット12の下端開口に達する位置まで下降するようにしたので、成形材料w1 のロスを略ランナー25の分だけに低減することができる。さらに、ランナー25の第2及び第3の部分25b,25cを断面半円形状に形成するようにしたので、断面円形状である従来の場合に比べて、ランナー25の部分に残留する分の材料ロスについても略半減することができる。
【0036】
また、上記圧入ユニット11のポット12に、該ポット12の温度を可塑化計量ユニット1の可塑化温度に調整する調温機構16を連設するようにしたので、可塑化計量ユニット1のノズル3近傍の成形材料w1 が金型温度に加熱されて硬化するという事態を未然に防止でき、よって、圧入ユニット11に可塑化計量ユニット1のノズル3を接続させたままにしておくことができる。その結果、成形材料w1 の硬化に間に合うように可塑化計量ユニット1の処理サイクルを選択できるようになるので、可塑化計量ユニット1に小径サイズのものを使用して設備を小形化することができる一方、ショット毎に可塑化計量ユニット1を移動させる従来の場合のようなノズルタッチに起因するノズル3の摩耗や損傷の発生を回避することもできる。
【0037】
ここで、上記成形装置の具体的な型締力について説明すると、上記の実施形態において、ランナー25の第1の部分25aの直径を10mmに、圧入ユニット11のポット12の内径を9mmにそれぞれ設定した場合には、型締力は20tで済む。これに対し、従来の成形装置では、50tの型締力が必要である。つまり、この場合には、型締力は従来の2/5に低減されることになる。また、上記圧入ユニット11を用いたことによるインラインスクリュー式射出成形機としての可塑化計量ユニット1の大きさをみると、上記の場合には、直径が16mmのスクリュー4で済む。これに対し、インラインスクリュー式射出成形機により成形材料を金型に圧入する従来の場合では、直径が25mmのスクリューを必要とする。よって、本発明により設備コストをかなり低減できることが判る。
【0038】
また、上記の場合に低減できる成形材料w1 のロスについて説明すると、4つのブロックW,W,…の分の成形材料w1 を100としたときに、従来の場合にはランナー及びスプルーによる材料ロスが250であったのを、その4分の1以下の60に低減することができた。
【0039】
【発明の効果】
以上説明したように、請求項1の発明によれば、伝動ベルトを形成するベルト用ブロックを熱硬化性樹脂からなる成形材料を用いてインサート成形するベルト用ブロックの成形方法に使用される成形装置として、成形材料を可塑化する可塑化機構と、この可塑化機構により可塑化された成形材料をポット内に貯溜してプランジャーにより該ポット内の成形材料をその下端開口から押し出す圧入機構と、上型に上記ポットが上下方向に貫通してその下端開口を上型及び下型間の合せ面に位置付けるように配置され、かつ該ポットの下端開口からキャビティに圧入された成形材料をヒータで加熱硬化させる金型とを備えるようにしたので、金型の合せ面に沿って形成される従来のスプルーを省略することができ、よって、そのようなスプルーに起因する材料ロスを無くすることができる。また、スプルーを省略した分だけ金型における成形材料の流動抵抗と金型の受圧面積とを共に小さくして型締力を小さくできるので、金型の歪みを小さくして高い成形精度を容易に得ることができるとともに金型の寿命の短命化を回避することができ、その上、型締装置を小形化して設備コストの低減を図ることもできる。
【0040】
さらに、上記圧入機構を、プランジャーの下端がポットの下端開口に達する位置まで下降するように設けることとしたので、ポットに起因する材料ロスの発生を未然に防止することができる。この結果、金型にランナーが形成されている場合には、材料ロスを略ランナーの分だけに低減することができる。
【0041】
そして、上記圧入機構のポットの温度を成形材料の可塑化温度に調整して成形するようにしたので、ポットとの接続部分において可塑化機構の成形材料が金型温度に加熱されて硬化するという事態を回避でき、その結果、可塑化機構を圧入機構に接続させたままにすることができるので、成形材料のショット毎に可塑化機構としての可塑化計量ユニットを移動させる従来の場合に比べて、成形材料の硬化時間に合わせて可塑化機構の処理サイクルを選択できるようになり、可塑化機構のサイズを小径化して設備の小形化を図ることができるとともに、上記のような接続に起因する接続部分の摩耗や損傷の発生を回避することができる。
【0042】
本発明の具体例によれば、上記金型のランナーの主要部分を、上型及び下型の一方の合せ面に設けられた断面半円形状の溝部により形成するようにしたので、ランナーに起因する材料ロスを、断面円形状である従来の場合よりも低減することができる。
【図面の簡単な説明】
【図1】 本発明の実施形態に係るベルト用ブロック成形方法に用いられる成形装置の全体構成を示す正面図である。
【図2】 伝動ベルトを示す斜視図である。
【図3】 ベルト用ブロックを示す正面図である。
【図4】 図3のIV−IV線断面図である。
【図5】 金型におけるキャビティまでの成形材料の経路を示す平面図である。
【図6】 金型から取り出した成形体を示す図5のVI−VI線断面に対応する断面図である。
【図7】 従来のベルト用ブロック成形方法に用いられる成形装置の全体構成を示す図1相当図である。
【図8】 従来のベルト用ブロック成形方法に用いられる成形装置の金型におけるキャビティまでの成形材料の経路を示す図5相当図である。
【図9】 従来の金型から取り出した成形体を示す平面図である。
【符号の説明】
1 可塑化計量ユニット(可塑化機構)
11 圧入ユニット(圧入機構)
12 ポット
13 プランジャー
16 調温機構
21 金型
22 上型
23 下型
24 キャビティ
25 ランナー
26 ヒータ
W ブロック(ベルト用ブロック)
w1 成形材料
w2 インサート
【発明の属する技術分野】
本発明は、ベルト式無段変速機等に用いられる伝動ベルトのブロックを熱硬化性樹脂からなる成形材料によりインサート成形するベルト用ブロックの成形方法に関し、特に材料ロス及び型締力を低減する対策に関する。
【0002】
【従来の技術】
近年では、自動車を始め、農業機械や産業機械等の種々の分野において、ベルト式の無段変速機が注目されるようになってきている。この変速機に用いられる伝動ベルトは、図2に例示するように、ベルト長さ方向に等間隔に配置された多数のブロックW,W,…をエンドレス状の張力帯35に係止固定してなるものであって、上記各ブロックWは、図3及び図4に模式的に示すように、フェノール樹脂等の熱硬化性樹脂からなる成形材料w1 に、アルミ合金製等のインサートw2 が埋め込まれてなっている。
【0003】
上記のようなブロックW,W,…を成形する際には、従来では、図7に示すように、可塑化機能及び計量機能を具備する圧入機構としてのインラインスクリュー式の射出成形機Aと、金型Bとを備えた成形装置が用いられる。具体的には、上記射出成形機Aは、水平方向に延びるように配置されていて先端にノズルaが設けられたシリンダbと、このシリンダb内に回転可能にかつ軸方向に移動可能に嵌挿されていて、該シリンダb内に供給された成形材料w1 を可塑化しつつ計量してノズルaから押し出すように作動するスクリューcとからなっている。一方、上記金型Bは、上型d及び下型eからなっており、それら上型d及び下型e間の合せ面に複数のキャビティf,f,…がブロックWの形状に倣って形成されているとともに、射出成形機Aにより各キャビティfに圧入された成形材料w1 を加熱して硬化させる図外のヒータが上型d及び下型eの両方に内蔵されている。尚、同図のgは、金型Bの開閉とその型締めとを行なう型締装置である。
【0004】
上記の成形装置を用いて行うブロックW,W,…の成形方法について説明すると、金型Bの各キャビティfにインサートw2 をセットして型締めする一方、射出成形機Aでは成形材料w1 を可塑化しつつ計量し、次いでノズルaを金型Bのスプルー口に押し当て(ノズルタッチ)て成形材料w1 を金型B内に圧入する。圧入された成形材料w1 は、図8にも示すように、スプルーh及びランナーiを通って各キャビティfに充填され、そこでヒータにより加熱されて硬化する。一方、上記の圧入後、射出成形機Aは速やかに金型Bからノズルaを離して次のショットサイクルに入る。これは、射出成形機Aのノズルaが金型Bに接続されたままであると、ノズルaが金型温度に加熱されて該ノズル部分の成形材料w1 を硬化させることになるからである。したがって、上記ノズルタッチ時間は極力短縮されることが必要である。因みに、フェノール樹脂の場合では、金型温度は170〜175℃であり、可塑化温度は90〜110℃である。
【0005】
【発明が解決しようとする課題】
ところで、上記の成形方法の場合には、射出成形機Aの成形材料w1 が金型B内のスプルーh及びランナーiを経由して各キャビティfに充填されるために、図9に示すように、それらスプルーh及びランナーiに残留する成形材料w1 が無駄になるという難点がある。
【0006】
また、上記スプルーhが金型Bの合せ面に沿って設けられていることから、圧入時の金型Bの受圧面が大きく、したがって、大きな型締力を必要とする。その結果、型締装置g等の設備のコストがかさむことになり、その上、金型Bが変形し易いために、金型Bの寿命が短いとともに、ブロックW,W,…の成形精度がでないという問題がある。
【0007】
さらに、上記ノズルタッチ時間を短縮させる上では、射出成形機Aのスクリューcの径を大きくして可塑化能力を上げる必要があることから、設備が大形化し易いという問題もある。
【0008】
本発明は斯かる諸点に鑑みてなされたものであり、その主な目的は、熱硬化性樹脂からなる成形材料を用いてインサート成形される伝動ベルト用ブロックの成形方法において、圧入機構から金型のキャビティに至る成形材料の経路に工夫を加えることでスプルーレス化を図り、それにより、材料ロスと型締力とを共に低減できるようにすることにある。
【0009】
【課題を解決するための手段】
上記の目的を達成するために、本発明では、金型の上型を上下方向に貫通するように配置されたポットと、このポット内に上下移動可能に嵌挿されたプランジャーとによって圧入機構を構成し、そのポットの下端開口を上型と下型との間の合せ面に位置付けてランナーに接続することで、合せ面に沿って形成される従来のスプルーを省略できるようにした成形装置を用い、ポットの温度を成形材料の可塑化温度に調整して成形することとした。
【0010】
具体的には、請求項1の発明では、エンドレスの張力帯に該張力帯の長さ方向に等間隔に係止固定されて伝動ベルトを形成するベルト用ブロックを、熱硬化性樹脂からなる成形材料を用いてインサート成形するベルト用ブロックの成形方法が前提である。
【0011】
そして、成形材料を可塑化する可塑化機構と、上下方向に延びて下端に開口が設けられていて、上記可塑化機構により可塑化された成形材料を貯溜するためのポットを有するとともに、このポット内に上下移動可能に嵌挿されていて、ポット内の成形材料を該ポットの上記開口から押し出すためのプランジャーを有してなる圧入機構と、上型及び下型からなっていて、該上型に上記ポットが上下方向に貫通して該ポットの上記開口が上型及び下型間の合せ面に位置付けるように配置され、かつ上記合せ面にキャビティが形成されているとともに、上記圧入機構によりキャビティに圧入された成形材料を加熱して硬化させるヒータを有する金型とを備え、上記プランジャーの下降により上記ポット内の成形材料を押し出して上記金型のキャビティに圧入するときに、上記プランジャーの下端が上記ポットの上記開口に達する位置まで該プランジャーを下降させるようにした成形装置を用いる 成形方法として、上記ポットの温度を成形材料の可塑化温度に調整して成形するものとする。
【0012】
上記の構成において、可塑化機構により可塑化された成形材料は、先ず、圧入機構のポット内に貯溜され、その後、プランジャーの下降移動によりポット内から金型内に圧入される。このとき、上記ポットの下端開口が金型の合せ面に位置しているので、上記成形材料は、金型の合せ面に沿って形成される従来のスプルーを経由することなくキャビティに充填される。したがって、従来のようなスプルーに起因する材料ロスは生じず、また上記圧入機構が成形材料を金型内に圧入する際に必要な型締力は、上記スプルーが省略された分だけ低減する。
【0013】
さらに、上記圧入機構が成形材料を金型内に圧入するときには、プランジャーは、その下端がポットの下端開口に達する位置まで下降する。これにより、成形材料は、ポットに残留することなく金型内に圧入されるので、金型にランナーが形成されている場合には、材料ロスは略ランナーに残留する分だけに低減される。
【0014】
そして、金型のヒータによりキャビティの成形材料を加熱硬化させる際に、その金型の熱が圧入機構のポットに伝わるとき、上記ポットの温度が成形材料の可塑化温度に調整されるので、このポットに可塑化機構を接続したままにされていても、その接続部分において可塑化機構の成形材料が金型温度に加熱されて硬化するという事態は回避される。
【0015】
上記請求項1の発明の具体例としては、キャビテイは複数とされており、金型は、圧入機構のポットの下端開口から上記各キャビティに至るランナーを有するものとする。そして、上記ランナーの主要部分は、上型及び下型の一方の合せ面に設けられた断面半円形状の溝部により形成されているものとする。
【0016】
上記の構成において、圧入機構のポットから金型内に圧入された成形材料は、ランナーを経由して各キャビティに充填される。このとき、上記ランナーの主要部分が断面半円形状であるので、従来の場合(従来のランナーの断面形状は円形)に比べると、流動抵抗の増加に起因する型締力の多少の増大は招くものの、ランナーに起因する材料ロスは低減する。
【0017】
【発明の実施の形態】
以下、本発明の実施形態を図面に基づいて説明する。
【0018】
図1は、本発明の実施形態に係る成形装置の全体構成を模式的に示しており、この成形装置は、図2に示すような伝動ベルトを製造する際に、そのベルトに用いられるブロックW,W,…をインサート成形するために使用される。
【0019】
先ず、上記ブロックW,W,…について説明しておくと、これら各ブロックWは、図3に示すように、ベルト幅方向(同図の左右方向)に互いに平行に延びかつベルト厚さ方向(同図の上下方向)に並ぶように配置される上ビーム部31及び下ビーム部32と、これら両ビーム部31,32をベルト幅方向の中央で互いに連結するピラー部33とからなっており、そのベルト幅方向の両側部には、側方に開放された1対のスリット34,34が形成されている。各ブロックWは、熱硬化性樹脂としてのフェノール樹脂に充填材等が混合されてなる成形材料w1 に、図4にも示すように、例えばアルミ合金製のインサートw2 が埋め込まれた状態で成形される。そして、所定数のブロックW,W,…をベルト長さ方向に等間隔に並べ、その両側に1対の張力帯35,35を配置し、それら各張力帯35を各ブロックWの対応するスリット34内に嵌挿してブロックW,W,…をベルト長さ方向に係止固定することにより上記伝動ベルトは得られる。
【0020】
次に、上記成形装置について詳しく説明する。
【0021】
この成形装置は、上記の成形材料w1 を可塑化する可塑化機構としての可塑化計量ユニット1と、この可塑化計量ユニット1により可塑化された成形材料w1 を貯溜する圧入機構としての圧入ユニット11と、上型22及び下型23からなっていて、上記圧入ユニット11により成形材料w1 が圧入される金型21と、この金型21の開閉及び型締めを行なう図外の型締装置とを備えている。
【0022】
具体的に説明すると、上記可塑化計量ユニット1は、水平方向に延びるように配置されていて一端(図1の左端)にノズル3が設けられたシリンダ2と、このシリンダ2内に軸方向に移動可能にかつ軸線回りに回転可能に嵌挿されたスクリュー4とを有してなっている。シリンダ2の他端(同図の右端)には、スクリュー4を回転駆動するとともに該スクリュー4をノズル3に向かって移動させる駆動部5が設けられている。この駆動部5の近傍には、成形材料w1 を貯留するとともにそれをシリンダ2内に供給するホッパー6が設けられている。そして、シリンダ2内の成形材料w1 がノズル3側に圧送されるようにスクリュー4を回転させることで、該成形材料w1 の可塑化(フェノール樹脂の場合の可塑化温度は90〜110℃)を行ないつつノズル3から離れる方向にスクリュー4が移動して1ショット分の計量を行ない、その後、スクリュー4をノズル3側に移動させることで、1ショット分の成形材料w1 をノズル3から押し出して圧入ユニット11に供給する。つまり、本実施形態においては、従来では可塑化機能及び計量機能を具備する圧入手段として用いられるインラインスクリュー式射出成形機を可塑化計量ユニット1として用い、この射出成形機に代えて、上記圧入ユニット11を圧入手段として用いるようにしている。その際に、可塑化計量ユニット1は、圧入ユニット11に対し固定されたままで作動するようになされる。
【0023】
上記圧入ユニット11は、上下方向に延びて下端に開口が設けられていて上記可塑化計量ユニット1により可塑化されて計量された成形材料w1 を貯溜するためのポット12と、このポット12内に上下移動可能に嵌挿されていて該ポット12内の成形材料w1 を上記下端開口から押し出して上記金型21内に圧入させるためのプランジャー13とを有してなっている。ポット12は円筒状をなしており、その内部空間は上下方向に亘って同じ内径に形成されている。また、ポット12の下端部外周面は下端側に向かって漸次小径となる断面テーパ状に形成されている。そして、ポット12の上端側の一側部(図1の右側部)には、該ポット12の内部空間を外部に連通させる連通孔12aが水平方向に延びるように設けられており、この連通孔12aの外部開口縁には、可塑化計量ユニット1のノズル3の先端を受容する球面状の受け部14が凹設されている。この受け部14には、可塑化計量ユニット1のノズル3は押し当てられたままとされる。
【0024】
また、上記ポット12の上方には、プランジャー13を上下方向に移動させる油圧シリンダ15が配設固定されている。このプランジャー13は、その全長がポット12の上下寸法よりも長く設定されていて、プランジャー13の下端がポット12の下端開口に達する位置まで下降するように設けられている。つまり、プランジャー13が下降端に位置付けられたときに、プランジャー13の下端面がポット12の下端面と略面一になるようになっている。一方、プランジャー13は、その上昇端において、下端面がポット12の連通孔12aよりも上に位置付けられるようになっている。
【0025】
さらに、上記ポット12の周壁は二重壁構造になっていて、該ポット12の温度を調整するための温調室17が全周にかつ略全長に亘って形成されている。一方、このポット12の近傍には、熱媒体としての流体を冷却又は加熱する調温機能と、上記流体を吸い込んで吐出するポンプ機能とを備えた温調ユニット18が配置されている。この温調ユニット18は、循環路19を介して温調室17と接続されていて、温調室17での流体の温度が可塑化計量ユニット1における可塑化温度となるように該流体を冷却又は加熱して循環路19を循環させるようになっている。そして、これら温調室17、温調ユニット18及び循環路19により調温手段としての調温機構16が構成されている。
【0026】
上記金型21は、上型22と、この上型22に対し開閉可能な下型23とからなっており、上型22には上記圧入ユニット11のポット12が該上型22を上下方向に貫通して該ポット12の下端開口を上型22と下型23との間の合せ面に位置付けるように配置されている。具体的には、上型22の中央部分には、該上型22を上下方向に貫通する断面円形状の貫通孔22aが設けられており、この貫通孔22aにポット12の下端部が嵌挿されている。その際に、貫通孔22aの下端側内周面は該下端に向かって内径が漸次小さくなる断面テーパ状に形成されていて、ポット12の下端部が気密状態に嵌挿されるようになっている。そして、上記合せ面には、ポット12の下端開口から押し出された成形材料w1 を上記ブロックW,W,…の形状に成形するための複数(図示する例では4つ)のキャビティ24,24,…が形成されている。また、上型22及び下型23の両方にはヒータ26が埋設されていて、各キャビティ24に充填された成形材料w1 を加熱(フェノール樹脂の場合の加熱温度は170〜175℃)して硬化させるようになっている。
【0027】
さらに、上記各キャビティ24には、図5に示すように、合せ面に沿ってH字状に形成されたランナー25が接続している。このランナー25は、合せ面の中央に上記貫通孔22aと相対向するように設けられた円盤状の第1の部分25aと、この第1の部分25aから互いに逆向き(同図の上下の向き)に直線状に延びる2つの第2の部分25b,25bと、それら各第2の部分25bの先端から該第2の部分25bと直交する方向においてそれぞれ互いに逆向き(同図の左右の向き)に直線状に延びる4つの第3の部分25c,25c,…とからなっていて、各第3の部分25cの先端が各々のキャビティ24に接続している。また、これらの各部分25a〜25cは、上型22及び下型23の一方の合せ面、例えば本実施形態では上型22の合せ面に設けた凹部のみにより形成される。その際に、第1の部分25aの深さは、成形材料w1 が大きな流動抵抗を受けない範囲でできるだけ浅くされている。また、ランナー25の主要部分である第2及び第3の部分25b,25cは、上型22の合せ面に設けた断面半円形状の溝部により形成される。つまり、上型22の合せ面のこれら凹部に対応する下型23の合せ面の部分はフラットにされている。このように形成された金型21により得られる成形体は、図6に示すように、ランナー25の第1の部分25aにより形成される円盤状の部分25a′と、この円盤状部分25a′に連なっていて、ランナー25の2つの第2の部分25b,25bによりそれぞれ形成される断面半円形状の2つの棒状部分25b′,25b′と、これら各棒状部分25b′に連なっていて、ランナー25の4つの第3の部分25c,25c,…によりそれぞれ形成される同じく断面半円形状の4つの棒状部分25c′,25c′,…と、これら各棒状部分25c′に連なっていて、4つのキャビティ24によりそれぞれ形成される4つのブロックW,W,…とからなる。
【0028】
以上のように構成された成形装置により伝動ベルト用のブロックW,W,…をインサート成形する際の手順について説明する。
【0029】
先ず、金型21が開いた状態で、下型23の各キャビティ用凹部の所定位置に各々のインサートw2 をセットし、その後、金型21を閉じる。一方、圧入ユニット11では、プランジャー13を上昇端に位置付けておく。また、調温機構16では、温調ユニット18により液体を加熱するとともにその液体をポット12の温調室17に供給して該ポット12を可塑化温度に加熱しておく。そして、可塑化計量ユニット1において成形材料w1 の可塑化及び計量を行なう。
【0030】
上記可塑化及び計量の後、可塑化計量ユニット1から圧入ユニット11に1ショット分の成形材料w1 を供給してポット12内に貯溜させる。このとき、ポット12が調温機構16により可塑化温度に調温されているので、ポット12内においても成形材料w1 の可塑化状態は適正に維持される。
【0031】
上記供給が完了すると、圧入ユニット11では、プランジャー13がポット12内を下降移動してポット12内の成形材料w1 を金型21内に圧入する。すると、圧入された成形材料w1 は、ランナー25の第1〜第3の部分25a〜25cを順に経由して各キャビティ24に充填される。このとき、金型21の合せ面に沿って形成される従来のスプルーが省略されている分だけ圧入時の流動抵抗は小さくかつ受圧面積も小さくなっており、これらの結果、型締装置の型締力が小さくて済み、上記圧入に伴う金型21の歪みは少なくなる。そして、プランジャー13が下降端に達して停止すると、成形材料w1 はポット12内に残留することなく全て金型21内に圧入されたことになる。
【0032】
上記金型21内に圧入された成形材料w1 は、ヒータ26により加熱されることで硬化する。一方、金型21の熱により圧入ユニット11のポット12も加熱されるので、ポット12の温度は上昇しようとする。このとき、温調ユニット18により冷却された液体がポット12の温調室17に供給され、このことで、ポット12の温度は可塑化温度に抑えられる。これにより、可塑化計量ユニット1のノズル3が金型温度に加熱されてその部分の成形材料w1 が硬化するという事態は回避される。よって、可塑化計量ユニット1を圧入ユニット11に対し離接移動させる必要がないので、ショット毎にインラインスクリュー式射出成形機を移動させるようにする従来の場合(この場合は金型に対して)のような設備の大形化を招くことなく、可塑化計量ユニット1のショットサイクルを短くすることができる。さらに、可塑化計量ユニット1のノズル3をショット毎にポット12の受け部14に押し当てる必要が無いので、そのような押当て動作に伴うノズル3の摩耗や損傷は回避される。
【0033】
そして、上記成形材料w1 が完全硬化した後、金型21を開く。これにより、所定の成形体が得られる。
【0034】
したがって、本実施形態によれば、エンドレスの1対の張力帯35,35によりベルト長さ方向に等間隔に係止固定されて伝動ベルトを形成するためのブロックW,W,…を、フェノール樹脂からなる成形材料w1 を用いてインサート成形する成形方法に用いる成形装置として、先端にノズル3が設けられたシリンダ2内の成形材料w1 をスクリュー4により可塑化しつつ計量する可塑化計量ユニット1と、この可塑化計量ユニット1により可塑化されて計量された成形材料w1 をポット12内に貯溜してその成形材料w1 をプランジャー13によりポット12の下端開口から押し出す圧入ユニット11と、上記ポット12が上型22を上下方向に貫通してその下端開口を上型22及び下型23間の合せ面に位置付けるように配置されていて、上記圧入ユニット11により各キャビティ24内に圧入された成形材料w1 をヒータ26により加熱して硬化させる金型21とを備えるようにしたので、金型21の合せ面に沿って形成される従来のスプルーを省略することができ、よって、そのようなスプルーに起因する材料ロスを無くすることができる。また、スプルーを省略した分だけ金型21における成形材料w1 の流動抵抗と金型21の受圧面積とを共に小さくして型締力を小さくできるので、金型21の歪みを小さくして高い成形精度を容易に得ることができるとともに金型21の寿命の短命化を回避することができ、その上、型締装置を小形化して設備コストの低減を図ることもできる。
【0035】
また、上記圧入ユニット11を、プランジャー13の下端がポット12の下端開口に達する位置まで下降するようにしたので、成形材料w1 のロスを略ランナー25の分だけに低減することができる。さらに、ランナー25の第2及び第3の部分25b,25cを断面半円形状に形成するようにしたので、断面円形状である従来の場合に比べて、ランナー25の部分に残留する分の材料ロスについても略半減することができる。
【0036】
また、上記圧入ユニット11のポット12に、該ポット12の温度を可塑化計量ユニット1の可塑化温度に調整する調温機構16を連設するようにしたので、可塑化計量ユニット1のノズル3近傍の成形材料w1 が金型温度に加熱されて硬化するという事態を未然に防止でき、よって、圧入ユニット11に可塑化計量ユニット1のノズル3を接続させたままにしておくことができる。その結果、成形材料w1 の硬化に間に合うように可塑化計量ユニット1の処理サイクルを選択できるようになるので、可塑化計量ユニット1に小径サイズのものを使用して設備を小形化することができる一方、ショット毎に可塑化計量ユニット1を移動させる従来の場合のようなノズルタッチに起因するノズル3の摩耗や損傷の発生を回避することもできる。
【0037】
ここで、上記成形装置の具体的な型締力について説明すると、上記の実施形態において、ランナー25の第1の部分25aの直径を10mmに、圧入ユニット11のポット12の内径を9mmにそれぞれ設定した場合には、型締力は20tで済む。これに対し、従来の成形装置では、50tの型締力が必要である。つまり、この場合には、型締力は従来の2/5に低減されることになる。また、上記圧入ユニット11を用いたことによるインラインスクリュー式射出成形機としての可塑化計量ユニット1の大きさをみると、上記の場合には、直径が16mmのスクリュー4で済む。これに対し、インラインスクリュー式射出成形機により成形材料を金型に圧入する従来の場合では、直径が25mmのスクリューを必要とする。よって、本発明により設備コストをかなり低減できることが判る。
【0038】
また、上記の場合に低減できる成形材料w1 のロスについて説明すると、4つのブロックW,W,…の分の成形材料w1 を100としたときに、従来の場合にはランナー及びスプルーによる材料ロスが250であったのを、その4分の1以下の60に低減することができた。
【0039】
【発明の効果】
以上説明したように、請求項1の発明によれば、伝動ベルトを形成するベルト用ブロックを熱硬化性樹脂からなる成形材料を用いてインサート成形するベルト用ブロックの成形方法に使用される成形装置として、成形材料を可塑化する可塑化機構と、この可塑化機構により可塑化された成形材料をポット内に貯溜してプランジャーにより該ポット内の成形材料をその下端開口から押し出す圧入機構と、上型に上記ポットが上下方向に貫通してその下端開口を上型及び下型間の合せ面に位置付けるように配置され、かつ該ポットの下端開口からキャビティに圧入された成形材料をヒータで加熱硬化させる金型とを備えるようにしたので、金型の合せ面に沿って形成される従来のスプルーを省略することができ、よって、そのようなスプルーに起因する材料ロスを無くすることができる。また、スプルーを省略した分だけ金型における成形材料の流動抵抗と金型の受圧面積とを共に小さくして型締力を小さくできるので、金型の歪みを小さくして高い成形精度を容易に得ることができるとともに金型の寿命の短命化を回避することができ、その上、型締装置を小形化して設備コストの低減を図ることもできる。
【0040】
さらに、上記圧入機構を、プランジャーの下端がポットの下端開口に達する位置まで下降するように設けることとしたので、ポットに起因する材料ロスの発生を未然に防止することができる。この結果、金型にランナーが形成されている場合には、材料ロスを略ランナーの分だけに低減することができる。
【0041】
そして、上記圧入機構のポットの温度を成形材料の可塑化温度に調整して成形するようにしたので、ポットとの接続部分において可塑化機構の成形材料が金型温度に加熱されて硬化するという事態を回避でき、その結果、可塑化機構を圧入機構に接続させたままにすることができるので、成形材料のショット毎に可塑化機構としての可塑化計量ユニットを移動させる従来の場合に比べて、成形材料の硬化時間に合わせて可塑化機構の処理サイクルを選択できるようになり、可塑化機構のサイズを小径化して設備の小形化を図ることができるとともに、上記のような接続に起因する接続部分の摩耗や損傷の発生を回避することができる。
【0042】
本発明の具体例によれば、上記金型のランナーの主要部分を、上型及び下型の一方の合せ面に設けられた断面半円形状の溝部により形成するようにしたので、ランナーに起因する材料ロスを、断面円形状である従来の場合よりも低減することができる。
【図面の簡単な説明】
【図1】 本発明の実施形態に係るベルト用ブロック成形方法に用いられる成形装置の全体構成を示す正面図である。
【図2】 伝動ベルトを示す斜視図である。
【図3】 ベルト用ブロックを示す正面図である。
【図4】 図3のIV−IV線断面図である。
【図5】 金型におけるキャビティまでの成形材料の経路を示す平面図である。
【図6】 金型から取り出した成形体を示す図5のVI−VI線断面に対応する断面図である。
【図7】 従来のベルト用ブロック成形方法に用いられる成形装置の全体構成を示す図1相当図である。
【図8】 従来のベルト用ブロック成形方法に用いられる成形装置の金型におけるキャビティまでの成形材料の経路を示す図5相当図である。
【図9】 従来の金型から取り出した成形体を示す平面図である。
【符号の説明】
1 可塑化計量ユニット(可塑化機構)
11 圧入ユニット(圧入機構)
12 ポット
13 プランジャー
16 調温機構
21 金型
22 上型
23 下型
24 キャビティ
25 ランナー
26 ヒータ
W ブロック(ベルト用ブロック)
w1 成形材料
w2 インサート
Claims (1)
- エンドレスの張力帯に該張力帯の長さ方向に等間隔に係止固定されて伝動ベルトを形成するベルト用ブロックを、熱硬化性樹脂からなる成形材料を用いてインサート成形するベルト用ブロックの成形方法において、
上記成形材料を可塑化する可塑化機構と、
上下方向に延びて下端に開口が設けられ、上記可塑化機構により可塑化された成形材料を貯溜するためのポットを有するとともに、該ポット内に上下移動可能に嵌挿され、ポット内の成形材料を該ポットの上記開口から押し出すためのプランジャーを有する圧入機構と、
上型及び下型からなり、該上型に上記ポットが上下方向に貫通して該ポットの上記開口が上記上型と上記下型との間の合せ面に位置付けるように配置され、かつ上記合せ面にキャビティが形成されているとともに、上記圧入機構により上記キャビティに圧入された成形材料を加熱して硬化させるヒータを有する金型とを備え、
上記プランジャーの下降により上記ポット内の成形材料を押し出して上記金型のキャビティに圧入するときに、上記プランジャーの下端が上記ポットの上記開口に達する位置まで該プランジャーを下降させるようにした成形装置を用いる成形方法であって、
上記ポットの温度を成形材料の可塑化温度に調整して成形する
ことを特徴とするベルト用ブロックの成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14009797A JP3789600B2 (ja) | 1997-05-29 | 1997-05-29 | ベルト用ブロックの成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP14009797A JP3789600B2 (ja) | 1997-05-29 | 1997-05-29 | ベルト用ブロックの成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10329231A JPH10329231A (ja) | 1998-12-15 |
| JP3789600B2 true JP3789600B2 (ja) | 2006-06-28 |
Family
ID=15260886
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP14009797A Expired - Fee Related JP3789600B2 (ja) | 1997-05-29 | 1997-05-29 | ベルト用ブロックの成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3789600B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4479639B2 (ja) | 2005-09-30 | 2010-06-09 | 三菱電機株式会社 | ベルトの接続装置および乗客コンベア移動手摺の製造方法 |
-
1997
- 1997-05-29 JP JP14009797A patent/JP3789600B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10329231A (ja) | 1998-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SU1142299A1 (ru) | Устройство дл безлитникового лить под давлением изделий из полимерных материалов | |
| TW201400268A (zh) | 具有一簡化冷卻系統之射出模具 | |
| EP1488903A3 (en) | Method of manufacturing molded product of foamed resin and apparatus for molding foamed resin. | |
| GB2476703A (en) | Controlling the volume of injected resin in injection moulding | |
| JP4397051B2 (ja) | 中空状プラスチック製構成部品を製造する方法および装置 | |
| CA2014029C (en) | Injection molding apparatus | |
| JP3789600B2 (ja) | ベルト用ブロックの成形方法 | |
| JPS60242022A (ja) | 射出装置 | |
| JP2001047458A (ja) | 樹脂封止装置 | |
| JP4771812B2 (ja) | 射出成形体の成形方法、並びに射出成形装置 | |
| JP3213931B2 (ja) | 高圧射出成形方法およびその方法に用いる高圧射出成形用金型装置 | |
| KR100805337B1 (ko) | 고무류 제품 제조용 crb 금형의 가류시간 단축 구조 | |
| CN209289681U (zh) | 一种踏脚板模具 | |
| KR101941890B1 (ko) | 개량된 압출 주입구조를 갖는 고무 사출 금형장치 | |
| JP4223236B2 (ja) | ガス含浸樹脂の射出装置および射出成形方法 | |
| JP2004188825A (ja) | 射出成型用金型 | |
| JP3913630B2 (ja) | 射出成形金型 | |
| JP3700172B2 (ja) | 成形用金型装置 | |
| JP3076531B2 (ja) | インサート成形装置及びインサート成形方法 | |
| JP3785000B2 (ja) | 熱硬化性樹脂の射出成形方法及び金型ユニット | |
| KR930006848B1 (ko) | 전자부품의 수지밀봉 성형방법과 그의 성형장치 및 그의 성형용 금형 | |
| JP2009034957A (ja) | 成形装置および成形方法 | |
| JP3784999B2 (ja) | 熱硬化性樹脂の射出成形方法 | |
| JPS6339053Y2 (ja) | ||
| JP2607961B2 (ja) | 射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20010410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060125 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060329 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |