JP3689331B2 - 円筒状金属コイルの加熱方法 - Google Patents
円筒状金属コイルの加熱方法 Download PDFInfo
- Publication number
- JP3689331B2 JP3689331B2 JP2000394611A JP2000394611A JP3689331B2 JP 3689331 B2 JP3689331 B2 JP 3689331B2 JP 2000394611 A JP2000394611 A JP 2000394611A JP 2000394611 A JP2000394611 A JP 2000394611A JP 3689331 B2 JP3689331 B2 JP 3689331B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- heating
- cylindrical metal
- metal coil
- iron core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- General Induction Heating (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Description
【発明の属する技術分野】
本発明は、鋼板やアルミ板等コイル状に巻いた円筒状金属コイルを加熱する際、局部的な加熱から均一加熱までを効果的に行うことのできる加熱方法に関する。
【0002】
【従来の技術】
従来より、円筒状金属コイルの加熱は、バッチ炉に入れガス加熱やパネルヒーターにより加熱する方法がほとんどである。バッチ加熱は、雰囲気が制御でき、高温で焼鈍できることなどから、連続焼鈍装置では加熱できない特殊な材質のものや、品質が厳しいものなどに適用されている。しかし、円筒状金属コイルのバッチ焼鈍は、基本的には金属の塊を外部から加熱することになるため、加熱時間が非常に長くなるとともに、温度偏差が大きくつきやすいため長時間にわたって均熱化する必要があるほか、加熱効率が極めて低い等の問題があり、コイル内の温度分布を制御することが極めて難しい状態であった。
【0003】
この問題を解決するため通電加熱を採用する事が提唱されている。たとえば、特開平6−10067号公報にはコイルの両端から通電することが、また特開平5−171259号公報には拡縮機構を有する内外電極により直接通電することが記載されている。また、電気を使って加熱する方法としては、特開昭61−19097号公報にコイル内に鉄心を通し、誘導加熱する方法が提唱されている。
【0004】
【発明が解決しようとする課題】
しかし、通電加熱する方法では、特開平6−10067号公報の場合、コイルと電極の接触面が均一に当たりにくいため局部的に発熱し、コイルに損傷を与えるという問題がある。また、特開平6−10067号公報及び特開平5−171259号公報では、両者とも大きな断面積を有する物体であるため抵抗が小さく、極めて大きな電流を流さないと発熱できなく、時間をかけないと加熱しにくいという問題、大電流通電に関わる設備上の問題がある。また、特開昭61−19097号公報では、誘導加熱が効果的に行われるのは、周波数に応じた浸透深さまでの部分のみで、それ以外の部分は、伝熱により熱が伝わるため温度分布を制御することが難しいという問題や、押し付け部以外のストリップ層間を流れる電流により層間でスパークが発生するという問題がある。
【0005】
そこで、本発明は、効果的にコイル厚み方向の温度分布を制御するとともに、効率がよくストリップ層間のスパーク発生もない高品位の加熱を短時間で安定してできる円筒状金属コイルの加熱方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の要旨は下記の通りである。
(1)金属帯板の板間を絶縁して巻き円筒状にしたコイルの内側を貫通する鉄心と、該鉄心と該円筒状金属コイルの外で連結する鉄心とで磁気回路を形成し、該円筒状金属コイルの内側を貫通する鉄心に一次コイルを巻くとともに、該円筒状金属コイルの最外周部の金属帯板と最内周部の金属帯板とを導電部材で短絡し二次回路とすることによりトランスを構成し、該一次コイルに50〜10000Hzの範囲で、円筒状金属コイル内側に渦電流を発生させる高周波とそれよりも低い周波数の、異なる少なくとも2つの周波数の電流を通電することにより円筒状金属コイルを加熱することを特徴とする円筒状金属コイルの加熱方法。
(2)上記(1)に記載の加熱方法において、鉄心に独立した複数の一次コイルを巻き、各々に50〜10000Hzの範囲で、円筒状金属コイル内側に渦電流を発生させる高周波とそれよりも低い周波数の、異なる2つ以上の周波数の電流を同時に通電し、該円筒状金属コイルを加熱することを特徴とする円筒状金属コイルの加熱方法。
である。
【0007】
【発明の実施の形態】
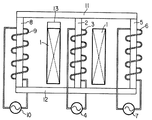
以下、本発明の実施の形態を図面を用いて説明する。なお、説明では特に加熱雰囲気を特定していないが、酸化雰囲気でもまた非酸化雰囲気でも構わない。 図1は、本発明による円筒状金属コイルの熱処理装置を説明する模式断面図である。図示の説明では、3脚のトランスの例を示すが、2脚でも多脚でも構わない。
【0008】
帯状の金属を絶縁するように巻いた円筒状金属コイル1の内側の空間部分には、良磁性体、たとえば電磁鋼板等でつくられた鉄心2が貫通し、鉄心2と鉄心11,5,12,8とで磁気回路を形成する。円筒状金属コイル1の中に鉄心2を貫通させるため、例えば鉄心11は、鉄心2から分離できるように形成し、円筒状金属コイル1を先に鉄心2に装入したあと鉄心11を連結する方法や、あるいは鉄心11と鉄心2をT字に製作し、これをコの字にした鉄心5,12,8の中に置いた円筒状金属コイル1に降ろして接続する方法等を取ることができる。
【0009】
また、本加熱の場合、円筒状金属コイル1を形成する帯状金属の層間には絶縁を施す。その理由は、本加熱方法では巻いた帯状金属の1巻き1巻きをコイルの二次巻き線として使うこと、また、層間が絶縁されていないとコイルに電流が流れた場合、層間短絡によりスパークが発生し、帯状金属の表面がキズついたり、ひどい場合には溶着したりすることを回避するため、電気的な絶縁が必要となる。絶縁の方法は、例えば熱延したコイルであれば表面に生成したスケールを使うことができるし、電磁鋼の焼鈍などでは表面に絶縁材を塗布するためこれを利用したり、あるいは積極的に絶縁性のシートや紐をコイル層間に挟んで巻いたりするなどの方法をとればよい。
【0010】
この様にして巻くと円筒状金属コイル1は、トランスの二次巻き線として使うことができる。一方、一次側のコイルは、鉄心2に巻いたコイル3、鉄心5に巻いたコイル6、鉄心8に巻いたコイル9を使う。これらのコイルは、最低限1つは用いる必要があるが、複数使う場合には磁束が干渉しない様に磁束の流れを考えて用いれば良い。
【0011】
この様にすると、一次コイルに一次電源4,7,10より電圧を加えると二次側の円筒状金属コイル1に二次電圧が誘起される。一次電源4,7,10は、この場合独立でも同一でも構わない。円筒状金属コイル1に発生した二次電圧は、円筒状金属コイル1の内側と外側を短絡線13で短絡することにより二次回路が形成され発生した二次電流により円筒状金属コイル1が加熱される。この時、一次コイルに加える電流の周波数が低い商用周波数などの場合には、円筒状金属コイル1を形成する帯状の金属の板厚が余程厚くなければ、板厚断面に渦電流が発生することはなく、円筒状金属コイル1の断面を二次電流ほぼ均一に流れ、円筒状金属コイル1断面内はほぼ均一に加熱される。
【0012】
しかし、周波数が高くなり板厚断面方向で渦電流が発生する状況の時には、異なる現象が発生する。すなわち、周波数が高くなると、リアクタンスを小さくしようとするため、発生する渦電流は円筒状金属コイル1の内側に集中しようとする。
【0013】
円筒状金属コイル1がパイプの様に周方向で連続する場合には、発生する渦電流は、円筒状金属コイル1の内側を回る電流パスが容易にできるが、通常帯板を巻いて作った円筒状金属コイル1は、内側にコイル巻きはじめの端面が存在するために局部的な加熱が生じる。そのため特開昭61−19097号公報では、コイル端面を押し付ける機構を設け、強制的に内側の電流パスを作るようにしている。しかし、この方法では、押し付けた所だけが圧力が高くなり、接触し合う金属同士の面圧は高くなり通電の安定性は確保できるが、他の部分は接触の安定性が確保できないため、発生した渦電流により層間でスパークが発生しやすい。また、高周波加熱のため、コイル内側しか加熱できない。
【0014】
本発明は、前者のスパーク発生を層間の絶縁を確実にした円筒状金属コイル1を用いることで解決するとともに、電流パスを円筒状金属コイル1の内側と外側を短絡線13で短絡することにより確保する。この方法をとると、次の様な加熱特性が得られる。
【0015】
商用周波数以下の加熱周波数が低い場合には、円筒状金属コイル1全体に均一な電流が流れるため均一な加熱となるが、周波数を上げるにしたがい円筒状金属コイル1内側に渦電流が発生し高周波加熱されるが、あわせてトランスの効果により鉄心の磁束と鎖交することにより円筒状金属コイル1内にも電流が発生し、円筒状金属コイル1全体の加熱もできるようになる。したがって、円筒状金属コイル1の内側を特に高い温度分布にしながら円筒状金属コイル1全体も加熱が可能となる。
【0016】
この様にすると、例えば熱延して巻き取りしたコイルは、コイル内側が特に温度が低い状態になっているが、本加熱方法を用いれば、巻き取り後に自己顕熱で焼鈍をする場合など、特に温度低下しているコイル内面を集中して加熱しながら、焼鈍に必要な温度まで全体を加熱することが可能になる。その後、コイル内外の温度差が小さくなったなら、加熱周波数を下げ円筒状金属コイル1全体を加熱する様にするなどの加熱方法をとることができる。この場合、先に低周波数側で加熱を行って後高周波加熱を行ってもその順番は問わないが、少なくとも2つの周波数の電流を用いることにより、円筒状金属コイル1の局部加熱、全体加熱の制御が可能になる。
【0017】
本加熱方法では、高周波加熱を効果的に行うため、円筒状金属コイル1の内側に一次コイル3を設けるとよい。すなわち、円筒状金属コイル1内側に一次コイルを設けると、インダクタンスを小さくしようとするため電流が円筒状金属コイル1の内側に集中して流れようとするためである。
【0018】
また、本加熱方法では、異なる周波数を同時に鉄心に通すことにより、全体加熱もまた、部分加熱も同時に行うことが可能とする。すなわち、鉄心に巻いた各一次コイル毎に異なる周波数の電流を流すことで部分加熱と全体加熱を同時に独立して制御する事ができる。その方法は、電源4と電源7,電源10の周波数を異なるものにすればよく、例えば電源4を高周波数にし、電源7と10を商用周波数にして通電すれば、円筒状金属コイル1内には両方の周波数が重畳された形で二次電流が発生し、高周波による局部加熱と低周波による全体加熱を同時にすることが可能になる。また、各々の周波数の電流投入量を制御することにより、局部加熱の加熱速度と全体加熱の加熱速度を独立して制御できることから、円筒状金属コイル1内の温度分布を比較的自由に制御することが可能になる。
【0019】
本発明では、投入する一次電流の周波数を10KHz 以下とした。その理由は、通常の誘導加熱の場合には、鉄心がなくても加熱が可能であり、周波数は効率などから決められることが多いが、本加熱方式の場合には原理上鉄心を使わなければならない。そのため、高周波電流を一次コイルに流すとコイル内側にある鉄心が加熱される懸念がある。
【0020】
上記のことから、本発明では、鉄心が加熱されない周波数として、10KHz を選定した。10KHz は、浸透深さから0.18mmの電磁鋼板が加熱の影響を受けない値として選定した。この周波数以下で通電することにより、本加熱方法は、トランス鉄心の異常発熱や効率の低下のない安定した加熱を実現する。
【0021】
本説明では特に触れていないが、トランスであることから、負荷に応じて一次コイルの巻き数をタップ切り替え等で対処するなどの方法をとれば、より効果的な加熱が可能になる。
【0022】
【実施例】
本熱処理方式の有効性を確認するため、実験で確認を行った。実験には、一辺が100mmの正方形断面の電磁鋼積層鉄心を用いた。この鉄心は、コの字型とI型からできており、コの字の開口部を上方に向けた形で設置し、垂直に立った両方の鉄心に水冷銅パイプを20Tずつを巻いた。一方、二次側となる円筒状金属コイルは、内径を500mmとし、100mm幅、厚み3mmの鋼板を層間に絶縁性のアルミナペーパーを装入しながら20回巻いたものを用いた。
【0023】
コイルを巻くとき、途中に熱電対を幅方向に溶着し、板幅方向温度分布並びにコイル厚み方向温度分布が測定できる様にした。このコイルの内側と外側の鋼板端部は、長さ80mm、厚み10mm、幅50mmの銅製の電極2枚で挟み、φ10mmの水冷銅パイプで短絡し二次回路を形成した。一次電源は、周波数 max20KHz の可変周波数インバーター電源を用いた。実験では、円筒状コイルの内面、外面、底面に100mmのセラミックスファイバー(熱伝導率1W/mK)を巻き断熱した。
【0024】
実験は、比較例として試験コイルの内側と外側を短絡し、試験コイルの内側にある一次コイルと反対側に巻いた一次コイルを並列にし加熱周波数を50Hzで通電した実験A、3KHzで通電した実験B、10KHz通電した実験Cと、試験コイルの内側にある一次コイルだけを使い、同じく加熱周波数を50Hzで通電した実験D、3KHzで通電した実験E、10KHz 通電した実験F、試験コイルの内側にある一次コイルと反対側に巻いた一次コイルを加熱周波数を50Hzで通電した実験G、3KHzで通電した実験H、10KHzで通電した実験I、実施例として、試験コイルの内側の一次コイルに3000Hz、反対側に巻いた一次コイルに50Hzで通電した実験Jと、比較例として実験A、B、Cと同じ条件で試験コイルの内側と外側の短絡を開放し、加熱周波数を50Hzで通電した実験K、3000Hzで通電した実験L、10000Hzで通電した実験Mを行った。投入電力は2kW、10分間で、試験コイルの内側にある一次コイルと反対側に巻いた一次コイルを使う場合には、同じ周波数の場合(実験A,B,C,K,L,M)には並列で投入し、異なる周波数の場合(実験J)には1kWづつを投入した。
【0025】
結果を表1に示す。周波数が低い50Hzの場合(実験A)には、試験コイル全体が等温で加熱され、周波数が上がるに従い(実験B、C)試験コイル内側の昇温が大きくなった。この場合実験B、Cでは、周波数が上がっても最外周も昇温することがわかる。それに対する、比較例K、L、Mは、低い周波数Kでは、全く加熱が起こらず、また、周波数を上げた実験L、Mでも試験コイル内側は加熱を受けるものの、最外周は全く加熱されなかった。
【0026】
また、コイル位置の影響を見るために行った実験D、E、Fと実験G、H、Iでは、周波数の低い50Hzの場合には影響がなかったが、周波数が高い場合には試験コイル内側にある一次コイルに通電した方が効率良く昇温することが確認できた。また、鉄心の加熱については、一次コイルが試験コイルの内側にある場合には加熱されにくいが、10000Hzでは多少加熱を受け始めるため、この周波数までが安定的に使える周波数と判断できた。
【0027】
【表1】

【発明の効果】
本発明の加熱方法を用いれば、円筒状金属コイルのバッチ加熱の本質的な問題である外表面からの輻射加熱によって生じる加熱温度分布の発生や、加熱時間がかかりすぎて生産性が著しく落ちる、加熱効率が極めて低いという問題を解決する。すなわち、電流により円筒状金属コイルの内部から加熱を行うため、加熱時間を自在に制御でき、しかも温度分布、加熱効率が極めて良いため、加熱品質が良く歩留まり落ちを少なくでき、省エネにも大きく寄与する。特に、一次コイルを取り替えることなく、同じコイルで、周波数を変えることにより、部分加熱から全体加熱までを自在に制御できることから、初期温度分布がコイル内側と中央部にある場合などでも、効率よくコイル全体を加熱することが可能である。
【図面の簡単な説明】
【図1】本発明による、円筒状金属コイルの加熱方法を説明する断面模式図である。
【符号の説明】
1 円筒状金属コイル
2、5、8、11、12 鉄心
3、6、9 一次コイル
4、7、10 電源
13 短絡線
Claims (2)
- 金属帯板の板間を絶縁して巻き円筒状にしたコイルの内側を貫通する鉄心と、該鉄心と該円筒状金属コイルの外で連結する鉄心とで磁気回路を形成し、該円筒状金属コイルの内側を貫通する鉄心に一次コイルを巻くとともに、該円筒状金属コイルの最外周部の金属帯板と最内周部の金属帯板とを導電部材で短絡し二次回路とすることによりトランスを構成し、該一次コイルに50〜10000Hzの範囲で、円筒状金属コイル内側に渦電流を発生させる高周波とそれよりも低い周波数の、異なる少なくとも2つの周波数の電流を通電することにより円筒状金属コイルを加熱することを特徴とする円筒状金属コイルの加熱方法。
- 前記鉄心に独立した複数の一次コイルを巻き、各々に50〜10000Hzの範囲で、前記円筒状金属コイル内側に渦電流を発生させる高周波とそれよりも低い周波数の、異なる2つ以上の周波数の電流を同時に通電し、該円筒状金属コイル加熱することを特徴とする請求項1記載の円筒状金属コイルの加熱方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000394611A JP3689331B2 (ja) | 2000-12-26 | 2000-12-26 | 円筒状金属コイルの加熱方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000394611A JP3689331B2 (ja) | 2000-12-26 | 2000-12-26 | 円筒状金属コイルの加熱方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002194447A JP2002194447A (ja) | 2002-07-10 |
| JP3689331B2 true JP3689331B2 (ja) | 2005-08-31 |
Family
ID=18860212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000394611A Expired - Fee Related JP3689331B2 (ja) | 2000-12-26 | 2000-12-26 | 円筒状金属コイルの加熱方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3689331B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103167657B (zh) | 2011-12-09 | 2016-03-30 | 特电株式会社 | 环状金属件感应加热装置和杯状金属件感应加热装置 |
| JP5912478B2 (ja) * | 2011-12-09 | 2016-04-27 | トクデン株式会社 | 環状金属体誘導加熱装置 |
| JP2019071250A (ja) * | 2017-10-11 | 2019-05-09 | トヨタ自動車株式会社 | ロータコア加熱装置 |
| JP7381885B2 (ja) * | 2020-03-06 | 2023-11-16 | 日本製鉄株式会社 | 電極装置および円筒状金属コイルの加熱装置 |
| JP2022145489A (ja) * | 2021-03-17 | 2022-10-04 | 日本製鉄株式会社 | 円筒状金属コイルの誘導加熱装置 |
-
2000
- 2000-12-26 JP JP2000394611A patent/JP3689331B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002194447A (ja) | 2002-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101707908A (zh) | 金属板的感应加热装置和感应加热方法 | |
| WO2006088068A1 (en) | Induction heating device for a metal plate | |
| WO2008099974A1 (ja) | 誘導加熱装置 | |
| JP4153895B2 (ja) | 金属帯板の誘導加熱装置および誘導加熱方法 | |
| JP3689331B2 (ja) | 円筒状金属コイルの加熱方法 | |
| JP4786365B2 (ja) | 金属板の誘導加熱装置及び誘導加熱方法 | |
| JP3668015B2 (ja) | 円筒状金属コイルの熱処理装置および熱処理方法 | |
| JP3668036B2 (ja) | 円筒状金属コイル加熱装置 | |
| JP2002194429A (ja) | リング状あるいは円筒状に巻いた金属の加熱装置 | |
| JPH0552652B2 (ja) | ||
| JP6528712B2 (ja) | 誘導加熱コイル用鉄心、誘導加熱コイル、および加熱装置 | |
| JP3639712B2 (ja) | コイル加熱装置 | |
| JP4101967B2 (ja) | コイル状棒線材の加熱装置 | |
| JP2001192728A (ja) | 円筒状金属コイルの加熱装置、及び加熱方法 | |
| JP4303416B2 (ja) | 円筒状金属コイル加熱装置および加熱方法 | |
| JP4074423B2 (ja) | 円筒状あるいはリング状金属コイルの加熱装置および加熱方法 | |
| JPS6137925A (ja) | 鉄心の熱処理方法 | |
| JP2002129243A (ja) | 円筒状金属コイルの加熱方法 | |
| JP2001164315A (ja) | 高周波加熱方法および高周波加熱装置 | |
| JP2001200312A (ja) | 円筒状金属コイルの加熱方法 | |
| JP4890278B2 (ja) | 金属板の誘導加熱装置 | |
| JP4369332B2 (ja) | トランスバース型誘導加熱装置及びトランスバース型誘導加熱システム | |
| JP2007324009A (ja) | 板幅方向の均温性に優れた金属帯板の加熱装置 | |
| JPH11269559A (ja) | コイルのバッチ焼鈍方法 | |
| RU2193293C2 (ru) | Индуктор для нагрева плоских поверхностей |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040420 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040621 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041018 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20041209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050506 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050516 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050610 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 3689331 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080617 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090617 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090617 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100617 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100617 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110617 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110617 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120617 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130617 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |