JP3670844B2 - 錫系めっき鋼板の化学処理法 - Google Patents
錫系めっき鋼板の化学処理法 Download PDFInfo
- Publication number
- JP3670844B2 JP3670844B2 JP17922198A JP17922198A JP3670844B2 JP 3670844 B2 JP3670844 B2 JP 3670844B2 JP 17922198 A JP17922198 A JP 17922198A JP 17922198 A JP17922198 A JP 17922198A JP 3670844 B2 JP3670844 B2 JP 3670844B2
- Authority
- JP
- Japan
- Prior art keywords
- tin
- bath
- steel sheet
- plated steel
- treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Electroplating Methods And Accessories (AREA)
Description
【発明の属する技術分野】
本発明は、錫系めっき鋼板に塗料密着性及び耐食性及び溶接性に優れた化学処理被膜を形成させる方法に関するものである。
【0002】
【従来の技術】
従来、錫めっき鋼板は、缶詰、乾電池など種々の金属容器用の材料として広く使用されているが、近年錫の付着量を低減し、缶内外に塗装を施して耐食性を確保するという使われ方が増加している。この場合塗膜密着性の良否が耐食性を左右する重要な因子となる。
錫めっき鋼板の塗膜密着性を高める方法として硫酸、フッ素化合物などを助剤として含有する無水クロム酸系処理浴中で陰極電解することにより、金属クロム(以後Me−Crという)と水和酸化クロム(以後Ox−Crという)からなる被膜を形成させる方法が知られているが、単に無水クロム酸系浴中で陰極電解処理を行っただけでは下記のような問題点がある。
すなわち、塗料密着性向上を得るのに必要なMe−Cr量を生成させた場合、同時に生成するOx−Cr量が多くなり過ぎる傾向にあり、シーム溶接性を損なうとともに、Ox−Cr生成量の不均一による外観ムラが生じやすい。
【0003】
この問題を解決するために、Ox−Cr量の低減及びこれに伴う半田性、溶接性、外観均一性、塗料密着性の向上効果をもたらす技術として特開昭61−12896号公報、特開平5−247688号公報では通常より硫酸根含有率の低い無水クロム酸水溶液中での陰極電解処理に引き続いて、比較的高濃度の無水クロム酸水溶液への浸漬処理を行う処理法を発明している。確かにこのような発明による製造方法は、半田性、溶接性、外観均一性、塗料密着性の向上効果をもたらす。
【0004】
【発明が解決しようとする課題】
しかしながら、この製造方法の無水クロム酸系浴中において電解で生成するOx−Cr量は一定であるが、溶解速度が遅いため浸漬処理時間によりOx−Cr溶解量が異なる。つまり連続製造ラインにおいて浸漬処理工程の距離が一定の場合、最終製品時のOx−Cr量はラインスピードの高速時では多くなり、低速時には少なくなる。そのためラインスピード可変が伴う連続製造ラインでの操業は困難である。
【0005】
そこで、発明者らは誠意検討した結果、請求項記載の前段無水クロム酸系浴での陰極電解処理浴温度を低下するほどMe−Crの被覆性は良好で、また、後段無水クロム酸系浴での陰極電解処理温度を上昇させ、かつ低電流密度で電解するほどOx−Cr被膜中への硫酸イオンの共析量が少ないため塗料・フィルム密着性に優れたOx−Cr皮膜を生成でき、ラインスピードが変化しても通電量を設定することにより一定量のOx−Cr量を確保できることを見いだした。
【0006】
すなわち、本発明は前段無水クロム酸系の低温浴での陰極電解によるMe−Crの被覆性向上、さらに後段無水クロム酸系高温浴中において高電流密度電解で生成したOx−Crを溶解しながら低電流密度電解によりOx−Cr量を確保すするもので、これにより半田性、溶接性、外観均一性の向上、連続製造ラインでの生産性向上を図り、さらに塗料密着性に対しても著しい効果をもたらす錫系めっき鋼板の化学処理方法を提供することを目的としている。
【0007】
【課題を解決するための手段】
本発明の要旨は次の通りである。
(1)錫系めっき鋼板に少なくとも濃度が30〜200g/lのCrO3 及びCrO3 との重量比で1/50〜1/300のH2 SO4 を含む浴温45℃未満の処理浴中で前段陰極電解を行い、引き続いて少なくともCrO3 を含む浴温50℃以上の処理浴中で1〜20A/dm2で後段陰極電解することを特徴とする錫系めっき鋼板の化学処理法。
【0008】
(2)後段浸漬処理浴中におけるCrO3 の濃度が10〜200g/lであることを特徴とする前記(1)に記載の錫系めっき鋼板の化学処理法。
(3)前段陰極電解処理浴中におけるCrO3 の濃度が30〜50g/lであることを特徴とする前記(1)〜(2)に記載の錫系めっき鋼板の化学処理法。
【0009】
(4)後段電解処理浴中におけるCrO3 の濃度が10〜50g/lであることを特徴とする前記(1)、(3)に記載の錫系めっき鋼板の化学処理法。
(5)錫系めっき鋼板に、予めpH4以下の酸性浴中で陰極電解処理もしくは浸漬処理を行うことを特徴とする前記(1)〜(4)に記載の錫系めっき鋼板の化学処理法にある。
【0010】
本発明は、錫系めっき鋼板に塗料密着性及び耐食性及び溶接性に優れた化学処理被膜を形成させる方法に関するものである。
以下、本発明をさらに詳細に説明する。
本明細書において、錫系めっき鋼板とは一般に“ぶりき”と呼ばれる通常の錫めっき鋼板だけでなく、いわゆる溶接缶などの用途に用いられる錫付着量低減による耐食性低下を何らかの方法で補った種々の材料(すなわちNiなど錫以外の金属を含有させた錫系合金めっき鋼板、Ni、Fe−Niなどの下地めっき処理あるいは、Niめっきを施しさらに熱拡散処理を施した下地層上に薄目付錫めっきを施した錫系積層めっき鋼板など)が対象となり、これらのいずれに対しても本発明方法の適用が可能である。
【0011】
錫系のめっきを施した後、めっき表面の酸化物等を除去するためにpH4以下の酸溶液中での陰極電解あるいは浸漬処理など表面活性処理を行うことが好ましい。ただし、ノーリフロー仕上げのめっきなど表面の活性なものに対してはこのような表面活性処理は行わなくてもかまわない。処理条件としては通常のぶりきで実施される条件と同一で良く、具体的には浴濃度2〜10%硫酸、浴温30〜80℃の酸性浴に浸漬処理するか、あるいは前記酸性浴中で陰極電気量密度5c/dm2 程度以下の陰極電解処理を行えばよい。
【0012】
上記の表面活性化処理及び水洗の後に、請求項記載の低温無水クロム酸系浴中で陰極電解処理及び同組成高温浴への浸漬処理によりMe−CrとOx−Crからなる被膜を形成させるがその付着量はそれぞれ0.5〜20mg/m2 及び0.5〜15mg/m2 (いづれも片面当たり)が望ましい。
この発明の特に重要なポイントは、▲1▼低温クロム酸系浴中での陰極電解処理、▲2▼高温クロム酸系浴での低電流密度陰極電解処理である。
【0013】
前段陰極電解処理浴温度の低下によりMe−Crの均一被覆性が向上する。そのため処理浴の浴温は45℃未満が必要である。処理浴温の下限については特に設けないがあまり低すぎると強力な冷却器の設置が必要となり不経済であるため、10℃を下限とするのが好ましい。また、上述のような低付着量のMe−Cr被膜を生成させる場合、高電流密度での短時間処理が被膜の均一性に有効であり、20A/dm2 以上の高電流密度処理することが望ましい。電流密度が高くなりすぎると水素発生増大による電析効率の低下が見られるので150A/dm2 以下で電解するのが望ましい。
【0014】
さらに、このような高電流密度電解で低付着量の均一なMe−Cr被膜を形成させるためには、処理浴中に含まれるCrO3 濃度を30g/l以上にするのが望ましく、あまり高すぎると塗料・フィルム密着性の低下が生じるため200g/lを上限とするのが望ましく、より好ましくは50g/l以下がよい。
前段陰極電解浴への硫酸添加はMe−Crの生成に不可欠であり、無水クロム酸に対する重量比(以下硫酸濃度比という)1/300〜1/50とする必要がある。硫酸濃度比は、高すぎても低すぎてもMe−Cr電析効率が著しく低下するので、硫酸濃度比の下限は1/300、上限は1/50とする。
なお、上記処理浴はMe−Cr析出助剤として、硫酸以外にケイフッ化ナトリウム、ホウフッ化ナトリウム、フッ化アンモニウムなどのフッ素化合物を含有してもかまわない。また、処理浴中への三価のクロムイオンの混入量が0.1〜5g/lではクロメート被膜の均一化に効果があるので混入してもかまわない。
【0015】
上記処理条件での前段陰極電解処理に引き続いて、高温の無水クロム酸系浴中で低電流密度電解によりOx−Cr量を生成させる。この際、後段の低電流密度電解処理を行う前に後段電解処理浴中で浸漬時間を確保してもかまわない。1A/dm2 未満だとOx−Crが生成せず、20A/dm2 を超えるとMe−Crが優先的に生成するため、電流密度は下限が1A/dm2 、上限が20A/dm2 となる。高い塗料・フィルム密着性を確保するためには50℃以上の浴温が必要である。浴温の上限は特に規定しないが、あまり高温にすると浴のヒューム回収が大がかりとなり不経済であるため、80℃を上限とするのが望ましい。また、無水クロム酸濃度は低すぎても高すぎてもOx−Crが析出しにくいので下限を10g/l、上限を200g/lとするのが望ましい。好ましくは50g/l以下が望ましい。
なお、上記処理浴は無水クロム酸以外に三価のクロム酸イオン、硫酸、ケイフッ化ナトリウム、ホウフッ化ナトリウム、フッ化アンモニウムなどのフッ素化合物を含有してもかまわない。
以下、本発明の実施例について説明する。
【0016】
【実施例】
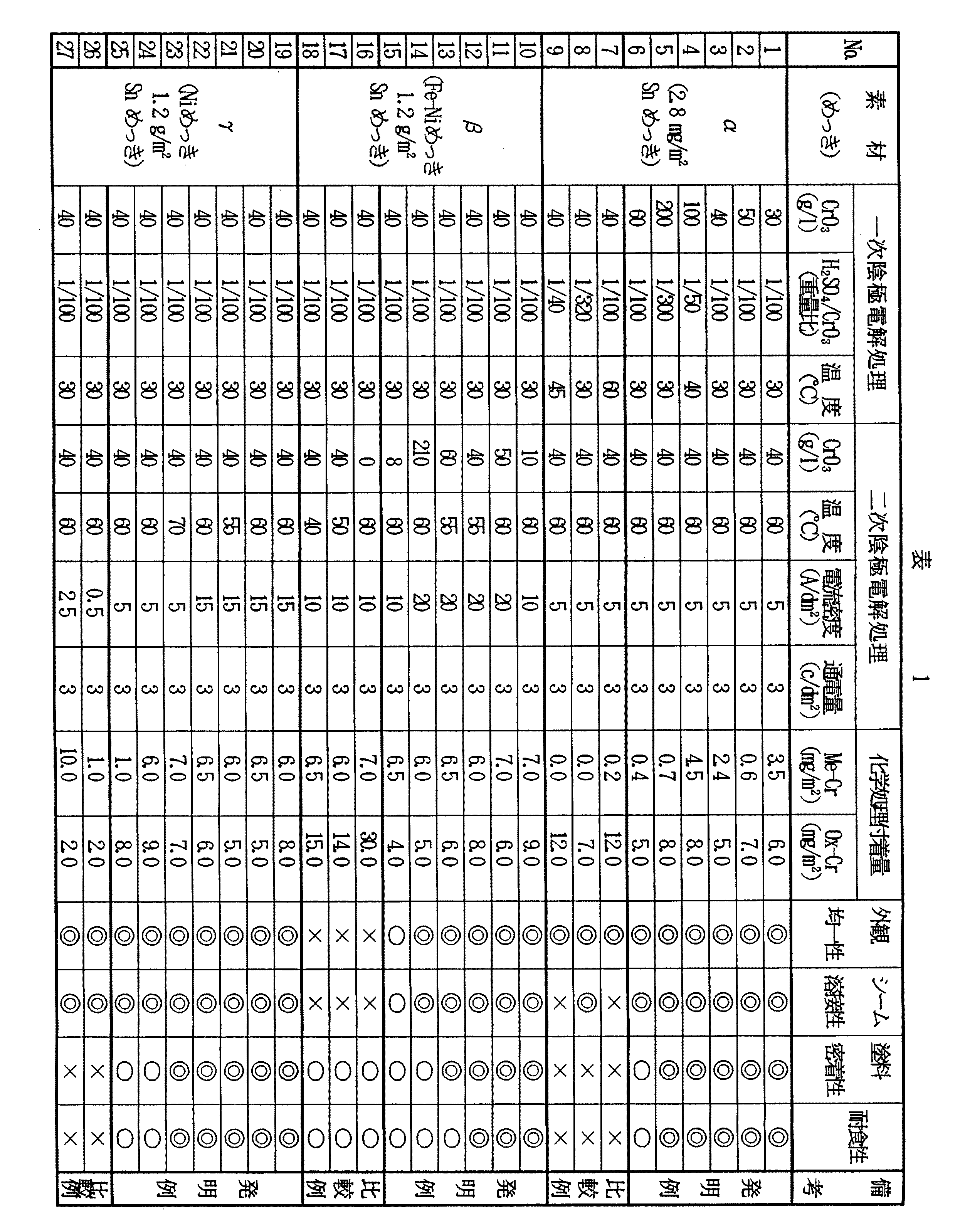
冷間圧延、焼鈍及び調質圧延を施した鋼板に、脱脂・酸洗したのちフェロスタン浴により片面当たり2.8g/m2 の錫めっき及び加熱溶融処理を施した素材α、および脱脂・酸洗したのちFe−Niめっきを行った後フェロスタン浴により片面当たり1.2g/m2 の錫めっき及び加熱溶融処理を施した素材βに種々の条件で化学処理を施し、外観均一性、シーム溶接性、塗膜密着性、耐食性への影響を調べた。なお、ノーリフロー仕上げのめっき鋼板以外のものは、各化学処理に先立って、5%硫酸溶液(常温)中4c/dm2 の陰極電解処理による表面活性化を実施した。
【0017】
各処理材について、以下に示す(A)〜(D)の各項目について実施し、その性能を評価した。
(A)外観均一性
目視により下記の通り評価した。
〇:色調ムラ無し
×:色調ムラ有り
【0018】
(B)シーム溶接性
ラップ代0.5mm、加圧力45kgf、溶接ワイヤースピード100m/minの条件で、電流を変更して溶接を実施し十分な溶接強度が得られる最小電流値とチリなどの溶接欠陥が目立ち始める最大電流値からなる適正電流範囲の広さから総合的に判断し、3段階(◎:非常に広い、〇:実用上問題なし、×:狭い)で評価した。
【0019】
(C)塗料密着性
試験片の缶内面側に相当する面にエポキシフェノール系の塗料を55mg/dm2 塗布し、さらに缶外面に相当する面にクリヤーラッカーを40mg/dm2 塗布し、290℃まで15secの焼き付け条件で乾燥硬化した。引き続き、各々の面に1mm間隔でスクラッチを入れ、100個の碁盤目を作製し、速やかにテープ剥離し、その剥離状況を観察し、3段階(◎:剥離無し、〇:1〜4個剥離、×:5個以上剥離)で塗料密着性を評価した。
【0020】
(D)UCC(アンダーカッティングコロージョン)評価テスト
試験片の缶内面に相当する面の耐食性を評価するため、缶内面側に相当する面に厚さ15μmのPET(ポリエチレンテレフタレート)系フィルムをラミネートした。その後地鉄に達するまでクロスカットを入れ、1.5%クエン酸−1.5%食塩混合液からなる試験液中に大気開放下55℃×4日間浸漬した。試験終了後、速やかにスクラッチ部および平面部をテープで剥離して、スクラッチ部近傍の腐食状況、スクラッチ部のピッティング状況および平面部のフィルム剥離状況を3段階(◎:剥離が無く腐食も認められない。〇:僅かな剥離があるが腐食は認められない、×:大部分で剥離し激しい腐食が認められる)で総合的に評価した。
表1に示すように、本発明により化学処理された錫系めっき鋼板は、優れたシーム溶接性、塗料密着性および耐食性を有することが明らかになった。
【0021】
【表1】
【発明の効果】
以上述べたように、本発明により化学処理された錫系めっき鋼板は、優れたシーム溶接性、塗料密着性および耐食性を有する極めて優れた効果を奏するものである。
Claims (5)
- 錫系めっき鋼板に少なくとも濃度が30〜200g/lのCrO3 及びCrO3 との重量比で1/50〜1/300のH2 SO4 を含む浴温45℃未満の処理浴中で前段陰極電解を行い、引き続いて少なくともCrO3 を含む浴温50℃以上の処理浴中で1〜20A/dm2で後段陰極電解することを特徴とする錫系めっき鋼板の化学処理法。
- 後段電解処理浴中におけるCrO3 の濃度が10〜200g/lであることを特徴とする請求項1に記載の錫系めっき鋼板の化学処理法。
- 前段陰極電解処理浴中におけるCrO3 の濃度が30〜50g/lであることを特徴とする請求項1〜2に記載の錫系めっき鋼板の化学処理法。
- 後段電解処理浴中におけるCrO3 の濃度が10〜50g/lであることを特徴とする請求項1、3に記載の錫系めっき鋼板の化学処理法。
- 錫系めっき鋼板に、予めpH4以下の酸性浴中で陰極電解処理もしくは浸漬処理を行うことを特徴とする請求項1〜4に記載の錫系めっき鋼板の化学処理法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17922198A JP3670844B2 (ja) | 1998-06-25 | 1998-06-25 | 錫系めっき鋼板の化学処理法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP17922198A JP3670844B2 (ja) | 1998-06-25 | 1998-06-25 | 錫系めっき鋼板の化学処理法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000008195A JP2000008195A (ja) | 2000-01-11 |
| JP3670844B2 true JP3670844B2 (ja) | 2005-07-13 |
Family
ID=16062062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP17922198A Expired - Fee Related JP3670844B2 (ja) | 1998-06-25 | 1998-06-25 | 錫系めっき鋼板の化学処理法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3670844B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4869909B2 (ja) * | 2006-12-26 | 2012-02-08 | 新日本製鐵株式会社 | 錫系めっき鋼板の化成処理方法 |
-
1998
- 1998-06-25 JP JP17922198A patent/JP3670844B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000008195A (ja) | 2000-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPS58181889A (ja) | 片面亜鉛系電気メツキ鋼板の製造方法 | |
| JP3670844B2 (ja) | 錫系めっき鋼板の化学処理法 | |
| JP3670857B2 (ja) | ニッケル系めっき鋼板の化学処理法 | |
| EP0211510A2 (en) | An Sn-based multilayer coated steel strip having improved corrosion resistance, weldability and lacquerability and method for producing same | |
| JPS6144158B2 (ja) | ||
| JP3895873B2 (ja) | 高速シーム溶接性、密着性、耐食性に優れた表面処理鋼板の製造方法 | |
| JP2005330502A (ja) | Niめっき鋼板の化学処理法 | |
| JP3643473B2 (ja) | 高速シーム溶接性、密着性、耐食性に優れた表面処理鋼板およびその製造方法 | |
| JPH0472091A (ja) | 2ピース缶用表面処理鋼板及びその製造方法 | |
| JP3670845B2 (ja) | ニッケル系めっき鋼板の化学処理法 | |
| JP2000080498A (ja) | 錫系めっき鋼板の化学処理法 | |
| JP3822704B2 (ja) | 溶接性、耐食性、外観性及び密着性に優れた溶接缶用鋼板の製造方法 | |
| JP2005256014A (ja) | 溶接性、密着性、耐食性に優れた溶接缶用鋼板 | |
| JP2000008194A (ja) | 錫系めっき鋼板の化学処理法 | |
| JPH05171389A (ja) | 溶融亜鉛めっき鋼板の製造方法 | |
| JPH11106952A (ja) | 溶接性、耐食性、フィルム密着性に優れた溶接缶用鋼板 | |
| JP3894383B2 (ja) | 高速シーム溶接性、密着性、耐食性に優れた表面処理鋼板およびその製造方法 | |
| JP2005290532A (ja) | Niめっき鋼板の化学処理法 | |
| JP3745457B2 (ja) | 溶接性、耐食性、外観性及び密着性に優れた溶接缶用鋼板の製造方法 | |
| JP2933815B2 (ja) | 塗装外観に優れた溶接缶用鋼板の製造方法 | |
| JP3461684B2 (ja) | ラミネート溶接缶用鋼板の製造方法 | |
| JPS62256991A (ja) | 溶接缶用表面処理鋼板の製造方法 | |
| JPS6396294A (ja) | 溶接性、耐食性に優れた缶用鋼板の製造方法 | |
| JP3434927B2 (ja) | 塗装外観に優れた溶接缶用鋼板の製造方法 | |
| JPS6310238B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20041102 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050412 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050415 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080422 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090422 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100422 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110422 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120422 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130422 Year of fee payment: 8 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |