JP3608439B2 - 溶融鉄合金の脱硫方法 - Google Patents
溶融鉄合金の脱硫方法 Download PDFInfo
- Publication number
- JP3608439B2 JP3608439B2 JP19057299A JP19057299A JP3608439B2 JP 3608439 B2 JP3608439 B2 JP 3608439B2 JP 19057299 A JP19057299 A JP 19057299A JP 19057299 A JP19057299 A JP 19057299A JP 3608439 B2 JP3608439 B2 JP 3608439B2
- Authority
- JP
- Japan
- Prior art keywords
- iron alloy
- molten iron
- hydrocarbon gas
- gas
- desulfurization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/02—Dephosphorising or desulfurising
- C21C1/025—Agents used for dephosphorising or desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/02—Dephosphorising or desulfurising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/06—Constructional features of mixers for pig-iron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/064—Dephosphorising; Desulfurising
- C21C7/0645—Agents used for dephosphorising or desulfurising
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Description
【発明の属する技術分野】
本発明は、溶銑等の溶融鉄合金中の硫黄分を除去する脱硫方法に関する。
【0002】
【従来の技術】
近年、鋼材の高品質化のニーズが高まるにつれて、鋼材の低硫黄化が強く望まれている。硫黄を除去(以下、脱硫という)するプロセスは、トーピードカーもしくは溶銑鍋を用いた溶銑段階での脱硫処理、および転炉精錬の後に行なう溶鋼段階での脱硫処理に大別される。近年、溶銑予備処理技術の発達に伴って、溶銑段階での脱硫処理が主流となっている。
【0003】
溶銑段階での脱硫処理には、CaO系脱硫剤, Na2O系脱硫剤,Mg系脱硫剤等が使用される。脱硫処理のコストあるいは脱硫後のスラグ処理の難易度等の観点から、CaO系脱硫剤を使用するのが望ましい。そのためCaO系脱硫剤による溶銑の脱硫効率を向上する技術が必要である。
従来、CaO系脱硫剤による溶銑の脱硫処理では、溶銑鍋において機械攪拌による脱硫処理が行なわれている。この脱硫処理は、溶銑中に装入した攪拌装置を回転させ、浴面上の添加した脱硫剤を溶銑内に巻き込ませることによって、高速かつ高効率で脱硫処理を行なうものである。
【0004】
特開昭55−76005号公報には、機械攪拌による溶銑脱硫において、攪拌装置を通じて溶銑内に炭化水素ガスを吹き込むことによって脱硫反応を促進する方法が開示されている。しかし本発明者らが詳細に調査したところ、攪拌装置を通じて溶銑中に吹き込まれた炭化水素ガスは、溶銑とガスとの密度差によって回転の中心に集まる傾向があり、そのため脱硫反応の効率を向上させる効果が不十分であることが判明した。また、攪拌装置内に炭化水素ガスの通路を設ける必要があり、回転体である攪拌装置にガスを供給するための特殊な配管やジョイント等も必要であるから、攪拌装置や周辺機器のコストが上昇するという問題がある。
【0005】
特開平8−337807号公報には、溶銑中に粉体脱硫剤を吹き込むと同時に、溶銑浴面に還元性ガスを吹き付けることによって脱硫反応を促進する方法が開示されている。しかし脱硫剤の吹き込み用ランスの溶損、あるいは溶銑容器への地金やスラグの付着状況によって、脱硫剤が浮上する領域が一定しない。したがって脱硫剤が浮上する領域に正確に還元性ガスを吹き付けることが難しいという問題がある。
【0006】
【発明が解決しようとする課題】
本発明は上記のような問題を解消するべく、溶銑等の溶融鉄合金の脱硫処理における効率の高い脱硫方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明は、容器内に保持した溶融鉄合金の浴面上から溶融鉄合金に炭化カルシウムを含有しない Ca O系脱硫剤を投入すると共に溶融鉄合金を機械的に攪拌する溶融鉄合金の脱硫方法において、炭化水素ガスを含むガスを溶融鉄合金の浴面に吹き付けるか、または炭化水素ガスを発生する物質を溶融鉄合金の浴面に添加する溶融鉄合金の脱硫方法である。
【0008】
また本発明は、炭化水素ガスを含むガスを、炭化水素ガス量に換算して溶融鉄合金1トンあたり3Nl/分以上となるように吹き付ける溶融鉄合金の脱硫方法である。
また本発明は、炭化水素ガスを含むガスがコークス炉ガスである溶融鉄合金の脱硫方法である。
【0009】
さらに本発明は、炭化水素ガスを発生する物質が重油または石炭である溶融鉄合金の脱硫方法である。
さらに本発明は、炭化水素ガスを発生する物質が、廃棄物の熱処理または乾留処理によって製造される炭素を主体とする物質であって炭化水素を発生する物質である溶融鉄合金の脱硫方法である。
【0010】
さらに本発明は、炭化水素ガスを発生する物質を、炭化水素ガス量に換算して溶融鉄合金1トンあたり3Nl/分以上の炭化水素ガスが発生するように添加する溶融鉄合金の脱硫方法である。
【0011】
【発明の実施の形態】
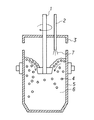
図1は、本発明の脱硫方法を適用する装置の要部を示す断面図である。容器5内に保持した溶融鉄合金6の浴面上から脱硫剤4を投入し、溶融鉄合金6に浸漬された攪拌装置1を用いて攪拌する。攪拌と同時に、ランス2から炭化水素ガスを含むガス7を溶融鉄合金6の浴面に吹き付ける。なお図1には攪拌装置1として回転式の攪拌装置を示したが、本発明においては回転式の攪拌装置に限定せず、機械的に溶融鉄合金6を攪拌する攪拌装置を使用すれば良い。
【0012】
溶融鉄合金6の浴面上から投入された脱硫剤4は、攪拌装置1で攪拌されて溶融鉄合金6中に巻き込まれる。したがって溶融鉄合金6と脱硫剤4との反応界面が増大し、脱硫処理の効率が高くなる。脱硫剤4としては、CaO系脱硫剤, Na2O系脱硫剤,Mg系脱硫剤等が使用できるが、脱硫処理のコストあるいは脱硫後のスラグ処理の難易度等の観点から、CaO系脱硫剤を使用する。
【0013】
一般に、CaO系脱硫剤による脱硫反応は下記の (1)式で表わされる。 (1)式中の[S]および[O]は、溶融鉄合金6中のSおよびOである。また (1)式中の(CaS)はスラグ中に除去されたCaSである。 (1)式の脱硫反応は還元反応であり、反応界面を還元性雰囲気にすることによって脱硫反応が促進される。
[S]+CaO→(CaS)+[O] ・・・(1)
一方、炭化水素ガスは約 300℃で完全に分解して水素ガスを発生する。炭化水素ガスの分解反応は下記の (2)式で表わされる。
【0014】
Cn Hm →nC+m/2H2 ・・・(2)
炭化水素ガスの分解によって発生した水素ガスは、雰囲気ガス中の酸素あるいは溶融鉄合金6中の酸素と反応して系内を還元性雰囲気にするので、脱硫反応が促進される。水素ガスと酸素との反応は、下記の (3)式および (4)式で表わされる。
【0015】
1/2O2 +H2 →H2 O ・・・(3)
[O]+H2 →H2 O ・・・(4)
攪拌装置1を用いて溶融鉄合金6を機械的に攪拌すると、図1中に矢印で示したように、溶融鉄合金6の流動が生じる。この流動によって溶融鉄合金6の浴面上から投入した脱硫剤4が溶融鉄合金6中に巻き込まれ、溶融鉄合金6内を循環するので、脱硫剤を単に吹き込んだ場合に比べて反応効率が高い。
【0016】
また溶融鉄合金6の流動によってその浴面が常に更新されるので、炭化水素ガスを含むガスを浴面に吹き付けたり、または炭化水素ガスを発生する物質を浴面に添加して、溶融鉄合金6の浴面を炭化水素ガスによって実質的に覆うようにすると、溶融鉄合金6の浴面の炭化水素による還元反応が促進され、脱硫剤の反応効率が向上する。
【0017】
溶融鉄合金6の浴面に吹き付ける炭化水素ガスを含むガスは、特定の種類に限定されない。プロパンガスやメタンガス等を含むガスであれば良いが、製鉄所のコークス炉で石炭を乾留する時に発生するコークス炉ガスを使用するのが望ましい。コークス炉ガスには、主成分としてH2 やCH4 が多量に含まれるからである。
【0018】
溶融鉄合金6の浴面に添加する炭化水素ガスを発生する物質は、特定の種類に限定されない。溶融鉄合金6の温度で炭化水素ガスを発生する物質であれば良いが、石炭を使用するのが望ましい。石炭はC,Hからなる揮発分を10〜40wt%含有している。この揮発分は約 800℃で完全に揮発するため、石炭を溶融鉄合金6の浴面に添加すると、揮発分が蒸発してコークス炉ガスと同様の成分のガスを発生する。したがって石炭を溶融鉄合金6の浴面に添加すると、コークス炉ガスを溶融鉄合金6の浴面に吹き付ける場合と同様の効果が得られる。
【0019】
環境保護の観点から、産業廃棄物や都市ごみ等を熱処理または乾留処理して製造される炭素を主体とする物質であって炭化水素を発生する物質を、炭化水素ガスを発生する物質として使用しても良い。この物質は炭素含有量が約50wt%であり、石炭と同様の揮発分を含んでいるので、石炭と同様の効果が得られる。
また重油も高温で炭化水素ガスを発生するので、炭化水素ガスを発生する物質として使用できる。
【0020】
なお本発明における溶融鉄合金6は、溶銑のみならず、溶融クロム銑等の高炭素含有鉄合金や溶鋼、溶融純鉄等も対象とする。
【0021】
【実施例】
表1に示した物質の乾留実験を行ない、各物質からの炭化水素ガスの発生量を調査した。その結果を表1に示す。
【0022】
【表1】

容器5として容量 300トンの溶銑鍋を用いて、溶銑の脱硫処理を行なった。攪拌装置1として、回転式の攪拌装置を溶銑鍋の中心に配設した。脱硫処理の条件を表2に示す。各物質の添加速度は、表1に示した炭化水素ガス発生量を考慮して、溶銑1トンあたり炭化水素ガスの添加量が10Nl/分となるようにした。
たとえばコークス炉ガスを浴面に吹き付ける場合は、吹き付け速度4300Nl/分,炭化水素ガス発生量 70vol%,溶銑 300トンであるから、溶銑1トンあたり炭化水素ガスの吹き付け量は
4300Nl/分 × 0.7 ÷ 300 = 10Nl/分
である。
【0024】
【表2】
炭化水素ガスを含むガス7を溶銑の浴面に吹き付ける際のランス2の先端の位置は、溶銑鍋の中心から水平方向に150mm または1500mm、静止状態の浴面から高さ150mm または2000mmの組み合わせで4ケ所とした。炭化水素ガスを発生する物質を添加する溶銑の浴面上の位置は、溶銑鍋の中心から水平方向に150mm または1500mmの2ケ所とした。それらをまとめて表3に示す。
【0026】
【表3】
表2に示した条件で溶銑の脱硫処理を行ない、脱硫処理の前後の溶銑中の硫黄含有量を調査した。コークス炉ガスまたはプロパンガスの浴面吹き付けの場合はランス2の先端の位置を表3に示した4ケ所(すなわちA〜D)とし、重油、石炭または都市ごみの乾留物の浴面添加の場合は添加位置を表3に示した2ケ所(すなわちE,F)とした。
【0028】
また比較例として、炭化水素ガスを添加せずに脱硫処理を行ない、脱硫処理の前後の溶銑中の硫黄含有量を調査した。その結果を表4に示す。
【0029】
【表4】
コークス炉ガスあるいはプロパンガスを浴面に吹き付ける場合は、溶銑鍋の中心に近く、浴面に近い方が脱硫効果が大きい。重油等の液体または石炭等の固体を浴面に添加する場合は、溶銑鍋の中心に近い方が脱硫効果が大きい。
つまり攪拌装置1の羽根を回転させることによって、溶銑は浴表面で容器5の中心方向へ流れ、容器5の中心部で浴内方向へ流れる。炭化水素ガスを含むガス7を容器5の中心に近い浴面に吹き付けるか、または炭化水素ガスを発生する物質を容器5の中心に近い浴面に添加すると、炭化水素ガスが実質的に浴面を覆うようになる。その結果、脱硫反応が促進される。
【0031】
次に、脱硫効果が最も大きい添加位置AおよびEにおいて、炭化水素ガス量を変化させて、脱硫速度定数Kとの関係を調査した。その結果を図2に示す。図2の横軸は溶銑1トンあたりの炭化水素ガス量である。つまり炭化水素ガスを含むガスを吹き付ける場合はガス中に含まれる炭化水素ガス量を溶銑1トンあたりの量に換算し、炭化水素ガスを発生する物質を添加する場合は発生する炭化水素ガス量を溶銑1トンあたりの量に換算してグラフに示した。
【0032】
縦軸の脱硫速度定数Kは下記の (5)式で表わされる。
K(分−1)=−ln([S]f /[S]i )/tf ・・・(5)
[S]f :脱硫処理後のS含有量(wt%)
[S]i :脱硫処理前のS含有量(wt%)
tf :処理時間(分)
図2から明らかなように、炭化水素ガスを含むガスあるいは炭化水素ガスを発生する物質の種類に関わらず、溶銑1トンあたりの炭化水素ガス量が3Nl/分以上で脱硫速度が向上する。したがって炭化水素ガス量は、溶銑1トンあたり3Nl/分以上が望ましい。
【0033】
さらに、コークス炉ガスを溶銑浴面に吹き付けた場合および石炭を溶銑浴面に添加した場合について、雰囲気ガス中の酸素濃度と溶銑中の酸素分圧を、酸素センサーを用いて測定した。その結果を表5に示す。
【0034】
【表5】
コークス炉ガスの浴面吹き付けと石炭の浴面添加では、雰囲気ガス中の酸素濃度および溶銑中の酸素分圧が、ともに比較例より低くなっている。つまり炭化水素ガスを使用することによって脱硫効率が向上し、溶銑中に残存する硫黄を低減できる。これは溶銑と脱硫剤との反応界面において酸素分圧が低下し、脱硫反応が促進されたためである。
【0036】
脱硫処理中に溶銑の飛散や突沸等の操業上の問題は発生しなかった。
なおここでは溶銑の脱硫処理について説明したが、本発明は溶銑のみならず、溶融クロム銑等の高炭素含有鉄合金や溶鋼、溶融純鉄等の脱硫処理にも適用できる。
【0037】
【発明の効果】
本発明では、溶融鉄合金の脱硫処理において脱硫効率が向上し、低硫鋼等の硫黄含有量の少ない鉄合金の生産性向上,スラグ発生量の低減,脱硫処理コストの低減が達成できる。
【図面の簡単な説明】
【図1】本発明の脱硫方法を適用する装置の要部を示す断面図である。
【図2】溶銑1トンあたりの炭化水素ガス量と脱硫速度との関係を示すグラフである。
【符号の説明】
1 攪拌装置
2 ランス
3 フード
4 脱硫剤
5 容器
6 溶融鉄合金
7 ガス
Claims (6)
- 容器内に保持した溶融鉄合金の浴面上から前記溶融鉄合金に炭化カルシウムを含有しないCaO系脱硫剤を投入すると共に前記溶融鉄合金を機械的に攪拌する前記溶融鉄合金の脱硫方法において、炭化水素ガスを含むガスを前記溶融鉄合金の浴面に吹き付けるか、または炭化水素ガスを発生する物質を前記溶融鉄合金の浴面に添加することを特徴とする溶融鉄合金の脱硫方法。
- 前記炭化水素ガスを含むガスを、炭化水素ガス量に換算して前記溶融鉄合金1トンあたり3Nl/分以上となるように吹き付けることを特徴とする請求項1に記載の溶融鉄合金の脱硫方法。
- 前記炭化水素ガスを含むガスがコークス炉ガスであることを特徴とする請求項1または2に記載の溶融鉄合金の脱硫方法。
- 前記炭化水素ガスを発生する物質が重油または石炭であることを特徴とする請求項1に記載の溶融鉄合金の脱硫方法。
- 前記炭化水素ガスを発生する物質が、廃棄物の熱処理または乾留処理によって製造される炭素を主体とする物質であって炭化水素を発生する物質であることを特徴とする請求項1に記載の溶融鉄合金の脱硫方法。
- 前記炭化水素ガスを発生する物質を、炭化水素ガス量に換算して前記溶融鉄合金1トンあたり3Nl/分以上の前記炭化水素ガスが発生するように添加することを特徴とする請求項1、4または5に記載の溶融鉄合金の脱硫方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19057299A JP3608439B2 (ja) | 1999-07-05 | 1999-07-05 | 溶融鉄合金の脱硫方法 |
| KR20000035595A KR100600237B1 (ko) | 1999-07-05 | 2000-06-27 | 용융철합금의 탈황방법 |
| US09/605,741 US6328784B1 (en) | 1999-07-05 | 2000-06-29 | Method of desulfurizing molten iron alloy |
| DE2000617321 DE60017321T2 (de) | 1999-07-05 | 2000-06-30 | Verfahren zur Entschwefelung einer geschmolzenen Eisenlegierung |
| EP00113941A EP1067202B1 (en) | 1999-07-05 | 2000-06-30 | Method of desulfurizing molten iron alloy |
| CNB001063855A CN1230562C (zh) | 1999-07-05 | 2000-07-05 | 熔融铁合金的脱硫方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19057299A JP3608439B2 (ja) | 1999-07-05 | 1999-07-05 | 溶融鉄合金の脱硫方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001020006A JP2001020006A (ja) | 2001-01-23 |
| JP3608439B2 true JP3608439B2 (ja) | 2005-01-12 |
Family
ID=16260304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP19057299A Expired - Fee Related JP3608439B2 (ja) | 1999-07-05 | 1999-07-05 | 溶融鉄合金の脱硫方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6328784B1 (ja) |
| EP (1) | EP1067202B1 (ja) |
| JP (1) | JP3608439B2 (ja) |
| KR (1) | KR100600237B1 (ja) |
| CN (1) | CN1230562C (ja) |
| DE (1) | DE60017321T2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100862798B1 (ko) * | 2002-09-04 | 2008-10-13 | 주식회사 포스코 | 탈황효율이 우수한 용선의 예비처리방법 |
| TW200602368A (en) * | 2004-03-29 | 2006-01-16 | Nippon Catalytic Chem Ind | Particulate water absorbing agent with water-absorbing resin as main component |
| JP4765374B2 (ja) * | 2005-04-04 | 2011-09-07 | Jfeスチール株式会社 | 含クロム溶銑の脱硫処理方法 |
| KR100862803B1 (ko) * | 2007-08-14 | 2008-10-13 | 주식회사 포스코 | Kr 탈류작업 효율향상 방법 |
| CN101684510B (zh) * | 2008-09-26 | 2012-07-18 | 鞍钢股份有限公司 | 一种针对沸腾钢钢包内顶渣改质新方法 |
| JP5617195B2 (ja) * | 2009-06-29 | 2014-11-05 | Jfeスチール株式会社 | 溶銑の脱硫方法 |
| JP5177170B2 (ja) * | 2010-05-07 | 2013-04-03 | Jfeスチール株式会社 | 溶銑の脱硫方法 |
| US9469109B2 (en) | 2014-11-03 | 2016-10-18 | Stmicroelectronics S.R.L. | Microfluid delivery device and method for manufacturing the same |
| WO2018026066A1 (ko) * | 2016-08-04 | 2018-02-08 | 주식회사 포스코 | 용융금속 처리장치 및 그 처리방법 |
| CN107955855A (zh) * | 2016-10-16 | 2018-04-24 | 铁东区强东冶金技术咨询服务中心 | 无渣气化脱除铁水中硫磷硅的方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3772000A (en) * | 1971-11-23 | 1973-11-13 | Columbia Gas Syst | Method for converting solid ferrous metal to steel |
| US3876421A (en) * | 1972-11-09 | 1975-04-08 | Nippon Steel Corp | Process for desulfurization of molten pig iron |
| JPS5576005A (en) * | 1978-12-05 | 1980-06-07 | Kawasaki Steel Corp | Desulfurizing method of molten iron |
| JP3290050B2 (ja) * | 1995-06-13 | 2002-06-10 | 川崎製鉄株式会社 | 溶銑の脱硫方法 |
| JP2945385B1 (ja) * | 1998-06-16 | 1999-09-06 | 川崎重工業株式会社 | 溶銑の脱硫方法および脱硫装置 |
-
1999
- 1999-07-05 JP JP19057299A patent/JP3608439B2/ja not_active Expired - Fee Related
-
2000
- 2000-06-27 KR KR20000035595A patent/KR100600237B1/ko not_active Expired - Lifetime
- 2000-06-29 US US09/605,741 patent/US6328784B1/en not_active Expired - Fee Related
- 2000-06-30 DE DE2000617321 patent/DE60017321T2/de not_active Expired - Lifetime
- 2000-06-30 EP EP00113941A patent/EP1067202B1/en not_active Expired - Lifetime
- 2000-07-05 CN CNB001063855A patent/CN1230562C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE60017321D1 (de) | 2005-02-17 |
| KR100600237B1 (ko) | 2006-07-13 |
| CN1279294A (zh) | 2001-01-10 |
| EP1067202A2 (en) | 2001-01-10 |
| US6328784B1 (en) | 2001-12-11 |
| JP2001020006A (ja) | 2001-01-23 |
| KR20010015070A (ko) | 2001-02-26 |
| CN1230562C (zh) | 2005-12-07 |
| EP1067202B1 (en) | 2005-01-12 |
| EP1067202A3 (en) | 2001-06-13 |
| DE60017321T2 (de) | 2005-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101276921B1 (ko) | 강 스크랩 중의 구리 제거방법 | |
| JP3608439B2 (ja) | 溶融鉄合金の脱硫方法 | |
| JP4845078B2 (ja) | 溶銑の脱硫方法 | |
| JP5195737B2 (ja) | 溶銑の脱硫方法 | |
| CA1232766A (en) | Agents for the removal of impurities from a molten metal and a process for producing same | |
| JP5177170B2 (ja) | 溶銑の脱硫方法 | |
| JP3577997B2 (ja) | 溶銑の脱硫方法 | |
| UA73898C2 (en) | A method for direct steel alloying | |
| JP4042587B2 (ja) | 溶鋼の取鍋精錬方法 | |
| JP5970863B2 (ja) | 溶銑の脱錫方法 | |
| JP5200324B2 (ja) | 溶鋼の脱硫方法 | |
| JP2003166009A (ja) | 溶銑の脱硫方法 | |
| JP3861655B2 (ja) | 溶銑の予備処理方法 | |
| JP3922189B2 (ja) | 溶鋼の取鍋精錬方法 | |
| JP4379144B2 (ja) | 溶銑の脱硫方法 | |
| JP2008095136A (ja) | 金属帯被覆脱硫用ワイヤー及び溶鉄の脱硫処理方法 | |
| JP4977863B2 (ja) | 溶銑の脱硫処理方法 | |
| JP6011252B2 (ja) | 溶銑の脱錫方法 | |
| JP2001279316A (ja) | 溶銑の予備処理方法 | |
| JP5810657B2 (ja) | 溶銑の脱錫方法 | |
| JP3835350B2 (ja) | 溶融金属の回転攪拌装置 | |
| JP3574690B2 (ja) | 溶銑脱硫方法 | |
| JP2025154256A (ja) | 溶鋼の脱窒処理方法 | |
| JP4240033B2 (ja) | 溶銑の予備処理方法 | |
| JP2011006761A (ja) | 溶銑の脱硫方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040629 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040826 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040921 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041004 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081022 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091022 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101022 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101022 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111022 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111022 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121022 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121022 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 9 |
|
| LAPS | Cancellation because of no payment of annual fees |