JP2022010902A - 耐圧ボトル - Google Patents
耐圧ボトル Download PDFInfo
- Publication number
- JP2022010902A JP2022010902A JP2020111687A JP2020111687A JP2022010902A JP 2022010902 A JP2022010902 A JP 2022010902A JP 2020111687 A JP2020111687 A JP 2020111687A JP 2020111687 A JP2020111687 A JP 2020111687A JP 2022010902 A JP2022010902 A JP 2022010902A
- Authority
- JP
- Japan
- Prior art keywords
- circumferential direction
- ground contact
- outer peripheral
- bottle
- wall portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 72
- 239000000463 material Substances 0.000 claims description 15
- 229920003002 synthetic resin Polymers 0.000 claims description 5
- 239000000057 synthetic resin Substances 0.000 claims description 5
- 238000000465 moulding Methods 0.000 description 9
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000010410 layer Substances 0.000 description 7
- 238000000071 blow moulding Methods 0.000 description 5
- 230000007547 defect Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 235000002597 Solanum melongena Nutrition 0.000 description 1
- 244000061458 Solanum melongena Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000014171 carbonated beverage Nutrition 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Abstract

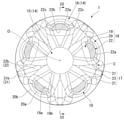
【解決手段】底部14の連結周壁部16に、周方向に間隔をあけて3つ以上の縦溝部17が形成され、連結周壁部において周方向に隣り合う縦溝部同士の間に位置する各部分に、中央壁部よりも下側に向けて突出した脚部18が形成され、脚部の下端部に、周方向に延びる接地部22が形成され、底部を下方から見て、接地部の外周縁22aは、径方向の外側に向けて突の曲線状を呈するとともに、複数の接地部の外周縁における周方向の各中央部は、ボトル軸Oを中心とする同一の円C上に位置し、接地部の外周縁は、周方向の中央部から周方向に離れるに従い、円Cから径方向の内側に離れている。
【選択図】図2
Description
これにより、底部の表面積を抑えて底部の肉厚を確保することが可能になり、底部の耐圧性を向上することができる。
また、このように周方向の張り出しが抑えられることから、ブロー成形時に、成形金型のキャビティのうち、接地部の周方向の端部を成形する部分(以下、端成形部という)を流動する樹脂材料が、過度に延伸することが抑えられることとなり、ボイドが発生するのを抑制しつつ、前記端成形部に樹脂材料が行き渡りにくくなるのを抑制することが可能になり、賦形性を向上させることができる。
これにより、成形温度(プリフォームの加熱温度)を低く抑えたり、接地部の外周縁の直径を大きくしたりしても、ブロー成形時に、前記端成形部に樹脂材料が行き渡りにくくなるのを抑制することができる。したがって、成形不良の発生を抑えつつ、耐圧性を確実に向上することができるとともに、前述したように周方向の張り出しが抑えられていても、接地部の外周縁の周方向の長さを長く確保して、転倒角を大きく確保することができる。
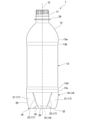
本実施形態に係る耐圧ボトル1は、図1に示されるように、口部11、肩部12、胴部13、および底部14が、ボトル軸O方向に沿って上方から下方に向けてこの順に連設されるとともに、合成樹脂材料で一体に形成されている。耐圧ボトル1は、例えば二軸延伸ブロー成形等により形成される。耐圧ボトル1には、密封された状態で内圧を上昇させる例えば炭酸飲料等が充填される。
以下、ボトル軸O方向から見て、ボトル軸Oに交差する方向を径方向といい、ボトル軸O周りに周回する方向を周方向という。
胴部13の上端部は、肩部12の下端部から下方に真直ぐ延びる上直筒部13aと、上直筒部13aの下端部から下方に向かうに従い、径方向の内側に向けて延びる上縮径部13bと、を備えている。
胴部13の下端部は、連結周壁部16の上端部から上方に真直ぐ延びる下直筒部13cと、下直筒部13cの上端部から上方に向かうに従い、径方向の内側に向けて延びる下縮径部13dと、を備えている。
耐圧ボトル1のボトル軸O方向の長さは、例えば198mm以上220mm以下とされ、図示の例では約206mmとなっている。耐圧ボトル1の内容量は、例えば400ml以上600ml以下とされ、図示の例では、耐圧ボトル1は500ml用となっている。
なお、以上の各数値は適宜変更してもよい。
連結周壁部16に、周方向に間隔をあけて3つ以上の縦溝部17が形成されている。連結周壁部16において周方向に隣り合う縦溝部17同士の間に位置する各部分に、中央壁部15よりも下側に向けて突出した脚部18が形成されている。縦溝部17および脚部18はそれぞれ、連結周壁部16に奇数個ずつ形成され、図示の例では5個ずつ形成されている。複数の縦溝部17は、互いに同じ形状および大きさで形成され、周方向に同等の間隔をあけて配置されている。複数の脚部18は、互いに同じ形状および大きさで形成され、周方向に同等の間隔をあけて配置されている。底部14は、いわゆるペタロイド形状に形成されている。
なお、縦溝部17および脚部18はそれぞれ、連結周壁部16に偶数個ずつ形成されてもよい。
内壁部19のうち、接地部22に径方向の内側から連なる部分(以下、内連設部という)19aは、ボトル軸O方向に沿う縦断面視において、下方に向けて突となる曲線状をなすように湾曲している。前記縦断面視において、内連設部19aの曲率半径は、例えば7mm以上12mm以下とされ、図示の例では約9mmとなっている。なお、この数値は適宜変更してもよい。
内壁部19は、周方向の中央部から周方向に離れるに従い、下方に向けて延び、かつ上方に向けて突の曲面状に形成されている。
縦溝部17は、径方向の外側を向く溝底面23と、溝底面23における周方向の両端部から径方向の外側に向けて突出して周方向で互いに対向する側壁部21の表面と、により画成されている。
上端部31aは、径方向の外側に向けて突の曲面状に形成されている。前記縦断面視において、上端部31aの曲率半径は、例えば約10mmとなっている。前記縦断面視において、耐圧ボトル1の外面に沿う上端部31aの長さ(符号A~B間)は、耐圧ボトル1の外面に沿う上部31の長さ(符号A~C間)の、例えば10%未満となっている。上端部31aは、胴部13の下端部に段差なく滑らかに連なっている。
直線部31bのボトル軸O方向に対する傾斜角度θは、例えば10°以上30°以下とされ、図示の例では約22°となっている。なお、この数値は適宜変更してもよい。
下部32と中央壁部15との接続部分Fと、ボトル軸Oと、の径方向の距離は、耐圧ボトル1の外面に沿って、上部31の上端縁Aから下部32を介して、中央壁部15の中心に至るまでの長さの、例えば15%以上25%以下とされ、図示の例では約21%となっている。なお、この数値は適宜変更してもよい。
なお、接地部22の外周縁22aは、前記底面視で互いに曲率半径が異なる複数の円弧部分が連ねられて構成されてもよい。
前記底面視において、接地部22の内周縁22bは、径方向の外側に向けて突の曲線状を呈するとともに、内周縁22bの曲率半径は、外周縁22aの曲率半径より大きくなっている。前記底面視において、接地部22の周端縁22cは、周方向の外側に向けて突の曲線状を呈する。接地部22の径方向の大きさは、接地部22における周方向の中央部から周方向に離れるに従い小さくなっている。
これにより、底部14の表面積を抑えて底部14の肉厚を確保することが可能になり、底部14の耐圧性を向上することができる。
30%未満になると、内圧の上昇時に、上部31を径方向の外側に向けて変形させにくくなるおそれがあり、40%を超えると、内圧の上昇時に、下部32に上部31から大きな負荷が加えられるおそれがある。
前記傾斜角度θが10°未満になると、内圧の上昇時に、上部31が径方向の外側に向けて変形しにくくなり、中央壁部15に生ずる応力を緩和しにくくなるおそれがある。前記傾斜角度θが30°を超えると、接地部22とボトル軸Oとの径方向の距離が短くなり、接地安定性が阻害されるおそれがある。
接地部22として、ボトル軸O方向を向く平坦面に形成された構成を示したが、前記底面視における接地部22の内側部分に、上方に向けて窪む凹部等を形成してもよい。
接地部22は、1つの脚部18において、例えば径方向、若しくは周方向等に分割されていてもよい。
接地部22の径方向の大きさは、接地部22における周方向の全域にわたって同等にしてもよい。
前記底面視において、接地部22の内周縁22bの曲率半径を、接地部22の外周縁22aの曲率半径以下としてもよい。
前記縦断面視において、耐圧ボトル1の外面に沿う溝底面23の上部31の長さを、溝底面23の下部32と中央壁部15との接続部分Fと、ボトル軸Oと、の径方向の距離以下としてもよい。
脚部18の内壁部19と中央壁部15との接続部分Eを、下部32と中央壁部15との接続部分Fに対して、同じ径方向の位置に位置させてもよいし、径方向の内側に位置させてもよい。
さらに、耐圧ボトル1は、単層構造体に限らず中間層を有する積層構造体としてもよい。この中間層としては、例えばガスバリア性を有する樹脂材料からなる層、再生材からなる層、酸素吸収性を有する樹脂材料からなる層、若しくはこれらの層の組み合わせ、または蒸着層等が挙げられる。
11 口部
12 肩部
13 胴部
14 底部
15 中央壁部
16 連結周壁部
17 縦溝部
18 脚部
22 接地部
22a 接地部の外周縁
O ボトル軸
Claims (1)
- 口部、肩部、胴部、および底部が、ボトル軸方向に沿って上方から下方に向けてこの順に連設されるとともに、合成樹脂材料で一体に形成され、
前記底部は、ボトル軸上に位置する中央壁部と、前記中央壁部の外周縁と前記胴部とを連結する連結周壁部と、を備え、
前記連結周壁部に、周方向に間隔をあけて3つ以上の縦溝部が形成され、
前記連結周壁部において周方向に隣り合う前記縦溝部同士の間に位置する各部分に、前記中央壁部よりも下側に向けて突出した脚部が形成され、
前記脚部の下端部に、周方向に延びる接地部が形成され、
前記底部を下方から見て、前記接地部の外周縁は、径方向の外側に向けて突の曲線状を呈するとともに、複数の前記接地部の外周縁における周方向の各中央部は、ボトル軸を中心とする同一の円上に位置し、
前記接地部の外周縁は、周方向の中央部から周方向に離れるに従い、前記円から径方向の内側に離れている、耐圧ボトル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020111687A JP7493396B2 (ja) | 2020-06-29 | 2020-06-29 | 耐圧ボトル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020111687A JP7493396B2 (ja) | 2020-06-29 | 2020-06-29 | 耐圧ボトル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022010902A true JP2022010902A (ja) | 2022-01-17 |
| JP7493396B2 JP7493396B2 (ja) | 2024-05-31 |
Family
ID=80149041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020111687A Active JP7493396B2 (ja) | 2020-06-29 | 2020-06-29 | 耐圧ボトル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7493396B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024033941A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社吉野工業所 | 耐圧ボトル |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4318489A (en) * | 1980-07-31 | 1982-03-09 | Pepsico, Inc. | Plastic bottle |
| JPH07132925A (ja) * | 1993-11-04 | 1995-05-23 | Dainippon Printing Co Ltd | 耐圧自立容器 |
| JPH0958647A (ja) * | 1995-08-16 | 1997-03-04 | Denki Kagaku Kogyo Kk | 耐熱及び耐圧性自立容器 |
| JPH0958646A (ja) * | 1995-08-16 | 1997-03-04 | Denki Kagaku Kogyo Kk | 耐熱及び耐圧性自立容器 |
| JPH11227734A (ja) * | 1998-02-17 | 1999-08-24 | Mitsubishi Plastics Ind Ltd | 自立耐圧プラスチックボトル |
| JP2001031043A (ja) * | 1999-07-22 | 2001-02-06 | Toyo Seikan Kaisha Ltd | 保管中のクラックの発生を防止した自立型熱可塑性樹脂容器 |
| JP2009527383A (ja) * | 2006-02-20 | 2009-07-30 | シデル パルティシパション | 熱可塑性容器を製造する金型用の金型基部、および少なくとも1つのそのような金型基部を備えた成形装置 |
| JP2010036940A (ja) * | 2008-08-01 | 2010-02-18 | Dainippon Printing Co Ltd | プラスチックボトル |
| JP2012162290A (ja) * | 2011-02-04 | 2012-08-30 | Dainippon Printing Co Ltd | プラスチックボトル |
| JP2014172625A (ja) * | 2013-03-07 | 2014-09-22 | Nihon Yamamura Glass Co Ltd | 樹脂製ボトル |
| JP2019119465A (ja) * | 2017-12-28 | 2019-07-22 | 東洋製罐株式会社 | 合成樹脂製容器 |
-
2020
- 2020-06-29 JP JP2020111687A patent/JP7493396B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4318489A (en) * | 1980-07-31 | 1982-03-09 | Pepsico, Inc. | Plastic bottle |
| JPH07132925A (ja) * | 1993-11-04 | 1995-05-23 | Dainippon Printing Co Ltd | 耐圧自立容器 |
| JPH0958647A (ja) * | 1995-08-16 | 1997-03-04 | Denki Kagaku Kogyo Kk | 耐熱及び耐圧性自立容器 |
| JPH0958646A (ja) * | 1995-08-16 | 1997-03-04 | Denki Kagaku Kogyo Kk | 耐熱及び耐圧性自立容器 |
| JPH11227734A (ja) * | 1998-02-17 | 1999-08-24 | Mitsubishi Plastics Ind Ltd | 自立耐圧プラスチックボトル |
| JP2001031043A (ja) * | 1999-07-22 | 2001-02-06 | Toyo Seikan Kaisha Ltd | 保管中のクラックの発生を防止した自立型熱可塑性樹脂容器 |
| JP2009527383A (ja) * | 2006-02-20 | 2009-07-30 | シデル パルティシパション | 熱可塑性容器を製造する金型用の金型基部、および少なくとも1つのそのような金型基部を備えた成形装置 |
| JP2010036940A (ja) * | 2008-08-01 | 2010-02-18 | Dainippon Printing Co Ltd | プラスチックボトル |
| JP2012162290A (ja) * | 2011-02-04 | 2012-08-30 | Dainippon Printing Co Ltd | プラスチックボトル |
| JP2014172625A (ja) * | 2013-03-07 | 2014-09-22 | Nihon Yamamura Glass Co Ltd | 樹脂製ボトル |
| JP2019119465A (ja) * | 2017-12-28 | 2019-07-22 | 東洋製罐株式会社 | 合成樹脂製容器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024033941A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社吉野工業所 | 耐圧ボトル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7493396B2 (ja) | 2024-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11634247B2 (en) | Bottle | |
| WO2013114760A1 (ja) | ボトル | |
| TWI432364B (zh) | 瓶及裝有內容物之瓶 | |
| JP2022010902A (ja) | 耐圧ボトル | |
| JP2016011156A (ja) | ボトル | |
| JP7300922B2 (ja) | 耐圧ボトル | |
| US10597213B2 (en) | Pressure reduction-absorbing bottle | |
| US9555927B2 (en) | Bottle | |
| US11459140B2 (en) | Bottle | |
| JP2017001691A (ja) | 耐圧ボトル | |
| JP6902934B2 (ja) | ブローボトル | |
| JP7300880B2 (ja) | ボトル | |
| JP2013154908A (ja) | ボトル | |
| JP2024033941A (ja) | 耐圧ボトル | |
| JP2024079588A (ja) | 耐圧ボトル | |
| JP7577419B2 (ja) | 丸瓶形状容器 | |
| JP4823849B2 (ja) | ボトル | |
| JP2024051837A (ja) | ボトル | |
| JP6670573B2 (ja) | 胴部にパネル部が形成されたボトル | |
| JP7695032B2 (ja) | 耐熱ボトル | |
| JP6925204B2 (ja) | 耐圧ボトル | |
| JP2025020518A (ja) | ボトル | |
| JP6566604B2 (ja) | 合成樹脂製扁平ボトルの底部形状 | |
| JP5062548B2 (ja) | 合成樹脂製丸型ボトル | |
| JP7451989B2 (ja) | 合成樹脂製容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230106 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240423 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7493396 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |