JP2021136890A - 魚釣用リールの構成部材及びその製造方法 - Google Patents
魚釣用リールの構成部材及びその製造方法 Download PDFInfo
- Publication number
- JP2021136890A JP2021136890A JP2020035884A JP2020035884A JP2021136890A JP 2021136890 A JP2021136890 A JP 2021136890A JP 2020035884 A JP2020035884 A JP 2020035884A JP 2020035884 A JP2020035884 A JP 2020035884A JP 2021136890 A JP2021136890 A JP 2021136890A
- Authority
- JP
- Japan
- Prior art keywords
- main body
- die
- body member
- coating layer
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 239000011247 coating layer Substances 0.000 claims abstract description 66
- 239000010410 layer Substances 0.000 claims abstract description 61
- 238000005260 corrosion Methods 0.000 claims abstract description 46
- 230000007797 corrosion Effects 0.000 claims abstract description 45
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 23
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 22
- 239000000463 material Substances 0.000 claims description 53
- 238000007743 anodising Methods 0.000 claims description 26
- 239000000470 constituent Substances 0.000 claims description 25
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 238000000465 moulding Methods 0.000 claims description 3
- 238000005266 casting Methods 0.000 claims 1
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 238000004381 surface treatment Methods 0.000 abstract description 19
- 238000004512 die casting Methods 0.000 abstract description 5
- 239000007787 solid Substances 0.000 abstract description 2
- 239000002994 raw material Substances 0.000 abstract 3
- 238000002048 anodisation reaction Methods 0.000 abstract 1
- 238000000034 method Methods 0.000 description 19
- 235000010210 aluminium Nutrition 0.000 description 18
- 238000009987 spinning Methods 0.000 description 10
- 229910000838 Al alloy Inorganic materials 0.000 description 9
- 238000000576 coating method Methods 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 8
- 238000004804 winding Methods 0.000 description 7
- 239000010408 film Substances 0.000 description 6
- 238000003754 machining Methods 0.000 description 6
- 239000013535 sea water Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 230000008569 process Effects 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 101100162020 Mesorhizobium japonicum (strain LMG 29417 / CECT 9101 / MAFF 303099) adc3 gene Proteins 0.000 description 3
- 101100434411 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) ADH1 gene Proteins 0.000 description 3
- 101150102866 adc1 gene Proteins 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004043 dyeing Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000003449 preventive effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000004042 decolorization Methods 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
- 238000000427 thin-film deposition Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images






Classifications
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K89/00—Reels
- A01K89/015—Reels with a rotary drum, i.e. with a rotating spool
- A01K89/0192—Frame details
- A01K89/01929—Frame details with lubrication features
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K89/00—Reels
- A01K89/01—Reels with pick-up, i.e. with the guiding member rotating and the spool not rotating during normal retrieval of the line
- A01K89/01121—Frame details
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K89/00—Reels
- A01K89/01—Reels with pick-up, i.e. with the guiding member rotating and the spool not rotating during normal retrieval of the line
- A01K89/0108—Pick-up details
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K89/00—Reels
- A01K89/015—Reels with a rotary drum, i.e. with a rotating spool
- A01K89/01931—Spool or spool shaft details
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Environmental Sciences (AREA)
- Animal Husbandry (AREA)
- Biodiversity & Conservation Biology (AREA)
Abstract
Description
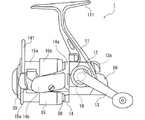
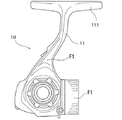
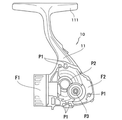
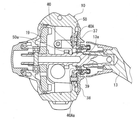
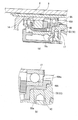
まず最初に、この発明の一実施形態に係る魚釣用リールの構成部材を説明するのに先立ち、本発明が適用される魚釣用リールの概略構成についてスピニングリールを例にとって図1、図7、及び、図9を参照して説明する。
スピニングリール1は、前述したように、その構成部材である単一の部材(リールボディ10、ボディカバー12、ロータ14、ハンドル13、外装部材等)を有しており、これらの構成部材は、ダイキャスト素材により形成されるとともに、要求される機能(駆動部材の高精度支持、重厚な光輝外観色調、耐食性)に応じた表面処理を適所に有する。
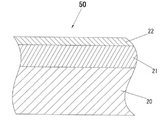
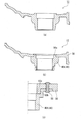
図7は、リール構成部材としてのボディカバー12に本発明を適用した具体的な実施例である。一般のボディカバー12は、図7の(a)に示されるように、単一の一体部材として形成されているが、本実施例では、図7の(b)及び(c)に示されるように、駆動部材としてのハンドル軸13aの一端側を軸受(図示せず)を介して回転可能に支持する支持部40を構成する支持部材40Aと、リールボディ10に取り付けられる本体部材50とによってボディカバー12が構成される。本体部材50は、前述したように、コーティング層21と防食層22とを伴っており、支持部材40Aは、精密仕上げ加工が施された又は施されない本体部材50の嵌合部50aを構成する図7の(b)に図示した開口部或いは図7の(c)に図示した筒部50cの外周部50bに対して取り付けられる。なお、取り付け方法としては、例えば、圧入、カシメ、接着、ネジ止めなどの公知の固定手段が挙げられる(図7の(c)では、リベット55を介して取り付けられている)。また、本体部材50は、例えば加工証や組み込み証を基準としてリールボディ10に組み付けられることで、位置精度が確保される。
12 ボディカバー(魚釣用リールの構成部材)
20 ダイキャスト素材
21 コーティング層
22 防食層
40 支持部
40A 支持部材
40Aa 内周面
50 本体部材
50a 嵌合部
P 精密仕上げ部位
F 表面部位
Claims (7)
- ダイキャスト素材により形成される魚釣用リールの構成部材であって、
前記ダイキャスト素材上にこのダイキャスト素材のアルミニウム純度に比して高純度なアルミニウムにより形成されるコーティング層と、このコーティング層上に陽極酸化処理により形成される防食層とを有する本体部材と、
前記本体部材に設けられ、駆動部材を回転可能に支持する支持部と、
を備え、
前記支持部は、前記本体部材とは別体を成して前記本体部材の前記ダイキャスト素材よりも耐食性が高い支持部材により形成されることを特徴とする魚釣用リールの構成部材。 - 前記支持部材は、前記駆動部材を回転可能に支持する軸受が嵌合される内周面を有し、前記本体部材の嵌合部に固定されていることを特徴とする請求項1に記載の魚釣用リールの構成部材。
- 前記本体部材の機械加工された前記嵌合部に前記支持部材が嵌合固定されることを特徴とする請求項2に記載の魚釣用リールの構成部材。
- 前記支持部材の前記軸受が嵌合される前記内周面は、前記本体部材に前記支持部材が固定された状態で機械加工されて成ることを特徴とする請求項2又は3に記載の魚釣用リールの構成部材。
- 前記駆動部材は、前記魚釣用リールのハンドル軸、スプール軸、及び、ピニオン軸を含むことを特徴とする請求項1から4のいずれか一項に記載の魚釣用リールの構成部材。
- 魚釣用リールの構成部材の製造方法であって、
ダイキャスト素材を溶融して金型に流し込み高圧で鋳造することによって所望形状の本体部材を成形する成形ステップと、
前記本体部材の表面上に前記ダイキャスト素材のアルミニウム純度に比して高純度のアルミニウムのコーティング層を形成するコーティング層形成ステップと、
前記コーティング層上に陽極酸化処理によって防食層を形成する防食層形成ステップと、
駆動部材を回転可能に支持するようになっているとともに前記本体部材の前記ダイキャスト素材よりも耐食性が高い支持部材を前記本体部材に固定する固定ステップと、
を含むことを特徴とする製造方法。 - 前記防食層形成ステップの後、前記本体部材の精密仕上げ部位に加工を施し、その加工部位に対して前記支持部材を前記固定ステップにおいて固定することを特徴とする請求項6に記載の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020035884A JP7311443B2 (ja) | 2020-03-03 | 2020-03-03 | 魚釣用リールの構成部材及びその製造方法 |
| US17/183,419 US11412724B2 (en) | 2020-03-03 | 2021-02-24 | Fishing reel components and method of manufacturing the same |
| CN202110217234.1A CN113349174A (zh) | 2020-03-03 | 2021-02-26 | 钓鱼用卷线器的构成部件及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020035884A JP7311443B2 (ja) | 2020-03-03 | 2020-03-03 | 魚釣用リールの構成部材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021136890A true JP2021136890A (ja) | 2021-09-16 |
| JP7311443B2 JP7311443B2 (ja) | 2023-07-19 |
Family
ID=77524760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020035884A Active JP7311443B2 (ja) | 2020-03-03 | 2020-03-03 | 魚釣用リールの構成部材及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11412724B2 (ja) |
| JP (1) | JP7311443B2 (ja) |
| CN (1) | CN113349174A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001045926A (ja) * | 1999-08-06 | 2001-02-20 | Daiwa Seiko Inc | 魚釣用リールの構成部材 |
| US20080216383A1 (en) * | 2007-03-07 | 2008-09-11 | David Pierick | High performance nano-metal hybrid fishing tackle |
| JP2013099264A (ja) * | 2011-11-08 | 2013-05-23 | Shimano Inc | 釣り用リールのリール本体、釣り用リール及び釣り用リールのリール本体製造方法 |
| JP5956741B2 (ja) * | 2011-11-08 | 2016-07-27 | 株式会社シマノ | 釣り用リールのリール本体及び釣り用リール |
| JP2019122273A (ja) * | 2018-01-12 | 2019-07-25 | グローブライド株式会社 | 魚釣用リールの構成部材 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000312549A (ja) * | 1999-04-30 | 2000-11-14 | Daiwa Seiko Inc | 魚釣り用リールの構成部材 |
| JP2001321036A (ja) * | 2000-03-08 | 2001-11-20 | Daiwa Seiko Inc | 魚釣用リールの構成部材 |
| JP2002209483A (ja) * | 2001-01-19 | 2002-07-30 | Daiwa Seiko Inc | 魚釣用リールの構成部材 |
| JP2004082612A (ja) * | 2002-08-28 | 2004-03-18 | Shimano Inc | 屋外用外観部品 |
| JP2008081839A (ja) * | 2006-08-30 | 2008-04-10 | Aisan Ind Co Ltd | アルミニウム合金製部材とその製造方法及び該アルミニウム合金製部材を備えた燃料ポンプ |
-
2020
- 2020-03-03 JP JP2020035884A patent/JP7311443B2/ja active Active
-
2021
- 2021-02-24 US US17/183,419 patent/US11412724B2/en active Active
- 2021-02-26 CN CN202110217234.1A patent/CN113349174A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001045926A (ja) * | 1999-08-06 | 2001-02-20 | Daiwa Seiko Inc | 魚釣用リールの構成部材 |
| US20080216383A1 (en) * | 2007-03-07 | 2008-09-11 | David Pierick | High performance nano-metal hybrid fishing tackle |
| JP2013099264A (ja) * | 2011-11-08 | 2013-05-23 | Shimano Inc | 釣り用リールのリール本体、釣り用リール及び釣り用リールのリール本体製造方法 |
| JP5956741B2 (ja) * | 2011-11-08 | 2016-07-27 | 株式会社シマノ | 釣り用リールのリール本体及び釣り用リール |
| JP2019122273A (ja) * | 2018-01-12 | 2019-07-25 | グローブライド株式会社 | 魚釣用リールの構成部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210274764A1 (en) | 2021-09-09 |
| JP7311443B2 (ja) | 2023-07-19 |
| CN113349174A (zh) | 2021-09-07 |
| US11412724B2 (en) | 2022-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6914207B2 (ja) | 魚釣用リールの構成部材の製造方法 | |
| JP2005245215A (ja) | 釣竿用リールシートの製造方法 | |
| JP5956741B2 (ja) | 釣り用リールのリール本体及び釣り用リール | |
| US7014135B2 (en) | Fishing reel | |
| JP7311443B2 (ja) | 魚釣用リールの構成部材及びその製造方法 | |
| JP2000342127A (ja) | 塗装部品 | |
| JP5906017B2 (ja) | 魚釣用リール、魚釣用リールの構成部材、及びそれらの製造方法 | |
| US20030219609A1 (en) | Plated component with a hybrid surface and method for manufacturing same | |
| TWI257957B (en) | Plated component for use in an outdoor environment | |
| JP2005013153A (ja) | 魚釣用リールの構成部材 | |
| JP3203878U (ja) | 屋外用部品 | |
| JP2000312549A (ja) | 魚釣り用リールの構成部材 | |
| JP2001045926A (ja) | 魚釣用リールの構成部材 | |
| JPH11332428A (ja) | 釣り用品の表面構造 | |
| JP4034434B2 (ja) | 部品組立体 | |
| JP2000209986A (ja) | 魚釣用スピニングリ―ル | |
| JP2001321036A (ja) | 魚釣用リールの構成部材 | |
| JP3445935B2 (ja) | 釣り用品の表面構造 | |
| JPH11332427A (ja) | 釣り用品の表面構造 | |
| JP2007270276A (ja) | 屋外用部品 | |
| JPH1118627A (ja) | 装飾層を有する釣り用部材 | |
| JPH0494629A (ja) | 両軸受リール本体の製造方法 | |
| JP2003080123A (ja) | 静電塗装装置の霧化ヘッド | |
| JPH09121728A (ja) | 魚釣り用リールのスプール | |
| US6412723B1 (en) | Reel for fishing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220420 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230615 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230706 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7311443 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |