JP2020200048A - スタンディングパウチ - Google Patents
スタンディングパウチ Download PDFInfo
- Publication number
- JP2020200048A JP2020200048A JP2019106090A JP2019106090A JP2020200048A JP 2020200048 A JP2020200048 A JP 2020200048A JP 2019106090 A JP2019106090 A JP 2019106090A JP 2019106090 A JP2019106090 A JP 2019106090A JP 2020200048 A JP2020200048 A JP 2020200048A
- Authority
- JP
- Japan
- Prior art keywords
- pouch
- side end
- film
- standing
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Package Specialized In Special Use (AREA)
Abstract
【課題】電子レンジによる加熱調理において、内容物から発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては端部に設けた切り込みを起点とする開封を妨げることなく、開封が容易なスタンディングパウチを提供することを課題とする。【解決手段】略矩形のパウチであって、両側端部シール部の少なくとも一方には、切り込みが設けられており、パウチは電子レンジによる加熱調理において、内容物から発生する水蒸気をパウチ外部に排出することが可能な、自動蒸気抜き機構を備えており、この自動蒸気抜き機構は、胴部の両側端部のうち少なくとも一方の側端部に、パウチ内側に向けて屈曲して張り出したシール部であって、この張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときにA<Bであることを特徴とする、スタンディングパウチ。【選択図】図1
Description
本発明は、電子レンジによる加熱調理に適したパウチに関するものである。特に、底フィルムを有して自立性がある、スタンディングパウチと呼ばれる形態のパウチであって、加熱調理において内容物から発生する水蒸気を、外部に排出することが可能な自動蒸気抜き機構を備え、開封に際しては開封が容易な、スタンディングパウチに関するものである。
包装材料の一種であるパウチは、プラスチックフィルムを基材とする単体または積層体から構成されるものが広く普及しており、さまざまな形態のものが、幅広い用途に用いられており、人々の生活にとっては不可欠なものとなっている。
パウチは、例えば液体容器としても用いられ、飲料のほかレトルト食品などの食品分野でも広く用いられているほか、日用品やトイレタリーの分野でも、さまざまな商品がスーパーマーケットやドラッグストア、コンビニエンスストアの商品棚をにぎわしている。液体容器のほかにも、様々な用途展開がなされている。
パウチの利点は、缶や瓶などの容器に比べて、価格が安いことや、要求品質によってきめ細かい材料設計で対応できる点、あるいは内容物充填前、および流通や保管においても軽量で省スペースであることが挙げられる。またパウチは、廃棄物を減らすという観点からも環境適応型であるといえる。
またパウチの外側から見える層への高精細の印刷によって、商品のイメージアップを図ることができ、内容物に関する必要な情報を表示することが可能であり、バーコードの印刷などは、商品の流通や在庫管理、マーケティング情報の源泉ともなっている。
パウチの中には、自立性を持たせたものも商品化されており、一般にスタンディングパウチと呼ばれている。商品の展示、陳列などに利点を有するほか、自立性を持たせることにより、使い勝手にも利点を有し、たとえば、内容物の取り出しにおいても一層の利便性が図られてきた。
さらに加熱調理後のスタンディングパウチの開封に際して、残留した水蒸気によるやけど防止や、開封口の開封性の容易さに加えて、開封口の形状の保持などが重要視されている。
開封口の保持は、例えば内容物が食品である場合に、パウチからスプーンやフォークあるいは箸などの餐具を用いて、直接取り出したり、喫食などする場合においては、開封口が閉じることなく、開口した状態が保たれることは理念性が高く、好ましい。同時に開封口の切り口についても予め決められた位置で、直線状にカットされた状態であることが好ましい。
特許文献1には、内容物を充填した状態において自立性を有するスタンディングパウチにおいて、側端部のシール部分から内側に向けて張り出したシール部を設け、そこから蒸気抜きをするパウチが提案されている。
しかしながら、電子レンジによる加熱調理において、内圧の上昇によってパウチが膨らんでしまうために、張り出しシール部より下で、開封しようとする際には、胴部を引き裂
いて開封することは、困難を伴うものであった。
いて開封することは、困難を伴うものであった。
本発明は、かかる状況に鑑みてなされたものであり、底フィルムを有して自立性がある、スタンディングパウチと呼ばれる形態のパウチであって、電子レンジによる加熱調理において、内容物から発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては端部に設けた切り込みを起点とする開封を妨げることなく、開封が容易なスタンディングパウチを提供することを課題とする。
上記の課題を解決するための手段として、請求項1に記載の発明は、
電子レンジによる内容物の加熱調理が可能なパウチであって、
パウチは、プラスチックフィルムの積層体からなり、
積層体は、プラスチックフィルム層のほか、パウチ最内層側のシーラント層を含んで構成され、
パウチは前側胴部、後ろ側胴部、およびそれらの間に配置された、底フィルムによって、内容物を収容可能に製袋されており、
前側胴部と、後ろ側胴部とは、四辺を有して、シーラント層同士を対向させて配置されており、
この四辺のうち、胴部の両側端部はシールされて、密封されており、
両側端部シール部の少なくとも一方の、収容された内容物の表面より上の位置には、切り込みが設けられており、
胴部下部において、前側胴部および後ろ側胴部との間に、底フィルムが折りたたまれて配置され、パウチの下端部は、底フィルムが底面を形成可能に、胴部とシールされて密封されており、
胴部上部において、前側胴部および後ろ側胴部とは、内容物を収容後、パウチの上端部でシールされて、パウチ全体の密封が可能であり、
パウチは、電子レンジによる加熱調理において、内容物から発生する水蒸気をパウチ外部に排出することが可能な、自動蒸気抜き機構を備えており、
この自動蒸気抜き機構は、胴部の両側端部のうち少なくとも一方の側端部に、パウチ内側に向けて屈曲して張り出したシール部であって、
この張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A<B
であることを特徴とする、スタンディングパウチである。
電子レンジによる内容物の加熱調理が可能なパウチであって、
パウチは、プラスチックフィルムの積層体からなり、
積層体は、プラスチックフィルム層のほか、パウチ最内層側のシーラント層を含んで構成され、
パウチは前側胴部、後ろ側胴部、およびそれらの間に配置された、底フィルムによって、内容物を収容可能に製袋されており、
前側胴部と、後ろ側胴部とは、四辺を有して、シーラント層同士を対向させて配置されており、
この四辺のうち、胴部の両側端部はシールされて、密封されており、
両側端部シール部の少なくとも一方の、収容された内容物の表面より上の位置には、切り込みが設けられており、
胴部下部において、前側胴部および後ろ側胴部との間に、底フィルムが折りたたまれて配置され、パウチの下端部は、底フィルムが底面を形成可能に、胴部とシールされて密封されており、
胴部上部において、前側胴部および後ろ側胴部とは、内容物を収容後、パウチの上端部でシールされて、パウチ全体の密封が可能であり、
パウチは、電子レンジによる加熱調理において、内容物から発生する水蒸気をパウチ外部に排出することが可能な、自動蒸気抜き機構を備えており、
この自動蒸気抜き機構は、胴部の両側端部のうち少なくとも一方の側端部に、パウチ内側に向けて屈曲して張り出したシール部であって、
この張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A<B
であることを特徴とする、スタンディングパウチである。
また、請求項2に記載の発明は、
前記張り出したシール部のシール強度は、連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成しであることを特徴とする、請求項1に記載のスタンディングパウチである。
前記張り出したシール部のシール強度は、連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成しであることを特徴とする、請求項1に記載のスタンディングパウチである。
また、請求項3に記載の発明は、
前記切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構が設けられていることを特徴とする、請求項1、または請求項2に記載のスタンディングパウチである。
前記切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構が設けられていることを特徴とする、請求項1、または請求項2に記載のスタンディングパウチである。
また、請求項4に記載の発明は、
前記直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることを特徴とする、請求項3に記載のスタンディングパウチである。
前記直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることを特徴とする、請求項3に記載のスタンディングパウチである。
また、請求項5に記載の発明は、
前記積層体中のいずれかのプラスチックフィルムに、前記切り込みを起点とした水平方向のミシン目加工、もしくはハーフカット加工を設けてあることを特徴とする、請求項1〜請求項4のいずれかに記載のスタンディングパウチである。
前記積層体中のいずれかのプラスチックフィルムに、前記切り込みを起点とした水平方向のミシン目加工、もしくはハーフカット加工を設けてあることを特徴とする、請求項1〜請求項4のいずれかに記載のスタンディングパウチである。
また、請求項6に記載の発明は、
前記シーラント層は、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムからなることを特徴とする、請求項1〜請求項5のいずれかに記載のスタンディングパウチである。
前記シーラント層は、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムからなることを特徴とする、請求項1〜請求項5のいずれかに記載のスタンディングパウチである。
また、請求項7に記載の発明は、
前記パウチ内部に向けて張り出したシール部の、側端部に残された未シール部には、他と連続しないポイントシールを設けてあることを特徴とする、請求項1〜請求項6のいずれかに記載のスタンディングパウチである。
前記パウチ内部に向けて張り出したシール部の、側端部に残された未シール部には、他と連続しないポイントシールを設けてあることを特徴とする、請求項1〜請求項6のいずれかに記載のスタンディングパウチである。
また、請求項8に記載の発明は、
前記自動蒸気抜き機構の側端部のシール幅は、6mm以上であることを特徴とする、請求項1〜請求項7のいずれかに記載のスタンディングパウチである。
前記自動蒸気抜き機構の側端部のシール幅は、6mm以上であることを特徴とする、請求項1〜請求項7のいずれかに記載のスタンディングパウチである。
また、請求項9に記載の発明は、
前記積層体には、プラスチックフィルムの表面に無機化合物蒸着被膜が設けられたガスバリアフィルムを含むことを特徴とする、請求項1〜請求項8のいずれかに記載のスタンディングパウチである。
前記積層体には、プラスチックフィルムの表面に無機化合物蒸着被膜が設けられたガスバリアフィルムを含むことを特徴とする、請求項1〜請求項8のいずれかに記載のスタンディングパウチである。
本発明によれば、底フィルムを有して自立性がある、スタンディングパウチと呼ばれる形態のパウチであって、電子レンジによる加熱調理において、内容物から発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては端部に設けた切り込みを起点とする開封を妨げることなく、開封が容易なスタンディングパウチを提供することが可能である。
本発明によるスタンディングパウチは、プラスチックフィルムの積層体からなり、積層体は、プラスチックフィルム層のほか、パウチ最内層側のシーラント層を含んで構成される。またシーラント層によって、パウチは前側胴部、後ろ側胴部、およびそれらの間に配置された、底フィルムで、内容物を収容可能に製袋されていることによって、パウチは自立性を有しており、またパウチ内部には内容物を収容して密封可能である。
また、両側端部シール部の少なくとも一方の、収容された内容物より上の位置には、切り込みが設けられており、切り込みに連続する、パウチ表裏の胴部の水平方向を開封予定とすることによって、開封に際しては、胴部を切り込みを起点として水平方向に切り裂いて開封することができ、また開封は内容物をあふれ出させることなく行うことが可能である。
また、パウチは、電子レンジによる加熱調理において、内容物から発生する水蒸気をパ
ウチ外部に排出することが可能な、自動蒸気抜き機構を備えている。そのため、電子レンジによる加熱調理において、内容物から発生する水蒸気によって、パウチの内部容積が増大し、さらに内圧の上昇が起こった際にも、内圧によるパウチの爆発的破袋を起こすことがない。加えて、開封に際しても内部から水蒸気の噴出などを起こすことがなく、安全である。
ウチ外部に排出することが可能な、自動蒸気抜き機構を備えている。そのため、電子レンジによる加熱調理において、内容物から発生する水蒸気によって、パウチの内部容積が増大し、さらに内圧の上昇が起こった際にも、内圧によるパウチの爆発的破袋を起こすことがない。加えて、開封に際しても内部から水蒸気の噴出などを起こすことがなく、安全である。
また、この自動蒸気抜き機構は、胴部の両側端部のうち少なくとも一方の側端部に、パウチ内側に向けて、屈曲して張り出したシール部を設けてなるものであり、別部材を取り付けた蒸気抜き機構ではなく、従来の製袋の工程の範囲内で、自動蒸気抜き機構を形成可能であるため、製造工程の変更、追加、新設を伴うものではなく、あるいはコストの面においても利点を有する。
さらに、この屈曲して張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときにA<Bであることによって、蒸気抜き後、加熱調理が終了した状態において、通蒸口を閉塞させることができる。
パウチは加熱が終了している状態で、内部の水蒸気は液化し、膨張した内部容積は縮小する。このとき閉塞によって、外部からの空気の流入はなく、したがって外部の大気圧によって、パウチの表裏の胴部が密着する結果、切り込みを起点とする開封予定線に沿った、水平方向の開封が、例えば手指を用いての切り裂きによる場合にも、作業は容易かつ安定して可能となる。
またこの水平方向の開封が安定的に行われることによって、開封口の形状も安定的に維持され、たとえばスプーンやフォークあるいは箸などの餐具による、内容物の取り出しや直接の喫食などにおいて、利便性が高いスタンディングパウチとすることができる。
特に請求項2に記載の発明によれば、
屈曲して張り出したシール部のシール強度は、それに連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成しであることによって、シール部の剥離による自動蒸気抜きは、より安定して確実に行うことが可能である。またシール強度の脆弱化、シール幅の変更は、従来のシールの工程を大きく変更することなく、容易に行うことが可能である。
屈曲して張り出したシール部のシール強度は、それに連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成しであることによって、シール部の剥離による自動蒸気抜きは、より安定して確実に行うことが可能である。またシール強度の脆弱化、シール幅の変更は、従来のシールの工程を大きく変更することなく、容易に行うことが可能である。
特に請求項3に記載の発明によれば、
切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構が設けられていることによって、切り込みを起点とした水平方向の開封は、より安定的に、また容易に行うことが可能である。
切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構が設けられていることによって、切り込みを起点とした水平方向の開封は、より安定的に、また容易に行うことが可能である。
特に請求項4に記載の発明によれば、
直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることによって実現可能である。これはたとえば、プラスチックフィルムを選択することによって可能となるものであり、工程などの変更を必要とせず、好都合である。
直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることによって実現可能である。これはたとえば、プラスチックフィルムを選択することによって可能となるものであり、工程などの変更を必要とせず、好都合である。
特に請求項5に記載の発明によれば、
積層体中のいずれかのプラスチックフィルムに、切り込みを起点とした水平方向のミシン目加工、もしくはハーフカット加工を設けてあることによって、水平方向の直線的開封をより確実に、また容易に安定して行なうことが可能である。
積層体中のいずれかのプラスチックフィルムに、切り込みを起点とした水平方向のミシン目加工、もしくはハーフカット加工を設けてあることによって、水平方向の直線的開封をより確実に、また容易に安定して行なうことが可能である。
特に請求項6に記載の発明によれば、
パウチ最内層に設けられるシーラント層が、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムからなることによって、直線カット性がシーラント層に用いる、プラスチックフィルム材料の選択によって実現することが可能であり、工程の変更、追加、新設ではなく好都合である。
パウチ最内層に設けられるシーラント層が、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムからなることによって、直線カット性がシーラント層に用いる、プラスチックフィルム材料の選択によって実現することが可能であり、工程の変更、追加、新設ではなく好都合である。
特に請求項7に記載の発明によれば、
パウチ内部に向けて屈曲して張り出したシール部の、側端部に残された未シール部には、他のシール部と連続しない、アイランド状に独立したポイントシールを設けてあることによって、加熱調理が終了した後の開封までの間において、通蒸口を、より容易かつ速やかに閉塞させることができる。このときパウチは加熱が終了している状態で、内部の水蒸気は冷却され液化し、膨張した内部容積は縮小する。
パウチ内部に向けて屈曲して張り出したシール部の、側端部に残された未シール部には、他のシール部と連続しない、アイランド状に独立したポイントシールを設けてあることによって、加熱調理が終了した後の開封までの間において、通蒸口を、より容易かつ速やかに閉塞させることができる。このときパウチは加熱が終了している状態で、内部の水蒸気は冷却され液化し、膨張した内部容積は縮小する。
このとき閉塞によって、外部からの空気の流入はなく、したがって表裏の胴部が密着する結果、切り込みを起点とする開封予定線に沿った、水平方向の開封が、例えば手指を用いての切り裂きによる場合にも、作業は容易かつ安定的に可能となる。
特に請求項8に記載の発明によれば、
自動蒸気抜き機構の側端部のシール幅は、6mm以上であることによって、加熱調理が終了した後の開封までの間において通蒸口はより容易に閉塞する。パウチは加熱が終了している状態で、内部の水蒸気は液化し、膨張した内部容積は縮小する。これは我々が本発明を鋭意検討する過程で得た知見である。
自動蒸気抜き機構の側端部のシール幅は、6mm以上であることによって、加熱調理が終了した後の開封までの間において通蒸口はより容易に閉塞する。パウチは加熱が終了している状態で、内部の水蒸気は液化し、膨張した内部容積は縮小する。これは我々が本発明を鋭意検討する過程で得た知見である。
このとき閉塞によって、外部からの空気の流入はなく、したがって表裏の胴部が密着する結果、切り込みを起点とする開封予定線に沿った、水平方向の開封が、例えば手指を用いての切り裂きによる場合にも、作業は容易かつ安定的に可能となる。
特に請求項9に記載の発明によれば、
積層体中に、プラスチックフィルムの表面に無機化合物蒸着被膜が設けられたガスバリアフィルムを含むことによって、ガスバリア性能が付与されるために、内容物の保存性を高めたり、保存環境による内容物への影響をなくすことが可能である。
積層体中に、プラスチックフィルムの表面に無機化合物蒸着被膜が設けられたガスバリアフィルムを含むことによって、ガスバリア性能が付与されるために、内容物の保存性を高めたり、保存環境による内容物への影響をなくすことが可能である。
特にガスバリアフィルムとして、ポリエチレンテレフタレートフィルムの表面に無機化合物蒸着被膜が設けられている場合には、アルミニウム箔など金属箔によるガスバリア層が、電子レンジによる加熱調理において、スパークを起こす恐れがあるなど適性を持たないことに比べて優れている。
加えて、無機化合物蒸着被膜に、たとえばAlOXなどを用いる場合には、透明性を有するために、パウチ外部から内容物を可視とすることが可能である。これは金属箔や金属の蒸着層を用いる場合には得られない利点である。
以下、本発明を図1〜図15を参照しながら、更に詳しい説明を加える。ただし本発明は、ここに示す例にのみ限定されるものではない。本発明は、請求項によって限定されるものである。
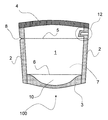
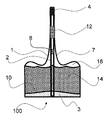
図1は、本発明に関わるスタンディングパウチの一実施態様を説明するための、平面模式図である。
本発明は、プラスチックフィルムを用いた積層体からなる、スタンディングパウチ(100)であって、積層体は、パウチ最外層側のプラスチックフィルム層のほか、パウチ最内層側のシーラント層から構成される。そのほか積層体には、中間フィルムを積層することも可能である。
プラスチックフィルムは、高分子樹脂組成物からなるフィルムであって、たとえばポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等)、ポリアミド(ナイロンー6、ナイロンー66等)、ポリイミドなどが使用でき、用途に応じて適宜選択される。
特にポリプロピレン、ポリエチレンテレフタレートをプラスチックフィルムとする場合は、フィルム強度と価格においてより好ましい。そのほか延伸ポリアミドフィルムを用いる場合には、積層体に突き刺しに対する強靭性や、衝撃に対する強靭性を付与することができる。
またプラスチックフィルムは、接着剤層を介して他の層と積層して積層体とすることができる。積層体の層構成やその材料構成、厚さなどは、パウチに対する要求品質に応じて適宜設計することができる。
シーラント層は、2枚の積層体をシーラント層同士が対向するように重ねて、シールすることによって互いを接着させ、パウチに製袋することを可能にする。シールには、たとえば、加熱、加圧によるヒートシールを用いることができる。
一般にシーラント層の材質としては、熱可塑性樹脂のうちポリオレフィン系樹脂を使用することができる。シーラント層の材質としては、熱可塑性樹脂のうちポリオレフィン系樹脂が一般的に使用され、具体的には、低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、直鎖状低密度ポリエチレン樹脂(LLDPE)、エチレン−酢酸ビニル共重合体(EVA)、エチレン−αオレフィン共重合体、エチレン−メタアクリル酸樹脂共重合体などのエチレン系樹脂や、ポリエチレンとポリブテンのブレンド樹脂や、ホモポリプロピレン樹脂(PP)、プロピレン−エチレンランダム共重合体、プロピレン−エチレンブロック共重合体、プロピレン−αオレフィン共重合体などのポリプロピレン系樹脂等を使用することができる。
また、シーラント層の形成には、押出機などを用いて溶融した樹脂を製膜して、積層体上に層形成することができる。あるいは、あらかじめフィルムの状態に製膜してある材料を、ラミネートによって積層することによって、積層体の表面にシーラント層を形成することも可能である。
図1に示すように、スタンディングパウチ(100)は前側胴部(1)、後ろ側胴部(7)、およびそれらの間に、折りたたんで挟むように配置された、底フィルム(10)によって、パウチ内側に空間を形成し、内容物を収容可能に製袋されている。
すなわち、前側胴部(1)と、後ろ側胴部(7)とは、四辺を有して、シーラント層同士を対向させて配置されており、この四辺のうち、胴部の左右の側端部(2)はシールされて、パウチの左右の側端部(2)は密封されている。
また、胴部下部において、前側胴部(1)および後ろ側胴部(7)との間に、底フィルム(10)が折り線(6)で折りたたまれて配置され、パウチの下端部(3)は、底フィルム(10)によって底面を形成可能に、シールされて密封されている。底面は内容物が収納された状態で、その自重によって折り線(6)が開いて底フィルムが拡張して形成される。
この底面の形成によって、内容物を内部に収容したスタンディングパウチ(100)は自立が可能になる。自立によって、パウチはその形状と姿勢が安定し、たとえば商品としての展示、陳列や、また電子レンジによる加熱調理、またそれに続く内容物のとり出しにおいて、より利便性が高いものとなる。
また、胴部上部において、前側胴部(1)および後ろ側胴部(7)とは、内容物を収容後、パウチの上端部(4)でシールされて、スタンディングパウチ(100)全体の密封が可能である。
また、本発明によるスタンディングパウチ(100)は、電子レンジによる内容物の加熱調理において、内容物から発生する水蒸気をパウチ外部に排出することのできる、自動蒸気抜き機構(12)を備えている。
両側端部(2)シール部の少なくとも一方の、収容された内容物の表面より上の位置には、切り込み(8)が設けられている。切り込み(8)に連続する、パウチ胴部の水平方向が開封予定線(5)となる。
図1において、破線で示されている直線は表側胴部(1)の開封予定線(5)であって、開封予定線(5)は不可視であってもよく、また印刷などの手法によって、可視とするものでも良い。
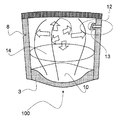
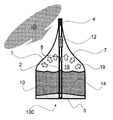
図2は、本発明に関わるスタンディングパウチの一実施態様であって、加熱調理によって体積膨張した状態を説明するための、斜視(一部透視)模式図である。
ここでは、加熱調理による、スタンディングパウチ(100)の内容物収容空間の体積膨張と、自動蒸気抜き機構(12)の働きについて説明を加える。
すなわち、図2に示す例において、電子レンジによる内容物(14)の加熱調理時に、加熱によってスタンディングパウチ(100)のパウチ内側の空間に、内容物(14)からの水蒸気が充満し、さらに内容物収容空間の体積膨張によって、スタンディングパウチ(100)全体が膨らんで、同時に内圧が上昇する状態を図2中、破線の矢印で示している。
このとき体積膨張は、スタンディングパウチ(100)のパウチ内側の内容物収容空間の体積中心から、3次元の放射状に起こるのであって、この体積膨張によって、図2に示す例において、自動蒸気抜き機構(12)には、その屈曲して張り出したシール部(13)に圧力が加わり、この部分の表裏の積層体に対しては、屈曲して張り出したシール部(13)に対する剥離の力として作用する。
たとえば、図2に示す例において、パウチは周縁部をシールされており、内容物(14)からの水蒸気による体積膨張が発生したとしても、体積膨張が小さい間は、内圧の上昇も比較的小さく、図2に示すパウチの略矩形の形状を、そのまま3次元に厚みを持たせて膨らませた形状に、変形させることは可能である。
しかしながら、この放射状の3次元の体積膨張が進行し、さらに内圧が高まるにしたがって、3次元の放射状、すなわち球形の膨張をしようとするために、周縁部をシールされて製袋された、略矩形のパウチの拡張の余地とは、齟齬を生じる結果となる。
図2に示す例においては、このとき、自動蒸気抜き機構(12)は、包装袋(100)の、内側に向けて屈曲したシール部(13)を有するために、この部分は膨張の体積中心からの距離が短く、3次元の放射状の体積膨張によって、剥離させようとする圧力を、略矩形のパウチ周縁部のシール部に比べてより強く受ける。
そのために、この部分において応力集中がより激しくなり、自動蒸気抜き機構(12)の、屈曲して張り出したシール部(13)が剥離を起こすことになる。通蒸はこの剥離が、パウチの内部と外部をつなぐことによって行われる。
特に応力集中は、屈曲したシール部(13)に、鋭角に屈曲した部分があれば、その部分に集中するため、その部分から剥離が開始される。
この自動蒸気抜き機構(12)は、胴部の両側端部(2)のうち、少なくとも一方の側端部(2)に設けられ、その機構はパウチ内側に向けて、屈曲して張り出したシール部(13)によるものであって、電子レンジによる加熱調理における、内容物(14)からの水蒸気の発生によって、屈曲して張り出したシール部(13)の一部、または全部のシールが剥離して通蒸する機構である。
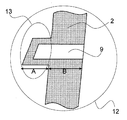
図3は、本発明に関わるスタンディングパウチの一実施態様のうち自動蒸気抜き機構を
詳細に説明するための、部分拡大平面模式図である。
詳細に説明するための、部分拡大平面模式図である。
本発明において、自動蒸気抜き機構(12)は、胴部の両側端部(2)のうち、少なくとも一方の側端部(2)に、パウチ内側に向けて、屈曲して張り出したシール部(13)を有している。
また図3から見て取れるように、この部分では、屈曲して張り出したシール部(13)のパウチ外側になる部分には、側端部(2)に未シール部(9)が残されている。すなわち自動蒸気抜き機構(12)の、この部分においては、パウチの内部と外部は、側端部(2)のシール部ではなく、屈曲して張り出したシール部(13)によって隔てられている。
すなわち、自動蒸気抜き機構(12)は、屈曲して張り出したシール部(13)と未シール部(9)から構成されているのであって、シール部は前側胴部(1)と、後ろ側胴部(7)とがシールされて形成された部分である。加熱調理が行われると、内容物からの水蒸気によって内圧の上昇が起こり、この部分が剥離して通蒸口を形成し、体積膨張したパウチ内部の水蒸気を、外部に排出する機構である。
一方で、自動蒸気抜き機構(12)が通蒸機能を働かせて、内部の水蒸気が排出されたのちには、自動蒸気抜き機構(12)は閉塞して、外部の空気がパウチ内に侵入することを防止する機能を併せ持つ。
この通蒸口の閉塞によって、また加熱調理が終了することによって、パウチ内部の水蒸気は液化し、膨張した内部容積は縮小する。
本発明においては、この屈曲して張り出したシール部(13)の、パウチ内側に向けて張り出した長さ(A)と、側端部のシール幅(B)との関係が
A<B
である場合においては、蒸気抜きがなされ、加熱調理が終了した時点で、通蒸口が閉塞する効果を有する。
A<B
である場合においては、蒸気抜きがなされ、加熱調理が終了した時点で、通蒸口が閉塞する効果を有する。
我々は本発明を鋭意検討する過程で、自動蒸気抜き機構に関して、下記の作用を見出した。
すなわち、パウチを構成する積層体の一旦開口した通蒸口が、積層体の弾性によって復元し、再び閉塞する効果が、A<Bの場合において、有効に機能することができることを見出したのである。
すなわち、パウチを構成する積層体の一旦開口した通蒸口が、積層体の弾性によって復元し、再び閉塞する効果が、A<Bの場合において、有効に機能することができることを見出したのである。
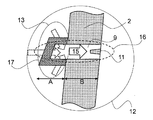
図4は、本発明に関わるスタンディングパウチの一実施態様のうち自動蒸気抜き機構の働く様子を説明するための、部分拡大平面模式図である
前述のように、本発明において、自動蒸気抜き機構(12)は、胴部の両側端部(2)のうち少なくとも一方の側端部(2)に、スタンディングパウチ(100)内側に向けて、屈曲して張り出したシール部(13)を有している。
前述のように、本発明において、自動蒸気抜き機構(12)は、胴部の両側端部(2)のうち少なくとも一方の側端部(2)に、スタンディングパウチ(100)内側に向けて、屈曲して張り出したシール部(13)を有している。
また、図4で示す例は、パウチ内部に向けて、屈曲して張り出したシール部(13)の、側端部(2)に残された未シール部(9)には、他と連続しない、アイランド形状にポイントシール(11)を設けてある例である。
ポイントシール(11)は、図3で示す例のように設けていなくても、自動蒸気抜き機構(12)として有効であるが、側端部(2)の未シール部(9)にポイントシール(11)を設けることによって、通蒸後の閉塞を、より安定して確実なものとすることが可能である。
ここで、自動蒸気抜き機構(12)の働く様子についてさらに詳細な説明を加える。図2を用いた説明で述べたように、電子レンジによる内容物(14)の加熱調理時に、加熱によってスタンディングパウチ(100)の内容物収容空間には、内容物(14)からの水蒸気が充満し、さらに内容物収容空間の体積膨張によって、スタンディングパウチ(100)全体が膨らんで、同時に内圧が上昇する。
このとき体積膨張は、スタンディングパウチ(100)のパウチ内側の空間の体積中心から、3次元の放射状に起こるのであって、この体積膨張によって、図2に示す例において、自動蒸気抜き機構(12)には、その屈曲して張り出したシール部(13)に圧力が加わり、この部分の表裏の積層体に対しては、屈曲して張り出したシール部(13)に対する剥離の力として作用する。
こうして屈曲して張り出したシール部(13)は、剥離したシール部(17)となり、未シール部(9)とつながり通蒸する。なお、剥離したシール部(17)は、屈曲して張り出したシール部(13)の、一部または全部のシールが剥離して通蒸する。
また、屈曲して張り出したシール部(13)のシール強度は、それに連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成することができる。このような脆弱化の手段をとることにより、この部分の選択的剥離は、より確実に安定して行われる。
すなわち、この剥離部分によって、パウチ内部の空間と外部は密封を解除されつながることができ、図4において、3本の破線矢印で示す内部空間の水蒸気は、通蒸口(16)を経由して、矢印(15)方向に向けて、パウチの外部に排出される。
このように自動蒸気抜き機構(12)が通蒸機能を働かせて、内部の水蒸気が排出され、加熱調理が終了したのちには、自動蒸気抜き機構(12)は再び閉塞して、外部の空気がパウチ内に侵入することを防止する機能を有する。
この通蒸口の閉塞と同時に、内部の水蒸気は急速に液化し、膨張したパウチの内部容積は急速に縮小する。
前述したように、本発明においては、この張り出したシール部(13)の、パウチ内側に向けて張り出した長さ(A)と、側端部のシール幅(B)との関係が
A<B
である場合においては、蒸気抜きがなされ加熱調理が終了した時点で、通蒸口が閉塞する効果を有する。
A<B
である場合においては、蒸気抜きがなされ加熱調理が終了した時点で、通蒸口が閉塞する効果を有する。
図5は、本発明に関わるスタンディングパウチの、加熱調理前の状態を説明するための、側端部からみた透視模式図である。
図5において、側端部(2)のシール部を中央にして、表側胴部(1)は図5に向かって左側に、後ろ側胴部(7)は右側に示される。内容物(14)は、表側胴部(1)、後ろ側胴部(7)、および下端部(3)の底フィルム(10)とで囲まれる空間に収容されている。また底フィルム(10)が拡張し、底面を形成していることによってパウチは自立可能な状態である。
パウチは、内容物収容後上端部(4)でシールされ、密封されているのであって、図5
に示す例においては、内容物の上部には、内容物収容空間(18)に若干の余剰空間が残されている例である。この余剰空間を設けずに密封が行われるのでも良い。
に示す例においては、内容物の上部には、内容物収容空間(18)に若干の余剰空間が残されている例である。この余剰空間を設けずに密封が行われるのでも良い。
また、図1で説明を加えたように、側端部(2)のシール部には、自動蒸気抜き機構(12)、および切り込み(8)が設けてある。
図6は、本発明に関わるスタンディングパウチの、加熱調理が開始され体積膨張が始まった状態を説明するための、側端部からみた透視模式図である。
電子レンジによる加熱調理を開始して、電子レンジからのマイクロ波(50)が照射されると、内容物(14)に含まれる水分は昇温し、内容物(14)からの水蒸気となって充満し、さらに矢印(19)で示す、内容物収容空間(18)の内圧の上昇と、それに伴う体積膨張がおこり、スタンディングパウチ(100)全体が膨らんで、加熱調理は進行する。
図7は、本発明に関わるスタンディングパウチの、加熱調理が開始され自動蒸気抜きが始まった状態を説明するための、側端部からみた透視模式図である。
図6に示す状態から、さらに加熱調理が進み、水蒸気(20)の発生が活発化して、放射状の3次元の体積膨張が進行し、さらに水蒸気(20)による内圧が高まるにしたがって、3次元の放射状、すなわち球形の膨張をしようとするために、周縁部をシールされて製袋された、略矩形のパウチの拡張の余地とは齟齬を生じる結果となる。
図7に示す状態においては、このとき、自動蒸気抜き機構(12)は、包装袋(100)の内側に向けて、屈曲して張り出したシール部(13)を有するために、3次元の放射状の体積膨張によって、剥離させようとする圧力を、略矩形のパウチ周縁部のシール部に比べてより強く受ける。
図7に示す状態においては、このとき、自動蒸気抜き機構(12)は、包装袋(100)の内側に向けて、屈曲して張り出したシール部(13)を有するために、3次元の放射状の体積膨張によって、剥離させようとする圧力を、略矩形のパウチ周縁部のシール部に比べてより強く受ける。
そのため、この部分において応力集中がより激しくなり、自動蒸気抜き機構(12)の、屈曲して張り出したシール部分(13)の一部分、あるいは全部のシールが剥離を起こすことになる。この剥離によって通蒸口(16)が形成されると同時に、水蒸気(20)は自身の内圧によって外部へと排出される。
その結果、自動蒸気抜き機構(12)からパウチ外部に向けて、水蒸気(20)が自動的に排出される。この排出によって、内圧は一定のところで上昇を停止してパウチの破袋は回避される。
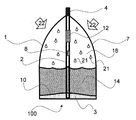
図8は、本発明に関わるスタンディングパウチの、加熱調理が終了した状態を説明するための、側端部からみた透視模式図である。
自動蒸気抜き機構(12)による水蒸気(20)の排出が行われ、また加熱調理が終了すると、自動蒸気抜き機構(12)の通蒸口(16)は閉塞する。この閉塞によって、外部の空気のパウチ内部への侵入は阻止される。
パウチ内部の、内容物収容空間(18)は再び閉じた空間となり、加熱調理終了に伴う冷却によって、水蒸気(20)は液化して水滴(21)となり、内圧の降下、減圧が発生する。
それに伴って、大気圧(22)によって、表側胴部(1)および後ろ側胴部(7)は凹み、内容物収容空間(18)の体積は縮小する。
図9は、本発明に関わるスタンディングパウチの、加熱調理が完了し開封前の状態を説明するための、側端部からみた透視模式図である。
自動蒸気抜き機構(12)の通蒸口(16)が閉塞し、内容物収容空間(18)の体積が縮小することによって、表側胴部(1)、および後ろ側胴部(7)は互いに接近し、密着して、切り込み(8)付近では、切り込み(8)を起点として、例えば手指による胴部の切り裂き、パウチの開封が容易な状態となる。この時切り込み(8)を起点とするパウチの切り裂き、開封は、開封予定線に沿って水平方向に行われる。
自動蒸気抜き機構(12)の通蒸口(16)が閉塞し、内容物収容空間(18)の体積が縮小することによって、表側胴部(1)、および後ろ側胴部(7)は互いに接近し、密着して、切り込み(8)付近では、切り込み(8)を起点として、例えば手指による胴部の切り裂き、パウチの開封が容易な状態となる。この時切り込み(8)を起点とするパウチの切り裂き、開封は、開封予定線に沿って水平方向に行われる。
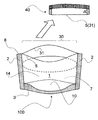
図10は、本発明に関わるスタンディングパウチの。開封後の状態を説明するための斜視(一部透視)模式図である。
切り込みを起点として、表側胴部(1)の開封予定線(5)、および後ろ側胴部(7)の開封予定線(31)で切り裂きが行われ、パウチは開口部(30)を有して開封される。この時、パウチ上部(40)は切り取って、内容物の入ったパウチ胴部と、矢印で示すように切り離して分離することができる。
切り込みを起点として、表側胴部(1)の開封予定線(5)、および後ろ側胴部(7)の開封予定線(31)で切り裂きが行われ、パウチは開口部(30)を有して開封される。この時、パウチ上部(40)は切り取って、内容物の入ったパウチ胴部と、矢印で示すように切り離して分離することができる。
また、本発明においては、胴部の左右両端部(2)のシール部の、少なくとも一方には切り込み(8)が設けられて、この切り込み(8)を起点として、パウチの表側胴部(1)の、水平方向の直線として、開封予定線(5)を設けることができる。
これは後ろ側胴部(7)についても同様であって、開封予定線(31)は切り込み(8)を起点として、パウチ胴部の水平方向に設けられているために、切り口は表裏ともに水平な方向に形成され、開口部(30)は内容物(14)を露出させて、大きく開口している状態にすることができる。
このような開口部が形成され、維持されることは、内容物(14)の取り出しにおいては利便性が高い。例えば内容物(14)が食品である場合には、手指のほかフォークやスプーン、また箸などの餐具による直接の取り出し、喫食が可能である。これは一般の食事のほか、野外での喫食や、イートインスペースでの喫食などにおいて、利便性が高いものである。
ここで、切り込み(8)と、それに連続する表側胴部の開封予定線(5)、および後ろ側胴部の開封予定線(31)ついて、さらに詳細に説明を加える。切り込み(8)は、その形状は図1に示す例のようにV字形の切り込み(8)とすることができ、あるいは単に線状に切り込んだだけのものであってもよい。
本発明においては、切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構を設けることができるのであって、直線カット性を有する機構が設けられていることによって、切り込み(8)を起点として開封予定線に沿った、パウチの水平方向の開封は、より安定的に、また容易に行うことが可能である。
例えば、直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることによって可能であり、プラスチック材料を選択することによって実現できるため、製造工程などの変更を必要とせず、好都合である。
例えば、直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることによって可能であり、プラスチック材料を選択することによって実現できるため、製造工程などの変更を必要とせず、好都合である。
また直線カット性を有する機構は、積層体中のいずれかのプラスチックフィルムに、さらに水平方向のミシン目加工、もしくはハーフカット加工を設けてもよい。これによって、水平方向の直線的開封を、より確実にまた容易に行うことが可能である。
ミシン目加工、ハーフカット加工は、例えば刃物を用いて機械的に形成することも可能
であり、あるいはまたレーザー光線の照射によって形成することも可能である。
であり、あるいはまたレーザー光線の照射によって形成することも可能である。
シーラント層は、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムによるものであってもよい。この場合にはプラスチックフィルム材料の選択によって実現することが可能であり、大きく製造工程を変更したり、設備を新設する必要がなく、好都合である。
例えば、東レフィルム加工製 ZK500Rや、東洋紡製 DC061などを、直線カット性に優れたグレードの耐熱無延伸ポリプロピレンフィルムとして選択することが可能である。
また、我々は本発明を鋭意検討する過程において、自動蒸気抜き機構の側端部のシール幅は、6mm以上であることが、加熱調理が終了した後の開封までの間において、通蒸口がより容易に閉塞することに有効であることを見出した。
この範囲であることが、パウチの加熱調理後の通蒸口の閉塞に有効であり、パウチは加熱が終了している状態で、内部の水蒸気は液化し、膨張した内部容積は縮小することに有効である。
その結果、表裏の胴部が密着して、切り込み(8)を起点とする開封予定線に沿った、水平方向の開封が、例えば手指を用いての切り裂きによる場合にも、作業は容易にかつ安定して可能となる。
また、本発明によるスタンディングパウチ(100)を構成する積層体には、プラスチックフィルムの表面に、無機化合物蒸着被膜が設けられた層を含ませることができる。
すなわち、内容物の保存性を向上させることなどを目的として、積層体中にガスバリア層を設けることができる。たとえば、プラスチックフィルムの表面にガスバリア層を設けてなるガスバリアフィルム層を、積層体中に設けることができる。
また、アルミニウムなどの金属箔や、金属の蒸着膜もガスバリア層として有効ではあるが、電子レンジでの加熱調理には、マイクロ波によるスパークなどが発生するために不適当である。
ガスバリアフィルムの場合には、用いられるプラスチックフィルムは、高分子樹脂組成物からなるフィルムであって、たとえばポリオレフィン(ポリエチレン、ポリプロピレン等)、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等)、ポリアミド(ナイロンー6、ナイロンー66等)、ポリイミドなどが使用でき、用途に応じて適宜選択される。特にポリプロピレン、ポリエチレンテレフタレートをプラスチックフィルム基材とする場合は、フィルム強度と価格においてより好ましい。
ガスバリアフィルムの場合、ガスバリア層は無機化合物の蒸着層、コーティング層で構成することができ、プラスチックフィルムにアンカーコートを設けた後、蒸着層、コーティング層を順次設ける。
ガスバリアフィルムのアンカーコート層には、例えばウレタンアクリレートを用いることができる。アンカーコート層の形成には、樹脂を溶媒に溶解した塗料をグラビアコーティングなど印刷手法を応用したコーティング方法を用いるほか、一般に知られているコーティング方法を用いて塗膜を形成することができる。
蒸着層を形成する方法としては,SiOやAlOなどの無機化合物を真空蒸着法を用いて、アンカーコート層を設けたプラスチックフィルム上にコーティングし、真空蒸着法による無機化合物層を形成することができる。ちなみに蒸着層の厚みは15nm〜30nmが良い。
コーティング層を形成する方法としては、水溶性高分子と、(a)一種以上のアルコキシドまたはその加水分解物、または両者、あるいは(b)塩化錫の、少なくともいずれかひとつを含む水溶液あるいは水/アルコール混合水溶液を主剤とするコーティング剤をフィルム上に塗布し、加熱乾燥してコーティング法による無機化合物層を形成しコーティング層とすることができる。このときコーティング剤にはシランモノマーを添加しておくことによってアンカーコート層との密着の向上を図ることができる。
無機化合物層は真空蒸着法による塗膜のみでもガスバリア性を有するが、コーティング法による無機化合物層であるコーティング層を真空蒸着法による無機化合物層である蒸着層に重ねて形成し、ガスバリア層とすることができる。
これら2層の複合により、真空蒸着法による無機化合物層とコーティング法による無機化合物層との界面に両層の反応層を生じるか、或いはコーティング法による無機化合物層が真空蒸着法による無機化合物層に生じるピンホール、クラック、粒界などの欠陥あるいは微細孔を充填、補強することで、緻密構造が形成される。
そのため、ガスバリアフィルムとしてより高いガスバリア性、耐湿性、耐水性を実現するとともに、外力による変形に耐えられる可撓性を有するため、包装材料としての適性も具備することができる。
またガスバリア層として、たとえばSiOを用いる場合にはその被膜は透明であるために、内容物をパウチの外側から目で見ることが可能である。これらは、用途、要求品質によって適宜使い分けをすればよい。
また、必要に応じて、商品としてのイメージアップや、内容物についての必要な情報表示や意匠性の向上を目的として、プラスチックフィルムを基材とする積層体中の、パウチ外側から見える層に印刷層を設けることができる。印刷層はパウチの最外層に設けるのでも構わない。
また印刷層は、パウチの一部に設けるのでもよく、またパウチの全面に渡って設けるのでもよい。あるいは、印刷層を用いずに表示部を設ける方法としては、たとえばパウチの表面に印刷されたシールを貼着することも可能である。
ここで、印刷方法、および印刷インキには、とくに制約を設けるものではないが、既知の印刷方法の中からプラスチックフィルムへの印刷適性、色調などの意匠性、密着性、食品容器としての安全性などを考慮すれば適宜選択してよい。
たとえば、グラビア印刷法、オフセット印刷法、グラビアオフセット印刷法、フレキソ印刷法、シルクスクリーン印刷法、インクジェット印刷法などの既知の印刷方法から選択して用いることができる。中でもグラビア印刷法は、生産性、プラスチックフィルムへの印刷適性、および絵柄の高精細度において好ましく用いることができる。
このようにして、本発明によれば、底フィルムを有して自立性がある、スタンディングパウチと呼ばれる形態のパウチであって、電子レンジによる加熱調理において、内容物か
ら発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては胴部が膨らんだままで開封を妨げることなく、開封が容易なスタンディングパウチを提供することが可能である。
ら発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては胴部が膨らんだままで開封を妨げることなく、開封が容易なスタンディングパウチを提供することが可能である。
以下本発明を、実施例によって更に具体的な説明を加える。ただし本発明は、ここに示す例にのみ限定されるものではない。本発明は、請求項によって限定されるものである。
なお、図11は、本発明に関わるスタンディングパウチの、実施例および比較例について説明するための、平面模式図である。
評価用サンプルを、図11に示すパウチの寸法、形状で作成して、評価した。
評価方式及び評価項目は下記のとおりである。
評価方式
内容物:カレー100g
加熱調理:電子レンジ加熱600W 1分。
評価方式及び評価項目は下記のとおりである。
評価方式
内容物:カレー100g
加熱調理:電子レンジ加熱600W 1分。
評価項目及び評価基準
・自動通蒸後の、通蒸口の閉塞:速やかに閉塞 〇 閉塞しない ×
・パウチの体積の縮小:速やかに縮小 〇 縮小なしもしくは不十分 ×
・切り込みからの開封の容易性:開封が容易 〇 開封が困難 ×
とした。
・自動通蒸後の、通蒸口の閉塞:速やかに閉塞 〇 閉塞しない ×
・パウチの体積の縮小:速やかに縮小 〇 縮小なしもしくは不十分 ×
・切り込みからの開封の容易性:開封が容易 〇 開封が困難 ×
とした。
サンプルの積層体の層構成は下記のとおりである。
パウチ外側から、
無機化合物蒸着層つきポリエチレンテレフタレートフィルム(厚さ12μm)/ポリアミドフィルム(厚さ12μm)/耐熱無延伸ポリプロピレンフィルム(厚さ60μm)
とした。
パウチ外側から、
無機化合物蒸着層つきポリエチレンテレフタレートフィルム(厚さ12μm)/ポリアミドフィルム(厚さ12μm)/耐熱無延伸ポリプロピレンフィルム(厚さ60μm)
とした。
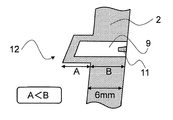
<実施例1>
図12は、本発明に関わるスタンディングパウチの、実施例1について説明するための、平面模式図である。
図12は、本発明に関わるスタンディングパウチの、実施例1について説明するための、平面模式図である。
自動蒸気抜き機構(12)において、屈曲して張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A<B
である。
また、側端部のシール幅は6mmとした。
また、側端部の未シール部(9)にはポイントシール部(11)を設けてある。
A<B
である。
また、側端部のシール幅は6mmとした。
また、側端部の未シール部(9)にはポイントシール部(11)を設けてある。
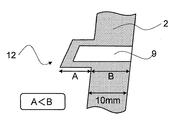
<実施例2>
図13は、本発明に関わるスタンディングパウチの、実施例2について説明するための、平面模式図である。
図13は、本発明に関わるスタンディングパウチの、実施例2について説明するための、平面模式図である。
自動蒸気抜き機構(12)において、屈曲して張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A<B
である。
A<B
である。
また、側端部のシール幅は10mmとした。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
これらの点は、本発明によるスタンディングパウチの構成であるが、実施例1とは異なる。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
これらの点は、本発明によるスタンディングパウチの構成であるが、実施例1とは異なる。
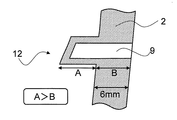
<比較例1>
図14は、本発明に関わるスタンディングパウチの、比較例1について説明するための、平面模式図である。
図14は、本発明に関わるスタンディングパウチの、比較例1について説明するための、平面模式図である。
自動蒸気抜き機構(12)において、屈曲して張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A>B
である。この点は実施例1とは異なり、本発明によるスタンディングパウチの構成を逸脱する点である。
A>B
である。この点は実施例1とは異なり、本発明によるスタンディングパウチの構成を逸脱する点である。
また、側端部のシール幅は6mmとした。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
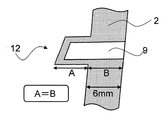
<比較例2>
図15は、本発明に関わるスタンディングパウチの、比較例2について説明するための、平面模式図である。
図15は、本発明に関わるスタンディングパウチの、比較例2について説明するための、平面模式図である。
自動蒸気抜き機構(12)において、屈曲して張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A=B
である。この点は実施例1とは異なり、本発明によるスタンディングパウチの構成を逸脱する点である。
A=B
である。この点は実施例1とは異なり、本発明によるスタンディングパウチの構成を逸脱する点である。
また、側端部のシール幅は6mmとした。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
また、側端部の未シール部(9)にはポイントシール部(11)は設けていない。
評価結果を表1に示す。
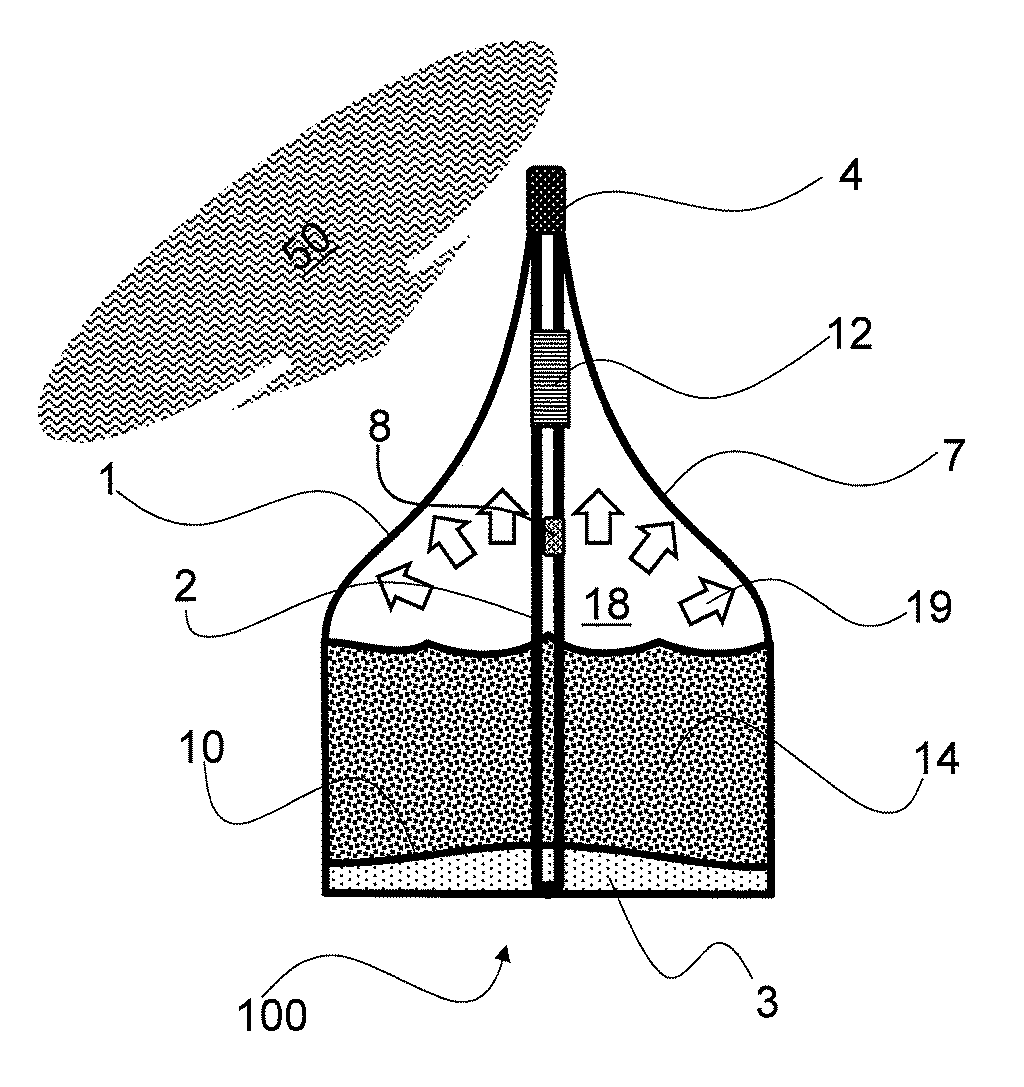
表1に示す結果から明らかなように、本発明による実施例1および実施例2においては、評価項目のすべてにおいて〇評価であるが、本発明による構成を一部逸脱する比較例1および比較例2においては、すべての項目において×評価であって、本発明の有効性を裏付ける結果となった。
引き続き、実施例1〜実施例2、比較例1〜比較例2についての個々の評価結果の詳細、および考察を述べる。
実施例1については、通蒸口の閉塞は速やかに行われ、したがって体積の縮小は25秒後には十分であって、切り込みをきっかけとした開封も容易かつ安定しているものであった。
これは実施例1の評価用サンプルが、本発明によるスタンディングパウチの構成要件を満たしており、さらに側端部の未シール部分に設けたポイントシールによって、自動蒸気抜き後の通蒸口の閉塞がより速やかに行われたことによるものと考えられる。
実施例2については、通蒸口の閉塞は速やかに行われ、したがって体積の縮小は50秒
後には十分であって、切り込みをきっかけとした開封も容易かつ安定しているものであった。
後には十分であって、切り込みをきっかけとした開封も容易かつ安定しているものであった。
これは実施例1の評価用サンプルが、本発明によるスタンディングパウチの構成要件を満たしており、自動蒸気抜き後の通蒸口の閉塞がより速やかに行われたことによるものと考えられる。
比較例1については、通蒸口の閉塞が不十分であって、外気が入りこんで体積の縮小は1分以上たってもほとんど行われず、その結果、切り込みをきっかけとした開封は作業に支障をきたすものであった。
これは実施例1の評価用サンプルが、本発明によるスタンディングパウチの構成要件を満たしておらず、張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A>B
となっているために、自動蒸気抜き後の通蒸口の閉塞がされず、外部の空気がパウチ内部へ流入したために、体積の縮小が不十分であったことによるものと考えられる。
A>B
となっているために、自動蒸気抜き後の通蒸口の閉塞がされず、外部の空気がパウチ内部へ流入したために、体積の縮小が不十分であったことによるものと考えられる。
比較例2については、通蒸口の閉塞が不十分であって、外気が入りこんで体積の縮小は1分以上たってもほとんど行われず、その結果、切り込みをきっかけとした開封は作業に支障をきたすものであった。
これは実施例1の評価用サンプルが、本発明によるスタンディングパウチの構成要件を満たしておらず、張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A=B
となっているために、自動蒸気抜き後の通蒸口の閉塞がされず、外部の空気がパウチ内部へ流入したために、体積の縮小が不十分であったことによるものと考えられる。
A=B
となっているために、自動蒸気抜き後の通蒸口の閉塞がされず、外部の空気がパウチ内部へ流入したために、体積の縮小が不十分であったことによるものと考えられる。
このように、本発明によれば、その課題とするところの、底フィルムを有して自立性がある、スタンディングパウチと呼ばれる形態のパウチにおいて、電子レンジによる加熱調理において、内容物から発生する水蒸気を外部に排出することが可能な、自動蒸気抜き機構を備え、開封に際しては端部に設けた切り込みを起点とする開封を妨げることなく、開封が容易なスタンディングパウチを提供することが可能であることを、検証することができた。
1・・・表側胴部
2・・・側端部
3・・・下端部
4・・・上端部
5・・・開封予定線
6・・・折り線
7・・・後ろ側胴部
8・・・切り込み
9・・・未シール部
10・・・底フィルム
11・・・ポイントシール
12・・・自動蒸気抜き機構
13・・・屈曲して張り出したシール部
14・・・内容物
15・・・矢印
16・・・通蒸口
17・・・剥離したシール部
18・・・内容物収容空間
19・・・矢印
20・・・水蒸気
21・・・水滴
22・・・大気圧
30・・・開口部
31・・・開封予定線
40・・・パウチ上部
50・・・マイクロ波
100・・・スタンディングパウチ
A・・・パウチ内側に向けて張り出した長さ
B・・・側端部のシール幅
2・・・側端部
3・・・下端部
4・・・上端部
5・・・開封予定線
6・・・折り線
7・・・後ろ側胴部
8・・・切り込み
9・・・未シール部
10・・・底フィルム
11・・・ポイントシール
12・・・自動蒸気抜き機構
13・・・屈曲して張り出したシール部
14・・・内容物
15・・・矢印
16・・・通蒸口
17・・・剥離したシール部
18・・・内容物収容空間
19・・・矢印
20・・・水蒸気
21・・・水滴
22・・・大気圧
30・・・開口部
31・・・開封予定線
40・・・パウチ上部
50・・・マイクロ波
100・・・スタンディングパウチ
A・・・パウチ内側に向けて張り出した長さ
B・・・側端部のシール幅
Claims (9)
- 電子レンジによる内容物の加熱調理が可能なパウチであって、
パウチは、プラスチックフィルムの積層体からなり、
積層体は、プラスチックフィルム層のほか、パウチ最内層側のシーラント層を含んで構成され、
パウチは前側胴部、後ろ側胴部、およびそれらの間に配置された、底フィルムによって、内容物を収容可能に製袋されており、
前側胴部と、後ろ側胴部とは、四辺を有して、シーラント層同士を対向させて配置されており、
この四辺のうち、胴部の両側端部はシールされて、密封されており、
両側端部シール部の少なくとも一方の、収容された内容物の表面より上の位置には、切り込みが設けられており、
胴部下部において、前側胴部および後ろ側胴部との間に、底フィルムが折りたたまれて配置され、パウチの下端部は、底フィルムが底面を形成可能に、胴部とシールされて密封されており、
胴部上部において、前側胴部および後ろ側胴部とは、内容物を収容後、パウチの上端部でシールされて、パウチ全体の密封が可能であり、
パウチは、電子レンジによる加熱調理において、内容物から発生する水蒸気をパウチ外部に排出することが可能な、自動蒸気抜き機構を備えており、
この自動蒸気抜き機構は、胴部の両側端部のうち少なくとも一方の側端部に、パウチ内側に向けて屈曲して張り出したシール部であって、
この張り出したシール部の、パウチ内側に向けて張り出した長さをA、側端部のシール幅をBとするときに
A<B
であることを特徴とする、スタンディングパウチ。 - 前記張り出したシール部のシール強度は、連続する側端部のシール強度に比べて脆弱に、もしくはシール幅を細く形成しであることを特徴とする、請求項1に記載のスタンディングパウチ。
- 前記切り込みに連続する、パウチ表裏の胴部の水平方向の開封予定線に沿って、表裏の胴部の積層体に、直線カット性を有する機構が設けられていることを特徴とする、請求項1、または請求項2に記載のスタンディングパウチ。
- 前記直線カット性を有する機構は、積層体中の少なくとも一層のプラスチックフィルムがパウチ胴部に対して、水平方向に分子の配向性を有することによるものであることを特徴とする、請求項3に記載のスタンディングパウチ。
- 前記積層体中のいずれかのプラスチックフィルムに、前記切り込みを起点とした水平方向のミシン目加工、もしくはハーフカット加工を設けてあることを特徴とする、請求項1〜請求項4のいずれかに記載のスタンディングパウチ。
- 前記シーラント層は、胴部の水平方向に直線カット性を有する耐熱無延伸ポリプロピレンフィルムからなることを特徴とする、請求項1〜請求項5のいずれかに記載のスタンディングパウチ。
- 前記パウチ内部に向けて張り出したシール部の、側端部に残された未シール部には、他と連続しないポイントシールを設けてあることを特徴とする、請求項1〜請求項6のいずれかに記載のスタンディングパウチ。
- 前記自動蒸気抜き機構の側端部のシール幅は、6mm以上であることを特徴とする、請求項1〜請求項7のいずれかに記載のスタンディングパウチ。
- 前記積層体には、プラスチックフィルムの表面に無機化合物蒸着被膜が設けられたガスバリアフィルムを含むことを特徴とする、請求項1〜請求項8のいずれかに記載のスタンディングパウチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106090A JP2020200048A (ja) | 2019-06-06 | 2019-06-06 | スタンディングパウチ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019106090A JP2020200048A (ja) | 2019-06-06 | 2019-06-06 | スタンディングパウチ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020200048A true JP2020200048A (ja) | 2020-12-17 |
Family
ID=73743194
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019106090A Pending JP2020200048A (ja) | 2019-06-06 | 2019-06-06 | スタンディングパウチ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020200048A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022130049A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022130084A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011162667A (ja) * | 2010-02-10 | 2011-08-25 | Toray Advanced Film Co Ltd | 易引裂き性ポリプロピレン系未延伸フィルムおよびその積層体 |
| JP2015120550A (ja) * | 2013-11-20 | 2015-07-02 | 大日本印刷株式会社 | パウチ |
| JP2017105502A (ja) * | 2015-12-10 | 2017-06-15 | 凸版印刷株式会社 | スタンディングパウチ |
| JP2017222369A (ja) * | 2016-06-13 | 2017-12-21 | 凸版印刷株式会社 | フィルム製容器 |
| JP2019043639A (ja) * | 2017-09-05 | 2019-03-22 | 凸版印刷株式会社 | 蒸気抜き包装袋 |
-
2019
- 2019-06-06 JP JP2019106090A patent/JP2020200048A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011162667A (ja) * | 2010-02-10 | 2011-08-25 | Toray Advanced Film Co Ltd | 易引裂き性ポリプロピレン系未延伸フィルムおよびその積層体 |
| JP2015120550A (ja) * | 2013-11-20 | 2015-07-02 | 大日本印刷株式会社 | パウチ |
| JP2017105502A (ja) * | 2015-12-10 | 2017-06-15 | 凸版印刷株式会社 | スタンディングパウチ |
| JP2017222369A (ja) * | 2016-06-13 | 2017-12-21 | 凸版印刷株式会社 | フィルム製容器 |
| JP2019043639A (ja) * | 2017-09-05 | 2019-03-22 | 凸版印刷株式会社 | 蒸気抜き包装袋 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022130049A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
| JP2022130084A (ja) * | 2021-02-25 | 2022-09-06 | 凸版印刷株式会社 | 直進カット性に優れた包装材、および包装体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10071841B2 (en) | Scored package | |
| JP2024153907A (ja) | 包装袋 | |
| JP2020200048A (ja) | スタンディングパウチ | |
| JP7077596B2 (ja) | 包装袋 | |
| JP2019147605A (ja) | スタンディングパウチ | |
| JP2017171373A (ja) | スタンディングパウチ | |
| JP6790471B2 (ja) | 包装体 | |
| CN111867941B (zh) | 包装体 | |
| JP6662095B2 (ja) | 包装袋 | |
| JP2025065470A (ja) | 包装袋 | |
| JP2023119054A (ja) | スタンディングパウチ | |
| JP2017105503A (ja) | スタンディングパウチ | |
| JP7259268B2 (ja) | 開口部形状保持部材付きスタンディングパウチ | |
| JP2020006997A (ja) | スタンディングパウチ | |
| JP7176220B2 (ja) | パウチの製造方法および製造装置 | |
| JP2017222372A (ja) | 包装袋 | |
| JP2022191721A (ja) | パウチ | |
| JP7176250B2 (ja) | パウチ | |
| JP6848190B2 (ja) | 包装袋 | |
| JP6911626B2 (ja) | 包装袋 | |
| JP7456325B2 (ja) | 包装袋 | |
| JP2017105502A (ja) | スタンディングパウチ | |
| JP7533047B2 (ja) | 包装袋 | |
| JP2020104862A (ja) | 開口部形状保持機能付きスタンディングパウチ | |
| JP2020152395A (ja) | 電子レンジ加熱調理用パウチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230704 |