JP2020076490A - 高圧タンク - Google Patents
高圧タンク Download PDFInfo
- Publication number
- JP2020076490A JP2020076490A JP2019162515A JP2019162515A JP2020076490A JP 2020076490 A JP2020076490 A JP 2020076490A JP 2019162515 A JP2019162515 A JP 2019162515A JP 2019162515 A JP2019162515 A JP 2019162515A JP 2020076490 A JP2020076490 A JP 2020076490A
- Authority
- JP
- Japan
- Prior art keywords
- liner
- pressure tank
- hole
- insert ring
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/32—Hydrogen storage
Landscapes
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Abstract
Description
A1.装置構成:
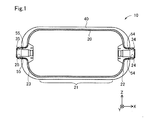
図1は、本発明の第1実施形態の高圧タンク10の概略構成を示した説明図である。図1には、相互に直交するXYZ軸が図示されている。図1のXYZ軸は、他の図のXYZ軸に対応する。XYZ軸において、矢印の指す方向を+側、矢印の指す方向と反対方向を−側とする。高圧タンク10には、例えば、70MPa程度の高圧の水素ガスが貯蔵される。高圧タンク10は、ライナー20と、口金34,35と、補強層40と、を備えている。
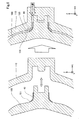
図5は、第2実施形態の高圧タンク10Aを構成するライナー20への口金34の組み付けの様子を示す説明図である。図6は、第2実施形態の高圧タンク10Aを構成するライナー20を型成形する様子を示す説明図である。以下の説明に当たっては、同一の機能を果たす部材については、符合を変えて同一の部材名を用いることとする。
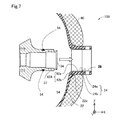
図7は、第3実施形態の高圧タンク10Bを構成するライナー20への口金34の組み付けの様子を示す説明図である。図8は、第3実施形態の高圧タンク10Bを構成するライナー20を型成形する様子を示す説明図である。
図9は、第4実施形態の高圧タンク10Cを構成するライナー20への口金34の組み付けの様子を示す説明図である。図10は、第4実施形態の高圧タンク10Cを構成するライナー20を型成形する様子を示す説明図である。
上述した第1実施形態では、嵌合部材54は、EPDM(エチレン−プロピレン−ジエンゴム)にて形成されたOリングであったが、本発明はこれに限られない。例えば、嵌合部材54は、口金34より破壊されやすい材質で形成されていてもよい。このような場合、口金34を高圧タンク10の内側方向に押すことで嵌合部材54が口金34の移動に伴い破壊されることによって、口金34が高圧タンク10の内側に向けて外れる。また、嵌合部材54は、口金34より融点の低い材質で形成されていてもよい。このような場合、口金34および嵌合部材54の付近を高温にすることで嵌合部材54を融解させることによって、口金34が高圧タンク10の内側に向けて外れる。
Claims (2)
- 高圧タンクであって、
気体を密封するための空間を形成するライナーと、
前記ライナーの長手方向の端に形成された貫通孔に対して取り付けられる口金と、
前記口金とは異なる材料で形成され、前記ライナーと前記口金との間に配されて、前記ライナーと前記口金との間を密閉する嵌合部材と、を備え、
前記口金のうち前記ライナーから外部に露出している露出部分は、前記貫通孔のうち前記貫通孔の大きさが最も小さくなる最小部分を前記長手方向に投影した領域の内側に含まれる、高圧タンク。 - 請求項1に記載の高圧タンクであって、
前記ライナーは、
前記長手方向端のドーム部の頂上側内壁に、前記貫通孔を形成し、前記嵌合部材が気密に接触するインサートリングを有し、
該インサートリングは、
前記貫通孔を形成する筒状の貫通孔形成部と、該貫通孔形成部から連続して拡張した拡張形状をなし前記ドーム部の頂上側内壁に没して前記長手方向に沿って掛かるタンク内圧を受圧する拡張受圧部とを有する、高圧タンク。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018206438 | 2018-11-01 | ||
| JP2018206438 | 2018-11-01 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020076490A true JP2020076490A (ja) | 2020-05-21 |
| JP7259658B2 JP7259658B2 (ja) | 2023-04-18 |
Family
ID=70723782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019162515A Active JP7259658B2 (ja) | 2018-11-01 | 2019-09-06 | 高圧タンク |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7259658B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7416017B2 (ja) | 2021-06-14 | 2024-01-17 | トヨタ自動車株式会社 | 圧力容器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005048919A (ja) * | 2003-07-31 | 2005-02-24 | Toyota Motor Corp | タンク |
| JP2008164089A (ja) * | 2006-12-28 | 2008-07-17 | Toyota Motor Corp | タンク用口金及びこの口金を備えたタンク並びにタンク組付方法 |
| JP2012036952A (ja) * | 2010-08-05 | 2012-02-23 | Toyota Motor Corp | 高圧ガスタンク用インサートリング及びその製造方法並びに高圧ガスタンク |
| JP2015113957A (ja) * | 2013-12-13 | 2015-06-22 | 株式会社Fts | 圧力容器の口金構造 |
-
2019
- 2019-09-06 JP JP2019162515A patent/JP7259658B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005048919A (ja) * | 2003-07-31 | 2005-02-24 | Toyota Motor Corp | タンク |
| JP2008164089A (ja) * | 2006-12-28 | 2008-07-17 | Toyota Motor Corp | タンク用口金及びこの口金を備えたタンク並びにタンク組付方法 |
| JP2012036952A (ja) * | 2010-08-05 | 2012-02-23 | Toyota Motor Corp | 高圧ガスタンク用インサートリング及びその製造方法並びに高圧ガスタンク |
| JP2015113957A (ja) * | 2013-12-13 | 2015-06-22 | 株式会社Fts | 圧力容器の口金構造 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7416017B2 (ja) | 2021-06-14 | 2024-01-17 | トヨタ自動車株式会社 | 圧力容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7259658B2 (ja) | 2023-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9316357B2 (en) | Pressure vessel | |
| WO2013080810A1 (ja) | 圧力容器及び圧力容器の製造方法 | |
| JP6614180B2 (ja) | 水素タンク素体の製造方法、および水素タンクの製造方法 | |
| JP2014238110A (ja) | 圧力容器 | |
| JP5741482B2 (ja) | 圧力容器およびその製造方法 | |
| JP5559333B2 (ja) | 燃料タンクのシール構造及びその形成方法 | |
| CN110345374B (zh) | 高压罐 | |
| JPWO2019131737A1 (ja) | 高圧タンク用ライナ及びその製造方法 | |
| JP4525021B2 (ja) | タンク | |
| JP2020076490A (ja) | 高圧タンク | |
| CN110906163B (zh) | 内胆构成部件、高压储罐和高压储罐的制造方法 | |
| JP6601425B2 (ja) | ガスタンク用のライナーおよびガスタンク | |
| JP2013228082A (ja) | 圧力容器 | |
| JP2006226374A (ja) | 管体の接続構造および管体の接続方法 | |
| JP6637292B2 (ja) | 圧力容器およびその製造方法 | |
| WO2016167034A1 (ja) | 圧力容器 | |
| US8105518B2 (en) | Method for joining first and second members to each other through a joint material | |
| JP2008175341A (ja) | 圧力容器及び圧力容器製造方法 | |
| JP2020506099A (ja) | 中空射出成形品の製造方法及びそれを利用して製造された中空射出成形品 | |
| JP2007064341A (ja) | コネクタ | |
| JP2018013176A (ja) | タンクの製造方法 | |
| KR101487872B1 (ko) | 복합소재 lpg 실린더용 일체형 라이너 및 보스 제조방법, 이의 제조방법에 의하여 제조된 복합소재 lpg 실린더를 제조하는 방법 및 이의 제조방법에 의하여 제조된 복합소재 lpg 실린더 | |
| JP2018179084A (ja) | ライナー | |
| EP3715281A1 (en) | Aircraft water tank and method for producing same | |
| JP2017013470A (ja) | 燃料タンクの内蔵部品固定部の成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211020 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230307 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230320 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7259658 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |