JP2019172302A - パウチ容器およびパウチ包装体 - Google Patents
パウチ容器およびパウチ包装体 Download PDFInfo
- Publication number
- JP2019172302A JP2019172302A JP2018062282A JP2018062282A JP2019172302A JP 2019172302 A JP2019172302 A JP 2019172302A JP 2018062282 A JP2018062282 A JP 2018062282A JP 2018062282 A JP2018062282 A JP 2018062282A JP 2019172302 A JP2019172302 A JP 2019172302A
- Authority
- JP
- Japan
- Prior art keywords
- film
- pouch
- seal
- branch
- spout
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Bag Frames (AREA)
Abstract
Description
例えば、特許文献1、2には、分岐型スタンディングパウチが記載されている。分岐型スタンディングパウチは、内容物を注出するための注出ノズルの部位が折りたたまれており、注出時に注出ノズルを延ばして用いられる。
例えば、特許文献3には、袋の角部に内容物を排出するための排出ノズルが埋め込まれたパウチ袋が記載されている。
例えば、特許文献4、5には、袋の保形性、自立性、および持ちやすさを向上するためのエアバッグを備えるスタンディングパウチが記載されている。特許文献4、5に記載のスタンディングパウチにおけるエアバッグとは、内容物を収容する空間と異なる部位に、エアのみが封入された補強構造を意味している。
特許文献1、2に記載の分岐型スタンディングパウチは、注出ノズルの部位がパウチ本体の側方に折りたたまれることによって省スペース化されている。このため、注出口ノズルは外周部が互いに貼り合わされた2枚のフィルムによって構成されている。このため、注出時には、注出ノズルの先端を開封した後、注出口を形成するため、注出ノズルを構成する2枚のフィルムの間に、隙間を設ける作業が必要となる。しかし、2枚のフィルムは互いに密着し合っているため、作業者が注出口を形成する2枚のフィルムの間に隙間を形成する作業に手間取るという問題がある。隙間が不完全な状態では、詰め替え用の容器の開口部に注出口が挿入されないこともあるので、内容物の液こぼれが発生しやすい。あるいは、内容物が意図しない方向に放出されたり、飛び散ったりするため、良好な注出作業が行えないおそれがある。さらに、注出口の開口が不充分であると、外気の流入も少なくなり、内容物の流量が低下するため、注出に時間がかかるという問題もある。
注出ノズルの保形性を向上するため、稜線形成補助線(特許文献1参照)、山折り稜線(特許文献2参照)を設けることも記載されている。しかし、補強構造が設けられることによって、注出開始前に確実に注出口を開いておかないと、注出口が閉じた状態になりやすいという問題がある。
さらに、排出ノズルを有する場合、排出ノズルの基端部が袋内に突出するため、排出ノズルの外周部に内容物の注出残りがたまってしまう。このため、内容物を完全に注出することができないという問題もある。
さらに、エアバッグが設けられていると、内容物が残り少なくなったときに内容物を速やかに排出するために、袋を折りたたんで押し出す、といった動作が困難になる。このため、内容物の排出に時間がかかったり、内容物を完全には排出できなくなったりするおそれもある。
本発明の第1の実施形態のパウチ容器およびパウチ包装体について説明する。
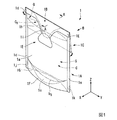
図1は、本発明の第1の実施形態のパウチ包装体の一例を示す模式的な斜視図である。図2は、図1におけるA−A断面図である。図3は、図1におけるB視の斜視図である。図4は、本発明の第1の実施形態のパウチ容器の模式的な正面図である。図5は、本発明の第1の実施形態のパウチ容器の模式的な背面図である。
なお、各図面は、模式図のため形状や寸法は誇張されている(以下の図面も同じ)。
パウチ包装体1は、胴状部1Aと、胴状部1Aの図示上端部(延在方向の先端部)から分岐して構成された第1分岐部1Bおよび第2分岐部1Cと、を備える。
以下では、パウチ包装体1に関する方向を参照する場合、図1に示すようなXYZ直交座標系におけるX軸方向、Y軸方向、Z軸方向を用いる場合がある。
Z軸は鉛直方向に延びる軸線である。Z軸正方向は、鉛直下方から上方に向かう方向である。Z軸負方向は、Z軸正方向と反対方向である。
X軸は、Z軸に直交する面内においてZ軸と直交する軸線である。Y軸は、Z軸に直交する面内においてZ軸およびX軸と直交する軸線である。X軸、Y軸の正方向は周知の右手系の規約によって定められている。
前面部1aおよび後面部1bのY軸方向における端部は、Y軸負方向側ではZ軸方向に延びる側部シール部1dによって、Y軸正方向側ではZ軸方向に延びる側部シール部1eによって、それぞれシールされている。
底面部1cの外周部は、前側底部シール部1Fおよび後側底部シール部1Gによって、前面部1aおよび後面部1bの各下端部に接続している。
前側底部シール部1Fは、底面部1cのX軸正方向側の外周部に沿って形成されている。
後側底部シール部1Gは、底面部1cのX軸負方向側の外周部に沿って形成されている。
前側底部シール部1Fおよび後側底部シール部1Gは、それぞれ、Z軸に略平行な母線を有する湾曲面からなる。このため、互いに接合された前側底部シール部1Fおよび後側底部シール部1Gは、全体として底面部1cの外形に沿って周回するように延びる環状のシール部を構成している。
本実施形態では、前側底部シール部1Fおよび後側底部シール部1Gの下端(Z軸負方向側の端縁)は、同一平面上に並んでいる。この様な前側底部シール部1Fおよび後側底部シール部1Gを下端部に有することにより、パウチ包装体1は、自立可能なスタンディングパウチになっている。
本実施形態では、内容物Cが内部に収容された後、後述するように内部空間Sに封入気体Gが封入されることによって、より確実に、内部空間Sが内容物Cの体積よりも大きな容積を有する状態に拡張されている。このため、図1に示すように、パウチ包装体1が自立配置された状態(以下、「自立状態」と称する)では、内容物Cの最上面CSは、第1分岐部1Bが分岐する胴状部1Aの上端部よりも低い位置に形成される。
自立状態のパウチ包装体1の内部空間Sにおいて、最上面CSより上側には、封入気体Gが満たされている。
封入気体Gは、内容物Cと共存できる適宜の気体が用いられる。例えば、封入気体Gとしては、空気、不活性ガスなどが用いられてもよい。
ただし、第1分岐部1Bは、必要に応じて谷折り線b1回りに回転されることが可能である。
第1分岐部1Bの先端部には、注出口を形成するための注出口部1Eが形成されている。
注出口部1Eには、第1分岐部1Bの先端部における内部空間を横断するような開封が容易に行える易開封部1iが形成されている。
第1分岐部1Bの先端部の外形は、易開封部1iによって注出口部1Eが開封された後の第1分岐部1Bに残る残余の形状(以下、「開封後先端形状」と称する)によって、内容物Cの注出が良好に行われれば特に限定されない。
例えば、パウチ包装体1が詰め替え用途であれば、開封後先端形状は、詰め替え対象の容器の開口部に挿入可能な形状であることがより好ましい。
易開封部1iとしては、第1分岐部1Bの先端部における内部空間を横断するように、注出口部1Eの外表面に形成された脆弱部、例えば、ハーフカット線、ミシン目線などが用いられてもよい。ハーフカット線、ミシン目線は、例えば、レーザ光照射などによって形成されてもよい。
易開封部1iとしては、第1分岐部1Bの先端部における内部空間を横断する方向に向けて、注出口部1Eの外縁部に応力集中を生じさせるために形成された脆弱部、例えば、V字状、U字状などのノッチが用いられてもよい。
易開封部1iとしては、以上に例示した2以上の脆弱部が組み合わせて形成されてもよい。
易開封部1iは、注出口部1Eの両面のみに設けられていてもよいし、両面に設けられていてもよい。本実施形態では、一例として、易開封部1iは、注出口部1Eの両面に設けられている。
第2分岐部1Cは、基端部において、内部空間Sと連通するように胴状部1Aと接続している。本実施形態のパウチ包装体1では、図3に示すように、第2分岐部1Cは、後面部1bに向かって折りたたまれている。図2に示すように、第2分岐部1Cは、胴状部1Aの後面部1bと接続部において、谷折り線b2に沿って折り曲げられている。
ただし、第2分岐部1Cは、必要に応じて谷折り線b2回りに回転されることが可能である。
第2分岐部1CのY軸負方向の外周部は、側部シール部1dの延長部によってシールされている。第2分岐部1CのY軸正方向の外周部は、図3に示すように、後述する気体導入部1rを形成する気体導入部形成用シール部1f、によって、シールされている。
ただし、パウチ包装体1においては、後述する気体導入部1rは、気体封入部シール部1D(貫通孔シール部)によって閉鎖、密封されている。本実施形態では、気体封入部シール部1Dには、後述する気体導入部1rの貫通孔の痕跡として、貫通孔跡1uが残っている。
気体導入部形成用シール部1fと気体封入部シール部1Dとは互いに離れて形成されてもよい。ただし、本実施形態では、一例として、気体導入部形成用シール部1fと気体封入部シール部1Dとは一続きに形成されている。
気体導入部形成用シール部1fの詳細構成は、気体導入部1rとともに後述される。
以下では、パウチ袋10の詳細構成について説明する。
図4、5に示すパウチ袋10は、内容物Cの導入前の折りたたみ状態(以下、「標準状態」と称する)の態様で描かれている。
標準状態において、前側フィルム2は谷折り線b1で谷折りされている。
下側フィルム4は、略矩形状のフィルムからなり、シーラント層が外側に向くように谷折り線b3で谷折りされている。谷折り線b3は、図1に二点鎖線で谷折り解除された状態を示すように、下側フィルム4によって形成される底面部1cにおいて、Z軸方向から見てY軸方向に延びる中心軸線に沿って形成されている。
標準状態において、上側フィルム3および後側フィルム5は、平面上に展開されている。このため、図5に示すように、上述したパウチ包装体1における谷折り線b2の部位では、谷折りが解除されている。
以下では、パウチ袋10に関する方向を参照する場合、図3、4に示すyz直交座標系におけるy軸方向、z軸方向を用いる場合がある。y軸方向、z軸方向は、それぞれ、図1の配置におけるY軸方向、Z軸方向に対応している。
第1分岐部形成部2aは、上側フィルム3の一部と貼り合わされて上側フィルム3とともに上述の第1分岐部1Bを構成する。このため、第1分岐部形成部2aの外形は、第1分岐部1Bの外形と同様である。
図4では、第1分岐部形成部2aは、谷折りされて胴状部形成部2bと、上側フィルム3の第1分岐部形成部3aとの間に挟まれている。第1分岐部形成部3aは、第1分岐部形成部2aと同様の外形を有する上側フィルム3の一部分である。第1分岐部形成部3aの外形も第1分岐部1Bの外形と同一のため、第1分岐部形成部2aの外形線と第1分岐部形成部3aの外形線とは、互いに重なっている。
端部シール部1hにおいて谷折り線b1の近傍には、y軸正方向の端部にて、y軸負方向に延びる切り欠きからなるパンチ孔1nが形成されている。y軸負方向の端部には、y軸正方向に延びる切り欠きからなるパンチ孔1mが形成されている。
第1分岐部形成部2aの先端部には、上述の易開封部1iが形成されている。
胴状部形成部2bにおいてz軸負方向側の端部は、谷折り線b3で谷折りされた状態の下側フィルム4と重ねられた状態で、下側フィルム4のz軸負方向側の外周部とシールされている。このため、胴状部形成部2bにおいて側部シール部1d、側部シール部1eの間の下端部には、上述の前側底部シール部1Fが形成されている。ただし、前側底部シール部1Fを構成する下側フィルム4のy軸方向の両端部には、接合部1j、1kを形成するために、前側フィルム2のシーラント層を露出させる半円状の切り欠き部が設けられている。
胴状部形成部5bは、前側フィルム2の胴状部形成部2bと同様の矩形状の外形を有する。胴状部形成部5bにおいては、y軸方向の両端部がz軸方向にわたって、前側フィルム2の胴状部形成部2bのy軸方向の両端部と貼り合わされている。このため、胴状部形成部5bのy軸方向の両端部と前側フィルム2の第1分岐部形成部2aのy軸方向の両端部には、側部シール部1d、1eが形成されている。
胴状部形成部5bにおいてz軸負方向側の端部は、谷折り線b3で谷折りされた状態の下側フィルム4と重ねられた状態で、下側フィルム4のz軸負方向側の外周部とシールされている。このため、胴状部形成部5bにおいて側部シール部1d、側部シール部1eの間の下端部には、上述の後側底部シール部1Gが形成されている。ただし、後側底部シール部1Gを構成する下側フィルム4のy軸方向の両端部には、接合部1j、1kを形成するために、前側フィルム2のシーラント層を露出させる半円状の切り欠き部が設けられている。
第2分岐部形成部5aは、上側フィルム3において谷折り線b1よりもz軸正方向側の矩形状部分である第2分岐部形成部3b(図4参照)と、y軸方向の両端部でシールされている。互いにシールされた第2分岐部形成部5aおよび第2分岐部形成部3bは、上述の第2分岐部1Cを構成する。ただし、パウチ袋10では、第2分岐部1Cの導入口シール部1gは未形成である。
第2分岐部形成部5aにおいてy軸方向正方向の端部には、側部シール部1dが谷折り線b2を超えてz軸正方向に延在している。
第2分岐部形成部5aにおいてy軸方向負方向の端部には、側部シール部1eのz軸正方向の端部と接続する気体導入部形成用シール部1fがz軸正方向に延びて形成されている。
気体導入部1rは、z軸正方向に進むにつれてy軸正方向に延びるU字状に形成された未シール部からなる。気体導入部1rでは、第2分岐部形成部5aは、第2分岐部形成部3bと未シール状態で対向しているため、未シール状態の第2分岐部形成部5aおよび第2分岐部形成部3bの間に隙間が形成されることによって、封入気体Gの通気が可能である。
気体導入部1rの幅は、未シール部に隙間を形成して、外部から封入気体Gを導入する管状の治具が挿通できる大きさを有することがより好ましい。
上述したように、第1分岐部形成部3aの外形は、第1分岐部形成部2aの外形と同様である。第1分岐部形成部3aは、端部シール部1hによって第1分岐部形成部2aと貼り合わされており、第1分岐部形成部2aとともに、第1分岐部1Bを構成する。
上述したように、第2分岐部形成部3bの外形は、第2分岐部形成部5aの外形と同様である。第2分岐部形成部3bは、側部シール部1e、気体導入部形成用シール部1fによって第2分岐部形成部5aと貼り合わされており、第2分岐部形成部5aとともに、導入口シール部1gが未形成の第2分岐部1Cを構成する。
貫通孔3cの形状、大きさは、封入気体Gが通気できれば、特に限定されない。
例えば、貫通孔3cは、第2分岐部形成部3bを貫通する線状、十字状などの切れ目によって構成されてもよい。
例えば、貫通孔3cは、円孔、楕円孔、多角形孔などの孔部によって構成されてもよい。
貫通孔3cが切れ目によって形成されると、切れ目が離間していない状態では、貫通孔3cが孔部で構成される場合に比べて、開口面積が小さくなるため、貫通孔3cを通した気体の流通量はより少なくなる。ただし、貫通孔3cの切れ目を互いに離間させれば、離間量に応じて開口面積が拡がる。
貫通孔3cの大きさは、外部から封入気体Gを導入する管状の治具が挿通できる大きさを有することがより好ましい。
下側フィルム4において、前側底部シール部1Fおよび後側底部シール部1Gに囲まれた未シール領域は、上述の底面部1cを構成している。底面部1cは、前側底部シール部1Fおよび後側底部シール部1Gがそれぞれ図4、5における紙面手前側に湾曲されることによって、谷折り状態から展開可能である。
y軸方向において側部シール部1dと気体導入部形成用シール部1fとに挟まれた未シールの第2分岐部形成部3bと第2分岐部形成部5aとの間には、内容物Cを導入するための導入口Oが形成されている。
導入口Oと底面部1cの間には、前面部1a、後面部1b、および底面部1cで囲まれ、導入口Oにおいて開口する内部空間Sが形成されている。
標準状態から、前側底部シール部1Fおよび後側底部シール部1Gがそれぞれ凸状に湾曲されると、前側底部シール部1Fおよび後側底部シール部1GによってXY平面上に自立可能になる。さらに、湾曲された前側底部シール部1Fおよび後側底部シール部1Gの間には、谷折りされていた底面部1cが展開する。
前側底部シール部1Fおよび後側底部シール部1Gによって自立したパウチ袋10は、導入口Oが開かれることによって上方に開口する。このとき、パウチ袋10は、底面部1cを底面とし、湾曲した前面部1aおよび後面部1bによって側面が囲まれた有底筒状の容器になっている。この状態を、パウチ袋10の自立状態と称する。
自立状態における内部空間Sの容積は、パウチ包装体1に収容する内容物Cの体積よりも大きい。このため、所定量の内容物Cが完全に内部空間Sに導入されると、図3、4に二点鎖線で示すように、底面部1cと谷折り線b1、b2との間に位置するようになっている。
フィルム材としては、少なくとも基材およびシーラント層を有する多層フィルムが用いられてもよい。基材とシーラント層との間には、基材とシーラント層との材質に応じて適宜の接着層が設けられていてもよい。
さらにフィルム材には、必要に応じて、ガスバリア性を付与したり各種機械的強度を向上させたりするための中間層、印刷を行うための印刷層、などが付加されてもよい。
パウチ袋10において、各フィルム材の材質、層構成は、シール相手のフィルム材とヒートシール可能であれば、同一材質、同一層構成とする必要はない。
積層方法としては、周知の溶融押出法あるいはドライラミネーション法が用いられてもよい。
積層方法としては、公知のドライラミネーション法等が用いられてもよい。
図6(a)、(b)は、本発明の第1の実施形態のパウチ包装体の製造工程を示す工程説明図である。図7は、図6におけるD−D断面図である。
まず、標準状態のパウチ袋10が自立状態の形状に変形される。パウチ袋10は、導入口Oを上方に向けて自立させられる。このとき、第2分岐部1Cは、導入口Oと同様に拡がるため、導入口Oから底面部1cまでの間には、略真直な筒状の内部空間Sが形成されている。一方、第1分岐部1Bは、谷折りされた状態で、前面部1aに沿って湾曲している。このため、第1分岐部1Bの内部空間が開かれることはない。
この後、図6(a)に示すように、導入口Oを通して、上方から内容物Cが導入される。内部空間Sの容積は、内容物Cの体積よりも大きいため、最上面CSは、内部空間Sにおいて、谷折り線b1、b2よりも下方に形成される。自立状態において谷折り線b1よりも上方に形成された貫通孔3cには、内容物Cが達しないため、貫通孔3cから内容物Cが漏れ出すことはない。
しかし、内部空間Sにおける内容物Cからの圧力は、底面部1cで最大となり、上方に向かうにつれて低下する。最上面CSよりも上側には、内容物Cが存在しないため、前面部1a、後面部1b、第1分岐部形成部3a、および第2分岐部形成部5a(図示略)の内周面には圧力が作用しない。
このため、最上面CSよりも上側の各フィルム材は各自の剛性のみによって直立しているため、外力によって変形しやすい。
以上で、パウチ袋10に内容物Cが導入されて導入口シール部1gが形成された中間体10Aが形成される。中間体10Aでは、貫通孔3cは塞がれていない。
このため、中間体10Aの形成後、内部空間S内の気体は、導入口シール部1gの形成前に比べて減少している。
例えば、図6(b)に示すように、貫通孔3cから気体導入管11が挿入され、気体導入管11を通して、封入気体Gを導入されてもよい。
例えば、気体導入管11は、図7に示すように、気体導入部1rにおける第1分岐部形成部3aおよび第2分岐部形成部5aを押し広げて挿入できる外径を備える。気体導入管11には、封入気体Gを供給する図示略の気体供給源が接続されている。
封入気体Gの導入量は、第1分岐部1Bおよび第2分岐部1Cを谷折りするのに支障がなく、かつ、注出が容易となるように、予め実験を行うなどして決めておく。
気体導入部1rにおける第1分岐部形成部3aと第2分岐部形成部5aとが互いにヒートシールされると、気体導入部1rは気体導入部形成用シール部1fと一体化される。これにより、図3に示すように気体導入部1rに対応する部位に、気体封入部シール部1Dが形成される。気体封入部シール部1Dでは、貫通孔3cが閉鎖される。本実施形態では、貫通孔3cの開口形状は、気体封入部シール部1D内に貫通孔跡1uとして、痕跡をとどめる。ただし、気体封入部シール部1Dにおいて、貫通孔3cの開口は熱溶融が進むことによって痕跡をとどめない状態になっていてもよい。
このようにして、中間体10Aの上端部に、導入口Oと貫通孔3cとが密閉された状態の第2分岐部1Cが形成される。
第2分岐部1Cを谷折り線b2で折り曲げると、図1に示すようなパウチ包装体1が製造される。
まず、使用者は、谷折り線b1を中心として、第1分岐部1Bを回転することによって、第1分岐部1Bをパウチ包装体1の上部に位置づける。このとき、第2分岐部1Cは、谷折り線b2で谷折りされた状態が保たれるようにする。
このとき、使用者が、パウチ包装体1の下部を把持することによって、内部空間S内に封入された封入気体Gが上方に加圧される。この結果、第1分岐部1Bにおける第1分岐部形成部2a、3aの間に封入気体Gが進入する。このため、谷折り状態では、第1分岐部形成部2a、3a同士の未シール部が密着している状態であっても、未シール部の密着が解除される。
このとき、破断される第1分岐部形成部2a、3a同士の未シール部の間には封入気体Gが進入しているため、開封時に、易開封部1iが横断する第1分岐部形成部2a、3aの未シール部が互いに密着していることはない。したがって、注出口にわずかな外力を加えるだけで、注出口の開口面積が容易に増大する。
このため、使用者は、注出口を注出先に移動して迅速に注出を開始できる。例えば、詰め替え用ボトル(以下、単に、「ボトル」)への詰め替え作業であれば、ボトル内に、第1分岐部1Bの先端を挿入して内容物Cの注出を開始できる。
注出口の開口面積を拡げることができると、内容物Cの流出と並行して、外部の雰囲気気体が内部空間Sに流入しやすいため、内容物Cが迅速に抽出される。
パウチ包装体1では、第1分岐部1Bの内部空間が漏斗状になっているため、内容物Cが漏斗形状に沿って円滑に注出される。
内容物Cの圧力によって、注出口を開くことも考えられるが、内容物Cが急激に噴出することで、内容物Cが吹きこぼれるおそれがある。また、内容物Cの粘度が高い場合には流動しにくいため、内容物Cの流動圧力のみでは注出口が開かれないおそれもある。
また、フィルム材同士が密着して扁平状態であると、注出口がボトルの開口に入らない大きさになっているおそれがある。さらに、フィルム材同士が密着して扁平なシート状であると、注出口の形状が不安定である。このため、ボトルに挿入できるとしても、注出口を確実に差し入れることが難しくなるという問題もある。
さらに、注出口においてフィルム材同士が密着していなくても、フィルム材同士の隙間に毛細管現象で内容物Cが進入していると、やはり注出口が管状に開かれにくくなる。内容物Cの粘度が高い場合には、特に注出口が開かれにくくなる。
本発明の第2の実施形態のパウチ容器およびパウチ包装体について説明する。
図8は、本発明の第2の実施形態のパウチ包装体の一例を示す模式的な斜視図である。図9は、本発明の第2の実施形態のパウチ容器の模式的な正面図である。
以下、上記第1の実施形態と異なる点を中心に説明する。
ただし、本実施形態における胴状部1Aの前面部1aおよび後面部1bは、それぞれ前側フィルム22および後側フィルム25によって形成されている。
前側フィルム22および後側フィルム25は、胴状部1Aとともに上端部21Bも形成する以外は、上記第1の実施形態の前側フィルム2および後側フィルム5と同様に構成される。
このため、上記第1の実施形態と同様、胴状部1Aの側部は、側部シール部1d、1eによってシールされている。さらに胴状部1Aの下端部には、下側フィルム4によって底面部1cが形成されている。底面部1cの外周部は、上記第1の実施形態と同様、前側底部シール部1Fおよび後側底部シール部1Gによってシールされている。
パウチ包装体21の内部には、前面部1a、後面部1b、および底面部1cによって囲まれた内部空間sが形成されている。内部空間sは、上記第1の実施形態と同様の内容物Cを収容する内容物収容空間を構成している。
内部空間sは、内容物Cの体積よりも大きな容積を有する状態に拡張可能である。
本実施形態では、内容物Cが内部に収容された後、上記第1の実施形態と同様の封入気体Gが上記第1の実施形態と同様にして内部空間sに封入されることによって、より確実に、内部空間sが内容物Cの体積よりも大きな容積を有する状態に拡張されている。このため、パウチ包装体21が自立配置された状態(以下、「自立状態」と称する)では、内容物Cの最上面CSは、後述する注出口および本実施形態における貫通孔跡1uよりも低い位置に形成される。本実施形態では、最上面CSは、上端部21Bにおける内部空間sにおいて、一続きの平面になっている。
自立状態のパウチ包装体21の内部空間sにおいて、最上面CSより上側には、封入気体Gが満たされている。本実施形態では、最上面CSの上方には、端部シール部21hで囲まれた空間と、側部シール部21d、導入口シール部21g、および気体導入部形成用シール部21fで囲まれた空間とが、互いに連通し、封入気体Gで満たされた単一の空間を形成している。
気体導入部形成用シール部21fは、上端部21Bにおける前側フィルム22と後側フィルム25とがシールされて形成された以外は、上記第1の実施形態における気体導入部形成用シール部1fと同様に形成されている。このため、気体導入部形成用シール部1fには、気体封入部シール部1Dおよび貫通孔跡1uが形成されている。ただし、本実施形態では、貫通孔跡1uは、前側フィルム22に形成されている。
本実施形態の気体封入部シール部1Dおよび貫通孔跡1uは、気体導入部形成用シール部21fによって上記第1の実施形態と同様に形成される気体導入部1rおよび貫通孔3c(図9参照)が、上記第1の実施形態と同様にシールされることによって形成される。
端部シール部21hは、側部シール部1dのZ軸正方向の端部から、Y軸正方向に進むにつれてZ軸正方向に進む斜め方向に延びてから、Y軸負方向に進むにつれてZ軸正方向に延びるU字状の突出部を形成するシール部である。U字状の突出部におけるZ軸正方向側の終端部には、Z軸正方向に延びる側部シール部21dが接続されている。
端部シール部21hによって形成されたU字状の突出部は、注出口を形成するための注出口部21Eを構成している。
注出口部21Eには、注出口部21Eの内側の内部空間sを横断するような開封が容易に行える易開封部21iが形成されている。
易開封部21iの構成は、上記第1の実施形態における易開封部1iと同様な適宜の構成が用いられてもよい。
例えば、パウチ包装体21が詰め替え用途であれば、開封後先端形状は、詰め替え対象の容器の開口部に挿入可能な形状であることがより好ましい。
本実施形態では、注出口部21Eの内側の前側フィルム22および後側フィルム25には、それぞれX軸正方向およびX軸負方向に突出する凸エンボス部21Fがそれぞれ形成されている。
各凸エンボス部21Fは、注出口部21Eにおける突出方向の先端部から、突出方向の基端部に向かう斜め方向に延びている。各凸エンボス部21Fの先端側には、上述の易開封部21iが横断している。
各凸エンボス部21Fの基端側には、各凸エンボス部21Fの基端部を囲むU字状の谷折り部21Gがそれぞれ成形されている。
各凸エンボス部21Fは、上端部21Bの前側フィルム22および後側フィルム25が互いにX軸方向に離間した状態で、注出口部21Eの基端部から先端部に向かう斜め方向に延びる管状空間を構成している。このため、注出口部21Eが易開封部21iに沿って開封されると、開封後先端形状としては、互いに対向する凸エンボス部21Fに囲まれた管状の注出口が得られる。
以下では、パウチ袋30の詳細構成について説明する。
パウチ袋30における前側フィルム22、図示略の後側フィルム25、および下側フィルム4(以下、使用部位を区別する必要がない場合には「フィルム材」と称する場合がある)は、上記第1の実施形態における各フィルム材と同様のヒートシール可能な多層フィルムが用いられる。
標準状態において、前側フィルム22および図示略の後側フィルム25は、同一平面に沿って延ばされている。本実施形態の下側フィルム4は上記第1の実施形態と同様の谷折り線b3で谷折りされている。
以下では、パウチ袋30に関する方向を参照する場合、図9に示すyz直交座標系におけるy軸方向、z軸方向を用いる場合がある。y軸方向、z軸方向は、それぞれ、図8の配置におけるY軸方向、Z軸方向に対応している。
パウチ袋30の気体導入部形成用シール部21fは、前側フィルム22と図示略の後側フィルム25との間に上記第1の実施形態における気体導入部形成用シール部1fと同様の気体導入部1rを形成している。貫通孔3cは、前側フィルム22および図示略の後側フィルム25の少なくとも一方に形成されていればよいが、本実施形態では一例として、前側フィルム22に形成されている。このため、本実施形態では、図示略の後側フィルム25の気体導入部1rには貫通孔3cは形成されていない。
導入口oと底面部1cの間には、前面部21a、図示略の後面部21b、および底面部1cで囲まれ、導入口oにおいて開口する内部空間sが形成されている。
標準状態から、前側底部シール部1Fおよび図示略の後側底部シール部1Gがそれぞれ凸状に湾曲されると、パウチ袋30は、上記第1の実施形態と同様、自立可能となり、底面部1cが展開する。
自立したパウチ袋30は、導入口oを開くことによって、上方に開口し、底面部1cを底面とし、湾曲した前面部21aおよび図示略の後面部1bによって側面が囲まれた有底筒状の容器になっている。この状態を、パウチ袋30の自立状態と称する。
自立状態における内部空間sの容積は、パウチ包装体21に収容する内容物Cの体積よりも大きい。このため、所定量の内容物Cが完全に内部空間sに導入されると、図9に二点鎖線で示すように、底面部1cと谷折り線b1、b2との間に位置するようになっている。
まず、標準状態のパウチ袋30を自立状態の形状に変形される。パウチ袋30は、導入口oを上方に向けて自立させられる。この後、導入口oを通して、上方から内容物Cが導入される。内部空間sの容積は、内容物Cの体積よりも大きく、最上面CSは、内部空間sにおいて、注出口となる部位および貫通孔3cよりも下方に形成される。このため、自立状態において貫通孔3cから内容物Cが漏れ出すことはない。
この後、側部シール部21dおよび気体導入部形成用シール部21fの間の導入口oが閉じ合わされた状態で、前側フィルム22および後側フィルム25の上端部がヒートシールされる。これにより、導入口シール部21gが形成される。
以上で、パウチ袋30に内容物Cが導入されて導入口シール部21gが形成された中間体が形成される。中間体では、貫通孔3cは塞がれていない。
中間体の形成後、上記第1の実施形態と同様、内部空間s内の気体は導入口シール部21gの形成前に比べて減少している。このため、最上面CSが上昇し、注出口部21Eの基端部の周辺にも内容物Cが満たされる。さらに、内容物Cの表面張力により前側フィルム22および後側フィルム25が互いに引き寄せ合うことも考えられる。
本実施形態における封入気体Gの導入量は、開封が容易となるように予め実験を行うなどして決めておく。例えば、封入気体Gの導入量は、最上面CSの上方に、端部シール部21hで囲まれた空間と、側部シール部21d、導入口シール部21g、および気体導入部形成用シール部21fで囲まれた空間とが、互いに連通して単一空間を形成できるように決められてもよい。
このようにして、図8に示すようなパウチ包装体21が製造される。
まず、使用者は、易開封部21iに沿って、開封を行う。これにより、易開封部21iの破断線に沿って注出口が形成される。
このとき、注出口は各凸エンボス部21Fを横断するように形成されるため、注出口部21Eにおける前側フィルム22および後側フィルム25が互いに密着して注出口が閉じられることはない。
さらに、凸エンボス部21F内には、封入気体Gが満たされている。このため、注出口を介して、最上面CSの上方の内部空間sと外部雰囲気とが連通するため、注出口を通して、外部からの気体の流入が自由になる。このため、パウチ包装体21を傾けることによって、内容物Cの外部への排出と、外部の雰囲気気体の内部空間s内へ流入とが並行して起こるため、円滑な注出が可能になる。
この場合、導入口シール部21gを形成するために導入口oが閉じられる際に、内部空間sの上部が狭まるため、内部空間s内の気体が排出される。このため、本実施形態に比べて内部空間sの容積が小さくなる。この結果、本実施形態に比べて最上面CSが上昇し、各凸エンボス部21Fの内部および基端部(注出口の奥側)の近傍に内容物Cが進入する。
この場合、易開封部21iから開封すると注出口は開口するものの、各凸エンボス部21Fの基端部が内容物Cによって塞がれている。このため、注出口を通して、外部の雰囲気気体が円滑に内部空間s内に流入できないため、内容物Cが注出口から排出されないか、あるいは排出されにくくなる。
特に、内容物Cの粘度が高い場合には、内容物Cが排出できないおそれが高い。この場合、使用者は、内容物Cを押し出すためにパウチ包装体21を加圧する必要が生じる。このように、外部から注出口に気体が流入しないと、使用者は、すべての内容物Cを押し出したり、絞り出したりして注出しなければならなくなり、注出に手間がかかる。さらに、パウチ袋内に排出しきれない内容物Cが残って使用できなくなるため、パウチ包装体21の経済性が劣ってしまう。
下記[表1]に、各実施例、各比較例のサンプルの製造条件([表1]には「サンプル条件」と記載)と、評価結果とが示されている。

実施例1は、上記第1の実施形態のパウチ包装体1に対応する実施例である。実施例1の試作サンプルは、図1に示す構成(分岐型)を有するように製造された。実施例1における内容物Cとしては、200mLの化粧水が用いられた。
実施例1のパウチ包装体1を形成するパウチ袋10の標準状態の概略寸法は、図4におけるy軸方向の幅が95mm、z軸方向の長さが180mm、導入口Oにおける側部シール部1dと気体導入部形成用シール部1fとの間の幅が74mm、谷折り線b1、b3の間の距離が115mmとされた。谷折り線b3と前側底部シール部1Fおよび後側底部シール部1Gの下端部(z軸負方向の端部)との間の距離が30mmとされた。側部シール部1d、1eのシール幅は5mmとされた。
前側フィルム2、上側フィルム3、および後側フィルム5のフィルム材としては、ONY15/VM−PET12/LLDPE100の多層フィルムが用いられた。
下側フィルム4のフィルム材としては、ONY15/LLDPE100の多層フィルムが用いられた。
ここで、各層を表す略号ONY、VM−PET、LLDPEは、それぞれ、ナイロン、アルミニウム蒸着ポリエチレンテレフタレート、直鎖状低密度ポリエチレンを表す。各略号に続く数値は、各層の厚さ(μm)を表す。
実施例1のパウチ袋10およびパウチ包装体1は、上述した第1の実施形態における製造方法によって製造された。
実施例2は、上記第2の実施形態のパウチ包装体21に対応する実施例である。実施例2の試作サンプルは、図8に示す構成(非分岐型)を有するように製造された。実施例2における内容物Cとしては、340mLのシャンプーが用いられた。
実施例2のパウチ包装体21を形成するパウチ袋30の標準状態の概略寸法は、図9におけるy軸方向の幅が140mm、z軸方向の長さが220mm、導入口oにおける側部シール部21dと気体導入部形成用シール部21fとの間の幅が79mm、谷折り線b3と前側底部シール部1Fおよび後側底部シール部1Gの下端部(z軸負方向の端部)との間の距離が34mmとされた。側部シール部1d、1eのシール幅は5mmとされた。
前側フィルム22および後側フィルム25のフィルム材としては、それぞれ実施例1の前側フィルム2および後側フィルム5と同様のフィルム材が用いられた。
下側フィルム4のフィルム材としては、実施例1の下側フィルム4と同様のフィルム材が用いられた。
実施例2のパウチ袋30およびパウチ包装体21は、上述した第2の実施形態における製造方法によって製造された。
比較例1のパウチ包装体の試作サンプルは、実施例1のパウチ袋10において気体導入部1rおよび貫通孔3cが省略されたパウチ袋を用いて製造された。このため、比較例1のパウチ袋は、実施例1の気体導入部形成用シール部1fが、側部シール部1eに代えられた。導入口Oにおける側部シール部1d、1e間の幅は、85mmとされた。
比較例1のパウチ包装体は、内容物Cが導入された後、封入気体Gが封入されることなく導入口Oがヒートシールされて製造された。このため、比較例1のパウチ包装体の内部空間には、ほとんど気体が含まれていない状態であった。
比較例2のパウチ包装体の試作サンプルは、比較例1のパウチ袋において、第1分岐部にリブ構造が追加されて構成された。図10(a)、(b)に比較例2のパウチ袋100が示されている。
図10(a)に示すように、パウチ袋100は、実施例1のパウチ袋10の上側フィルム3に代えて、上側フィルム103を備える。上側フィルム103は、上側フィルム3の第2分岐部形成部3bに代えて、第2分岐部形成部103bを備える。
第2分岐部形成部103bは、比較例1と同様、気体導入部形成用シール部1fに代えて側部シール部1eが形成されている。
さらに、比較例2の第1分岐部形成部3aおよび第2分岐部形成部103bには、導入口Oの近傍から第1分岐部形成部3aの先端部の近傍に向かってz軸方向に延びるリブ101が追加されている。このため、導入口Oにおける側部シール部1d、1e間の幅は、85mmとされた。
リブ101は、上側フィルム103を図示の紙面手前に突出する突条によって構成されている。
リブ102は、突条部102a、102b、102cを備える。
突条部102aは、リブ101と同様の突条によって形成された。突条部102aは、紙面奥側においてリブ101と対向する位置に形成された。ただし、突条部102aは、図10(b)における紙面手前に突出された。
突条部102bは、突条部102aのz軸方向における両端部の近傍からy軸正方向に突出する山型状に延ばされて形成された。
突条部102cは、突条部102aのz軸方向における両端部の近傍からy軸負方向に突出する山型状に延ばされて形成された。
突条部102b、102cは、突条部102aと同様、図10(b)における紙面手前に突出された。
比較例3のパウチ包装体の試作サンプルは、実施例2のパウチ袋30において気体導入部1rおよび貫通孔3cが省略されたパウチ袋を用いて製造された。このため、比較例3のパウチ袋は、実施例2の気体導入部形成用シール部21fが、側部シール部1eに代えられた。導入口oにおける側部シール部1d、1e間の幅は、85mmとされた。
比較例3のパウチ包装体は、内容物Cが導入された後、封入気体Gが封入されることなく導入口oがヒートシールされて製造された。このため、比較例3のパウチ包装体の内部空間には、ほとんど気体が含まれていない状態であった。
5名のモニタによって、各実施例、各比較例の試作サンプルの内容物Cを詰め替え用ボトル(以下、単に「ボトル」)に注出する詰め替え作業のモニタ試験が行われた。
評価としては、液こぼしの観察、詰め替え時間の測定、および残量の測定、とが行われた。それぞれの評価結果は、[表1]に示されている。
液こぼしの観察評価では、各モニタによる詰め替え作業の間に、ボトル外に内容物Cがこぼれたかどうかが観察された。[表1]には、5名のモニタのうち、液こぼしが発生したモニタの人数の割合が分数で記載されている。
詰め替え時間評価では、モニタによってパウチ容器が開封された時から、詰め替え作業が終了するまでの時間(sec)が測定された。[表1]には、5名のモニタによる詰め替え時間の平均値が記載されている。
残量評価では、詰め替え作業終了後のパウチ容器における内容物Cの残量が計測された。[表1]には、各実施例、各比較例のそれぞれにおける5つのパウチ容器における残量の平均値が記載されている。
非分岐型のサンプルの詰め替え作業では、モニタは、自立状態にてパウチ容器の開封を行った。開封後、モニタは、注出口をボトルの開口に挿入して、内容物Cの注出を開始した。
[表1]に示すように、実施例1、2は、液こぼしが発生しなかった。これに対して、比較例1では1名、比較例2では2名、比較例3では、2名の作業において液こぼしが発生した。
[表1]に示すように、実施例1、比較例1、2における詰め替え時間の平均値は、それぞれ、34sec、50sec、69secであった。すなわち、同容量の内容物Cを有する実施例1、比較例1、2の間では、実施例1が比較例1、2に比べて格段に速く詰め替え作業が終了した。
実施例2、比較例3における詰め替え時間の平均値は、それぞれ、54sec、122secであった。すなわち、同容量の内容物Cを有する実施例2、比較例3の間では、実施例2が比較例3に比べて格段に速く詰め替え作業が終了した。
[表1]に示すように、実施例1、比較例1、2における残量の平均値は、それぞれ、3.9mL、8.4mL、16.7mLであった。すなわち、同容量の内容物Cを有する実施例1、比較例1、2の間では、実施例1は比較例1、2に比べて格段に残量が少なくなっていた。
実施例2、比較例3における残量の平均値は、それぞれ、7.9mL、18.5mLであった。すなわち、同容量の内容物Cを有する実施例2、比較例3の間では、実施例2は比較例3に比べて格段に残量が少なくなっていた。
さらに、パウチ容器内には、封入気体Gが封入されていたため、詰め替えの終わり頃には、パウチ容器内の封入気体Gを押し出すことで、残りの内容物Cが勢いよく抽出され、液切れがよかった。これにより、パウチ容器内の残量も低減されたと考えられる。
比較例1では、パウチ容器内の雰囲気気体の量が実施例1に比べて少ないため、内容物Cの注出速度が実施例1に比べると劣っていたため、詰め替え時間は実施例1よりも増大したと考えられる。
残量に関しては、パウチ容器内の気体量が実施例1よりも少ないため、詰め替え終わり頃に充分に内容物Cを押し出すことができなかった。このため、フィルム間に貼りついて残留した内容物Cが実施例1に比べて増えたため、残量が多くなったと考えられる。
比較例2では、液こぼしに対処する作業時間が発生しないモニタでも、実施例1に比べると注出口の開口量が少なかったため、外部雰囲気の流入が少なくなり、詰め替え時間自体が長引いていた。
特に、詰替の終わり頃には、第1分岐部の基端部が折れ曲がるなどして、円滑な注出が妨げられていた。このため、比較例1と比べても格段に残量が多くなっていた。
実施例2では、注出の際に充分な流量が形成されたため、パウチ容器内の残量も低減されたと考えられる。
比較例3では、パウチ容器内の雰囲気気体の量が実施例2に比べて少なかったため、内容物Cの注出速度が実施例2に比べると劣っていたため、詰め替え時間は実施例1よりも増大したと考えられる。
残量に関しては、パウチ容器内の気体量が実施例2よりも少ないため、詰め替え終わり頃に充分に内容物Cを押し出すことができなかった。このため、フィルム間に貼りついて残留した内容物Cが実施例2に比べて増えたため、残量が多くなったと考えられる。
また、本発明は前述した説明によって限定されることはなく、添付の特許請求の範囲によってのみ限定される。
例えば、第1の実施形態のパウチ袋10の第1分岐部1Bにおいて、比較例2におけると同様のリブ101、102が形成されていてもよい。この場合、リブ101、102が形成されていても封入気体Gが適正に封入されることによって、開封時における注出口の開口量が確保されやすくなる。
1a、21a 前面部
1A 胴状部
1b、21b 後面部
1B 第1分岐部
1c 底面部(底部)
1C 第2分岐部
1d、1e、21d、21e 側部シール部
1D 気体封入部シール部(貫通孔シール部)
1E、21E 注出口部
1f、21f 気体導入部形成用シール部
1F 前側底部シール部
1g、21g 導入口シール部
1G 後側底部シール部
1h、21h 端部シール部
1i、21i 易開封部
1r 気体導入部
1u 貫通孔跡
2 前側フィルム
2a 分岐部形成部
2b 胴状部形成部
3 上側フィルム(第1のフィルム)
3c 貫通孔
4 下側フィルム(第3のフィルム)
5、25 後側フィルム(第2のフィルム)
10、30 パウチ袋(パウチ容器、スタンディングパウチ)
21 パウチ包装体
21B 上端部
21C 上端シール部
21F 凸エンボス部
22 前側フィルム(第2のフィルム)
101、102 リブ
b1、b2、b3 谷折り線
C 内容物
CS 最上面
G 封入気体(気体)
O、o 導入口
S、s 内部空間(内容物収容空間)
Claims (9)
- 厚さ方向に対向された複数のフィルムの外周部がシールされたシール部を有することによって、予め決められた体積の内容物を導入するため外部に開口する導入口から底部まで袋状に形成され、内部に前記体積よりも大きな容積を有する内容物収容空間が形成可能とされたパウチ容器であって、
前記複数のフィルムの1つであり、前記底部と前記導入口との間であって前記導入口寄りの位置に、前記内容物収容空間に連通する貫通孔を有する第1のフィルムと、
前記複数のフィルムの1つであり、前記厚さ方向において前記第1のフィルムに対向して配置され、前記貫通孔を閉じるように前記第1のフィルムとシール可能に設けられた第2のフィルムと、
を備え、
前記貫通孔は、
前記導入口を上に向けて前記導入口から前記内容物を導入するとき、前記内容物の最上面よりも高くなる位置に設けられている、
パウチ容器。 - 前記貫通孔は、
前記シール部のうち、前記第1のフィルムの外周部と前記第2のフィルムの外周部とが互いにシールされたシール部によって、U字状に囲まれている、
請求項1に記載のパウチ容器。 - 前記導入口は、
前記第1のフィルムおよび前記第2のフィルムにおける未シール部によって構成されている、
請求項1または2に記載のパウチ容器。 - 前記シール部において易開封部を有し、前記易開封部から前記シール部の一部が破断されることにより、前記内容物収容空間に連通する注出口が形成される注出口部をさらに備える、
請求項1〜3のいずれか1項に記載のパウチ容器。 - 前記底部から袋状に延びる胴状部と、
前記胴状部の延在方向の先端部から分岐され、分岐方向における先端に前記注出口部を有する第1分岐部と、
前記先端部から分岐され、分岐方向における先端に前記導入口を有する第2分岐部と、
をさらに備え、
前記貫通孔は、
前記第2分岐部に設けられている、
請求項4に記載のパウチ容器。 - 前記第1のフィルムおよび前記第2のフィルムは、前記底部から前記導入口に延びる胴状部を形成しており、
前記注出口部は、
前記第1のフィルムの外周部と、前記第2のフィルムの外周部と、がシールされて形成され、前記易開封部を有するシール部によってU字状に封止された凸状に設けられている、
請求項4に記載のパウチ容器。 - 前記貫通孔は、
前記底部に最も近い前記注出口の基端部よりも、前記導入口寄りの位置に形成されている、
請求項6に記載のパウチ容器。 - 前記底部は、
前記第1のフィルムおよび前記第2のフィルムのいずれとも異なる第3のフィルムで構成され、
前記シール部のうち、前記第3のフィルムの外周部において環状に形成されたシール部によって直立可能とされたスタンディングパウチである、
請求項1〜7のいずれか1項に記載のパウチ容器。 - 前記導入口を閉じるように形成された導入口シール部と、前記貫通孔を塞ぐように形成された貫通孔シール部と、を有する請求項1〜8のいずれか1項に記載のパウチ容器と、
前記シール部と前記導入口シール部とで囲まれた前記内容物収容空間の容積未満の体積を有し、前記内容物収容空間内に収容された内容物と、
前記シール部と前記導入口シール部とで囲まれた前記内容物収容空間において、前記内容物を除く残余の空間に封入された気体と、
を備える、
パウチ包装体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062282A JP7102854B2 (ja) | 2018-03-28 | 2018-03-28 | パウチ容器およびパウチ包装体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062282A JP7102854B2 (ja) | 2018-03-28 | 2018-03-28 | パウチ容器およびパウチ包装体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019172302A true JP2019172302A (ja) | 2019-10-10 |
| JP7102854B2 JP7102854B2 (ja) | 2022-07-20 |
Family
ID=68166405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018062282A Active JP7102854B2 (ja) | 2018-03-28 | 2018-03-28 | パウチ容器およびパウチ包装体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7102854B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10211940A (ja) * | 1997-01-29 | 1998-08-11 | Tadashi Hagiwara | 開口部を備えた容器 |
| WO2003086887A1 (en) * | 2002-04-11 | 2003-10-23 | Jung-Min Lee | Pouch container for holding non-moisture or low-moisture material to be mixed with separately-fed-liquid material |
| JP2006335479A (ja) * | 1996-12-02 | 2006-12-14 | Toyo Seikan Kaisha Ltd | 分岐した小室を設けたパウチ |
| JP2014177282A (ja) * | 2013-03-13 | 2014-09-25 | Toppan Printing Co Ltd | 炭酸飲料入り包装体の製造方法 |
| JP2015040067A (ja) * | 2013-08-23 | 2015-03-02 | 凸版印刷株式会社 | 液体用包装袋とその製造方法 |
-
2018
- 2018-03-28 JP JP2018062282A patent/JP7102854B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006335479A (ja) * | 1996-12-02 | 2006-12-14 | Toyo Seikan Kaisha Ltd | 分岐した小室を設けたパウチ |
| JPH10211940A (ja) * | 1997-01-29 | 1998-08-11 | Tadashi Hagiwara | 開口部を備えた容器 |
| WO2003086887A1 (en) * | 2002-04-11 | 2003-10-23 | Jung-Min Lee | Pouch container for holding non-moisture or low-moisture material to be mixed with separately-fed-liquid material |
| JP2014177282A (ja) * | 2013-03-13 | 2014-09-25 | Toppan Printing Co Ltd | 炭酸飲料入り包装体の製造方法 |
| JP2015040067A (ja) * | 2013-08-23 | 2015-03-02 | 凸版印刷株式会社 | 液体用包装袋とその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7102854B2 (ja) | 2022-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6076968A (en) | Easy open flexible pouch | |
| EP2935039B1 (en) | Squeezable dispensing package and method of making the same | |
| JP6516027B2 (ja) | 詰替え容器 | |
| JP2007055636A (ja) | 注出口付き包装袋 | |
| JPH1179195A (ja) | 詰め替え用パウチ | |
| CN101687573B (zh) | 包装袋以及出口部件 | |
| JP3883632B2 (ja) | スタンディングパウチ | |
| JP4390931B2 (ja) | 複合容器 | |
| JP2009057093A (ja) | パウチ容器 | |
| JP7102854B2 (ja) | パウチ容器およびパウチ包装体 | |
| JP5876643B2 (ja) | 注出口付き詰替え用包装パウチ | |
| JP4689158B2 (ja) | 自立性包装袋 | |
| JP4421277B2 (ja) | 包装袋、その製造方法及び部材の溶着方法 | |
| JP2019048648A (ja) | 易開封流動物用小袋 | |
| JP2006225001A (ja) | 詰め替え用パウチ | |
| JP2000142720A (ja) | リブ付き軟包装容器 | |
| JP5375291B2 (ja) | 二つ折りの包装容器 | |
| JPH10147349A (ja) | スタンディングパウチ | |
| JP4467705B2 (ja) | 注ぎ出し口形成パウチ | |
| JP2006273338A (ja) | 詰め替え用パウチ | |
| JP2008168921A (ja) | 注ぎ口付きパウチ | |
| JP3247068B2 (ja) | 容器及びその製袋充填方法 | |
| JP6924414B2 (ja) | パウチ | |
| JP2014012544A (ja) | 詰替用パウチ | |
| JP6127577B2 (ja) | 詰替え容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220620 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7102854 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |