JP2019042807A - 鋼板の製造方法及び磁性材用表層硬さ計測装置 - Google Patents
鋼板の製造方法及び磁性材用表層硬さ計測装置 Download PDFInfo
- Publication number
- JP2019042807A JP2019042807A JP2018159161A JP2018159161A JP2019042807A JP 2019042807 A JP2019042807 A JP 2019042807A JP 2018159161 A JP2018159161 A JP 2018159161A JP 2018159161 A JP2018159161 A JP 2018159161A JP 2019042807 A JP2019042807 A JP 2019042807A
- Authority
- JP
- Japan
- Prior art keywords
- hardness
- steel plate
- surface layer
- steel sheet
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
Description
2 粗圧延工程
3 仕上げ圧延工程
4 冷却工程
5 焼鈍工程
6 超音波探傷工程
7 表層硬さ計測工程
7a オンライン脱磁工程
7b オンライン電磁気計測工程
7c 指示部脱磁工程
7d オフライン電磁気計測工程
8 研削工程
9 鋼板製造工程
70 自動表層硬さ計測装置
71 上面計測用センサヘッド
72 下面計測用センサヘッド
73 表層硬さ計測エリア
73a 開口部
74 上面側可動手段
75 下面側可動手段
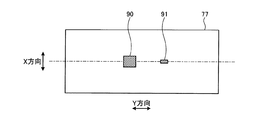
76 感度校正エリア
77 校正用鋼板
78 硬さセンサ
79 硬さセンサ制御手段
90 感度校正用部位
91 人工ハードスポット
S1 鋼片
S2 鋼板
S3 鋼板
Claims (4)
- 鋼片を圧延して鋼板とする圧延工程と、
前記鋼板の表層硬さを計測し、前記計測された前記鋼板の表層硬さに基づいて、前記鋼板の表層に対して予め設定された表層硬さよりも硬い部位を、硬さ指示部位として判定する表層硬さ計測工程と、
前記鋼板の表層における前記判定された硬さ指示部位を除去する除去工程と、
を有し、
前記表層硬さ計測工程は、前記鋼板の表層の脱磁を行う脱磁工程と、
前記脱磁工程の後に、前記鋼板の表層の電磁気的な特性値を測定し、前記測定された電磁気的な特性値から前記鋼板の前記表層硬さを計測する電磁気計測工程と、
を有することを特徴とする鋼板の製造方法。 - 前記圧延工程の後、且つ、前記表層硬さ計測工程の前に、前記鋼板に熱処理を施す熱処理工程を有することを特徴とする請求項1に記載の鋼板の製造方法。
- 前記電磁気計測工程は、校正用鋼板を用いて前記表層硬さの閾値を設定する工程を有することを特徴とする請求項1または2に記載の鋼板の製造方法。
- 磁性材と対向する側の面に、表層硬さを計測する手段が設けられている計測用センサヘッドと、
前記磁性材の幅方向へ前記計測用センサヘッドが移動可能なように構成されている可動手段と、
前記磁性材の長手方向へ前記磁性材が搬送可能なように構成されている搬送機構と、
前記表層硬さを計測する手段に接続されている制御手段と、
を備え、
前記表層硬さを計測する手段は、前記磁性材の前記表層を脱磁し、前記磁性材の前記表層を磁化し、前記表層の電磁気的な特性値を測定し、
前記制御手段は、前記表層硬さを計測する手段による前記脱磁と前記磁化とを制御し、測定された前記電磁気的な特性値に基づいて前記磁性材の表層硬さを算出する、
ことを特徴とする磁性材用表層硬さ計測装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017169318 | 2017-09-04 | ||
| JP2017169318 | 2017-09-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019042807A true JP2019042807A (ja) | 2019-03-22 |
| JP6948297B2 JP6948297B2 (ja) | 2021-10-13 |
Family
ID=65815239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018159161A Active JP6948297B2 (ja) | 2017-09-04 | 2018-08-28 | 鋼板の製造方法、磁性材用表層硬さ計測装置及び鋼板の製造設備列 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6948297B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021256442A1 (ja) * | 2020-06-15 | 2021-12-23 | ||
| JPWO2021256444A1 (ja) * | 2020-06-15 | 2021-12-23 | ||
| WO2021256443A1 (ja) * | 2020-06-15 | 2021-12-23 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| KR20220089061A (ko) * | 2020-12-21 | 2022-06-28 | 주식회사 포스코 | 교정용 강판 및 교정이 가능한 전자기 검사 장치 |
| WO2022195788A1 (ja) * | 2021-03-17 | 2022-09-22 | 日本製鉄株式会社 | 硬度演算装置、硬度測定システム、硬度演算方法及び硬度演算プログラム |
| EP4080204A4 (en) * | 2019-12-20 | 2022-12-28 | Posco | DEVICE AND METHOD FOR TESTING SURFACE MATERIAL OF STEEL SHEET |
| RU2808618C1 (ru) * | 2020-06-15 | 2023-11-30 | ДжФЕ СТИЛ КОРПОРЕЙШН | Устройство для измерения механических свойств, способ измерения механических свойств, оборудование для изготовления материала, способ контроля материала и способ изготовления |
| JP7397318B2 (ja) | 2020-04-23 | 2023-12-13 | 日本製鉄株式会社 | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム |
| JP7448803B2 (ja) | 2020-04-23 | 2024-03-13 | 日本製鉄株式会社 | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5021869B1 (ja) * | 1964-02-13 | 1975-07-25 | ||
| JPS5036791B1 (ja) * | 1970-12-03 | 1975-11-27 | ||
| JPS58102148A (ja) * | 1981-12-14 | 1983-06-17 | Kawasaki Steel Corp | 鋼板のオンライン硬度測定方法 |
| JPS59147253A (ja) * | 1983-02-12 | 1984-08-23 | Kawasaki Steel Corp | 鋼板のオンライン硬度測定方法 |
| JPH08145816A (ja) * | 1994-11-21 | 1996-06-07 | Hitachi Metals Ltd | 圧延薄鋼板の残留応力分布測定方法 |
| JP2005138168A (ja) * | 2003-11-10 | 2005-06-02 | Nippon Steel Corp | 鋼片の検査・手入れ設備列および鋼片の検査・手入れ方法 |
| JP2005153089A (ja) * | 2003-11-27 | 2005-06-16 | Nippon Steel Corp | 鋼片の表面疵除去方法 |
| JP2008224494A (ja) * | 2007-03-14 | 2008-09-25 | Sumitomo Metal Ind Ltd | 渦流検査方法、該渦流検査方法で検査した鋼管、及び該渦流検査方法を実施するための渦流検査装置 |
| JP2008224495A (ja) * | 2007-03-14 | 2008-09-25 | Sumitomo Metal Ind Ltd | 渦流検査方法、該渦流検査方法で検査した鋼管、及び該渦流検査方法を実施するための渦流検査装置 |
| JP2011252787A (ja) * | 2010-06-02 | 2011-12-15 | Ntn Corp | 焼入れ品質検査装置 |
| WO2016085382A1 (en) * | 2014-11-28 | 2016-06-02 | Scania Cv Ab | A method of calibrating an evaluation arrangement for sensing magnetic barkhausen noise. |
-
2018
- 2018-08-28 JP JP2018159161A patent/JP6948297B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5021869B1 (ja) * | 1964-02-13 | 1975-07-25 | ||
| JPS5036791B1 (ja) * | 1970-12-03 | 1975-11-27 | ||
| JPS58102148A (ja) * | 1981-12-14 | 1983-06-17 | Kawasaki Steel Corp | 鋼板のオンライン硬度測定方法 |
| JPS59147253A (ja) * | 1983-02-12 | 1984-08-23 | Kawasaki Steel Corp | 鋼板のオンライン硬度測定方法 |
| JPH08145816A (ja) * | 1994-11-21 | 1996-06-07 | Hitachi Metals Ltd | 圧延薄鋼板の残留応力分布測定方法 |
| JP2005138168A (ja) * | 2003-11-10 | 2005-06-02 | Nippon Steel Corp | 鋼片の検査・手入れ設備列および鋼片の検査・手入れ方法 |
| JP2005153089A (ja) * | 2003-11-27 | 2005-06-16 | Nippon Steel Corp | 鋼片の表面疵除去方法 |
| JP2008224494A (ja) * | 2007-03-14 | 2008-09-25 | Sumitomo Metal Ind Ltd | 渦流検査方法、該渦流検査方法で検査した鋼管、及び該渦流検査方法を実施するための渦流検査装置 |
| JP2008224495A (ja) * | 2007-03-14 | 2008-09-25 | Sumitomo Metal Ind Ltd | 渦流検査方法、該渦流検査方法で検査した鋼管、及び該渦流検査方法を実施するための渦流検査装置 |
| JP2011252787A (ja) * | 2010-06-02 | 2011-12-15 | Ntn Corp | 焼入れ品質検査装置 |
| WO2016085382A1 (en) * | 2014-11-28 | 2016-06-02 | Scania Cv Ab | A method of calibrating an evaluation arrangement for sensing magnetic barkhausen noise. |
Non-Patent Citations (1)
| Title |
|---|
| "Development of an Eddy Current based Inspection Technique for the Detection of Hard Spots on Heavy P", 19TH WORLD CONFERENCE ON NON-DESTRUCTIVE TESITNG 2016, JPN7020000225, 2016, ISSN: 0004407214 * |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4080204A4 (en) * | 2019-12-20 | 2022-12-28 | Posco | DEVICE AND METHOD FOR TESTING SURFACE MATERIAL OF STEEL SHEET |
| JP7448803B2 (ja) | 2020-04-23 | 2024-03-13 | 日本製鉄株式会社 | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム |
| JP7397318B2 (ja) | 2020-04-23 | 2023-12-13 | 日本製鉄株式会社 | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム |
| WO2021256442A1 (ja) * | 2020-06-15 | 2021-12-23 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| RU2808618C1 (ru) * | 2020-06-15 | 2023-11-30 | ДжФЕ СТИЛ КОРПОРЕЙШН | Устройство для измерения механических свойств, способ измерения механических свойств, оборудование для изготовления материала, способ контроля материала и способ изготовления |
| JPWO2021256443A1 (ja) * | 2020-06-15 | 2021-12-23 | ||
| JPWO2021256444A1 (ja) * | 2020-06-15 | 2021-12-23 | ||
| JPWO2021256442A1 (ja) * | 2020-06-15 | 2021-12-23 | ||
| JP7095815B2 (ja) | 2020-06-15 | 2022-07-05 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| JP7095814B2 (ja) | 2020-06-15 | 2022-07-05 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| JP7095817B2 (ja) | 2020-06-15 | 2022-07-05 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| WO2021256444A1 (ja) * | 2020-06-15 | 2021-12-23 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| WO2021256443A1 (ja) * | 2020-06-15 | 2021-12-23 | Jfeスチール株式会社 | 機械的特性の計測装置、機械的特性の計測方法、物質の製造設備、物質の管理方法および物質の製造方法 |
| RU2808619C1 (ru) * | 2020-06-15 | 2023-11-30 | ДжФЕ СТИЛ КОРПОРЕЙШН | Устройство для измерения механических свойств, способ измерения механических свойств, оборудование для изготовления материала, способ контроля материала и способ изготовления материала |
| WO2022139281A1 (ko) | 2020-12-21 | 2022-06-30 | 주식회사 포스코 | 교정용 강판, 교정이 가능한 전자기 검사 장치 및 교정용 강판의 제조 방법 |
| KR102553226B1 (ko) * | 2020-12-21 | 2023-07-07 | 주식회사 포스코 | 전자기 검사 장치 |
| KR20220089061A (ko) * | 2020-12-21 | 2022-06-28 | 주식회사 포스코 | 교정용 강판 및 교정이 가능한 전자기 검사 장치 |
| JP7461569B2 (ja) | 2020-12-21 | 2024-04-03 | ポスコ カンパニー リミテッド | 校正が可能な電磁気検査装置 |
| WO2022195788A1 (ja) * | 2021-03-17 | 2022-09-22 | 日本製鉄株式会社 | 硬度演算装置、硬度測定システム、硬度演算方法及び硬度演算プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6948297B2 (ja) | 2021-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6948297B2 (ja) | 鋼板の製造方法、磁性材用表層硬さ計測装置及び鋼板の製造設備列 | |
| Dobmann et al. | Industrial applications of 3MA–micromagnetic multiparameter microstructure and stress analysis | |
| JP4829883B2 (ja) | 管を非破壊検査するための方法及び装置 | |
| US8490492B2 (en) | Method for nondestructive testing of pipes | |
| JP4998820B2 (ja) | 渦流検査方法及び該渦流検査方法を実施するための渦流検査装置 | |
| JPWO2018138850A1 (ja) | 磁性体の検査装置および磁性体の検査方法 | |
| US20110199081A1 (en) | Barkhausen noise inspection apparatus and inspection method | |
| US9304108B2 (en) | Quenching depth measurement method and quenching depth measurement apparatus | |
| US8552718B2 (en) | Method for the nondestructive testing of pipes | |
| JP2011069654A (ja) | バルクハウゼンノイズ検査装置およびバルクハウゼンノイズ検査方法 | |
| Nosov et al. | Nondestructive testing of the quality of blanks for the fabrication of hot-rolled strips using the acoustic-emission method | |
| KR101358452B1 (ko) | 강판 결함 탐상 장치 | |
| Wolter et al. | Micromagnetic testing for rolled steel | |
| JPH05142203A (ja) | 高強度材料の耐環境割れ特性診断法 | |
| JP5004324B2 (ja) | 磁性体を含む金型の補修方法 | |
| WO2023106047A1 (ja) | 鋼板の製造方法及び鋼板の製造設備列 | |
| JP2023507637A (ja) | 鋼板表面材質検査装置及び方法 | |
| JP7265139B2 (ja) | 鋼材の表層の検査方法及び鋼材表層検査システム | |
| JP6601599B1 (ja) | 転動部品の検査方法及び転動部品の検査装置 | |
| JP4289074B2 (ja) | 鋼帯の製造方法 | |
| JP5445054B2 (ja) | 加工変質層検出装置および加工変質層検出方法 | |
| JP7448803B2 (ja) | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム | |
| JP7397318B2 (ja) | 鋼板の製造方法、鋼管の製造方法、鋼板製造装置及びプログラム | |
| KR102553226B1 (ko) | 전자기 검사 장치 | |
| RU2525584C1 (ru) | Способ контроля дефектности сляба для производства горячекатаной полосы |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200326 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201020 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20201020 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20201028 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20201104 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20201211 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20201215 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210413 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210525 |
|
| C19 | Decision taken to dismiss amendment |
Free format text: JAPANESE INTERMEDIATE CODE: C19 Effective date: 20210608 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210623 |
|
| C302 | Record of communication |
Free format text: JAPANESE INTERMEDIATE CODE: C302 Effective date: 20210623 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210727 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210914 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210914 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6948297 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |