JP2018537814A - 電極及びその電極の製造方法、並びにその電極の製造のためのローラ - Google Patents
電極及びその電極の製造方法、並びにその電極の製造のためのローラ Download PDFInfo
- Publication number
- JP2018537814A JP2018537814A JP2018524237A JP2018524237A JP2018537814A JP 2018537814 A JP2018537814 A JP 2018537814A JP 2018524237 A JP2018524237 A JP 2018524237A JP 2018524237 A JP2018524237 A JP 2018524237A JP 2018537814 A JP2018537814 A JP 2018537814A
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- pattern
- rolling
- plain
- active material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 title claims abstract description 12
- 239000011888 foil Substances 0.000 claims abstract description 22
- 239000007772 electrode material Substances 0.000 claims abstract description 6
- 238000005096 rolling process Methods 0.000 claims description 59
- 239000011149 active material Substances 0.000 claims description 21
- 238000002360 preparation method Methods 0.000 claims description 8
- 238000005520 cutting process Methods 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 6
- 238000004080 punching Methods 0.000 claims description 4
- 230000007261 regionalization Effects 0.000 claims description 3
- 239000007773 negative electrode material Substances 0.000 description 8
- 239000007774 positive electrode material Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 229910052744 lithium Inorganic materials 0.000 description 5
- -1 lithium chalcogenide compound Chemical class 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910014689 LiMnO Inorganic materials 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 235000015110 jellies Nutrition 0.000 description 2
- 239000008274 jelly Substances 0.000 description 2
- 229920005569 poly(vinylidene fluoride-co-hexafluoropropylene) Polymers 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229910000733 Li alloy Inorganic materials 0.000 description 1
- 229910012851 LiCoO 2 Inorganic materials 0.000 description 1
- 229910013290 LiNiO 2 Inorganic materials 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910003481 amorphous carbon Inorganic materials 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000003610 charcoal Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000033116 oxidation-reduction process Effects 0.000 description 1
- 238000006722 reduction reaction Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910000314 transition metal oxide Inorganic materials 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
- H01M4/0435—Rolling or calendering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Cell Electrode Carriers And Collectors (AREA)
Abstract
Description
本出願は、2016年7月4日付韓国特許出願第10−2016−0084360号に基づく優先権の利益を主張し、当該韓国特許出願の文献に開示された全ての内容は本明細書の一部として含まれる。
Claims (13)
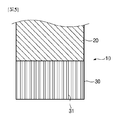
- 電極ホイル10;
前記電極ホイル10の一面に電極活物質が塗布される有地部20;及び
前記電極ホイル10の一面で前記有地部20に隣接して位置し、前記電極活物質が塗布されず、パターン31が形成される無地部30;を含むことを特徴とする電極。 - 前記パターン31は、複数の凹溝が繰り返されるように配列されることを特徴とする請求項1に記載の電極。
- 前記パターン31は、点(dot)形状であることを特徴とする請求項1に記載の電極。
- 前記パターン31は、縞模様形状であることを特徴とする請求項1に記載の電極。
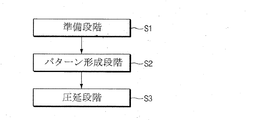
- 活物質が塗布された有地部と、活物質が塗布されていない無地部が形成された電極を準備する準備段階(S1);
前記無地部にパターンを形成するパターン形成段階(S2);及び
前記電極を圧延する圧延段階(S3);を含むことを特徴とする電極の製造方法。 - 前記パターン形成段階(S2)で前記パターンは、パンチング(punching)によって形成することを特徴とする請求項5に記載の電極の製造方法。
- 前記パターン形成段階(S2)で前記パターンは、前記無地部をナイフでカッティングして形成することを特徴とする請求項5に記載の電極の製造方法。
- 前記パターン形成段階(S2)で前記パターンは、前記無地部を部分切断して形成することを特徴とする請求項5に記載の電極の製造方法。
- 前記パターン形成段階(S2)で前記パターンは、プレス(press)によって形成することを特徴とする請求項5に記載の電極の製造方法。
- 活物質が塗布された有地部と、活物質が塗布されていない無地部が形成された電極を準備する準備段階(S1a);及び
前記電極を圧延する際、有地部の表面は平たく圧延し、前記無地部の表面はパターンが形成されるように圧延する圧延段階(S2a);を含むことを特徴とする電極の製造方法。 - 前記圧延段階(S2a)で、前記有地部と前記無地部は同時に圧延することを特徴とする請求項10に記載の電極の製造方法。
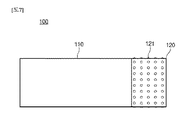
- 表面が平たくかつ電極の有地部を圧延する有地面圧延部110;及び
前記有地面圧延部110から連続されて電極の無地部を圧延するように表面に加圧部121が形成される無地面圧延部120;を含むことを特徴とする圧延ローラ。 - 前記加圧部121は、前記圧延部120の表面に陰刻または陽刻で形成されることを特徴とする請求項12に記載の圧延ローラ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2016-0084360 | 2016-07-04 | ||
| KR1020160084360A KR102065363B1 (ko) | 2016-07-04 | 2016-07-04 | 전극 및 그 전극의 제조방법 및 그 전극의 제조를 위한 롤러 |
| PCT/KR2017/007046 WO2018008926A1 (ko) | 2016-07-04 | 2017-07-03 | 전극 및 그 전극의 제조방법 및 그 전극의 제조를 위한 롤러 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018537814A true JP2018537814A (ja) | 2018-12-20 |
| JP7113747B2 JP7113747B2 (ja) | 2022-08-05 |
Family
ID=60912873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018524237A Active JP7113747B2 (ja) | 2016-07-04 | 2017-07-03 | 電極及びその電極の製造方法、並びにその電極の製造のためのローラ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11196031B2 (ja) |
| EP (1) | EP3333941B1 (ja) |
| JP (1) | JP7113747B2 (ja) |
| KR (1) | KR102065363B1 (ja) |
| CN (1) | CN108028359B (ja) |
| PL (1) | PL3333941T3 (ja) |
| WO (1) | WO2018008926A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102582586B1 (ko) * | 2018-05-16 | 2023-09-25 | 삼성전자주식회사 | 무지부의 적어도 일부에 노치가 형성된 배터리를 포함하는 전자 장치 |
| KR102281113B1 (ko) | 2018-10-11 | 2021-07-26 | 주식회사 엘지에너지솔루션 | 전극, 전극조립체 및 그를 포함하는 이차전지 |
| KR102319539B1 (ko) * | 2018-11-02 | 2021-10-28 | 주식회사 엘지에너지솔루션 | 전고체 전지의 제조 방법 |
| DE102019100476A1 (de) * | 2019-01-10 | 2020-07-16 | Bayerische Motoren Werke Aktiengesellschaft | Kollektorfolie sowie Verfahren zum Herstellen einer Kollektorfolie |
| KR20200114409A (ko) * | 2019-03-28 | 2020-10-07 | 주식회사 엘지화학 | 이차전지용 전극 제조장치와, 이를 통해 제조된 이차전지용 전극 및 이차전지 |
| KR20200134533A (ko) * | 2019-05-22 | 2020-12-02 | 삼성에스디아이 주식회사 | 이차전지 |
| WO2021235917A1 (ko) * | 2020-05-22 | 2021-11-25 | 주식회사 엘지에너지솔루션 | 무지부 프레스부를 포함하는 전극 압연 장치 및 이를 이용한 전극 압연 방법 |
| KR20230026730A (ko) * | 2021-08-18 | 2023-02-27 | 삼성전자주식회사 | 배터리를 포함하는 전자 장치 |
| EP4369430A1 (en) | 2022-06-22 | 2024-05-15 | LG Energy Solution, Ltd. | Electrode assembly, and secondary battery, battery pack, and vehicle comprising electrode assembly |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000012002A (ja) * | 1998-06-17 | 2000-01-14 | Toshiba Battery Co Ltd | 帯状電極の製造装置 |
| KR20060102854A (ko) * | 2005-03-25 | 2006-09-28 | 삼성에스디아이 주식회사 | 이차전지의 전극판, 이의 제조 방법 및 이 전극판을 이용한이차전지 |
| JP2012079592A (ja) * | 2010-10-04 | 2012-04-19 | Nissan Motor Co Ltd | 電池用電極箔のプレス方法 |
| JP2012238427A (ja) * | 2011-05-10 | 2012-12-06 | Gs Yuasa Corp | 電気化学装置および電気化学装置の製造方法 |
| JP2013211145A (ja) * | 2012-03-30 | 2013-10-10 | Toyota Industries Corp | 蓄電装置及び二次電池並びに蓄電装置の製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1309105C (zh) * | 2003-12-24 | 2007-04-04 | 松下电器产业株式会社 | 卷式电化学元件用极板组和电池 |
| KR100599749B1 (ko) * | 2004-06-23 | 2006-07-12 | 삼성에스디아이 주식회사 | 이차 전지와 이에 사용되는 전극 조립체 |
| KR20080037867A (ko) | 2006-10-27 | 2008-05-02 | 삼성에스디아이 주식회사 | 전극조립체와 이를 이용한 리튬 이차전지 및 리튬이차전지의 제조방법 |
| JP5757414B2 (ja) * | 2010-08-18 | 2015-07-29 | 株式会社Gsユアサ | 電池用電極シート及びその製造方法 |
| KR101199125B1 (ko) | 2010-09-02 | 2012-11-09 | 삼성에스디아이 주식회사 | 벤딩영역을 갖는 전극조립체 및 이를 포함하는 이차전지 |
| KR20120095122A (ko) | 2011-02-18 | 2012-08-28 | 주식회사 엘지화학 | 전극 조립체 및 이를 이용한 이차 전지 |
| CN104067423A (zh) | 2011-12-27 | 2014-09-24 | 株式会社东芝 | 电极的制造方法以及非水电解质电池的制造方法 |
| JP5957239B2 (ja) * | 2012-02-21 | 2016-07-27 | 日立オートモティブシステムズ株式会社 | 二次電池 |
| KR101577188B1 (ko) * | 2013-09-30 | 2015-12-15 | 주식회사 엘지화학 | 전극의 불량률이 개선된 전극 제조 방법 |
-
2016
- 2016-07-04 KR KR1020160084360A patent/KR102065363B1/ko active IP Right Grant
-
2017
- 2017-07-03 US US15/757,886 patent/US11196031B2/en active Active
- 2017-07-03 EP EP17824482.8A patent/EP3333941B1/en active Active
- 2017-07-03 JP JP2018524237A patent/JP7113747B2/ja active Active
- 2017-07-03 PL PL17824482T patent/PL3333941T3/pl unknown
- 2017-07-03 CN CN201780003050.7A patent/CN108028359B/zh active Active
- 2017-07-03 WO PCT/KR2017/007046 patent/WO2018008926A1/ko active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000012002A (ja) * | 1998-06-17 | 2000-01-14 | Toshiba Battery Co Ltd | 帯状電極の製造装置 |
| KR20060102854A (ko) * | 2005-03-25 | 2006-09-28 | 삼성에스디아이 주식회사 | 이차전지의 전극판, 이의 제조 방법 및 이 전극판을 이용한이차전지 |
| JP2012079592A (ja) * | 2010-10-04 | 2012-04-19 | Nissan Motor Co Ltd | 電池用電極箔のプレス方法 |
| JP2012238427A (ja) * | 2011-05-10 | 2012-12-06 | Gs Yuasa Corp | 電気化学装置および電気化学装置の製造方法 |
| JP2013211145A (ja) * | 2012-03-30 | 2013-10-10 | Toyota Industries Corp | 蓄電装置及び二次電池並びに蓄電装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108028359A (zh) | 2018-05-11 |
| EP3333941A4 (en) | 2018-07-04 |
| KR20180004588A (ko) | 2018-01-12 |
| EP3333941B1 (en) | 2020-01-29 |
| JP7113747B2 (ja) | 2022-08-05 |
| CN108028359B (zh) | 2021-03-16 |
| US11196031B2 (en) | 2021-12-07 |
| EP3333941A1 (en) | 2018-06-13 |
| WO2018008926A1 (ko) | 2018-01-11 |
| US20180337392A1 (en) | 2018-11-22 |
| PL3333941T3 (pl) | 2020-06-01 |
| KR102065363B1 (ko) | 2020-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018537814A (ja) | 電極及びその電極の製造方法、並びにその電極の製造のためのローラ | |
| US8202642B2 (en) | Current collector for non-aqueous secondary battery, electrode plate for non-aqueous secondary battery using the same, and non-aqueous secondary battery | |
| CN208539012U (zh) | 用于制造电极组件的设备 | |
| JP6210352B2 (ja) | 電極ガイドを含むラミネーション装置 | |
| WO2016159058A1 (ja) | リチウムイオン二次電池及びその製造方法 | |
| KR20160085812A (ko) | 라미네이팅 방법 | |
| KR102316338B1 (ko) | 전극조립체 | |
| JP7414003B2 (ja) | 二次電池用積層体および二次電池、並びに、それらの製造方法 | |
| US11799069B2 (en) | Intermittently coated dry electrode for energy storage device and method of manufacturing the same | |
| JP2020102311A (ja) | 捲回型電池および捲回型電池の製造方法 | |
| KR102160554B1 (ko) | 전극 및 그 전극의 제조방법 | |
| US10680232B2 (en) | Electrode and method for manufacturing same | |
| KR20170022697A (ko) | 전극 조립체 | |
| KR102217444B1 (ko) | 전극조립체 및 그 전극조립체의 제조 방법 | |
| KR102057084B1 (ko) | 이차전지 | |
| KR102245119B1 (ko) | 전극 탭 및 그 전극 탭의 제작 방법 | |
| JP2015103432A (ja) | 全固体電池の製造方法 | |
| KR20170121603A (ko) | 전극 조립체 제조 방법 | |
| JP6494265B2 (ja) | リチウムイオン二次電池の製造方法 | |
| JP2024034047A (ja) | バイポーラ電極の製造方法 | |
| KR20070041919A (ko) | 이차전지용 집전체 및 이를 사용한 극판의 제조방법 | |
| KR20130126364A (ko) | 외부충격 안전성이 향상된 전극조립체 및 이를 포함하는 이차전지 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190527 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190802 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200120 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200520 |
|
| C116 | Written invitation by the chief administrative judge to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C116 Effective date: 20200601 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200601 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210329 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210412 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210802 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20211025 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20211222 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220221 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220513 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220523 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20220620 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20220719 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20220719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7113747 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |