JP2018504288A - 切削工具ホルダーおよびそのための切削インサートを備えた切削工具 - Google Patents
切削工具ホルダーおよびそのための切削インサートを備えた切削工具 Download PDFInfo
- Publication number
- JP2018504288A JP2018504288A JP2017539353A JP2017539353A JP2018504288A JP 2018504288 A JP2018504288 A JP 2018504288A JP 2017539353 A JP2017539353 A JP 2017539353A JP 2017539353 A JP2017539353 A JP 2017539353A JP 2018504288 A JP2018504288 A JP 2018504288A
- Authority
- JP
- Japan
- Prior art keywords
- insert
- cutting tool
- cutting
- hole
- tool holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1681—Adjustable position of the plate-like cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1662—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts clamped against the walls of the recess in the shank by a clamping member acting upon the wall of a hole in the cutting insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0471—Square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3618—Fixation holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/04—Fixation screws, bolts or pins of particular form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/12—Seats for cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/24—Securing arrangements for bits or teeth or cutting inserts adjustable
- B23C5/2472—Securing arrangements for bits or teeth or cutting inserts adjustable the adjusting means being screws
Abstract
Description
切削インサートをそこに受け入れるように構成されるシートを備えて形成されて、ベース面を有する本体と、
孔軸に沿って本体の中を伸びて、前記ベース面に開放端を有するシート孔と、
前記孔軸に対して直角に向けられたアンカー軸に沿って本体の中を伸びて、相互交差ゾーンを有するために前記シート孔と交差するアンカー孔と、
近位端および遠位端を有して、シート孔の中に受け入れられるが、そこから分離されるように構成される固定部材であって、前記遠位端は切削インサートを前記インサートシートの中に固定するように構成される固定部材と、
後者が前記シート孔の中に受け入れられるときに、前記アンカー孔の中に受け入れられて、相互交差ゾーンで前記固定部材の近位端に関着するように構成されるアンカー要素と、
を備える固定配置と、
を備える。
そこにおいて、固定部材とアンカー要素間の関着は、固定部材が、遠位端が前記切削インサートをインサートシートの中に固定する固定状態まで、前記シート孔の中を自由に移動することを可能にする。
この設計実施形態の下で、固定部材の移動は軸方向であり、そしてアンカー要素は、固定部材の移動中アンカー孔の中で実質的に一定の方向を維持するように構成できる。したがって、標準切削工具ホルダーと比較すると、アンカー要素は、あらかじめ工具ホルダーの本体と一体形成された機能を備えることによって、固定部材の近位端が必然的に係合するシート孔のその一体部分を機能的に置き換える。
この設計実施形態の下で、固定部材は、シート孔の中を軸方向に移動しないが、横に移動し、そして/またはそこにおいて枢動する。より具体的には、固定部材の軸方向位置(しかし必ずしも向きではない)は、アンカー要素に関して変化せず、そして、さらにより具体的には、固定部材の近位端は、アンカー要素に関して、少なくとも軸方向に移動しない。
インサートシートの側壁の方への切削インサートの移動および/またはそれに対するその固定を伴う横方向の圧力をそれに印加するために切削インサートの内面または側面に当接すること、および
それを下方へ押圧して、それをベース面に押しつけるために、切削インサートの面に当接すること。
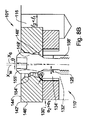
この設計実施形態の下で、固定部材は、シート孔に沿った且つアンカー要素に関する軸方向移動のために構成することができて、側壁の反対側に位置する、シート孔の対応する支持部分に当接するように構成されるヘッド部分を備えることができる。
ヘッド部分は固定部材の軸に関して傾いた面を有し、そして支持部分は孔軸と平行である面を有する。
ヘッド部分は固定部材の軸と平行である面を有し、そして支持部分は孔軸に関して傾いた面を有する。そして
ヘッド部分は固定部材の軸に関して傾いた面を有し、そして支持部分は孔軸に関しても傾いた面を有する。
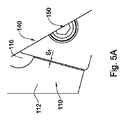
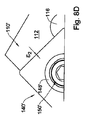
固定部材150は、シート孔125の中で(指定された工具、例えばねじ回しを使用して)回転できる。固定部材150とアンカー部材170間のねじ係合による、この種の回転は、固定部材150の下方への軸方向移動を伴う。
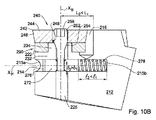
ε2<ε1であり、そして切削インサート140とインサートシート120のコーナー116の間の間隔はL2<L1である。
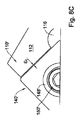
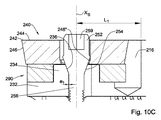
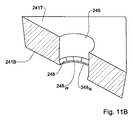
切削インサート240は、コーナー216から間隔L2< L1を置いて配置される。
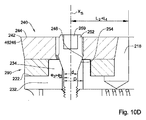
固定部材の近位端は、アンカー要素の断面の中心を越えて範囲δ2>δ1までねじ込まれる。
固定部材250は、シート孔225の内面の左側部分から間隔e2>e1を置いて配置される。そして
アンカー要素270は、アンカー孔214の閉成端から間隔l2<l1を置いて配置される。
Claims (89)
- 切削インサートをそこに取り付けるように構成される切削工具ホルダーであり、
前記切削インサートをそこに受け入れるように構成されるインサートシートを備えて形成される本体と、
固定部材をそこに収めるように構成されるシート孔と、
を備える切削工具ホルダーであって、
前記ホルダーは、前記ホルダーの前記本体の中に受け入れられるアンカー要素も備え、
前記固定要素は、前記アンカー要素としっかりと係合するように構成されて、前記シート孔とのこの種の係合がない切削工具ホルダー。 - 前記切削インサートをそこに受け入れるように構成されるシートを備えて形成されて、ベース面を有する本体と、
孔軸に沿って前記本体の中で伸びて、前記ベース面に開放端を有するシート孔と、
前記孔軸に対して直角に向けられるアンカー軸に沿って前記本体の中で伸びて、相互交差ゾーンを有するために前記シート孔と交わるアンカー孔と、
近位端および遠位端を有して、離脱した方法で前記シート孔の中に受け入れられるように構成される固定部材であって、前記遠位端は前記切削インサートを前記インサートシートに固定するように構成される固定部材と、
前記アンカー孔の中に受け入れられて、前記固定部材が前記シート孔の中に受け入れられるときに、前記相互交差ゾーンで前記固定部材の前記近位端に関着するように構成されるアンカー要素と、
を備える固定装置と、
を備える前記切削工具ホルダーであって、
前記固定部材と前記アンカー要素間の関着によって、前記固定部材が、前記遠位端が前記切削インサートを前記インサートシートに固定する固定状態へと前記シート孔の中を自由に移動できる請求項1に記載の切削工具ホルダー。 - 前記アンカー要素は、前記ホルダーの前記本体と別であって着脱可能である請求項1または2に記載の切削工具ホルダー。
- 前記アンカー要素は交換可能である請求項1、2、または3に記載の切削工具ホルダー。
- 前記アンカー孔は少なくとも一つの開放端を有し、そして前記アンカー孔に対する前記アンカー要素の位置および/または向きは、指定された工具を使用して前記開放端を通して調整できる請求項1〜4のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材の前記本体は、それに係合せずに前記シート孔の中で自由に移動するように構成される請求項1〜5のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材は、ゆるく移動可能な方法で前記シート孔の中に受け入れられて、前記孔軸に対して直角をなす方向に前記シート孔に対するその横方向移動を可能にする請求項1〜6のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材および前記シート孔の両方を含み、そして前記固定部材の長手方向軸に対して垂直な平面に沿ったいかなる断面でも、前記固定部材の断面積は、前記シート孔の断面積より小さい請求項7に記載の切削工具ホルダー。
- この種の断面で、前記固定部材の断面輪郭と前記シート孔の断面輪郭の間に隙間が存在する請求項8に記載の切削工具ホルダー。
- 前記固定部材の断面形状は、前記シート孔の断面領域に関して非対称に配置されることができる請求項8または9に記載の切削工具ホルダー。
- 前記固定部材は直径dの円形断面を有し、そして前記シート孔は、前記固定部材の断面をそこに完全に含むのに少なくとも充分である断面サイズおよび形状を有する請求項8、9、または10に記載の切削工具ホルダー。
- 前記シート孔は、円形対称である断面領域を有し、その内接円の名目寸法Dは、D>dであるような具合である請求項11に記載の切削工具ホルダー。
- 前記シート孔は、円形対称でない断面領域を有し、その最も広い拡張部分の名目寸法D´は、D´>dであるような具合である請求項11に記載の切削工具ホルダー。
- 前記固定部材は、前記インサートシートの中に切削インサートを配置できる前記シート孔内の取付け状態および前記切削インサートを前記シート内に固定する固定状態をとるように構成される請求項1〜13のいずれか一項に記載の切削工具ホルダー。
- 前記取付け状態と固定状態の間の移動は、(i)軸方向移動、(ii)横方向移動、および(iii)回転のいずれかまたはそれらの組み合わせによる請求項14に記載の切削工具ホルダー。
- 前記固定部材の前記遠位端は、前記切削インサートに、(a)前記ベース面に対してそれを押圧する軸方向圧力および(b)前記ベース面に対して直角な前記シートの側壁に対してそれを押圧する横方向圧力のいずれか一つまたはそれらの組み合わせを印加するように構成される請求項14または15に記載の切削工具ホルダー。
- 前記固定部材の前記遠位端は、前記固定状態の前記インサートシートへの切削インサートの適当な固定を提供するために、前記切削インサートの指定された部分、前記切削工具ホルダーの指定された部分、または両方に係合するように構成されるヘッド部分を備える請求項1〜16のいずれか一項に記載の切削工具ホルダー。
- 前記シート孔内の前記固定部材の移動は軸方向であり、そして前記アンカー要素は、前記固定部材の移動中に前記アンカー孔の中で実質的に一定の向きを維持するように構成される請求項1〜17のいずれか一項に記載の切削工具ホルダー。
- 前記アンカー要素はねじ孔を備えて、そこに前記固定部材のねじ付き近位端をねじ的に受け入れるように構成される請求項18に記載の切削工具ホルダー。
- 前記固定部材は、軸方向移動のためにだけ構成され、そしてそのヘッド部分は、それを下へ前記ベース面の方へ押圧するために前記切削インサートに係合するように構成される請求項18または19に記載の切削工具ホルダー。
- 前記固定部材は、前記アンカー孔に沿ったその軸方向移動または前記アンカー軸のまわりのその回転運動を生じることができる前記アンカー要素にいかなる力も実質的には印加しない請求項18、19、または20に記載の切削工具ホルダー。
- 前記シート孔内の前記固定部材の移動は、横方向または回動である請求項1〜17のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材の前記軸方向位置は、前記アンカー要素に関して変化しない請求項22に記載の切削工具ホルダー。
- 前記固定部材の前記近位端は、前記アンカー要素に関して軸方向に移動しない請求項23に記載の切削工具ホルダー。
- 前記固定部材の前記ヘッド部分は、2つの動作、すなわち、(I)横方向圧力をそこに印加するために前記切削インサートの内面または側面に当接すること、および(II)下方へそれを押圧して、前記ベース面に対してそれを固定するために前記切削インサートの表面に当接することのいずれか一つおよび/またはそれらの組み合わせのために構成される請求項22、23、または24に記載の切削工具ホルダー。
- 前記固定部材のヘッド部分は、前記固定部材の軸のまわりに非対称に成形され、そして前記シート孔は、前記側壁の反対側に支持部分を備えて且つ前記ヘッド部分に隣接して形成される請求項22〜25のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材のその軸のまわりの回転は、前記支持部分とのその係合の結果として前記固定部材の前記ヘッド部分の前記側壁の方への横方向移動を伴う請求項26に記載の切削工具ホルダー。
- 前記アンカー孔は、前記シート孔および前記固定部材の前記ヘッド部分の前記移動方向の両方に対して直角に向けられ、それによって前記ヘッド部分の前記側壁の方への移動は、前記アンカー孔の軸のまわりの前記アンカー孔内の前記アンカー要素の回転を伴う請求項26または27に記載の切削工具ホルダー。
- 前記固定部材が前記シート孔内で回転するとき、それは前記固定部材の前記近位端と前記アンカー要素の間の前記係合位置にある枢着点のまわりの枢動を実行する請求項28に記載の切削工具ホルダー。
- 前記固定部材の向きは、前記取付け状態と前記固定状態の間で変化する請求項29に記載の切削工具ホルダー。
- 前記アンカー孔は、前記シート孔に対して直角に、そして前記固定部材の前記ヘッド部分の前記移動方向に沿って向けられ、それによって前記側壁の方への前記ヘッド部分の移動は、前記アンカー孔の軸に沿った前記アンカー孔内の前記アンカー要素の軸方向移動を伴う請求項26または27に記載の切削工具ホルダー。
- 前記固定部材が前記シート孔内で回転するとき、それは前記アンカー孔の前記軸に沿って横方向移動を実行する請求項31に記載の切削工具ホルダー。
- 前記固定部材は、前記取付け状態および固定状態の両方で類似の向きを維持する請求項32に記載の切削工具ホルダー。
- 前記固定部材の前記近位端は、前記アンカー要素に関する前記固定部材の軸方向移動を伴わない純回転方法で前記アンカー要素内に受け入れられる請求項32または33に記載の切削工具ホルダー。
- 前記固定部材は、前記シート孔に沿って前記アンカー要素に関して軸方向に移動するように構成されて、前記側壁の反対側に位置する前記シート孔の対応する支持部分に当接するように構成されるヘッド部分を備える請求項1〜17のいずれか一項に記載の切削工具ホルダー。
- 前記ヘッド部分および前記支持部分の向きは、前記ヘッド部分と前記支持面の当接の間、前記シート孔に沿った前記固定部材の軸方向移動が、前記当接のためにその前記ヘッド部分の横方向移動を生じるような具合である請求項35に記載の切削工具ホルダー。
- 前記固定部材と前記切削工具ホルダー間の構成は、以下の組合せ、すなわち、
前記ヘッド部分は前記固定部材の前記軸に関して傾いた面を有し、そして前記支持部分は前記孔軸と平行である面を有すること、
前記ヘッド部分は前記固定部材の前記軸と平行な面を有し、そして前記支持部分は前記孔軸に関して傾いた面を有すること、および
前記ヘッド部分は前記固定部材の前記軸に関して傾いた面を有し、そして前記支持部分は前記孔軸に関しても傾いた面を有すること、
のいずれか一つによる請求項36に記載の切削工具ホルダー。 - 前記固定部材が前記シート孔の中に移動するとき、前記ヘッド部分と前記支持部分の間の前記係合は前者を前記側壁の方へ押す請求項35、36、または37に記載の切削工具ホルダー。
- 前記固定部材の前記アンカー要素への関着、および前記アンカー要素の移動/回転する能力によって、前記固定部材が、その軸方向位置、横方向位置、または向きの変化の下でも、前記シート孔の中へのその移動を続けることができる請求項38に記載の切削工具ホルダー。
- 前記アンカー孔は、前記シート孔および前記固定部材の前記ヘッド部分の前記移動方向に対して直角に向けられ、それによって前記側壁の方への前記ヘッド部分の移動は、前記アンカー孔の軸のまわりの前記アンカー孔内の前記アンカー要素の回転を伴う請求項35〜39のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材が前記シート孔の中へ軸方向に移動するとき、それは組み合わされた移動を実行し、そこでは、その前記ヘッド部分は、前記孔軸に沿って軸方向に、そして前記固定部材の前記近位端と前記アンカー要素間の係合位置の枢着点のまわりで回転して移動する請求項40に記載の切削工具ホルダー。
- 前記固定部材の前記向きは、前記取付け状態と前記固定状態の間に変化する請求項41に記載の切削工具ホルダー。
- 前記アンカー孔は、前記シート孔に対して直角に、そして前記固定部材の前記ヘッド部分の前記移動方向に沿って向けられ、それによって前記側壁の方への前記ヘッド部分の移動は、前記アンカー孔の軸に沿った前記アンカー孔内の前記アンカー要素の回転を伴う請求項35〜39のいずれか一項に記載の切削工具ホルダー。
- 前記固定部材が前記シート孔の中に移動するとき、それは組み合わされた移動を実行し、そこでは、その前記ヘッド部分は、前記シート孔に沿って軸方向に、そして前記アンカー孔の前記軸に沿って横に移動する請求項43に記載の切削工具ホルダー。
- 前記固定部材は、前記取付け状態および固定状態の両方で類似の向きを維持する請求項44に記載の切削工具ホルダー。
- 前記固定部材は、前記切削インサートに係合し、それによって前記ヘッド部分と前記少なくとも一つの側壁の間にその一部を固定するように、前記固定部材の前記遠位端が前記ベース面から第1の軸方向範囲まで突出して前記側壁から第1の隙間間隔で配置される取付け状態と、前記遠位端が前記ベース面から前記第1の隙間間隔と異なる第2の軸方向範囲まで突出して前記側壁から前記第1の隙間間隔より小さい第2の隙間間隔で配置される固定状態の間で前記シート孔に関して移動するように構成される請求項1〜45のいずれか一項に記載の切削工具ホルダー。
- 前記取付け状態と前記固定状態の間の前記固定部材の軸方向移動は、前記アンカー要素のそれぞれの移動を伴い、その結果、取付け状態で、前記アンカー要素は前記アンカー孔に関して第1のアンカー位置にあり、そして前記固定状態で、前記アンカー要素は前記アンカー孔に関して前記第1のアンカー位置とは異なる第2のアンカー位置にある請求項46に記載の切削工具ホルダー。
- 前記第1のアンカー位置と前記第2のアンカー位置の差は、(a)前記アンカー要素の向き、および(b)前記アンカー孔に沿った前記アンカー要素の軸方向位置に反映される請求項47に記載の切削工具ホルダー。
- 前記取付状態で、前記第1の隙間間隔は、前記切削インサートが前記シート上に配置され、そして/または前記固定部材の前記ヘッド部分の上の前記シートから完全に取り除かれることができるような具合である請求項46、47、または48のいずれか一項に記載の切削工具ホルダー。
- 請求項1〜49のいずれか一項に記載の切削工具ホルダーに取付けた切削インサートを備える切削工具。
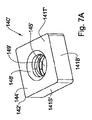
- 切削工具を形成するために切削工具ホルダーに取付けるように構成される切削インサートであって、前記切削インサートは、インサート軸を定めるインサート孔を備えて、前記切削工具ホルダーの固定部材と接触するように構成される二つ以上の当接面を有し、そこにおいて、前記インサート軸と直角をなす面に沿って前記二つ以上の当接面を通るいかなる断面でも、それらは前記インサート孔の閉輪郭の大半を一緒に画成し、前記二つ以上の当接面の各々は、第1の湾曲半径を有する狭い縁と前記第1の湾曲半径より大きい第2の湾曲半径を有する広い端の間に広がり、そして少なくとも、前記二つ以上の当接面の少なくとも一つの前記広い縁は、前記広い縁と前記インサート軸の間に配置されるその湾曲中心を有する切削インサート。
- 前記インサート軸と直角をなす面に沿って前記二つ以上の当接面を通過するいかなる断面でも、前記当接面の各々は輪郭縁を有し、そして、前記断面で、前記二つ以上の当接面の少なくとも一つの前記輪郭縁の前記曲率中心は、前記インサート軸と前記輪郭縁の間にある請求項51に記載の切削インサート。
- 前記当接面の前記広い縁は、前記切削インサートの上面/底面から間隔を置いて配置されて、前記広い縁と前記それぞれの上面/底面の間に広がる第1の架橋面を生じる請求項51または52に記載の切削インサート。
- 前記第1の架橋面における前記インサート孔の直径は、前記広い縁における前記インサート孔の直径以上である請求項53に記載の切削インサート。
- 前記二つ以上の当接面は、前記インサート孔の閉曲面を一緒に形成する請求項51〜54のいずれか一項に記載の切削インサート。
- 前記二つ以上の当接面は互いに直接連続している請求項55に記載の切削インサート。
- 各断面で、前記二つ以上の当接面の前記縁輪郭は閉輪郭を一緒に形成する請求項55または56に記載の切削インサート。
- 前記当接面の各々は、前記当接面の前記広い縁を構成する広い弧と前記当接面の前記狭い縁を構成する狭い弧の間に広がる錐面により構成される請求項51〜58のいずれか一項に記載の切削インサート。
- 前記広い弧は湾曲半径Rを有し、そして前記狭い弧は湾曲半径r<Rを有することができる請求項58に記載の切削インサート。
- 前記インサート軸と直角をなす面に沿って前記広い弧にある前記切削インサートの断面で、前記湾曲半径Rは、前記閉輪郭を内接させる円の湾曲半径より小さい請求項59に記載の切削インサート。
- 前記広い弧の前記曲率中心は前記インサート軸と一致しない請求項60に記載の切削インサート。
- 前記狭い弧により形成される前記閉輪郭は円形である請求項58〜61のいずれか一項に記載の切削インサート。
- 前記切削インサートは、前記切削インサートのn個の切削コーナー/刃に対応するn個の当接面を備える請求項51〜62のいずれか一項に記載の切削インサート。
- 前記切削インサートは、前記インサート軸のまわりに対称に広がる4つの当接面を備える請求項63に記載の切削インサート。
- 各当接面は切削コーナーの反対側に配置されて、前記インサート軸に関してそれとは全く正反対の切削コーナーと結合する請求項62、63、または64に記載の切削インサート。
- 前記切削インサートは、その底面/上面の少なくとも一つから伸びる面取り面を更に備え、前記面取り面は、前記それぞれの底面/上面にあるその円錐ベースおよび前記インサート孔内で前記底面/上面から離れて配置されるその狭い円錐縁を有する円錐である請求項1〜51のいずれか一項に記載の切削インサート。
- 前記切削インサートは、前記面取り面の前記狭い縁と前記当接面の前記広い縁の間に広がる一つ以上の中間面を備える請求項66に記載の切削インサート。
- 前記当接面の前記狭い縁は、前記切削インサートの前記上面/底面から間隔を置いて配置されて、前記狭い縁と前記底面/上面の間に画成される第2の架橋面を生じる請求項51〜67のいずれか一項に記載の切削インサート。
- 前記切削インサートはリバーシブルである請求項1〜68のいずれか一項に記載の切削インサート。
- 前記上面および底面は、両方に平行であってその間に等間隔に配置される対称面のまわりに対称に広がる請求項69に記載の切削インサート。
- 前記切削インサートは2セットの当接面を備え、各々はそれぞれの上面/底面と結合する請求項70に記載の切削インサート。
- 前記第2の架橋面は、前記第1のセットの前記当接面の前記狭い縁と前記第2のセットの前記当接面の前記狭い縁の間に前記対称面全体に伸びる中心面である請求項68に従属する場合の請求項71に記載の切削インサート。
- 前記インサート孔にはアンダーカットがなくて、簡単なプレス加工で前記切削インサートの製造を可能にする請求項51〜72のいずれか一項に記載の切削インサート。
- 切削工具を形成するために切削工具ホルダーに取付けるように構成される切削インサートであり、
上面と、
底面と、
前記上面と前記底面の間に伸びてインサート軸を有するインサート孔と、
を備える切削インサートであって、
前記インサート孔は、前記ホルダーに固定するために前記カット工具ホルダーの固定部材と接触するように構成される少なくとも一つの当接面を有し、前記当接面は、前記上面の方へ外側にテーパー状になり、そして前記インサート軸から半径方向間隔rを置いて配置した狭い縁と前記インサート軸から半径方向間隔R>rを置いて配置した広い縁の間に伸び、そこにおいて、前記広い縁は前記狭い縁と前記上面の間に配置されて、前記上面より前記底面に近く位置する切削インサート。 - 前記広い縁は、前記狭い縁に近接近して配置される請求項74に記載の切削インサート。
- 前記広い縁は、前記切削インサートの前記上面より前記狭い縁に接近して配置される請求項74または75に記載の切削インサート。
- 前記狭い縁は前記底面に位置する請求項74、75、または76に記載の切削インサート。
- 前記当接面は、前記切削インサートの前記底面と結合する請求項74〜77のいずれか一項に記載の切削インサート。
- 前記切削インサートは、前記切削インサートの前記上面に形成される少なくとも一つの切れ刃を備える請求項74〜78のいずれか一項に記載の切削インサート。
- 前記切断工具ホルダーは、前記切削インサートをそこに受け入れるように構成されてベース面を備えて形成されるインサートシートと、前記ベース面に開放端を有して前記インサートシートの中に前記切削インサートを固定するために固定部材をそこに受け入れるように構成されるシート孔とを備える請求項51〜79のいずれか一項に記載の切削工具ホルダーおよび切削インサートを備える切削工具。
- 前記切削インサートは、その直径が前記第1の架橋面で少なくとも前記インサート孔の前記内接円の直径より小さいヘッド部分を有する固定部材により固定されるように構成される請求項51〜73のいずれか一項に従属する場合の請求項80に記載の切削工具。
- 前記当接面は、前記固定部材の形状に対して相補形の形状を有するように設計され、それによって前記固定部材と前記切削インサートの前記それぞれの当接面の間に面対面接触を生じる請求項81に記載の切削工具。
- 前記切削工具ホルダーは、前記ベース面から突出する支持構造を備えて形成され、そして前記インサート孔の開口部は、前記切断工具ホルダーの支持構造をそこに収めるために前記当接面により形成される開口部より十分に広い請求項81または82に記載の切削工具。
- 前記切削インサートの固定状態において、前記切削インサートの前記底面が前記切断工具ホルダーのインサートシートの前記ベース面に配置されるときに、前記固定部材は前記当接面と接触するように構成される請求項74〜79のいずれか一項に従属する場合の請求項80に記載の切削工具。
- 前記切削インサートは、その底面が前記ホルダーの前記インサートシートのベース面に嵌合されるように前記切断工具ホルダーに取付けられる請求項84に記載の切削工具。
- 前記少なくとも一つの当接面は、前記上面より前記ベース面に接近して位置する請求項84または85に記載の切削工具。
- 前記固定部材と前記当接面との接触によって前記切削インサートをきちんと固定することは、前記切削インサートの前記上面より前記ベース面に接近して行われる請求項86に記載の切削工具。
- 前記切削インサートの固定状態で、前記固定部材のヘッド部分は、前記ベース面から突出して、前記ベース面と前記切削インサートの対称面の間に配置される請求項84〜87のいずれか一項に記載の切削工具。
- 前記切削インサートの固定状態で、前記固定部材のヘッド部分は、前記切削インサートの高さの50%を超えて突出しない請求項84〜88のいずれか一項に記載の切削工具。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/IL2015/050121 WO2016125130A1 (en) | 2015-02-04 | 2015-02-04 | Cutting tool comprising a cutting tool holder and a cutting insert therefor |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018504288A true JP2018504288A (ja) | 2018-02-15 |
| JP2018504288A5 JP2018504288A5 (ja) | 2018-03-29 |
Family
ID=52686424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017539353A Pending JP2018504288A (ja) | 2015-02-04 | 2015-02-04 | 切削工具ホルダーおよびそのための切削インサートを備えた切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10307833B2 (ja) |
| EP (1) | EP3253517A1 (ja) |
| JP (1) | JP2018504288A (ja) |
| IL (1) | IL253257A0 (ja) |
| WO (1) | WO2016125130A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6838674B1 (ja) * | 2020-05-29 | 2021-03-03 | 株式会社タンガロイ | 切削工具 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016117198A1 (de) * | 2016-09-13 | 2018-03-15 | Kennametal Inc. | Werkzeughalter für eine Wendeschneidplatte und Schneidwerkzeug |
| CN107570735B (zh) * | 2017-09-30 | 2020-04-10 | 株洲钻石切削刀具股份有限公司 | 一种孔内具有圆弧形凹槽的多边形切削刀片及切削刀具 |
| EP3737541A4 (en) * | 2018-01-14 | 2021-09-15 | Craftstech, Inc. | MODULAR CUTTING BLADE ARRANGEMENT AND MACHINERY WITH IT |
| RU196536U1 (ru) * | 2019-12-17 | 2020-03-04 | Федеральное государственное автономное образовательное учреждение высшего образования "Уральский федеральный университет имени первого Президента России Б.Н. Ельцина" | Торцовая фреза |
| TWI762161B (zh) * | 2021-01-21 | 2022-04-21 | 正河源股份有限公司 | 鑽床倒角刀具 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4204781A (en) * | 1977-10-12 | 1980-05-27 | Schwarzkopf Development Corporation | Clamping toolholder |
| JPH03281115A (ja) * | 1990-03-30 | 1991-12-11 | Mitsubishi Materials Corp | スローアウエイ式切削工具 |
| JPH09234608A (ja) * | 1996-02-29 | 1997-09-09 | Ngk Spark Plug Co Ltd | 工具ユニット |
| JP2010522095A (ja) * | 2007-03-20 | 2010-07-01 | イスカーリミテッド | 切削工具および切削部材をカッター本体に取り付けるためのシステム |
Family Cites Families (96)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2443756A (en) * | 1942-12-26 | 1948-06-22 | Brush Dev Co | Magnetic material |
| US3027623A (en) | 1959-06-25 | 1962-04-03 | Viking Tool Company | Clamp-type holder for throw-away and indexible cutting inserts |
| US3138846A (en) | 1961-11-13 | 1964-06-30 | Posa Cut Corp | Grooving tool |
| DE1260926B (de) | 1962-11-29 | 1968-02-08 | Karl Hertel | Messerkopf |
| US3341919A (en) | 1963-08-01 | 1967-09-19 | Futurmill Inc | Tool holder arrangement |
| US3299489A (en) | 1963-08-21 | 1967-01-24 | Espa Establishment For Securit | Tool-holder provided with reversible cutting tool, and the tool itself |
| DE1256514B (de) | 1963-08-21 | 1967-12-14 | Zapp Werkzeug & Maschf R | Schneidplatte fuer ein spanabhebendes Werkzeug, insbesondere Drehwerkzeug |
| US3341921A (en) | 1966-01-10 | 1967-09-19 | Gen Electric | Cutting insert |
| US3341923A (en) | 1966-09-09 | 1967-09-19 | Gen Electric | Cutting tool |
| US3491421A (en) | 1967-12-27 | 1970-01-27 | Madison Ind Inc | Tool holder for throw-away inserts |
| FR2040515A5 (ja) | 1969-04-01 | 1971-01-22 | Electro Metallurg | |
| JPS4844661B1 (ja) | 1970-05-21 | 1973-12-26 | ||
| US3747179A (en) | 1971-05-26 | 1973-07-24 | N Lovendahl | Tool holder arrangement |
| JPS5431690B1 (ja) | 1971-06-01 | 1979-10-09 | ||
| BE793105A (fr) | 1971-12-24 | 1973-04-16 | Walter Gmbh Montanwerke | Outil de fraisage a plaquettes de coupe echangeables |
| US3740807A (en) | 1972-02-25 | 1973-06-26 | Metal Cutting Tools Inc | Inserted blade cutting tool with locking pin |
| US3787941A (en) | 1972-07-17 | 1974-01-29 | Warner Swasey Co | Locking pin mechanism for securing tool bits to tool holders |
| US3913197A (en) | 1973-11-19 | 1975-10-21 | Heinz K Wolf | Positive lock insert |
| US3946473A (en) | 1974-04-15 | 1976-03-30 | Ex-Cello-O Corporation | Cutting tools |
| US3925868A (en) | 1974-06-21 | 1975-12-16 | Mccrosky Tool Corp | Clamping assembly for cutter bits |
| DE2443756A1 (de) * | 1974-09-13 | 1976-04-01 | Zapp Werkzeug & Maschf R | Schneidwerkzeug |
| DE2443755A1 (de) * | 1974-09-13 | 1976-04-01 | Zapp Werkzeug & Maschf R | Schneidwerkzeug |
| US4035887A (en) * | 1975-07-23 | 1977-07-19 | Karl Hertel | Cutting tools |
| US4044440A (en) | 1976-02-25 | 1977-08-30 | Stier Henry W | Cutting tool |
| SU703248A1 (ru) * | 1976-12-23 | 1979-12-15 | Сестрорецкий Инструментальный Завод Им. Воскова | Режущий инструмент |
| DE2703696C2 (de) * | 1977-01-29 | 1990-03-29 | Fried. Krupp Gmbh, 4300 Essen | Schneidwerkzeug |
| SU665993A1 (ru) * | 1978-01-10 | 1979-06-05 | Сестрорецкий Инструментальный Завод Им. Воскова | Режущий инструмент |
| SU709261A1 (ru) | 1978-06-21 | 1980-01-15 | Предприятие П/Я В-8772 | Режущий инструмент |
| DE2853313C2 (de) * | 1978-12-09 | 1985-03-21 | Komet Stahlhalter- Und Werkzeugfabrik Robert Breuning Gmbh, 7122 Besigheim | Klemmvorrichtung für eine Wendeschneidplatte |
| DE2906148A1 (de) | 1979-02-17 | 1980-08-28 | Walter Gmbh Montanwerke | Schneidwerkzeug mit wendeplattenbestueckung |
| DE2935426A1 (de) | 1979-09-01 | 1981-03-26 | Günther 90491 Nürnberg Hertel | Schneidwerkzeug, z.b. schlitzfraeser oder raeumnadel |
| SU831394A1 (ru) * | 1979-09-27 | 1981-05-23 | Tereshonok Ivan S | Режущий инструмент и.с.терешонка |
| SU848158A1 (ru) * | 1979-10-12 | 1981-07-23 | Научно-Производственное Объединение Помеханизации И Автоматизации Производствамашин Для Хлопководства Нпо "Технолог" | Режущий инструмент |
| AT366306B (de) | 1980-04-04 | 1982-04-13 | Plansee Metallwerk | Schneidwerkzeug |
| US4397592A (en) | 1980-11-10 | 1983-08-09 | Kennametal Inc. | Insert holder and method of holding |
| US4398853A (en) | 1980-11-10 | 1983-08-16 | Kennametal Inc. | Insert holder and method of holding |
| DE3118467A1 (de) | 1981-05-09 | 1982-11-25 | Fried. Krupp Gmbh, 4300 Essen | "anordnung zur befestigung von auswechselbaren schneidplatten auf einem werkzeughalter" |
| JPS57189718A (en) * | 1981-05-13 | 1982-11-22 | Sumitomo Electric Ind Ltd | Rotary disk cutting tool |
| SE453266B (sv) | 1981-05-30 | 1988-01-25 | Tokyo Shibaura Electric Co | Skerverktyg med skerverktygshallare |
| SU1079370A1 (ru) | 1982-02-22 | 1984-03-15 | Ленинградский Ордена Ленина И Ордена Красного Знамени Механический Институт | Резец с механическим креплением многогранной неперетачиваемой пластины |
| DE3301191A1 (de) | 1983-01-15 | 1984-07-19 | Fried. Krupp Gmbh, 4300 Essen | Werkzeug mit mindestens einem loesbar zu befestigenden teil |
| US4527930A (en) | 1983-03-23 | 1985-07-09 | Hugh Harroun | Ball nose end cutting tool |
| US4621957A (en) | 1983-09-20 | 1986-11-11 | The Boeing Company | Inverted cutter |
| SE445314B (sv) | 1984-09-26 | 1986-06-16 | Santrade Ltd | Verktyg med vendsker foretredesvis for svarvning |
| FR2608951B1 (fr) | 1986-12-30 | 1994-05-06 | Electro Metallurgie Ste Indle | Dispositif pour la fixation demontable d'une plaquette de coupe sur un porte-outil |
| SE463703B (sv) | 1987-04-15 | 1991-01-14 | Seco Tools Ab | Skaerverktyg |
| BR8800380A (pt) | 1987-07-24 | 1989-02-08 | Gte Valenite Corp | Ferramenta de cortar |
| JPH0753062B2 (ja) | 1987-11-19 | 1995-06-07 | セイレイ工業株式会社 | 枝打機の制御装置 |
| JP2559437Y2 (ja) | 1989-06-12 | 1998-01-19 | 三菱マテリアル株式会社 | スローアウエイチップのクランプ機構 |
| SE9003705L (sv) | 1990-11-21 | 1992-05-22 | Seco Tools Ab | Skaerverktyg |
| US5167473A (en) | 1991-06-24 | 1992-12-01 | Allied-Signal Inc. | Unidirectional insert lock |
| SE502241C2 (sv) * | 1991-12-18 | 1995-09-25 | Sandvik Ab | Skärverktyg innefattande en skärhållare med snedställd låsskruv |
| CA2062213C (en) | 1992-03-03 | 1996-07-16 | Alfonso Minicozzi | Indexable cutting insert for rotary cutting tools |
| US5718971A (en) * | 1994-12-22 | 1998-02-17 | Skc Limited | Polyester film comprising alumina and silane coupling agent |
| SE505726C2 (sv) | 1995-02-27 | 1997-10-06 | Sandvik Ab | Fastspänningsanordning för skärplattor |
| IL112818A (en) | 1995-02-28 | 1999-10-28 | Iscar Ltd | Tool holder having a grooved seat |
| JPH09108909A (ja) | 1995-10-18 | 1997-04-28 | Mitsubishi Materials Corp | スローアウェイチップおよびそのクランプ機構 |
| IL117015A (en) | 1996-02-02 | 1998-12-27 | Iscar Ltd | Cutting Tools |
| SE509324C2 (sv) | 1996-04-19 | 1999-01-11 | Seco Tools Ab | Verktyg för skärande bearbetning |
| JPH1030349A (ja) | 1996-07-15 | 1998-02-03 | Mitsui Constr Co Ltd | 大架構塔状住宅建築物 |
| SE510851C2 (sv) | 1996-12-23 | 1999-06-28 | Sandvik Ab | Skär samt hållare för skärande metallbearbetning |
| US5913644A (en) | 1998-04-20 | 1999-06-22 | Kennametal Inc. | Helical mill having multiple flutes with differing rake angles |
| IL124282A (en) | 1998-04-29 | 2001-10-31 | Iscar Ltd | Cutting tool system and cutting tool for it |
| US6579042B1 (en) | 2000-10-11 | 2003-06-17 | Sandvik Inc. | Cutter body with cutting inserts and methods for assembling same |
| IL144154A0 (en) | 2001-07-05 | 2002-05-23 | Iscar Ltd | Cutting tool and cutting insert therefor |
| IL144855A0 (en) | 2001-08-12 | 2002-06-30 | Iscar Ltd | Cutting tool |
| DE10144449A1 (de) | 2001-09-10 | 2005-03-24 | Gustav Werthwein | Schneidplatte für Werkzeuge zur spanabhebenden Bearbeitung von Werkstücken und Werkzeug für die Verwendung dieser Schneidplatte |
| US6811359B2 (en) | 2002-05-31 | 2004-11-02 | Kennametal Inc. | True helical cutter system |
| AT6206U1 (de) | 2002-07-05 | 2003-06-25 | Plansee Tizit Ag | Schneidwerkzeug zur spanenden bearbeitung |
| US7144205B2 (en) | 2003-05-09 | 2006-12-05 | Kennametal Inc. | Insert retention screw and tool body and insert therewith |
| SE526536C2 (sv) | 2003-11-19 | 2005-10-04 | Sandvik Intellectual Property | Verktygshuvud med spännanordning i form av en mutterrulle verkande i en slits |
| SE526586C2 (sv) | 2003-11-25 | 2005-10-11 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning innefattande en han/hon-koppling mellan skärdel och hållardel |
| KR100625838B1 (ko) | 2004-11-16 | 2006-09-20 | 대구텍 주식회사 | 인서트 팁 |
| US7273331B2 (en) | 2004-12-29 | 2007-09-25 | Giannetti Enrico R | Boring bar having internal coolant supply |
| IL169491A (en) | 2005-06-30 | 2009-06-15 | Carol Smilovici | Cutting insert |
| SE529311C2 (sv) | 2005-12-05 | 2007-07-03 | Seco Tools Ab | Ett verktyg för spånavskiljande bearbetning där gängförbandet är anordnat att tillåta vickning av låsskruven |
| US7261495B1 (en) | 2006-02-21 | 2007-08-28 | Kennametal Inc. | Assembly for retaining a cutting insert in a pocket of a tool holder |
| JP4867661B2 (ja) | 2006-03-02 | 2012-02-01 | 三菱マテリアル株式会社 | インサート着脱式切削工具 |
| DE102006017074A1 (de) | 2006-04-10 | 2007-10-11 | Walter Ag | Unterlegplatte für doppelseitige Wendeschneideinsätze |
| SE530374C2 (sv) | 2006-05-23 | 2008-05-20 | Pramet Tools Sro | Skärinsats samt skärverktyg där fastspänningshålets fastspänningsyta har formen av en elliptisk kon |
| IL178813A (en) | 2006-10-23 | 2010-06-30 | Iscar Ltd | Placing a tangential cut that is harnessed with a bulge at the base |
| SE530631C2 (sv) | 2006-12-12 | 2008-07-22 | Sandvik Intellectual Property | Verktyg och skär för spånavskiljande bearbetning |
| EP2167260B1 (en) | 2007-06-06 | 2013-06-05 | No Screw Ltd. | A cutting tool holder and method for mounting a cutting insert on such a holder |
| WO2009028747A1 (en) | 2007-08-30 | 2009-03-05 | Taegutec. Ltd. | Cutting tool with an inclined clamping screw |
| US20090238651A1 (en) | 2008-03-24 | 2009-09-24 | Bill Nguyen | Adjustable center high tool holder head |
| JP5727943B2 (ja) | 2009-02-27 | 2015-06-03 | ノー スクリュー リミテッド | 切削工具、切削工具ホルダ、及びそのための切削インサート |
| IL198376A (en) | 2009-04-26 | 2013-04-30 | Iscar Ltd | Put cutting and assembling the task |
| AT11470U1 (de) | 2009-06-10 | 2010-11-15 | Ceratizit Austria Gmbh | Schneidwerkzeug |
| JP5093421B2 (ja) | 2010-03-10 | 2012-12-12 | 株式会社タンガロイ | クランプ補助部材およびそのクランプ補助部材を備えた切削工具 |
| KR101928112B1 (ko) * | 2010-12-31 | 2018-12-11 | 다이아몬드 이노베이션즈, 인크. | 다결정성 보디에 구멍 및 카운터싱크를 생성하는 방법 |
| SE535541C2 (sv) | 2011-02-11 | 2012-09-18 | Sandvik Intellectual Property | Skärinsats för ett fräsverktyg som är utformat för kuggfräsning |
| IL214781A0 (en) | 2011-08-22 | 2011-10-31 | Iscar Ltd | Cutting tool and cutting insert therefor |
| EP2614907B1 (en) | 2012-01-13 | 2016-11-30 | Seco Tools Ab | Cutting insert with angled supporting surface, toolholder with angled abutment surface, and cutting tool |
| US8821079B2 (en) | 2012-03-06 | 2014-09-02 | Iscar, Ltd. | Cutting tool and cutting insert therefor |
| US9120154B2 (en) | 2013-02-14 | 2015-09-01 | Iscar, Ltd. | Single-sided square-shaped indexable cutting insert and cutting tool |
| AU2014316638B2 (en) * | 2013-09-03 | 2018-01-18 | No Screw Ltd. | Mounting mechanism for a cutting insert, a cutting insert therefor and a cutting tool using said insert |
-
2015
- 2015-02-04 WO PCT/IL2015/050121 patent/WO2016125130A1/en active Application Filing
- 2015-02-04 US US15/547,020 patent/US10307833B2/en active Active
- 2015-02-04 JP JP2017539353A patent/JP2018504288A/ja active Pending
- 2015-02-04 EP EP15710598.2A patent/EP3253517A1/en not_active Withdrawn
-
2017
- 2017-07-02 IL IL253257A patent/IL253257A0/en active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4204781A (en) * | 1977-10-12 | 1980-05-27 | Schwarzkopf Development Corporation | Clamping toolholder |
| JPH03281115A (ja) * | 1990-03-30 | 1991-12-11 | Mitsubishi Materials Corp | スローアウエイ式切削工具 |
| JPH09234608A (ja) * | 1996-02-29 | 1997-09-09 | Ngk Spark Plug Co Ltd | 工具ユニット |
| JP2010522095A (ja) * | 2007-03-20 | 2010-07-01 | イスカーリミテッド | 切削工具および切削部材をカッター本体に取り付けるためのシステム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6838674B1 (ja) * | 2020-05-29 | 2021-03-03 | 株式会社タンガロイ | 切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180015549A1 (en) | 2018-01-18 |
| EP3253517A1 (en) | 2017-12-13 |
| WO2016125130A1 (en) | 2016-08-11 |
| IL253257A0 (en) | 2017-08-31 |
| US10307833B2 (en) | 2019-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018504288A (ja) | 切削工具ホルダーおよびそのための切削インサートを備えた切削工具 | |
| JP4532120B2 (ja) | ホルダとインサートとの間に曲線形状の畝と溝とを設けた接続表面を備えた切屑除去加工用の工具及び切削インサート | |
| US10500647B2 (en) | Mounting mechanism for a cutting insert, a cutting insert therefor and a cutting tool using said insert | |
| CN105992665A (zh) | 具有可调刀片切削角的切削工具 | |
| US20110318121A1 (en) | Cutting tip comprising a grooved shank, and cutting tool comprising such a cutting tip | |
| JP6703536B2 (ja) | 切りくず除去式機械加工用工具および切削インサート | |
| JPH068011A (ja) | 切削工具 | |
| JP2004501785A (ja) | 切屑除去自由端に交換可能なチップを有した回転可能な工具 | |
| JP6290233B2 (ja) | 切削ツール | |
| JP2005519776A (ja) | 回転切削工具 | |
| JP2006192560A (ja) | 切削インサートのクランプ機構および切削インサート | |
| JP6447746B2 (ja) | 刃先交換式切削工具 | |
| JP2012179685A (ja) | ヘッド交換式切削工具 | |
| KR20180008750A (ko) | 날끝 교환식 절삭 공구 | |
| JP6966327B2 (ja) | 切削工具、切削インサート及び切削工具ホルダ | |
| US10286459B2 (en) | Machining tool | |
| EP3463725A1 (en) | Insert holder for a cutting tool | |
| JP2009113185A (ja) | インサート着脱式切削工具およびクランプ部材 | |
| JP2018501117A (ja) | フライスインサートおよびフライス工具 | |
| JP4170769B2 (ja) | 切削加工用工具 | |
| JP5217031B2 (ja) | ドリルチャック及びドリル研磨機 | |
| US20100025943A1 (en) | Chuck | |
| KR100897585B1 (ko) | 인서트의 용이한 회전을 위한 구조를 갖는 절삭 툴 | |
| JP2008080465A (ja) | クランプ装置 | |
| US10821528B2 (en) | Cutting tool comprising a cutting element releasably attached to a support member by means of a clamping jaw |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200807 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200807 |
|
| C11 | Written invitation by the commissioner to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C11 Effective date: 20200825 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200924 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200929 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20201016 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20201020 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201215 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210309 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210413 |
|
| C302 | Record of communication |
Free format text: JAPANESE INTERMEDIATE CODE: C302 Effective date: 20210707 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210713 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210817 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210817 |