JP2018117203A - 骨伝導振動子およびその製造方法 - Google Patents
骨伝導振動子およびその製造方法 Download PDFInfo
- Publication number
- JP2018117203A JP2018117203A JP2017005665A JP2017005665A JP2018117203A JP 2018117203 A JP2018117203 A JP 2018117203A JP 2017005665 A JP2017005665 A JP 2017005665A JP 2017005665 A JP2017005665 A JP 2017005665A JP 2018117203 A JP2018117203 A JP 2018117203A
- Authority
- JP
- Japan
- Prior art keywords
- diaphragm
- yoke
- connecting pin
- cylindrical frame
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Audible-Bandwidth Dynamoelectric Transducers Other Than Pickups (AREA)
- Details Of Audible-Bandwidth Transducers (AREA)
Abstract
Description
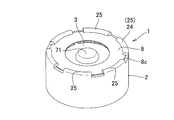
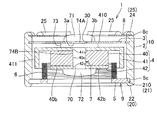
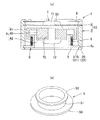
(1) 筒状フレームと、該筒状フレームの内側に振動板を介して軸方向に振動可能に配されるマグネット及びヨークからなる振動部と、前記筒状フレームの内側に基台を介して同軸状に配されるコイルとを備え、前記振動部は、前記振動板の中心部に、該振動板、前記マグネット及び前記ヨークの各中心を軸方向に貫通する熱可塑性樹脂よりなる連結ピンの両端溶着部に挟持された状態で組み付けられていることを特徴とする骨伝導振動子。
2 筒状フレーム
3 振動板
3a 中心部
4 振動部
5 基台
5c 外周縁部
6 コイル
7 連結ピン
8 カバー板
8c 縁部
9 コイルユニット
10 インサート成形品
11,12 溶着型
20 端部
21 切欠き部
22 溶着部
23 切欠き部
24 端部
25 溶着部
30 通孔
40 マグネット
40b 端面
40c 通孔
41 ヨーク
41c 通孔
42 ヨーク
42c 通孔
50 フランジ部
51 筒状本体
52 フランジ部
70 軸部
71,72 溶着部
73 鍔部
74A,74B 外周面
75,76 溶融端部
210 段差
230 段差
410 本体部
411 延設部
Claims (10)
- 筒状フレームと、
該筒状フレームの内側に振動板を介して軸方向に振動可能に配されるマグネット及びヨークからなる振動部と、
前記筒状フレームの内側に基台を介して同軸状に配されるコイルとを備え、
前記振動部は、前記振動板の中心部に、該振動板、前記マグネット及び前記ヨークの各中心を軸方向に貫通する熱可塑性樹脂よりなる連結ピンの両端溶着部に挟持された状態で組み付けられていることを特徴とする骨伝導振動子。 - 前記振動部が、前記振動板に近い側から順に、該振動板と略平行な本体部と該本体部の外周縁に沿って振動体と反対側に向かって一体に延在される延設部とよりなるボディヨーク、前記本体部に同軸状に当接するマグネット、および該マグネットの前記本体部と反対側の端面に当接する板状ヨークが配され、且つ、前記振動板及び板状ヨークの各外面側に、前記連結ピンの溶着部がそれぞれ形成されたものであり、
前記コイルが、前記ボディヨークの前記延設部と前記板状ヨーク間のギャップに配される請求項1記載の骨伝導振動子。 - 前記連結ピンの軸方向途中位置に、前記振動板とボディヨークとの間に介装される鍔部が一体的に突設されている請求項2記載の骨伝導振動子。
- 前記筒状フレームが熱可塑性樹脂よりなり、前記振動板をインサート材とした振動板及び筒状フレームのインサート成形品より構成される請求項1〜3の何れか1項に記載の骨伝導振動子。
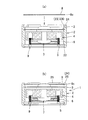
- 前記筒状フレームが熱可塑性樹脂よりなり、前記筒状フレームの端部に段差状の切欠き部が設けられ、
前記基台の外周縁部が、前記切欠き部に係止された状態に該段差と当該ケース端部が溶けて形成される溶着部との間に挟持されている請求項1〜4の何れか1項に記載の骨伝導振動子。 - 筒状フレームと、該筒状フレームの内側に振動板を介して軸方向に振動可能に配されるマグネット及びヨークからなる振動部と、前記筒状フレームの内側に基台を介して同軸状に配されるコイルとを備えた骨伝導振動子の製造方法であって、
前記振動部は、
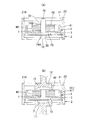
前記振動板、前記マグネット及び前記ヨークの各中心に形成された軸方向の貫通孔に、熱可塑性樹脂よりなる連結ピンを通し、
該連結ピンの両端部を、それぞれ前記振動板、前記振動部に溶着し、
これにより前記振動部を前記振動板の中心部に対して、当該両端の溶着部に挟持された状態に組み付けることを特徴とする骨伝導振動子の製造方法。 - 前記振動部が、前記振動板に近い側から順に、該振動板と略平行な本体部と該本体部の外周縁に沿って振動体と反対側に向かって一体に延在される延設部とよりなるボディヨーク、前記本体部に同軸状に当接するマグネット、および該マグネットの前記本体部と反対側の端面に当接する板状ヨークが配され、
前記連結ピンを、前記振動板、前記ボディヨークの本体部、マグネット及び板状ヨークの各中心に形成された軸方向の貫通孔に通すとともに、該連結ピンの両端部をそれぞれ前記振動板、前記板状ヨークに溶着することで、前記振動板及び板状ヨークの各外面側に前記連結ピンの溶着部をそれぞれ形成し、
前記コイルを、前記ボディヨークの前記延設部と前記板状ヨーク間のギャップに配してなる請求項6記載の骨伝導振動子の製造方法。 - 前記連結ピンの軸方向途中位置に、前記振動板とボディヨークとの間に介装される鍔部が一体的に突設されており、
該連結ピンを、前記振動板に前記鍔部が貫通孔の開口縁に当接する位置まで挿着し、
前記連結ピンの前記鍔部に対し前記振動板と反対の側に、前記ボディヨークの本体部、マグネット及び板状ヨークを順に装着し、
この状態で前記連結ピンの両端の突出部をそれぞれ前記振動板、前記板状ヨークに溶着することで、前記振動板及び板状ヨークの各外面側に前記連結ピンの溶着部をそれぞれ形成してなる請求項7記載の骨伝導振動子の製造方法。 - 前記筒状フレームが熱可塑性樹脂よりなり、
前記振動板は、前記筒状フレームにインサート成形され、
その後、当該インサート成形品の振動板、前記マグネット及び前記ヨークの各中心に形成された軸方向の貫通孔に、熱可塑性樹脂よりなる連結ピンを通し、
該連結ピンの両端部を、それぞれ前記振動板、前記振動部に溶着してなる請求項7又は8記載の骨伝導振動子の製造方法。 - 前記筒状フレームの端部に、段差状の切欠き部が設けられており、
前記連結ピンにより前記振動板の中心部に前記振動部を組み付けた後、
前記基台の外周縁部を前記切欠き部に係止させ、
さらに前記外周縁部より突出しているケース端部を前記外周縁部に溶着し、
これにより前記切欠き部の段差と当該溶着部との間に挟持された状態に組み付ける請求項9記載の骨伝導振動子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017005665A JP6601973B2 (ja) | 2017-01-17 | 2017-01-17 | 骨伝導振動子およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017005665A JP6601973B2 (ja) | 2017-01-17 | 2017-01-17 | 骨伝導振動子およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018117203A true JP2018117203A (ja) | 2018-07-26 |
| JP6601973B2 JP6601973B2 (ja) | 2019-11-06 |
Family
ID=62984409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017005665A Active JP6601973B2 (ja) | 2017-01-17 | 2017-01-17 | 骨伝導振動子およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6601973B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114205720A (zh) * | 2021-12-17 | 2022-03-18 | 杭州声联智能科技有限公司 | 含有激光焊敷结构的骨传导振子及其制造方法 |
-
2017
- 2017-01-17 JP JP2017005665A patent/JP6601973B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114205720A (zh) * | 2021-12-17 | 2022-03-18 | 杭州声联智能科技有限公司 | 含有激光焊敷结构的骨传导振子及其制造方法 |
| CN114205720B (zh) * | 2021-12-17 | 2024-01-23 | 杭州声联智能科技有限公司 | 含有激光焊敷结构的骨传导振子及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6601973B2 (ja) | 2019-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4764162B2 (ja) | スピーカ装置 | |
| JP4260333B2 (ja) | 電気音響変換器 | |
| JP2002159091A (ja) | スピーカ及び振動板並びに振動板の製造方法 | |
| KR100584939B1 (ko) | 수지케이스의초음파용착방법 | |
| JP6601973B2 (ja) | 骨伝導振動子およびその製造方法 | |
| JP4687400B2 (ja) | スピーカ装置 | |
| JP2008514152A (ja) | 電気音響変換器用振動素子 | |
| US9774972B2 (en) | Loudspeaker | |
| JP2002152896A (ja) | マイクロスピーカ | |
| JP2006217122A (ja) | スピーカの振動系及びその振動系の製造方法 | |
| WO2022113819A1 (ja) | アクチュエータ | |
| JP3631935B2 (ja) | 電気音響変換器 | |
| JP2001245390A (ja) | 電気音響変換器 | |
| JP3844641B2 (ja) | 電気音響変換器及びその製造方法 | |
| WO2017212696A1 (ja) | 発音装置 | |
| JP3186524U (ja) | ホーン | |
| JP2017087817A (ja) | 車両用内装材 | |
| JP7414254B2 (ja) | 電気音響変換器と電気音響変換器の製造方法 | |
| JP2008211548A (ja) | ヘッドホンおよびその製造方法 | |
| JP4115647B2 (ja) | 電気音響変換器 | |
| JP2004297467A (ja) | スピーカの製造法及びスピーカ | |
| JP6618619B2 (ja) | 発音装置の製造方法 | |
| JP5132344B2 (ja) | スピーカならびにマグネット部品およびその製造方法 | |
| JP2021136781A (ja) | アクチュエータ | |
| JP2016043500A (ja) | 合成樹脂部品の結合構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180918 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190806 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191007 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6601973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |