JP2018062425A - 綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 - Google Patents
綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 Download PDFInfo
- Publication number
- JP2018062425A JP2018062425A JP2017199325A JP2017199325A JP2018062425A JP 2018062425 A JP2018062425 A JP 2018062425A JP 2017199325 A JP2017199325 A JP 2017199325A JP 2017199325 A JP2017199325 A JP 2017199325A JP 2018062425 A JP2018062425 A JP 2018062425A
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- splicing
- thread
- passage
- splicing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/06—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing
- B65H69/061—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing using pneumatic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Landscapes
- Spinning Or Twisting Of Yarns (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
Abstract
【課題】綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置を提供する。
【解決手段】圧縮空気を供給可能なスプライシング通路(35)を有する、空気分配体に固定可能なスプライシング角柱体(34)と、スプライシング角柱体(34)に対して間隔を置いて配置されている、制限されて回動可能に支承された糸寄せ器(38)とを備える、糸スプライシング装置(10)。スプライシング角柱体(34)の領域に、上糸および下糸(31,32)の糸端部を収容する糸ガイド溝(46)が配置されていて、かつスプライシング角柱体(34)のスプライシング通路(35)の出口側に、保持兼解撚管用の収容孔(30)を有する、漏斗状に形成された出口開口(48)がそれぞれ1つ配置されている。
【選択図】図3
【解決手段】圧縮空気を供給可能なスプライシング通路(35)を有する、空気分配体に固定可能なスプライシング角柱体(34)と、スプライシング角柱体(34)に対して間隔を置いて配置されている、制限されて回動可能に支承された糸寄せ器(38)とを備える、糸スプライシング装置(10)。スプライシング角柱体(34)の領域に、上糸および下糸(31,32)の糸端部を収容する糸ガイド溝(46)が配置されていて、かつスプライシング角柱体(34)のスプライシング通路(35)の出口側に、保持兼解撚管用の収容孔(30)を有する、漏斗状に形成された出口開口(48)がそれぞれ1つ配置されている。
【選択図】図3
Description
本発明は、綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置であって、圧縮空気を供給可能なスプライシング通路を有する、空気分配体に固定可能なスプライシング角柱体(Spleisspisma)と、スプライシング角柱体に対して間隔を置いて配置されている、制限されて回動可能に支承された糸寄せ器とを備える、糸スプライシング装置に関する。
このような糸スプライシング装置は、特に自動綾巻きワインダの作業ユニットにおいて、例えば糸切れ後またはコントロール下の糸クリアリング切断後のような巻取り中断後に、本来の糸とほぼ同じ接合箇所が得られるように、2つの糸端部を空気力によって再び接合させようとするときに使用される。
このような糸スプライシング装置は、そのために、スプライシング通路に空気を供給可能であるスプライシング角柱体を有しているだけではなく、両方の糸端部を、これらの糸端部が空気力によってスプライシングされる前に、正確に所定の長さに切断し、適正に準備し、かつ規定通りにスプライシング角柱体のスプライシング通路内に位置決めすることを可能にする装置も備えている。すなわち、このような糸スプライシング装置は、糸クランプ装置、糸切断装置および糸寄せ器を備えていて、空気を供給可能な保持兼解撚管を有している。
例えば、独国特許出願公開第10224080号明細書(DE 102 24 080 A1)には、圧縮空気を供給可能なスプライシング角柱体と、必要な場合に同様に圧縮空気を供給可能な2つの保持兼解撚管とを有する糸スプライシング装置が記載されている。このとき保持兼解撚管は、通常のように、スプライシング角柱体のスプライシング通路の出口に対して幾分か間隔を置いてかつ側方にずらされて配置されている。このような公知の糸スプライシング装置では、これに所属の糸クランプ装置および糸切断装置の駆動は、差込みカップリングを介して該当する作業ユニットの駆動装置に接続されているカム板駆動装置を介して行われる。これに対して、旋回軸線を中心に可動に支承されている糸寄せ器は、さらに作業ユニットコンピュータに接続されている個別駆動装置(好ましくはステップモータ)によって駆動される。
このとき糸寄せ器は、第1の形態において、2つのアームを有しており、これらのアームは、糸寄せ器の作動時に上方から上糸および下糸の糸端部の糸ストランドに対して旋回し、その際にそれぞれが下方を向いた糸ループを形成するように、旋回軸に配置されている。すなわち、糸寄せ器の、下方へ旋回する両アームは、糸ループを形成しており、この糸ループによって、準備された両糸端部は、保持兼解撚管から引き出されて、適正に重畳されてスプライシング角柱体のスプライシング通路内に位置決めされる。
1つの択一的な形態において、糸寄せ器は、回転羽根の形式で構成されている。このとき糸寄せ器の両アームは、糸寄せ器の旋回軸に対して直交して配置されていて、保持兼解撚管内に配置された後続のスプライシングすべき糸端部の糸ストランドにそれぞれ横方向から作用するように旋回する。ここでも、発生して側方に延びる糸ループは、準備された両糸端部が、保持兼解撚管から引き出され、適正に重畳されてスプライシング角柱体のスプライシング通路内に位置決めされるように働く。
糸寄せ器が回転羽根の形式で構成されている糸スプライシング装置は、独国特許出願公開第4420979号明細書(DE 44 20 979 A1)にも記載されている。このような公知の糸スプライシング装置において、スプライシング角柱体と空気分配体との間に、回転羽根が制限されて回転可能に支承されており、この回転羽根は、相応の駆動構造部を介して様々な機能位置へ旋回可能である。すなわち、このような公知の糸スプライシング装置において、糸継ぎ工程中に糸寄せ器によってまず側方に延びる糸ループが形成されて、このとき回転羽根を、糸端部の準備を最適化するために、例えば、糸端部がこれに所属の保持兼解撚管の開口の上方のほぼ中心に配置される糸調整位置に位置決めすることができる。
このような公知の糸スプライシング装置も、通常のように、後続のスプライシング工程のために準備すべき糸を処理するために、糸クランプ装置および糸切断装置を備えていて、このとき糸切断装置は、好ましくは保持兼解撚管の開口の直ぐ近くにそれぞれ配置されている。
上述の糸スプライシング装置は、実地においてそれ自体良好であると認められているが、かけられた糸撚りの一部がスプライシング工程中に糸継ぎ箇所に入り込まずに消失してしまうおそれが常にある、という欠点を有している。すなわち、このような公知の糸スプライシング装置には、スプライシング角柱体のスプライシング通路内で糸端部にかけられた糸撚りの一部が、糸端部の、スプライシング角柱体のスプライシング通路の両側において露出しかつ糸ループとしてそれぞれ形成された部分の領域に入り、ひいては本来の糸継ぎ領域が消失してしまう、というおそれが常にあった。
上記形式の糸スプライシング装置を出発点として、本発明の根底を成す課題は、糸スプライシング装置を改良して、スプライシング工程中に空気力によってかけられた糸撚りがスプライシング角柱体のスプライシング通路の領域で保持され、これにより糸継ぎ箇所へ移されて、それぞれ1つの糸ループを形成する糸端部へ少なくとも部分的にも逃げられないことを保証するようにすることである。
この課題は、本発明によれば、スプライシング角柱体の領域に、上糸および下糸の糸端部を収容する糸ガイド溝が配置されていて、かつスプライシング角柱体のスプライシング通路の出口側に、保持兼解撚管用の収容孔を有する、漏斗状に形成された出口開口がそれぞれ1つ配置されている糸スプライシング装置によって解決される。
本発明の有利な構成は、従属請求項の対象である。
糸スプライシング装置の本発明による構成には、特に、スプライシングすべき糸端部が確実にスプライシング角柱体の糸ガイド溝に案内されていて、ひいてはスプライシング工程中に比較的限られた空間においてコントロール下で保持されている、という利点がある。すなわち、スプライシング工程中に、糸端部のループ状に形成された領域の主要部分が、スプライシング工程中の糸端部における渦動が大幅に制限されるように、糸寄せ器のアームによって糸ガイド溝に位置決めされかつコンロトール下で保持されている。さらに糸ガイド溝の内壁に対する糸端部の接線接触は、糸端部が平らにされ、かつ毛羽立ちが十分に妨げられる、という利点を有する。さらに糸ガイド溝の本発明による配向には、制限されて回動可能に支承された糸寄せ器に関連して、糸端部がそれぞれ2つの個別な転向点だけを介して引っ張られる、回転羽根として構成された従来公知の糸寄せ器と比べると、糸寄せ器の比較的わずかな回転角度運動によって格段に長い糸を移動させることができる、という利点がある。
このときスプライシング通路の出口側に配置された、それぞれ漏斗状に形成された出口開口によって、糸端部が糸寄せ器によってそれぞれ確実にこれに所属の糸ガイド溝に旋回して入り込むことが保証される。さらに保持兼解撚管がこの領域に配置されることによって、糸端部が必要なときに常に確実に保持兼解撚管に吸引されることが保証される。すなわち、保持兼解撚管が、漏斗状に形成された出口開口の領域に配置されることによって、糸端部の準備が格段に容易になる。というのも、後続のスプライシング工程のために準備すべき糸端部が、常に問題なく適正に保持兼解撚管内に位置決め可能であるからである。
有利な実施形態において、糸ガイド溝はベース体に加工されており、このベース体は、平面図で見て、少なくとも糸ガイド溝の領域において円形の横断面を有している。円形の横断面を有するこのようなベース体には、加工された糸ガイド溝が、実現可能な最長の長さを有している、という利点がある。すなわち、糸ガイド溝は、糸寄せ器が問題なく糸ストランドの主要領域をコントロール下で設置することができる長さを有するので、渦動がこの糸領域に入り込むことが確実に阻止される。さらにこのように構成されたベース体は、比較的安価に製造することが可能であり、そのコンパクトな構造に基づいて、所要スペースが比較的わずかである。
このときベース体は、スプライシング角柱体と一体的に結合されているか、またはねじ結合を介してスプライシング角柱体に接続されてよい。このとき一体的な構成には、スプライシング装置の取付けおよび取外しの際に必要とされる組立ての手間が最小限に抑えられる、という利点がある。しかしながら、スプライシング角柱体の一体的な構成は、製造において幾分かより多くの手間を要し、ひいては幾分かより高いコストを要する。糸ガイド溝と漏斗状に形成された出口開口とを備え、製造後にスプライシング角柱体に接続される別個のベース体の製造は、通常、幾分かより高いコストを要する。当然ながら、スプライシング角柱体の、このような場合に必要な接続には、幾分かより多くの時間を要する。
さらに有利な実施形態では、糸ガイド溝が、ベース体の外周部の領域に配置されていて、漏斗状に形成された出口開口の間をそれぞれ延びている。このような構成には、糸寄せ器の旋回時にスプライシング通路の前でこれまで自由に延びていた長い糸ストランドがコントロール下で糸ガイド溝に設置される、という利点がある。すなわち、糸寄せ器のアームが、捕捉された糸ストランドの主要部分をそれぞれスプライシング角柱体のベース体の糸ガイド溝内に収容するので、糸端部と糸ガイド通路の内壁との物質的な接触が生じて、それによって糸ストランドの領域に糸撚りが入り込むことが確実に阻止される。
さらに有利な実施形態では、スプライシング通路の出口側に糸ガイド金属薄板がそれぞれ取り付けられている。このような糸ガイド金属薄板によって、上糸もしくは下糸の、吸込みノズルもしくはグリッパ管によって搬送されてきた糸端部を常に適正にスプライシング角柱体のスプライシング通路に挿通することが、簡単に保証可能である。
スプライシング角柱体は、ねじ結合によって、いわゆる空気分配体に固定可能であることが好ましい。
このとき空気分配体には、スプライシング角柱体のスプライシング通路内にスプライシング空気を供給する、中央に配置された圧縮空気管路と、保持兼解撚管に空気を供給する圧縮空気供給管路とが接続されている。すなわち、空気分配体に固定されたスプライシング角柱体において、中央に配置された圧縮空気管路は、それに所属の接続孔を介してスプライシング角柱体のスプライシング通路に接続されており、これに対して圧縮空気供給管路は、接続孔を介して保持兼解撚管用のリング通路に接続されている。
次に図面に示した実施形態を参照しながら、本発明をさらに詳細に説明する。
図1には、綾巻きパッケージを製造する繊維機械1(本実施形態では自動綾巻きワインダ)の作業ユニット2を概略的に側面図で示している。
公知のように、このような自動綾巻きワインダ1はその両端部フレーム(図示せず)の間に、互いに列をなして並んで配置された同一形式の多数の作業ユニット2を有している。これらの作業ユニット2において、例えば、製造工程において前置されたリング精紡機(図示せず)において製造された紡績コップ9である繰出しボビンが、大きな体積の綾巻きパッケージ15へと巻き返される。綾巻きパッケージ15はその完成後に、自動作動式のサービスアセンブリ(同様に図示せず)を用いて、機械長さの綾巻きパッケージ搬送装置21に引き渡される。
このような自動綾巻きワインダ1は、通常さらに中央制御ユニット11を有しており、この中央制御ユニット11は、例えば機械バス16を介して、個々の作業ユニット2の作業ユニットコンピュータ29に接続されている。
本実施形態において図示された自動綾巻きワインダ1は、さらに、紡績コップ・空管搬送システム3として形成された機械固有の補給装置(Logistikeinrichtung)を備えているが、この補給装置のうち、図1には、コップ供給区間4、可逆式に駆動可能な貯え区間5、巻取りユニット2に通じる横搬送区間6および巻管戻し区間7だけが示されている。このコップ・巻管搬送システム3において、搬送皿8上に鉛直に方向付けられて位置決めされた紡績コップ9もしくは空管が循環する。コップ供給区間4を介して供給されまずは貯え区間5において中間貯蔵されている紡績コップ9は、このとき、それぞれ横搬送区間6の領域において作業ユニット2の高さに位置している繰出し位置ASにおいて、大きな体積の綾巻きパッケージ15へと巻き返される。
個々の作業ユニット2は、そのために、公知のように(ゆえに略示だけするが)、この作業ユニット2の適正な運転を、特に巻取り中断後において保証する種々様々な装置を有している。これらの装置は、例えば吸込みノズル12、グリッパ管25および糸スプライシング装置10である。このとき旋回軸線13を中心にして制限されて回動可能に支承された吸込みノズル12によって、巻取り中断後に綾巻きパッケージ15の表面に巻き上げられた上糸31の糸端部が受け取られ、糸スプライシング装置10に引き渡される。旋回軸線20を中心にして制限されて回動可能なグリッパ管25は、下糸32の、巻取り中断時に紡績コップ9に結合されている糸端部を処理するために、つまり同様に糸スプライシング装置10に引き渡すために使用される。
糸スプライシング装置10は、公知のように、それに対応する収容装置を介して作業ユニット2の作業ユニットハウジング33に結合されており、かつこのとき通常のように、正規の糸走路に対して幾分か後退させられて配置されている。糸スプライシング装置10は、図2〜5に基づき以下に詳説するように、特に、上糸31の糸端部と下糸32の糸端部とを糸継ぎする、空気を供給可能なスプライシング角柱体34と、上糸31もしくは下糸32の糸端部を機械的に準備する保持兼解撚管17とを有している。このときスプライシング角柱体34は、空気を供給可能なスプライシング通路35と、これに対応付けられた、環状の糸ガイド溝46を有するベース体45とを備えており、この環状の糸ガイド溝46は、ほぼスプライシング角柱体34のスプライシング通路35の高さに配置されているのが好ましい。さらにスプライシング通路35の複数の出口の領域において、漏斗状に形成された出口開口48が配置されていて、各出口開口48に、保持兼解撚管17用の収容孔30が設けられている。
さらに糸スプライシング装置10の領域には、例えば糸クランプ装置37、糸切断装置36、および制限されて回動可能に支承された糸寄せ器38のような、糸ハンドリング装置が配置されている。
通常、このような作業ユニット2はさらに、糸テンショナ、糸切断装置が接続された糸クリアラ、パラフィン処理装置、糸張力センサ、および下糸センサのような、図1には詳しく示されていない別の装置を備えている。
自体公知のように、このような作業ユニット2では、綾巻きパッケージ15の巻成は、それぞれ巻取り装置24において行われ、この巻取り装置24は、特にパッケージフレーム28を有しており、このパッケージフレーム28は、旋回軸線22を中心に可動に支承されていて、かつ綾巻きパッケージ15の巻管を回転可能に保持する装置を有している。パッケージフレーム28において回転自在に保持された綾巻きパッケージ15は、その表面が、巻取り工程中に、例えばいわゆる糸ガイドドラム14のようなパッケージ駆動装置に載置していて、糸ガイドドラム14によって、摩擦により連行される。このような糸ガイドドラム14は、糸ガイド溝を有しており、この糸ガイド溝内において、巻き上げられる糸は、巻取り工程中に案内されて、互いに交差する巻き層を形成しながら巻き取りパッケージ上に巻き上げられる。
しかしながらこのような糸ガイドドラムは、かなり高価であり、しかも「ランダムワインディング(Wilde Wicklung)」という巻成形式での綾巻きパッケージの製造しか可能でないので、糸ガイドドラムの代わりに、比較的安価な、溝のないパッケージ駆動ローラを使用することができる。このような場合に、綾巻きパッケージは、パッケージ駆動ローラによって専ら摩擦により回転させられ、これに対して、巻き上げられる糸の綾振りは、別体の糸綾振り装置を用いて行われる。例えばフィンガ糸ガイドを備えた、このような糸綾振り装置は、以前より、様々な実施形態において公知であり、例えば独国特許出願公開第102004025519号明細書(DE 10 2004 025 519 A1)、独国特許出願公開第19858548号明細書(DE 198 58 548 A1)および/または独国特許出願公開第19820464号明細書(DE 198 20 464 A1)に詳しく記載されている。
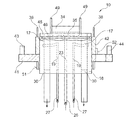
図2には、本発明に従って構成された糸スプライシング装置10が、部分断面側面図で示されており、この糸スプライシング装置10は、中央の構成部材として、空気分配体18を有しており、この空気分配体18は、圧縮空気管路26,27のための接続孔19,23と、保持兼解撚管17のための収容孔30とを備えている。空気分配体18は、これに対応する収容装置を介して作業ユニット2の作業ユニットハウジング33に結合されている。中央に配置された接続孔23とこれに所属の圧縮空気管路26とを介して、このとき必要な場合に、スプライシング空気をスプライシング角柱体34のスプライシング通路35内に吹き込むことができ、これに対して接続孔19および圧縮空気供給管路27を介して、収容孔30内に配置された保持兼解撚管17に空気が供給される。すなわち、後続のスプライシング工程においてスプライシング角柱体34のスプライシング通路35内で本来の糸とほぼ同じように糸継ぎされるべき、保持兼解撚管17内に配置された糸端部は、圧縮空気供給管路27を介して圧縮空気の吹込みによってスプライシング工程のために適正に準備、即ち解撚される。
図3からも明らかに分かるように、糸スプライシング装置10の空気分配体18には、回動可能に支承された少なくとも2つの制御エレメント41,42が配置されており、これらの制御エレメント41,42はそれぞれ、個別駆動装置によって規定通りに駆動可能である。すなわち、制御エレメント41,42はそれぞれ1つの歯列を有しており、この歯列は、これに所属の個別駆動装置のモータ軸に配置されたピニオンに対応する。好ましくはステップモータとして構成された個別駆動装置は、このときそれ自体それぞれ制御ラインを介して、該当する作業ユニット2の作業ユニットコンピュータ29に接続されていて、この作業ユニットコンピュータ29によって必要に応じて制御可能である。図面から分かるように、制御エレメント41は、糸スプライシング装置10の領域に取り付けられた糸ハンドリング装置(例えば糸切断装置36A,36Bおよび糸クランプ装置37A,37B)を作動させる切換え突子43,44を有している。
制御エレメント42は、糸寄せ器38を備えており、この糸寄せ器38は、スプライシング工程中に保持兼解撚管17内において準備された糸端部が、糸寄せ器38のアームによって、必要に応じてスプライシング角柱体34のスプライシング通路35内だけでなく、コントロール下でスプライシング角柱体34のベース体45の糸ガイド溝46内で位置決め可能であるように、形成されかつ配置されている。
図3には、図2の糸スプライシング装置10が平面図で示されている。図面から分かるように、円形の外周部を有する空気分配体18には、スプライシング角柱体34が配置されており、このスプライシング角柱体34は、空気を供給可能なスプライシング通路35を有している。スプライシング角柱体34は、ベース体45に固定されているか、またはそれ自体が、環状の糸ガイド溝46を有しかつスプライシング通路35の出口側にはそれぞれ漏斗状の出口開口48を備えているベース体45の構成部材である。このとき出口開口48の領域には、保持兼解撚管17用の収容孔30がそれぞれ1つ配置されている。さらにスプライシング通路の出口領域には、それぞれ糸ガイド金属薄板49が設置されており、これらの糸ガイド金属薄板49は、吸込みノズル12またはグリッパ管25によって収容された上糸および下糸31,32の糸端部の、スプライシング角柱体34のスプライシング通路35内への挿通を著しく容易にする。
図3から良好に分かるように、空気分配体18の外周部には、制限されて回動可能に制御エレメント41,42が支承されており、これらの制御エレメント41,42は、その外周部の一部にそれぞれ歯列51,52を有している。制御エレメント42の歯列52は、例えばピニオンと噛み合っており、このピニオンは、好ましくはステップモータとして形成されかつ作業ユニット2の作業ユニットコンピュータ29に接続されている所属の個別駆動装置のモータ軸に配置されている。制御エレメント42は、さらに糸寄せ器38を備えており、この糸寄せ器38は、必要な場合に、スプライシングすべき糸端部を、スプライシング角柱体34のスプライシング通路47内において適正に位置決めして、これらの糸端部を、スプライシング工程中にコントロール下でベース体45の糸ガイド溝46に拘束させる。
制御エレメント41は、歯列51を有しており、この歯列51は、同様に個別駆動装置のモータ軸に配置されたピニオンと対応し、個別駆動装置自体は、制御ラインを介して、作業ユニット2の作業ユニットコンピュータ29に接続されている。制御エレメント41は、さらに切換え突子43,44を備えており、これらの切換え突子43,44は、糸切断装置36を作動させるため、もしくは糸クランプ装置37を作動させるために働く。
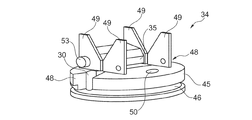
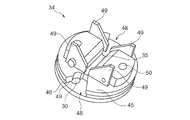
図4および5は、それぞれ斜め方向から見た側面図で、もしくは斜め方向から見た平面図で、本発明に従って構成されたスプライシング角柱体34を示している。図示された実施形態の場合、スプライシング通路35を有するスプライシング角柱体34と、糸ガイド溝46および出口開口48を備えるベース体45とは、一体的に結合されている。図面から分かるように、それぞれスプライシング角柱体34のスプライシング通路35の端部側で、1つの出口開口48が配置されていて、それぞれ保持兼解撚管17用の収容孔30を有している。さらにスプライシング通路35の出口側では、糸ガイド金属薄板49が配置されており、これらの糸ガイド金属薄板49は、上糸および下糸31,32のスプライシングすべき糸端部の、スプライシング通路35内への挿通を著しく容易にする。糸ガイド金属薄板49は、例えばねじボルト53によって、スプライシング角柱体34に取り付けられている。スプライシング角柱体34は、それ自体が、好ましくは同様にねじボルトによって空気分配体18に固定可能であって、そのために取付孔50を有している。
本発明による糸スプライシング装置の機能
公知のように、糸スプライシング装置は、自動綾巻きワインダ1の作業ユニット2において糸の切断によって巻取りの中断が生じると使用される。このときこのような巻取りの中断は、糸切れまたはコントロール下の糸クリアリング切断に起因するとみなしてよい。すなわち、このような自動綾巻きワインダ1の作業ユニット2において、走行する糸は巻取り作業中に連続的にそれぞれ糸クリアラによって監視され、この糸クリアラは、各々の糸不均一部を検知して、それを直ちに該当の作業ユニット2の作業ユニットコンピュータ29に通知する。作業ユニットコンピュータ29それ自体は、必要な場合に直ちに、規定通りに糸切断を開始し、この糸切断時に、走行する糸は、糸クリアラの領域に配置された公知の糸切断装置によって、上糸31と下糸32とに切り離される。次いで上糸31は、パッケージフレームに回転可能に保持されかつ制動モーメントを加えられた綾巻きパッケージ15の表面に巻き上げられ、これに対して下糸32は、通常いわゆる糸テンショナにおいて保持される。
公知のように、糸スプライシング装置は、自動綾巻きワインダ1の作業ユニット2において糸の切断によって巻取りの中断が生じると使用される。このときこのような巻取りの中断は、糸切れまたはコントロール下の糸クリアリング切断に起因するとみなしてよい。すなわち、このような自動綾巻きワインダ1の作業ユニット2において、走行する糸は巻取り作業中に連続的にそれぞれ糸クリアラによって監視され、この糸クリアラは、各々の糸不均一部を検知して、それを直ちに該当の作業ユニット2の作業ユニットコンピュータ29に通知する。作業ユニットコンピュータ29それ自体は、必要な場合に直ちに、規定通りに糸切断を開始し、この糸切断時に、走行する糸は、糸クリアラの領域に配置された公知の糸切断装置によって、上糸31と下糸32とに切り離される。次いで上糸31は、パッケージフレームに回転可能に保持されかつ制動モーメントを加えられた綾巻きパッケージ15の表面に巻き上げられ、これに対して下糸32は、通常いわゆる糸テンショナにおいて保持される。
欠陥のある糸部分のクリアリング除去のため、かつ新しい糸継ぎ部の形成のために、次いで、綾巻きパッケージ15に巻き上げられた上糸31が再び受け取られる。すなわち、吸込みノズル12が上方に向かって旋回させられ、負圧を加えることが可能なその開口が、綾巻きパッケージ15の表面の領域において位置決めされ、このとき綾巻きパッケージ15は同時にゆっくりと繰出し方向に回転させられる。吸込みノズル12が上糸31の糸端部を受け取ると直ちに、吸込みノズル12の領域に配置された糸切断装置(図示せず)を用いて、欠陥のある糸部分が切り離されて廃棄される。
次いで、いまや欠陥のない上糸31が、吸込みノズル12によって糸スプライシング装置10の領域に搬送されて、その領域において糸ガイド金属薄板49によって案内されて、スプライシング角柱体34のスプライシング通路35内に挿通される。このとき上糸31は、さらに上側の糸クランプ装置37B内に、かつ下側の糸切断装置36Aの工具の間に挿入される。
上糸31の受取りと同時にまたは時間的に幾分か遅れて、グリッパ管25は、コントロール下の糸切断後に通常糸テンショナにおいて固定されている下糸32の糸端部を迎えに行く。すなわち、グリッパ管25は、下糸32を糸テンショナから糸スプライシング装置10へ搬送し、その糸を糸ガイド金属薄板49によって案内させて、逆の方向からスプライシング角柱体34のスプライシング通路35に挿入する。このとき下糸32はさらに、下側の糸クランプ装置37Aおよび上側の糸切断装置36Bに挿通される。
上糸31および下糸32の糸端部がスプライシング角柱体34のスプライシング通路35内に挿入されると直ちに、それらの糸端部は、糸クランプ装置37A,37Bによって機械式に固定され、かつ糸切断装置36A,36Bによって適正に所定の長さで切断される。
次いで、糸寄せ器38は、上糸31および下糸32の糸端部が、スプライシング角柱体34のスプライシング通路35の出口側に配置された保持兼解撚管17の領域へそれぞれ移動され、かつ保持兼解撚管17によって吸い込まれるように、駆動制御される。このとき保持兼解撚管17は、有利には、スプライシング角柱体34のベース体45の出口開口48の領域に配置された収容孔30内に固定されている。それから糸寄せ器38は、再び戻し旋回されて、その結果、所定の長さの糸端部が保持兼解撚管17内に吸引されて、保持兼解撚管17内で空気力によってスプライシング工程のために準備される。すなわち、上糸31および下糸32の、保持兼解撚管17内に吸い込まれた糸端部においては、十分にその糸撚りが解されかつ短繊維が除去される。
次いで、準備された糸端部は、糸寄せ器38によって保持兼解撚管17から再び引き出され、そしてそれらの糸端部が適正な方向付けおよび規定通りの重なり部分を有するようにスプライシング角柱体34のスプライシング通路35内に位置決めされる。糸寄せ器38は、そのために回動させられて、その結果、糸寄せ器38のアームは、糸クランプ装置37Aもしくは37Bとスプライシング角柱体34のスプライシング通路35との間においてそれぞれ延びる、上糸31および下糸32の糸ストランドと交差し、このとき自由な糸端部を保持兼解撚管17から引き出す。さらに糸寄せ器38は、糸ストランドの主要部分がコントロール下でスプライシング角柱体34のベース体45の糸ガイド溝46に収容されるように働き、その結果、スプライシング工程中に、空気力によってかけられた糸撚りの一部がスプライシング通路35から出て糸ストランドの主要部分に伝達することを阻止する。
すなわち、適正にスプライシング角柱体34のスプライシング通路35に位置決めされかつベース体45の糸ガイド溝46にコントロール下で拘束された、上糸31および下糸32の糸端部は、圧縮空気管路26と空気分配体18の接続孔23とを介してスプライシング空気をスプライシング角柱体34のスプライシング通路35内に吹き込み、かつこのときまずスプライシング通路35内でほぼ平行に配向された、両糸端部の繊維を、相互に本来の糸とほぼ同じように糸継ぎされるように渦動させることによって、本来の糸とほぼ同じように空気力によって糸継ぎされる。
糸継ぎ工程は、これによって終了し、該当する作業ユニット2は巻取り工程に進むことができる。
Claims (7)
- 綾巻きパッケージを製造する繊維機械(1)の作業ユニット(2)用の糸スプライシング装置(10)であって、
圧縮空気を供給可能なスプライシング通路(35)を有する、空気分配体(18)に固定可能なスプライシング角柱体(34)と、該スプライシング角柱体(34)に対して間隔を置いて配置されていて、制限されて回動可能に支承された糸寄せ器(38)とを備える、糸スプライシング装置(10)において、
前記スプライシング角柱体(34)の領域に、上糸および下糸(31,32)の糸端部を収容する糸ガイド溝(46)が配置されていて、かつ前記スプライシング角柱体(34)の前記スプライシング通路(35)の出口側に、保持兼解撚管(17)用の収容孔(30)を有する、漏斗状に形成された出口開口(48)がそれぞれ1つ配置されていることを特徴とする、綾巻きパッケージを製造する繊維機械(1)の作業ユニット(2)用の糸スプライシング装置(10)。 - 前記糸ガイド溝(46)はベース体(45)に形成されており、該ベース体(45)は、平面図で見て、少なくとも前記糸ガイド溝(46)の領域において円形の横断面を有している、請求項1記載の糸スプライシング装置(10)。
- 前記ベース体(45)は、前記スプライシング角柱体(34)に一体的に結合されている、請求項1または2記載の糸スプライシング装置(10)。
- 前記ベース体(45)は、ねじ結合を介して前記スプライシング角柱体(34)に結合されている、請求項1または2記載の糸スプライシング装置(10)。
- 前記糸ガイド溝(46)は、前記ベース体(45)の外周部の領域に配置されていて、漏斗状に形成された前記出口開口(48)の間をそれぞれ延びている、請求項1または2記載の糸スプライシング装置(10)。
- 前記スプライシング角柱体(34)の前記スプライシング通路(35)の出口側に、糸ガイド金属薄板(49)がそれぞれ取り付けられている、請求項1記載の糸スプライシング装置(10)。
- 前記スプライシング角柱体(34)は、ねじ結合によって、前記空気分配体(18)に固定可能である、請求項1から6までのいずれか1項記載の糸スプライシング装置(10)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016119542.1 | 2016-10-13 | ||
| DE102016119542.1A DE102016119542A1 (de) | 2016-10-13 | 2016-10-13 | Fadenspleißvorrichtung für eine Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018062425A true JP2018062425A (ja) | 2018-04-19 |
Family
ID=61764652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017199325A Pending JP2018062425A (ja) | 2016-10-13 | 2017-10-13 | 綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2018062425A (ja) |
| CN (1) | CN107934682B (ja) |
| DE (1) | DE102016119542A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115537989A (zh) * | 2022-10-08 | 2022-12-30 | 安徽迪惠新材料科技有限公司 | 一种防静电抗菌纱线的纺纱工艺 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018102757A1 (de) * | 2018-02-07 | 2019-08-08 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenspleißvorrichtung |
| EP3643819A1 (en) * | 2018-09-11 | 2020-04-29 | Lakshmi Machine Works Ltd. | Yarn picking arrangement for a ring spinning machine and a method thereof |
| DE102019122056A1 (de) * | 2019-08-16 | 2021-02-18 | Saurer Spinning Solutions Gmbh & Co. Kg | Spleißprismaeinheit für einen Spleißer einer Textilmaschine |
| CN110846749B (zh) * | 2019-11-07 | 2022-05-13 | 义乌市明荣线业有限公司 | 一种自动调节纱线加持力度且具有加捻的导线装置 |
| DE102021108703A1 (de) * | 2021-04-08 | 2022-10-13 | Saurer Spinning Solutions Gmbh & Co. Kg | Fadenspleißvorrichtung für eine Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4008640A1 (de) * | 1990-03-17 | 1991-09-19 | Stahlecker Gmbh Wilhelm | Spleissvorrichtung zum verbinden von faeden |
| JPH07133079A (ja) * | 1993-11-09 | 1995-05-23 | Murata Mach Ltd | スプライサー |
| DE4420979B4 (de) | 1994-06-16 | 2005-09-01 | Saurer Gmbh & Co. Kg | Fadenendevorbereitungseinrichtung für Kreuzspulen herstellende Textilmaschinen |
| CH692624A5 (de) | 1998-03-19 | 2002-08-30 | Textilma Ag | Elektrischer Schwenkmotor insbesondere für eine Textilmaschine. |
| DE19858548A1 (de) | 1998-12-18 | 2000-06-21 | Schlafhorst & Co W | Fadenführer zum traversierenden Zuführen eines Fadens zu einer rotierend angetriebenen Auflaufspule |
| DE10202781A1 (de) * | 2002-01-25 | 2003-07-31 | Schlafhorst & Co W | Vorrichtung zum pneumatischen Verbinden von Garnen |
| DE10224080A1 (de) | 2002-05-31 | 2003-12-11 | Schlafhorst & Co W | Fadenspleißvorrichtung |
| DE102004025519A1 (de) | 2004-05-25 | 2005-12-15 | Saurer Gmbh & Co. Kg | Verfahren und Vorrichtung zum Betreiben einer Spuleinrichtung einer Kreuzspulen herstellenden Textilmaschine |
| CN201447265U (zh) * | 2009-07-28 | 2010-05-05 | 湛江中湛纺织有限公司 | 纱线捻接器 |
| DE102011101629A1 (de) * | 2011-05-14 | 2012-11-15 | Oerlikon Textile Gmbh & Co. Kg | Fadenspleißvorrichtung für eine Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine |
-
2016
- 2016-10-13 DE DE102016119542.1A patent/DE102016119542A1/de not_active Withdrawn
-
2017
- 2017-10-10 CN CN201710933402.0A patent/CN107934682B/zh active Active
- 2017-10-13 JP JP2017199325A patent/JP2018062425A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115537989A (zh) * | 2022-10-08 | 2022-12-30 | 安徽迪惠新材料科技有限公司 | 一种防静电抗菌纱线的纺纱工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107934682A (zh) | 2018-04-20 |
| CN107934682B (zh) | 2019-06-18 |
| DE102016119542A1 (de) | 2018-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018062425A (ja) | 綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 | |
| JP5943700B2 (ja) | 綾巻きパッケージを製造する繊維機械の作業位置のための糸スプライシング装置 | |
| JP6930877B2 (ja) | 綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 | |
| JP6895774B2 (ja) | 綾巻きパッケージを製造する繊維機械の作業ユニット用の糸スプライシング装置 | |
| EP2573017B1 (en) | Yarn winding unit, yarn winding apparatus and spinning machine | |
| EP2441718B1 (en) | Yarn winding apparatus | |
| EP1712504B1 (en) | Device and process for the handling and control of the yarn in a crosswinding head of a crosswinding machine in bobbin doffing operations | |
| JP2019011544A (ja) | 糸端部を空気力式に糸継ぎする糸スプライシング装置 | |
| JPH01281261A (ja) | 合糸ワインダー | |
| JP2016003089A (ja) | 自動ワインダ及び糸巻取方法 | |
| JPH026643A (ja) | 加撚用供給ボビンとして使用されるボビン製造のための多数の精紡装置を具備する精紡機 | |
| JP6080428B2 (ja) | 綾巻きパッケージを製造する繊維機械のための糸スプライシング装置 | |
| JP7085937B2 (ja) | 糸から糸欠陥をクリアリング除去する装置 | |
| CN1847130B (zh) | 用于在新批次的起始操作期间操纵和控制卷线机的卷线头的纱线的装置和方法 | |
| EP2966023B1 (en) | Yarn winding machine and yarn winding method | |
| JP2016194187A (ja) | 少なくとも1つのリング精紡機と少なくとも1つの巻取り機とから成る複合システムを運転する方法並びに複合システム | |
| CN111747233B (zh) | 用于在纺织机工位产生接纱连接的方法以及纺织机工位 | |
| JP6861502B2 (ja) | 綾巻きパッケージを製造する繊維機械の作業ユニットにおいて糸走行を修正するための方法 | |
| EP1616829B1 (en) | Yarn guide device of revolving type automatic winder | |
| JP2004323219A (ja) | 自動ワインダー | |
| JP2019026482A (ja) | 糸を空気力式に糸継ぎする糸スプライシング装置 | |
| JP7060404B2 (ja) | 自動綾巻きワインダの作業ユニットのための糸スプライシング装置 | |
| JP2016137959A (ja) | 糸巻取機 | |
| CZ302137B6 (cs) | Zpusob navíjení rotacne pohánených krížem vinutých cívek a zarízení k jeho provádení | |
| JP7222686B2 (ja) | 繊維機械用の糸スプライシング装置 |