JP2017511293A - 薄いガラスを成形するための方法及び揚力噴射浮揚システム - Google Patents
薄いガラスを成形するための方法及び揚力噴射浮揚システム Download PDFInfo
- Publication number
- JP2017511293A JP2017511293A JP2016560481A JP2016560481A JP2017511293A JP 2017511293 A JP2017511293 A JP 2017511293A JP 2016560481 A JP2016560481 A JP 2016560481A JP 2016560481 A JP2016560481 A JP 2016560481A JP 2017511293 A JP2017511293 A JP 2017511293A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- lift
- array
- nozzle
- glass structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011521 glass Substances 0.000 title claims abstract description 109
- 238000000034 method Methods 0.000 title claims description 27
- 238000005339 levitation Methods 0.000 title claims description 20
- 238000002347 injection Methods 0.000 claims abstract description 50
- 239000007924 injection Substances 0.000 claims abstract description 50
- 238000000465 moulding Methods 0.000 claims abstract description 13
- 238000010438 heat treatment Methods 0.000 claims abstract description 8
- 238000009826 distribution Methods 0.000 claims description 5
- 229920000642 polymer Polymers 0.000 claims description 4
- 238000004891 communication Methods 0.000 claims 1
- 239000007789 gas Substances 0.000 description 24
- 238000010586 diagram Methods 0.000 description 4
- 238000003491 array Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000003028 elevating effect Effects 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000005496 tempering Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000007507 annealing of glass Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/03—Re-forming glass sheets by bending by press-bending between shaping moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B23/00—Re-forming shaped glass
- C03B23/02—Re-forming glass sheets
- C03B23/023—Re-forming glass sheets by bending
- C03B23/035—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending
- C03B23/0352—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet
- C03B23/0357—Re-forming glass sheets by bending using a gas cushion or by changing gas pressure, e.g. by applying vacuum or blowing for supporting the glass while bending by suction or blowing out for providing the deformation force to bend the glass sheet by suction without blowing, e.g. with vacuum or by venturi effect
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/16—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands by roller conveyors
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/16—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands by roller conveyors
- C03B35/18—Construction of the conveyor rollers ; Materials, coatings or coverings thereof
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/22—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands on a fluid support bed, e.g. on molten metal
- C03B35/24—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands on a fluid support bed, e.g. on molten metal on a gas support bed
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Abstract
Description
図1は揚力噴射浮揚システムの1つの実施の形態を示す図であって、システムは、1つ又は複数のガラス構造体Gを、方向性平面120に沿って搬送することができる、複数のローラー110を有する、ロールコンベア100を備えている。ガラス構造体の例を幾つか挙げると、ガラスシート、1つのスタック内の複数のガラスシート、ガラス−ガラス合わせ構造体、及びガラス−ポリマー合わせ構造体があるが、これに限定されるものではない。成形前に、加熱炉若しくは他の適切な加熱手段(図示せず)を通してガラス構造体を搬送するか、又は適切な手段を用いてガラス構造体を軟化させることができる。様々な実施の形態によれば、ガラス構造体を加熱して、シートを成形又はモールドできる温度にすることができる。
それによって、揚力噴射アレイを支持しているフレームを所望の高さに上昇させることができる。従って、これ等の実施の形態の各々において、所定の温度において、揚力噴射アレイを上昇させることができ、即ち、温度に応じて、空間(即ち、炉又は揚力噴射アレイを含んでいるそれぞれのモジュール)を縮小して、揚力噴射を手動又はその他の方法で上昇又は下降させる必要がないため、関連システム又は曲げガラス焼きなまし炉を高効率及び所定の温度に維持することができる。
本明細書に開示の方法によれば、複数のローラーを有するロールコンベア上の平面に沿って、ガラス構造体を搬送することができる。複数のローラーは、平面に対して、実質的に平行な中心線を有している。特定の実施の形態において、所与の平面に沿って、ガラス構造体を搬送するローラーに、直接ガラスを載置することができる。平面は、例えば、水平であってよいが、所望であれば、任意の適切な角度であってもよい。
ガラス構造体を成形するための揚力噴射浮揚システムにおいて、
(a)前記ガラス構造体を平面に沿って搬送するための複数のローラーであって、該平面に対して、実質的に平行な中心線を有するローラーを含んで成るロールコンベア、
(b)複数のノズルを有する揚力噴射アレイであって、該複数のノズルの1つ以上が、複数の穴を有する先端部を含んで成るアレイ、及び
(c)成形モールド
を備え、
前記ロールコンベアが、実質的に前記揚力噴射アレイと前記成形モールドとの間に配置されて成り、
各々のノズルの先端部が、前記複数のローラーの前記中心線の上方に位置するように、前記揚力噴射アレイが配置されて成る、装置。
前記ガラス構造体が、ガラスシート、1つのスタック内の複数のガラスシート、ガラス−ガラス合わせ構造体、及びガラス−ポリマー合わせ構造体から成る群より選択される、実施形態1記載の揚力噴射浮揚システム。
各々のノズルが2つ以上の穴を有する、実施形態1又は2記載の揚力噴射浮揚システム。
各々のノズルが6つ以上の穴を有する、実施形態1〜3いずれかに記載の揚力噴射浮揚システム。
前記アレイの前記複数のノズルの1つ以上が、隣接するノズルと異なる穴の分布を有して成る、実施形態1〜4いずれかに記載の揚力噴射浮揚システム。
前記揚力噴射アレイの各々のノズルの各々の穴を通してガスが流れ出るように、該揚力噴射アレイに接続されて成る加圧ガス供給源を更に備えた、実施形態1〜5いずれかに記載の揚力噴射浮揚システム。
前記成形モールドが、前記ガラス構造体を受け取って、形状を付与するための少なくとも1つの表面を有して成る、実施形態1〜6いずれかに記載の揚力噴射浮揚システム。
前記成形モールドが、内部を通して真空が引かれる複数の穴を有して成る、実施形態1〜7いずれかに記載の揚力噴射浮揚システム。
前記ノズルの1つ以上が、垂直方向に調整可能である、実施形態1〜8いずれかに記載の揚力噴射浮揚システム。
前記揚力噴射アレイが、該アレイの周囲空間の温度を低下させることなく、垂直方向に調整可能である、実施形態1〜9いずれかに記載の揚力噴射浮揚システム。
ガラス構造体を成形する方法であって、
(a)複数のローラーを含んで成るロールコンベア上の平面に沿って、前記ガラス構造体を搬送するステップであって、前記複数のローラーが、前記平面に対して、実質的に平行な中心線を有する、ステップと、
(b)前記ガラス構造体を加熱するステップと、
(c)前記ロールコンベア上のガラス構造体を、前記成形モールドと前記揚力噴射アレイとの間に配置するステップと、
(d)前記揚力噴射アレイの各々の穴から、ガス流を流すことによって、前記ガラス構造体を前記ロールコンベアから持ち上げるステップと、
を備え、
前記揚力噴射アレイが、複数のノズルであって、該複数のノズルの1つ以上が、複数の穴を有する先端部を含んで成るノズルを有し、
各々のノズルの先端部が、前記複数のローラーの前記中心線の上方に位置するように、前記揚力噴射アレイが配置されて成り、
前記ガス流が、前記ロールコンベアから、前記ガラス構造体を持ち上げるのに十分な力で流れる、方法。
前記ガラス構造体が、約600℃〜約800℃の温度に加熱される、実施形態11記載の方法。
各々のノズルが2つ以上の穴を有する、実施形態11又は12記載の方法。
各々のノズルが6つ以上の穴を有する、実施形態11〜13いずれかに記載の方法。
前記ガス流の流れが、前記ガラス構造体を、前記ロールコンベアから持ち上げて前記成形モールドに接触させるのに十分な力をもたらす、実施形態11〜14いずれかに記載の方法。
前記成形モールドが、前記ガラス構造体を受け取って形状を付与するための、少なくとも1つの表面を有して成る、実施形態11〜15いずれかに記載の方法。
前記成形モールドが、内部を通して真空が引かれる複数の穴を有し、前記揚力噴射アレイからの前記ガス流と、前記成形モールドからの真空とを合わせて、前記ガラス構造体を前記ロールコンベアから持ち上げて、前記成形モールドに接触させるのに十分な力がもたらされる、実施形態11〜16いずれかに記載の方法。
前記ガラス構造体が、約0.7mm〜約1.5mm又は約0.3mm〜約1.5mmの厚さを有する、実施形態11〜17いずれかに記載の方法。
ガラス構造体を持ち上げる又は成形するためのシステムにおいて、
(a)前記ガラス構造体を平面に沿って搬送するための複数のローラーであって、前記平面に対して、実質的に平行な中心線を有するローラー備えたロールコンベア、及び
(b)揚力ノズルのアレイであって、各々が複数のノズルを有し、該複数のノズルの1つ以上が複数の穴を有する先端部を含んで成る、アレイ
を備え、
各々のノズルの先端部が前記複数のローラーの前記中心線の上方に位置して成る、システム。
前記ロールコンベア及び揚力ノズルのアレイの上方に配置された、成形モールドを更に備えた、実施形態19記載のシステム。
前記アレイの1つ以上のノズルが、垂直方向に調整可能である、実施形態19又は20記載のシステム。
前記アレイが、該アレイの周囲空間の温度を低下させることなく、垂直方向に調整可能である、実施形態19〜21いずれかに記載のシステム。
110、210 ローラー
130、230 中心線
140 揚力噴射アレイ
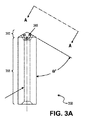
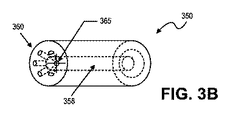
150、250、350 ノズル
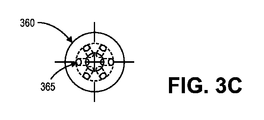
160、260、360 ノズルの先端部
170 加圧ガス供給源
180 成形モールド
190 成形モールドの下向きの表面
358 導管
365 穴
Claims (5)
- ガラス構造体を成形するための揚力噴射浮揚システムにおいて、
(a)前記ガラス構造体を平面に沿って搬送するための複数のローラーであって、該平面に対して、実質的に平行な中心線を有するローラーを含んで成るロールコンベアと、
(b)複数の穴を有する先端部を含んで成る、複数のノズルを有する揚力噴射アレイ、及び該揚力噴射アレイの各々のノズルの各々の穴を通してガスが流れるように、該揚力噴射アレイと連通する加圧ガス供給源と、
(c)成形モールドと、
を備え、
前記ロールコンベアが、実質的に前記揚力噴射アレイと前記成形モールドとの間に配置されて成り、
各々のノズルの先端部が、前記複数のローラーの前記中心線の上方に位置するように、前記揚力噴射アレイが配置されて成ることを特徴とする装置。 - 前記ガラス構造体が、ガラスシート、1つのスタック内の複数のガラスシート、ガラス−ガラス合わせ構造体、及びガラス−ポリマー合わせ構造体から成る群より選択されることを特徴とする、請求項1記載の揚力噴射浮揚システム。
- 各々のノズルが2つ以上の穴を有し、前記アレイの前記複数のノズルの1つ以上が、隣接するノズルと異なる穴の分布を必要に応じて有して成ることを特徴とする、請求項1又は2記載の揚力噴射浮揚システム。
- 前記成形モールドが、
前記ガラス構造体を受け取って、形状を付与するための少なくとも1つの表面、及び
内部を通して真空が引かれる複数の穴
のいずれか一方を有して成ることを特徴とする、請求項1〜3いずれか1項記載の揚力噴射浮揚システム。 - 請求項1記載の揚力噴射浮揚システムを使用して、ガラス構造体を成形する方法であって、該方法が、
(a)前記ロールコンベア上の平面に沿って、約0.7mm〜約1.5mm又は約0.3mm〜約1.5mmの厚さを有する、ガラス構造体を搬送するステップと、
(b)前記ガラス構造体を、約600℃〜約800℃の温度に加熱するステップと、
(c)前記ロールコンベア上のガラス構造体を、前記成形モールドと前記揚力噴射アレイとの間に配置するステップと、
(d)前記揚力噴射アレイの各穴から、ガス流を流すことによって、前記ガラス構造体を前記ロールコンベアから持ち上げるステップと、
を備えたことを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461972784P | 2014-03-31 | 2014-03-31 | |
| US61/972,784 | 2014-03-31 | ||
| PCT/US2015/022995 WO2015153342A1 (en) | 2014-03-31 | 2015-03-27 | Method and lift jet floatation system for shaping thin glass |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017511293A true JP2017511293A (ja) | 2017-04-20 |
| JP2017511293A5 JP2017511293A5 (ja) | 2018-05-31 |
Family
ID=52875791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016560481A Pending JP2017511293A (ja) | 2014-03-31 | 2015-03-27 | 薄いガラスを成形するための方法及び揚力噴射浮揚システム |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US9573833B2 (ja) |
| EP (1) | EP3126300B1 (ja) |
| JP (1) | JP2017511293A (ja) |
| KR (1) | KR20160138485A (ja) |
| CN (1) | CN106573815A (ja) |
| TW (1) | TWI667209B (ja) |
| WO (1) | WO2015153342A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107176787A (zh) * | 2017-06-29 | 2017-09-19 | 东旭科技集团有限公司 | 浮法玻璃退火工序的辊、浮法玻璃的传送装置及传送方法 |
| WO2021171903A1 (ja) * | 2020-02-25 | 2021-09-02 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10035331B2 (en) | 2011-06-24 | 2018-07-31 | Corning Incorporated | Light-weight hybrid glass laminates |
| US9616641B2 (en) | 2011-06-24 | 2017-04-11 | Corning Incorporated | Light-weight hybrid glass laminates |
| US10596783B2 (en) | 2012-05-31 | 2020-03-24 | Corning Incorporated | Stiff interlayers for laminated glass structures |
| CN104703793B (zh) | 2012-06-01 | 2018-09-18 | 康宁股份有限公司 | 用于优化的破碎性能的玻璃层压件构造 |
| EP2861542A1 (en) | 2012-06-14 | 2015-04-22 | Corning Incorporated | Process for laminating thin glass laminates |
| EP2679551A1 (en) | 2012-06-28 | 2014-01-01 | Corning Incorporated | Process and system for fine tuning precision glass sheet bending |
| CN105339316B (zh) | 2013-02-25 | 2018-11-09 | 康宁股份有限公司 | 制造薄玻璃块的方法 |
| WO2015031151A1 (en) | 2013-08-26 | 2015-03-05 | Corning Incorporated | Method for localized annealing of chemically strengthened glass |
| JP6530754B2 (ja) | 2013-08-30 | 2019-06-12 | コーニング インコーポレイテッド | 軽量、高剛性ガラスラミネート構造 |
| US10800143B2 (en) | 2014-03-07 | 2020-10-13 | Corning Incorporated | Glass laminate structures for head-up display system |
| US9573833B2 (en) * | 2014-03-31 | 2017-02-21 | Corning Incorporated | Method and lift jet floatation system for shaping thin glass |
| KR102331876B1 (ko) | 2014-07-10 | 2021-11-29 | 코닝 인코포레이티드 | 냉간 성형된 유리 아플리케 |
| CN107074616B (zh) | 2014-08-01 | 2020-04-03 | 康宁股份有限公司 | 玻璃成形设备和方法 |
| WO2016069835A2 (en) | 2014-10-29 | 2016-05-06 | Corning Incorporated | Apparatus and method for shaping or forming heated glass sheets |
| EP3215469A1 (en) | 2014-11-07 | 2017-09-13 | Corning Incorporated | Induction heating method and apparatus for shaping thin glass |
| WO2016183059A1 (en) | 2015-05-11 | 2016-11-17 | Corning Incorporated | Surface display units with opaque screen |
| KR20180014753A (ko) | 2015-06-02 | 2018-02-09 | 코닝 인코포레이티드 | 광-반응성 얇은 유리 적층물 |
| WO2016196532A1 (en) | 2015-06-02 | 2016-12-08 | Corning Incorporated | Multi-functional material system for surface display unit |
| JP6849650B2 (ja) | 2015-07-10 | 2021-03-24 | コーニング インコーポレイテッド | 冷間形成積層体 |
| US10350861B2 (en) | 2015-07-31 | 2019-07-16 | Corning Incorporated | Laminate structures with enhanced damping properties |
| US9809485B2 (en) * | 2015-11-02 | 2017-11-07 | Glasstech, Inc. | Lift device for a glass processing system |
| KR20210100165A (ko) * | 2018-12-13 | 2021-08-13 | 코닝 인코포레이티드 | 이송 장치 및 리본 이송 |
| US11485668B2 (en) | 2019-08-09 | 2022-11-01 | Ford Global Technologies, Llc | Glass form and marking |
| US11753347B2 (en) * | 2019-10-14 | 2023-09-12 | Corning Incorporated | Rapid forming of glass and ceramics |
| CN111018335B (zh) * | 2019-12-25 | 2022-08-02 | 中国建材国际工程集团有限公司 | 一种浮法玻璃生产线的玻璃取片分配系统及方法 |
| CN115557251B (zh) * | 2022-10-14 | 2024-09-06 | 蚌埠高华电子股份有限公司 | 一种真空镀膜玻璃的气动辅助传导设备及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04219334A (ja) * | 1990-12-20 | 1992-08-10 | Asahi Glass Co Ltd | 板状体の成形装置及び曲げ成形方法 |
| JPH06127961A (ja) * | 1992-07-02 | 1994-05-10 | Ppg Ind Inc | シート材を成形する装置と方法 |
| JP2001039724A (ja) * | 1999-07-26 | 2001-02-13 | Central Glass Co Ltd | ガラス板の曲げ成形方法及びその装置 |
| JP2001158631A (ja) * | 1999-11-30 | 2001-06-12 | Central Glass Co Ltd | ガラス板の曲げ成形方法 |
| JP2004026546A (ja) * | 2002-06-24 | 2004-01-29 | Central Glass Co Ltd | ガラス板の曲げ成形方法及びその装置 |
| WO2014004085A1 (en) * | 2012-06-28 | 2014-01-03 | Corning Incorporated | Process and system for fine tuning precision glass sheet bending |
| WO2014109237A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 強化ガラスの製造方法及び製造装置 |
Family Cites Families (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1960222A (en) | 1930-10-22 | 1934-05-22 | Saint Gobain | Manufacture of tempered glass |
| JPS5549162A (en) | 1978-10-03 | 1980-04-09 | Ikeuchi:Kk | Mist producting device |
| FI76315C (fi) | 1986-10-29 | 1988-10-10 | Kyro Oy | Anordning i kylavdelningen till en glashaerdningsanlaeggning. |
| US4767437A (en) | 1987-03-25 | 1988-08-30 | Ppg Industries, Inc. | Horizontal press bending using a splitting vacuum/pressure pickup |
| DE4002546C2 (de) | 1990-01-29 | 1994-07-14 | Wsp Ingenieurgesellschaft Fuer | Hochkonvektions-Gasstrahldüsenstrecke für über Rollen geführtes, flächenhaftes Gut, sowie Verfahren zu deren Betrieb |
| US5147439A (en) | 1990-05-01 | 1992-09-15 | Glasstech, Inc. | Variable pressure gas jet system for lifting and forming glass sheets |
| US5403369A (en) | 1993-09-13 | 1995-04-04 | Glasstech, Inc. | Apparatus and method for positioning glass sheets |
| US5507852A (en) | 1994-01-07 | 1996-04-16 | Ppg Industries, Inc. | Glass sheet quench |
| FI104422B (fi) | 1998-06-30 | 2000-01-31 | Tamglass Ltd Oy | Menetelmä ja laite lasilevyjen karkaisemiseksi |
| US6505483B1 (en) | 2000-02-25 | 2003-01-14 | Surface Combustion, Inc. | Glass transportation system |
| DE10045479A1 (de) | 2000-09-14 | 2002-04-04 | Schott Glas | Verfahren und Vorrichtung zum kontaktlosen Lagern und Transportieren von Flachglas |
| JP2002173332A (ja) | 2000-12-07 | 2002-06-21 | Asahi Glass Co Ltd | エア噴射ノズル及びガラス板のエアーフローティング装置 |
| JP2004051404A (ja) | 2002-07-18 | 2004-02-19 | Asahi Glass Co Ltd | ガラス板の曲げ成形装置 |
| DE10314408A1 (de) | 2003-03-28 | 2004-10-07 | Pilkington Automotive Deutschland Gmbh | Vorrichtung zum Erzeugen eines Gaskissens |
| GB0406545D0 (en) | 2004-03-23 | 2004-04-28 | Pilkington Plc | Tempering of glass |
| WO2006052919A1 (en) | 2004-11-08 | 2006-05-18 | New Way Machine Components, Inc. | Non-contact porous air bearing and glass flattening device |
| US7958750B2 (en) | 2005-10-21 | 2011-06-14 | Glasstech, Inc. | Glass sheet forming system |
| ATE479634T1 (de) * | 2005-10-24 | 2010-09-15 | Glasstech Inc | Hebestrahldüsentransfer von glasplatten und jobwechsel |
| US20120094084A1 (en) | 2010-10-15 | 2012-04-19 | William Keith Fisher | Chemically-strengthened glass laminates |
| US8986072B2 (en) | 2011-05-26 | 2015-03-24 | Corning Incorporated | Methods of finishing an edge of a glass sheet |
| US9616641B2 (en) | 2011-06-24 | 2017-04-11 | Corning Incorporated | Light-weight hybrid glass laminates |
| US10035331B2 (en) | 2011-06-24 | 2018-07-31 | Corning Incorporated | Light-weight hybrid glass laminates |
| TWI572480B (zh) | 2011-07-25 | 2017-03-01 | 康寧公司 | 經層壓及離子交換之強化玻璃疊層 |
| KR102044359B1 (ko) | 2011-10-10 | 2019-11-13 | 코닝 인코포레이티드 | 얇은 유리 시트를 충분하게 절곡하는 장치 및 방법 |
| WO2013063207A1 (en) | 2011-10-28 | 2013-05-02 | Corning Incorporated | Glass articles with infrared reflectivity and methods for making the same |
| US8816252B2 (en) | 2011-11-22 | 2014-08-26 | Corning Incorporated | Methods and apparatus for localized heating and deformation of glass sheets |
| US8549885B2 (en) | 2011-11-23 | 2013-10-08 | Corning Incorporated | Process and system for precision glass sheet bending |
| US20130127202A1 (en) | 2011-11-23 | 2013-05-23 | Shandon Dee Hart | Strengthened Glass and Glass Laminates Having Asymmetric Impact Resistance |
| US8789392B2 (en) | 2012-05-31 | 2014-07-29 | Corning Incorporated | Apparatus for shaping glass and methods |
| US10596783B2 (en) | 2012-05-31 | 2020-03-24 | Corning Incorporated | Stiff interlayers for laminated glass structures |
| US8962084B2 (en) | 2012-05-31 | 2015-02-24 | Corning Incorporated | Methods of applying a layer of material to a non-planar glass sheet |
| CN104703793B (zh) | 2012-06-01 | 2018-09-18 | 康宁股份有限公司 | 用于优化的破碎性能的玻璃层压件构造 |
| US20150122406A1 (en) | 2012-06-08 | 2015-05-07 | Corning Incorporated | Process for laminating thin glass laminates |
| CN104684861B (zh) | 2012-06-08 | 2018-02-23 | 康宁股份有限公司 | 具有高玻璃‑聚合物中间层粘附强度的层压玻璃结构 |
| EP2861542A1 (en) | 2012-06-14 | 2015-04-22 | Corning Incorporated | Process for laminating thin glass laminates |
| US9387651B2 (en) | 2012-09-26 | 2016-07-12 | Corning Incorporated | Methods for producing ion exchanged glass and resulting apparatus |
| US20140087193A1 (en) | 2012-09-26 | 2014-03-27 | Jeffrey Scott Cites | Methods for producing ion exchanged glass and resulting apparatus |
| CN105339316B (zh) | 2013-02-25 | 2018-11-09 | 康宁股份有限公司 | 制造薄玻璃块的方法 |
| US20160082705A1 (en) | 2013-04-22 | 2016-03-24 | Corning Incorporated | Laminated glass structures having high glass to polymer interlayer adhesion |
| JP2016525059A (ja) | 2013-07-16 | 2016-08-22 | コーニング インコーポレイテッド | 薄ガラスを曲げるための装置及び方法 |
| WO2015031151A1 (en) | 2013-08-26 | 2015-03-05 | Corning Incorporated | Method for localized annealing of chemically strengthened glass |
| US20160207819A1 (en) | 2013-08-26 | 2016-07-21 | Corning Incorporated | Methods for localized annealing of chemically strengthened glass |
| CN109624445A (zh) | 2013-08-29 | 2019-04-16 | 康宁股份有限公司 | 薄玻璃层压结构 |
| JP6530754B2 (ja) | 2013-08-30 | 2019-06-12 | コーニング インコーポレイテッド | 軽量、高剛性ガラスラミネート構造 |
| EP3055129A1 (en) | 2013-10-07 | 2016-08-17 | Corning Incorporated | Glass laminate structures having improved edge strength |
| US20150158275A1 (en) | 2013-12-10 | 2015-06-11 | Corning Incorporated | Non-yellowing glass laminate structure |
| WO2015126749A1 (en) | 2014-02-18 | 2015-08-27 | Corning Incorporated | Tunable mold system for glass press bending equipment |
| US20150232367A1 (en) | 2014-02-18 | 2015-08-20 | Corning Incorporated | Press bending mold cloth change system and method |
| US20150251377A1 (en) | 2014-03-07 | 2015-09-10 | Corning Incorporated | Glass laminate structures for head-up display system |
| US9573833B2 (en) * | 2014-03-31 | 2017-02-21 | Corning Incorporated | Method and lift jet floatation system for shaping thin glass |
-
2015
- 2015-03-25 US US14/668,245 patent/US9573833B2/en active Active
- 2015-03-26 US US14/669,017 patent/US20150274571A1/en not_active Abandoned
- 2015-03-27 KR KR1020167029629A patent/KR20160138485A/ko not_active Application Discontinuation
- 2015-03-27 WO PCT/US2015/022995 patent/WO2015153342A1/en active Application Filing
- 2015-03-27 CN CN201580027584.4A patent/CN106573815A/zh active Pending
- 2015-03-27 EP EP15716935.0A patent/EP3126300B1/en not_active Not-in-force
- 2015-03-27 JP JP2016560481A patent/JP2017511293A/ja active Pending
- 2015-03-30 TW TW104110307A patent/TWI667209B/zh not_active IP Right Cessation
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04219334A (ja) * | 1990-12-20 | 1992-08-10 | Asahi Glass Co Ltd | 板状体の成形装置及び曲げ成形方法 |
| JPH06127961A (ja) * | 1992-07-02 | 1994-05-10 | Ppg Ind Inc | シート材を成形する装置と方法 |
| JP2001039724A (ja) * | 1999-07-26 | 2001-02-13 | Central Glass Co Ltd | ガラス板の曲げ成形方法及びその装置 |
| JP2001158631A (ja) * | 1999-11-30 | 2001-06-12 | Central Glass Co Ltd | ガラス板の曲げ成形方法 |
| JP2004026546A (ja) * | 2002-06-24 | 2004-01-29 | Central Glass Co Ltd | ガラス板の曲げ成形方法及びその装置 |
| WO2014004085A1 (en) * | 2012-06-28 | 2014-01-03 | Corning Incorporated | Process and system for fine tuning precision glass sheet bending |
| WO2014109237A1 (ja) * | 2013-01-11 | 2014-07-17 | 旭硝子株式会社 | 強化ガラスの製造方法及び製造装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107176787A (zh) * | 2017-06-29 | 2017-09-19 | 东旭科技集团有限公司 | 浮法玻璃退火工序的辊、浮法玻璃的传送装置及传送方法 |
| CN107176787B (zh) * | 2017-06-29 | 2023-05-12 | 东旭光电科技股份有限公司 | 浮法玻璃退火工序的辊、浮法玻璃的传送装置及传送方法 |
| WO2021171903A1 (ja) * | 2020-02-25 | 2021-09-02 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150274571A1 (en) | 2015-10-01 |
| KR20160138485A (ko) | 2016-12-05 |
| TW201544464A (zh) | 2015-12-01 |
| US20150274575A1 (en) | 2015-10-01 |
| US9573833B2 (en) | 2017-02-21 |
| TWI667209B (zh) | 2019-08-01 |
| EP3126300A1 (en) | 2017-02-08 |
| WO2015153342A1 (en) | 2015-10-08 |
| EP3126300B1 (en) | 2018-12-26 |
| CN106573815A (zh) | 2017-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017511293A (ja) | 薄いガラスを成形するための方法及び揚力噴射浮揚システム | |
| CN102143920A (zh) | 玻璃板的风冷强化装置及风冷强化方法 | |
| CN101558017B (zh) | 玻璃板的弯曲成形方法及玻璃板的弯曲成形装置 | |
| US9452662B2 (en) | Method and device for bending sheets | |
| US20160145141A1 (en) | Glass sheet forming and annealing providing edge stress control | |
| US20100180638A1 (en) | System for positioning glass sheets for forming | |
| EP0182638A1 (en) | Glass sheet processing system including topside transfer apparatus | |
| JP2003523916A (ja) | ガラス移送システム | |
| CN207435301U (zh) | 一种单曲面弯钢化玻璃成型设备 | |
| JP2009512617A (ja) | ガラスシート成形システムおよび方法 | |
| WO2007083532A1 (ja) | ガラス成形品の製造方法 | |
| JPH05193966A (ja) | ガラスの板を成形し、焼戻しする装置と方法 | |
| WO2015129605A1 (ja) | ガラス板の徐冷方法及びガラス板 | |
| US7866186B2 (en) | Device for producing a gas cushion | |
| CN205398452U (zh) | 钢化炉加热炉体内的热出风装置 | |
| JP2005206458A (ja) | ガラス板の曲げ成形方法及びその装置 | |
| CN105293880A (zh) | 一种钢化玻璃生产线 | |
| US20210147277A1 (en) | Method and device for bending sheets | |
| CN108623139A (zh) | 加热炉炉内热气流输送装置及方法 | |
| JP2001039724A (ja) | ガラス板の曲げ成形方法及びその装置 | |
| CA2073401A1 (en) | Apparatus and process for the manufacture of sheets of glass having a complex shape | |
| JP2010030859A (ja) | ガラス板の曲げ成形装置及び曲げ成形方法 | |
| CN110167893A (zh) | 玻璃板成形方法及在该成形方法中使用的玻璃成形生产线 | |
| CN210528776U (zh) | 一种用于玻璃钢化的加热装置 | |
| EP3078642B1 (en) | Glass plate and method for producing glass plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180326 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190904 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200513 |