JP2017501879A - 亜鉛系鉛フリーはんだ組成物 - Google Patents
亜鉛系鉛フリーはんだ組成物 Download PDFInfo
- Publication number
- JP2017501879A JP2017501879A JP2016536807A JP2016536807A JP2017501879A JP 2017501879 A JP2017501879 A JP 2017501879A JP 2016536807 A JP2016536807 A JP 2016536807A JP 2016536807 A JP2016536807 A JP 2016536807A JP 2017501879 A JP2017501879 A JP 2017501879A
- Authority
- JP
- Japan
- Prior art keywords
- solder
- zinc
- weight
- solder composition
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000679 solder Inorganic materials 0.000 title claims abstract description 201
- 239000000203 mixture Substances 0.000 title claims abstract description 110
- 239000011701 zinc Substances 0.000 title claims abstract description 81
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 title claims abstract description 66
- 229910052725 zinc Inorganic materials 0.000 title claims abstract description 66
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 claims abstract description 31
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims abstract description 31
- 239000011777 magnesium Substances 0.000 claims abstract description 31
- 229910052733 gallium Inorganic materials 0.000 claims abstract description 29
- 229910052749 magnesium Inorganic materials 0.000 claims abstract description 29
- 229910052732 germanium Inorganic materials 0.000 claims abstract description 23
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 claims abstract description 23
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 21
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 21
- 229910052779 Neodymium Inorganic materials 0.000 claims description 4
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 claims description 4
- 230000008018 melting Effects 0.000 abstract description 13
- 238000002844 melting Methods 0.000 abstract description 13
- 238000004100 electronic packaging Methods 0.000 abstract description 8
- 239000010949 copper Substances 0.000 description 67
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 52
- 229910052802 copper Inorganic materials 0.000 description 52
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 32
- 230000004888 barrier function Effects 0.000 description 27
- 229910052751 metal Inorganic materials 0.000 description 22
- 239000002184 metal Substances 0.000 description 22
- 238000000034 method Methods 0.000 description 20
- 238000009736 wetting Methods 0.000 description 20
- 230000008569 process Effects 0.000 description 17
- 229910052759 nickel Inorganic materials 0.000 description 16
- 239000002019 doping agent Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000005452 bending Methods 0.000 description 7
- 239000007788 liquid Substances 0.000 description 6
- 230000003647 oxidation Effects 0.000 description 6
- 238000007254 oxidation reaction Methods 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 229910000881 Cu alloy Inorganic materials 0.000 description 5
- 238000009713 electroplating Methods 0.000 description 5
- 230000001737 promoting effect Effects 0.000 description 5
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 4
- 239000005751 Copper oxide Substances 0.000 description 4
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 229910000431 copper oxide Inorganic materials 0.000 description 4
- 238000007772 electroless plating Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 229910052718 tin Inorganic materials 0.000 description 4
- 239000011135 tin Substances 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 238000004458 analytical method Methods 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 238000000921 elemental analysis Methods 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 229910052738 indium Inorganic materials 0.000 description 3
- 229910000765 intermetallic Inorganic materials 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910000990 Ni alloy Inorganic materials 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000879 optical micrograph Methods 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 229910052763 palladium Inorganic materials 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 2
- KWSLGOVYXMQPPX-UHFFFAOYSA-N 5-[3-(trifluoromethyl)phenyl]-2h-tetrazole Chemical compound FC(F)(F)C1=CC=CC(C2=NNN=N2)=C1 KWSLGOVYXMQPPX-UHFFFAOYSA-N 0.000 description 1
- 102000041347 CAS family Human genes 0.000 description 1
- 108091075761 CAS family Proteins 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 241001460678 Napo <wasp> Species 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052773 Promethium Inorganic materials 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 238000005844 autocatalytic reaction Methods 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- UYAHIZSMUZPPFV-UHFFFAOYSA-N erbium Chemical compound [Er] UYAHIZSMUZPPFV-UHFFFAOYSA-N 0.000 description 1
- OGPBJKLSAFTDLK-UHFFFAOYSA-N europium atom Chemical compound [Eu] OGPBJKLSAFTDLK-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- KJZYNXUDTRRSPN-UHFFFAOYSA-N holmium atom Chemical compound [Ho] KJZYNXUDTRRSPN-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- OHSVLFRHMCKCQY-UHFFFAOYSA-N lutetium atom Chemical compound [Lu] OHSVLFRHMCKCQY-UHFFFAOYSA-N 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000006259 organic additive Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000012255 powdered metal Substances 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- VQMWBBYLQSCNPO-UHFFFAOYSA-N promethium atom Chemical compound [Pm] VQMWBBYLQSCNPO-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910001379 sodium hypophosphite Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- IIACRCGMVDHOTQ-UHFFFAOYSA-M sulfamate Chemical compound NS([O-])(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-M 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- GZCRRIHWUXGPOV-UHFFFAOYSA-N terbium atom Chemical compound [Tb] GZCRRIHWUXGPOV-UHFFFAOYSA-N 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 1
- NAWDYIZEMPQZHO-UHFFFAOYSA-N ytterbium Chemical compound [Yb] NAWDYIZEMPQZHO-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
- B23K35/282—Zn as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0227—Rods, wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0222—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in soldering, brazing
- B23K35/0233—Sheets, foils
- B23K35/0238—Sheets, foils layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C18/00—Alloys based on zinc
- C22C18/04—Alloys based on zinc with aluminium as the next major constituent
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Die Bonding (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
[0005]本鉛フリーはんだ組成物は亜鉛ベースであってよい。本はんだ組成物には、主要成分として亜鉛、アルミニウム、及びゲルマニウム、並びに少量成分としてガリウム及びマグネシウムを含ませることができる。この鉛フリーの亜鉛系はんだ組成物は、例えば望ましい溶融特性、機械特性、及び濡れ性を示すことができる。
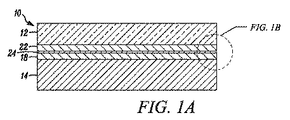
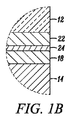
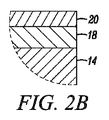
[0010]その更に他の形態においては、本発明は、チップ、及チップに接続されているリードフレーム構造体を含み、リードフレーム構造体は、金属製のリードフレーム、金属製のリードフレームの上の金属バリヤ層、及び金属バリヤ層の上の金属間層を含んでいて、チップに接続されており、金属間層は金属バリヤ層上の濡れ促進層、及び鉛フリーの亜鉛系はんだ組成物から形成されている電子実装配置を提供する。
[0030]ここでは、鉛を含まないか又は実質的に含まないはんだ組成物を開示する。鉛フリーはんだ組成物は、下記に更に記載するように亜鉛系はんだ組成物であってよい。
[0035]はんだ組成物は、その固相線温度、液相線温度、及び固相線温度と液相線温度の間の融点範囲などのその溶融特性に基づいて評価することができる。はんだ組成物の固相線温度は、はんだ組成物が溶融し始める温度を定量化するものである。固相線温度よりも低い温度においては、はんだ組成物は完全に固体である。幾つかの態様においては、固相線温度は、はんだ付け操作の工程を可能にするため、及び最終用途のデバイスにおいて熱応力を最小にするために約300℃又はそれ以上であってよい。はんだ組成物の液相線温度は、それより高い温度においてはんだ組成物が完全に溶融する温度を定量化するものである。液相線温度は、結晶(例えば固体材料)が溶融体(例えば液体材料)と共存することができる最高温度である。液相線温度よりも高い温度においては、はんだ組成物は均一な溶融体又は液体である。はんだ組成物の融点範囲は、液相線温度と固相線温度の間で規定される。幾つかの態様においては、はんだ組成物が2つの相で存在する範囲を最小にするために、狭い融点範囲を有することが好ましい可能性がある。

[0049]下表3に示す量で存在させることができる。
II.リードフレーム構造体:
[0054]ここではまた、上記に記載の鉛フリーの亜鉛系はんだ組成物と共に用いるためのリードフレーム構造体も開示する。
実施例1:
はんだ組成物の製造及び分析:
I.試料の製造:
[0076]本実施例においては、下表6にしたがって、種々の量の亜鉛(Zn)、アルミニウム(Al)、ゲルマニウム(Ge)、ガリウム(Ga)、及びマグネシウム(Mg)を含む複数のはんだ合金試料を調製した。それぞれの試料は、材料を410℃の温度に加熱して溶融体を形成することによって調製した。次に、それぞれの溶融体を、窒素雰囲気中で成形して直径1インチのビレットを形成した。
[0077]はんだビレットを、200〜300℃及び10,342〜13,790キロパスカル(1500〜2000ポンド/平方インチ(psi))においてダイを用いて押出して、約0.762mm(0.030インチ)の直径を有するはんだ線を形成した。次に、はんだ線を、51mm(2インチ)の直径の内側ハブ、及び102mm(4インチ)の直径を有する2つの外側フランジを有するスプール上に巻回した。
[0079]Perkin Elmer DSC7装置を用いる示差走査熱量測定(DSC)によって、試料はんだ線の溶融特性を求めた。この装置を用いて固相線温度及び液相線温度を測定した。融点範囲は、液相線温度と固相線温度の間の差として算出した。試料はんだ線の溶融特性を下表8に示す。
[0080] 試料はんだ線の伸びは、「金属材料の引張試験に関する標準的な試験方法」と題されたASTM−E8にしたがってInstron 4465装置を室温で運転することによって評価した。
[0083]試料はんだ線の濡れ性は、95体積%の窒素及び5体積%の水素を含むフォーミングガスを用いて、ASM-SD890Aダイボンダーを410℃で運転することによって求めた。はんだ線を高温の銅リードフレームに供給して、はんだ線を溶融させて、リードフレーム上にドットを形成した。
[0087]試料1は最も良好な総合的な性能−良好な押出性(表7)、伸び及び延性などの良好な機械特性(表9)、並びに良好な濡れ性(表10)−を示した。
リードフレーム構造体の製造:
[0093]本実施例においては、本発明によるリードフレーム構造体を製造した。純銅リードフレームを入手し、無電解メッキプロセスを用いて純ニッケルを6μmの厚さまでメッキした。
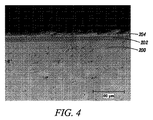
[0095]図4は、厚さ2μmの銅層を有する第1のリードフレーム構造体のSEM断面画像であり、図5は、厚さ8μmの銅層を有する第2のリードフレーム構造体のSEM断面画像である。それぞれのリードフレーム構造体は、銅リードフレーム200、ニッケルメッキ202、及び銅フラッシュ又は銅層204を含む。
はんだの濡れ性の検討:
[0096]亜鉛系はんだ組成物をその液相線温度よりも高い温度に加熱し、ASM 890ダイボンダーを用いて図4及び5のリードフレーム上を濡らした。結果をそれぞれ図6及び7の画像において示す。図6及び7において示されるように、亜鉛系はんだはリードフレームの銅層を横切って均一に濡らし、2μm(図6)及び8μm(図7)の銅層を有するリードフレームの両方の上を広く被覆した。
Cu/Zn金属間層の分析:
[0098]図9及び11は、リードフレーム上に亜鉛系はんだを流動させて固化させた後の、それぞれ図6及び7のリードフレームから撮ったSEM断面画像である。図10及び12は、材料のリードフレームの断面全体にわたって種々の深さで撮ったX線ラインスキャン元素分析結果である。
本発明の具体的態様は以下のとおりである。
[1]
約77〜約93重量%の亜鉛;
約3〜約15重量%のアルミニウム;
約3〜約7重量%のゲルマニウム;
約0.25〜約0.75重量%のガリウム;及び
約0.125〜約0.375重量%のマグネシウム;
を含むはんだ組成物。
[2]
約0.275〜約0.725重量%のガリウムを含む、[1]に記載のはんだ組成物。
[3]
約0.15〜約0.35重量%のマグネシウムを含む、[1]に記載のはんだ組成物。
[4]
約6重量%のアルミニウム;及び
約5重量%のゲルマニウム;
を含む、[1]に記載のはんだ組成物。
[5]
約0.001〜約2.5重量%のネオジムを含む、[1]に記載のはんだ組成物。
[6]
亜鉛、アルミニウム、ゲルマニウム、ガリウム、及びマグネシウムから構成される、[1]に記載のはんだ組成物。
[7]
88.25重量%の亜鉛;
6重量%のアルミニウム;
5重量%のゲルマニウム;
0.5重量%のガリウム;及び
0.25重量%のマグネシウム;
から構成される、[1]に記載のはんだ組成物。
[8]
はんだ組成物がマグネシウムよりも多いガリウムを含む、[1]に記載のはんだ組成物。
[9]
[1]に記載のはんだ組成物を含むはんだ線。
[10]
はんだ線が約1ミリメートル未満の直径を有する、[1]に記載のはんだ線。
Claims (10)
- 約77〜約93重量%の亜鉛;
約3〜約15重量%のアルミニウム;
約3〜約7重量%のゲルマニウム;
約0.25〜約0.75重量%のガリウム;及び
約0.125〜約0.375重量%のマグネシウム;
を含むはんだ組成物。 - 約0.275〜約0.725重量%のガリウムを含む、請求項1に記載のはんだ組成物。
- 約0.15〜約0.35重量%のマグネシウムを含む、請求項1に記載のはんだ組成物。
- 約6重量%のアルミニウム;及び
約5重量%のゲルマニウム;
を含む、請求項1に記載のはんだ組成物。 - 約0.001〜約2.5重量%のネオジムを含む、請求項1に記載のはんだ組成物。
- 亜鉛、アルミニウム、ゲルマニウム、ガリウム、及びマグネシウムから構成される、請求項1に記載のはんだ組成物。
- 88.25重量%の亜鉛;
6重量%のアルミニウム;
5重量%のゲルマニウム;
0.5重量%のガリウム;及び
0.25重量%のマグネシウム;
から構成される、請求項1に記載のはんだ組成物。 - はんだ組成物がマグネシウムよりも多いガリウムを含む、請求項1に記載のはんだ組成物。
- 請求項1に記載のはんだ組成物を含むはんだ線。
- はんだ線が約1ミリメートル未満の直径を有する、請求項1に記載のはんだ線。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361911592P | 2013-12-04 | 2013-12-04 | |
| US61/911,592 | 2013-12-04 | ||
| US201461934161P | 2014-01-31 | 2014-01-31 | |
| US61/934,161 | 2014-01-31 | ||
| US14/554,126 | 2014-11-26 | ||
| US14/554,126 US20150151387A1 (en) | 2013-12-04 | 2014-11-26 | Zinc-based lead-free solder compositions |
| PCT/US2014/067913 WO2015084723A1 (en) | 2013-12-04 | 2014-12-01 | Zinc-based lead-free solder compositions |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017501879A true JP2017501879A (ja) | 2017-01-19 |
Family
ID=53264251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016536807A Pending JP2017501879A (ja) | 2013-12-04 | 2014-12-01 | 亜鉛系鉛フリーはんだ組成物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150151387A1 (ja) |
| EP (1) | EP3077151B1 (ja) |
| JP (1) | JP2017501879A (ja) |
| KR (1) | KR20160093026A (ja) |
| CN (1) | CN105764645B (ja) |
| TW (1) | TWI645048B (ja) |
| WO (1) | WO2015084723A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018087331A (ja) * | 2015-02-25 | 2018-06-07 | 富士フイルム株式会社 | ゲル粒子の水分散物及びその製造方法、並びに画像形成方法 |
| WO2018198455A1 (ja) * | 2017-04-28 | 2018-11-01 | 三菱電機株式会社 | 接合構造体およびその製造方法並びに電動機およびその製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9735126B2 (en) * | 2011-06-07 | 2017-08-15 | Infineon Technologies Ag | Solder alloys and arrangements |
| WO2014179108A1 (en) | 2013-05-03 | 2014-11-06 | Honeywell International Inc. | Lead frame construct for lead-free solder connections |
| WO2016161339A1 (en) * | 2015-04-03 | 2016-10-06 | Intel Corporation | Zn doped solders on cu surface finish for thin fli application |
| CN105643142A (zh) * | 2016-04-08 | 2016-06-08 | 苏州捷德瑞精密机械有限公司 | 一种电弧焊焊条添加剂及其制备方法 |
| CN111230357B (zh) * | 2020-03-23 | 2021-09-14 | 东北石油大学 | 一种用于铝合金的Zn基非晶钎料箔及其制备方法 |
| CN111545948B (zh) * | 2020-05-18 | 2021-12-07 | 河南机电职业学院 | 钎料合金、钎料及其制备方法和应用以及制得的钎焊产品 |
| CN114769935B (zh) * | 2022-04-13 | 2023-05-16 | 广州汉源微电子封装材料有限公司 | 一种无铅焊料及其制备方法与应用 |
| CN114789308B (zh) * | 2022-04-18 | 2024-05-07 | 金华市双环钎焊材料有限公司 | 一种含稀土元素高性能铜铝用无缝药芯焊丝及其制造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53124072A (en) * | 1977-04-05 | 1978-10-30 | Nec Corp | Semiconductor device |
| JPH1177291A (ja) * | 1997-09-11 | 1999-03-23 | Showa Alum Corp | アルミニウムダイカスト材の低温ろう付方法 |
| JP2000208533A (ja) * | 1999-01-14 | 2000-07-28 | Sumitomo Metal Mining Co Ltd | ダイボンディング用Zn合金 |
| JP2011251332A (ja) * | 2010-06-04 | 2011-12-15 | Sumitomo Metal Mining Co Ltd | Al粉を用いた高温Pbフリーはんだペースト |
| JP2012183558A (ja) * | 2011-03-07 | 2012-09-27 | Nihon Superior Co Ltd | 鉛フリーはんだ合金及びそれを用いたはんだ継手 |
| US20130045131A1 (en) * | 2011-08-17 | 2013-02-21 | Honeywell International Inc. | Lead-Free Solder Compositions |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2271898B1 (ja) * | 1974-05-22 | 1977-03-11 | Arbed | |
| EP0704272B1 (en) * | 1994-09-30 | 2002-01-09 | AT&T Corp. | Lead-free alloys for use in solder bonding |
| JP3343498B2 (ja) * | 1997-06-13 | 2002-11-11 | 昭和電工株式会社 | 低温ろう付用ろう材 |
| JPH11172353A (ja) * | 1997-12-04 | 1999-06-29 | Sumitomo Metal Mining Co Ltd | 高温はんだ付用Zn合金 |
| JP2001127076A (ja) * | 1999-10-25 | 2001-05-11 | Sumitomo Metal Mining Co Ltd | ダイボンディング用合金部材 |
| JP3800977B2 (ja) * | 2001-04-11 | 2006-07-26 | 株式会社日立製作所 | Zn−Al系はんだを用いた製品 |
| JP2004082134A (ja) * | 2002-08-23 | 2004-03-18 | Nippon Metal Ind Co Ltd | 錫−亜鉛系鉛フリーはんだ合金及びその混合物 |
| JP4818641B2 (ja) * | 2005-05-18 | 2011-11-16 | 内橋エステック株式会社 | ヒューズ素子 |
| US7749340B2 (en) * | 2005-10-24 | 2010-07-06 | Indium Corporation Of America | Technique for increasing the compliance of lead-free solders containing silver |
| JP5672132B2 (ja) * | 2011-04-27 | 2015-02-18 | 住友金属鉱山株式会社 | Znを主成分とするPbフリーはんだ合金およびその製造方法 |
| US9735126B2 (en) * | 2011-06-07 | 2017-08-15 | Infineon Technologies Ag | Solder alloys and arrangements |
-
2014
- 2014-11-26 US US14/554,126 patent/US20150151387A1/en not_active Abandoned
- 2014-12-01 CN CN201480065983.5A patent/CN105764645B/zh active Active
- 2014-12-01 WO PCT/US2014/067913 patent/WO2015084723A1/en active Application Filing
- 2014-12-01 JP JP2016536807A patent/JP2017501879A/ja active Pending
- 2014-12-01 KR KR1020167016239A patent/KR20160093026A/ko not_active Application Discontinuation
- 2014-12-01 EP EP14867035.9A patent/EP3077151B1/en active Active
- 2014-12-03 TW TW103141999A patent/TWI645048B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53124072A (en) * | 1977-04-05 | 1978-10-30 | Nec Corp | Semiconductor device |
| JPH1177291A (ja) * | 1997-09-11 | 1999-03-23 | Showa Alum Corp | アルミニウムダイカスト材の低温ろう付方法 |
| JP2000208533A (ja) * | 1999-01-14 | 2000-07-28 | Sumitomo Metal Mining Co Ltd | ダイボンディング用Zn合金 |
| JP2011251332A (ja) * | 2010-06-04 | 2011-12-15 | Sumitomo Metal Mining Co Ltd | Al粉を用いた高温Pbフリーはんだペースト |
| JP2012183558A (ja) * | 2011-03-07 | 2012-09-27 | Nihon Superior Co Ltd | 鉛フリーはんだ合金及びそれを用いたはんだ継手 |
| US20130045131A1 (en) * | 2011-08-17 | 2013-02-21 | Honeywell International Inc. | Lead-Free Solder Compositions |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018087331A (ja) * | 2015-02-25 | 2018-06-07 | 富士フイルム株式会社 | ゲル粒子の水分散物及びその製造方法、並びに画像形成方法 |
| WO2018198455A1 (ja) * | 2017-04-28 | 2018-11-01 | 三菱電機株式会社 | 接合構造体およびその製造方法並びに電動機およびその製造方法 |
| JP6440908B1 (ja) * | 2017-04-28 | 2018-12-19 | 三菱電機株式会社 | 接合構造体およびその製造方法並びに電動機およびその製造方法 |
| EP3616827A4 (en) * | 2017-04-28 | 2020-09-02 | Mitsubishi Electric Corporation | JUNCTION STRUCTURE, ITS MANUFACTURING PROCESS, ELECTRIC MOTOR AND ITS MANUFACTURING PROCESS |
| US11059133B2 (en) | 2017-04-28 | 2021-07-13 | Mitsubishi Electric Corporation | Bonded structure, method of manufacturing same, electric motor, and method of manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI645048B (zh) | 2018-12-21 |
| CN105764645B (zh) | 2019-03-12 |
| EP3077151A1 (en) | 2016-10-12 |
| KR20160093026A (ko) | 2016-08-05 |
| EP3077151B1 (en) | 2019-02-20 |
| EP3077151A4 (en) | 2017-09-27 |
| CN105764645A (zh) | 2016-07-13 |
| WO2015084723A1 (en) | 2015-06-11 |
| TW201536927A (zh) | 2015-10-01 |
| US20150151387A1 (en) | 2015-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI645048B (zh) | 以鋅為主的無鉛焊料組合物 | |
| US20210167034A1 (en) | Chip arrangements | |
| EP2883649B1 (en) | High-temperature lead-free solder alloy | |
| TWI618798B (zh) | Lead-free solder alloy | |
| EP2589459B1 (en) | Bi-Sn-BASED HIGH-TEMPERATURE SOLDER ALLOY | |
| JP2009057630A (ja) | Snメッキ導電材料及びその製造方法並びに通電部品 | |
| JPWO2013132954A1 (ja) | 接合方法、接合構造体およびその製造方法 | |
| EP3031566A1 (en) | Lead-free solder alloy | |
| JP2011143442A (ja) | 高信頼はんだ接続部をもつパワーモジュール | |
| JP4115979B2 (ja) | 非鉛系はんだ材 | |
| JP3878978B2 (ja) | 鉛非含有はんだ、および鉛非含有の継手 | |
| US9520347B2 (en) | Lead frame construct for lead-free solder connections | |
| TWI272152B (en) | Doped alloys for electrical interconnects, methods of production and uses thereof | |
| EP2974818B1 (en) | Solder joining method | |
| KR102579479B1 (ko) | 접속핀 | |
| KR102579478B1 (ko) | 전기접속용 금속핀 | |
| JP5655714B2 (ja) | Bi系はんだを用いた半導体装置 | |
| KR20240033887A (ko) | 접속핀의 접속방법 | |
| KR20240033889A (ko) | 접속핀 | |
| KR20240033886A (ko) | 접속핀 이송카트리지 | |
| JP2017136627A (ja) | PbフリーIn系はんだ合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160809 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181119 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200512 |