JP2017228551A - 金属−セラミックス接合基板およびその製造方法 - Google Patents
金属−セラミックス接合基板およびその製造方法 Download PDFInfo
- Publication number
- JP2017228551A JP2017228551A JP2016121344A JP2016121344A JP2017228551A JP 2017228551 A JP2017228551 A JP 2017228551A JP 2016121344 A JP2016121344 A JP 2016121344A JP 2016121344 A JP2016121344 A JP 2016121344A JP 2017228551 A JP2017228551 A JP 2017228551A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- ceramic
- substrate
- base plate
- ceramic substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
Description
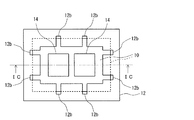
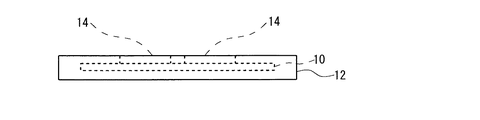
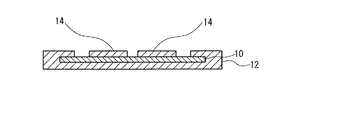
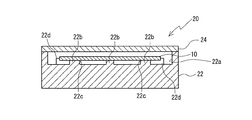
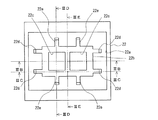
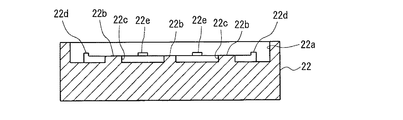
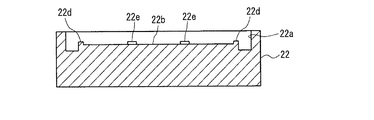
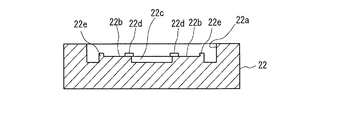
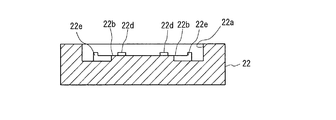
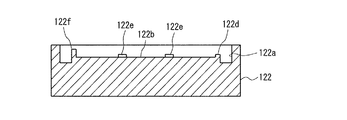
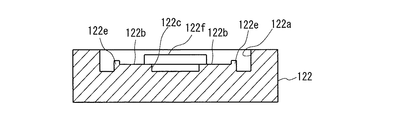
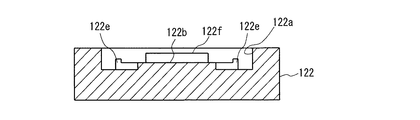
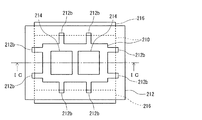
図1A〜図1Cは、本発明による金属−セラミックス接合基板の第1の実施の形態を示し、図2および図3A〜図3Eは、その金属−セラミックス接合基板を製造するために使用する鋳型を示している。
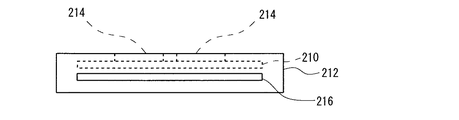
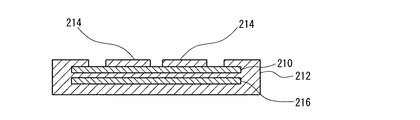
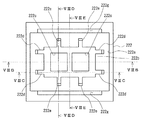
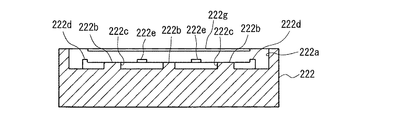
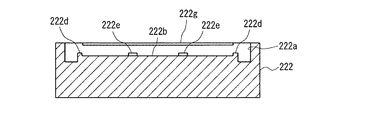
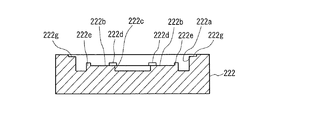
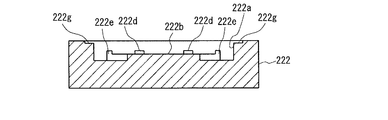
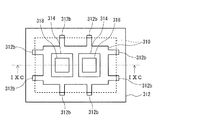
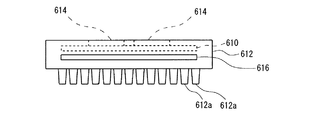
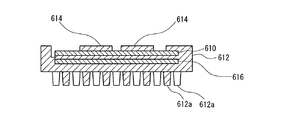
図6A〜図6Cは、本発明による金属−セラミックス接合基板の第2の実施の形態を示し、図7および図8A〜図8Eは、その金属−セラミックス接合基板を製造するために使用する鋳型を示している。
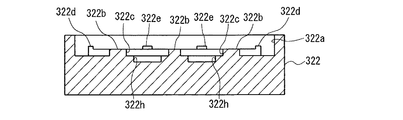
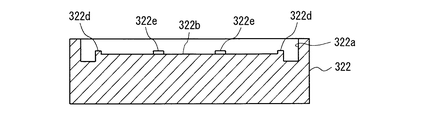
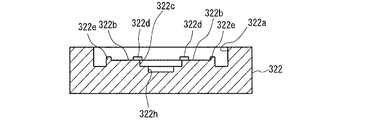
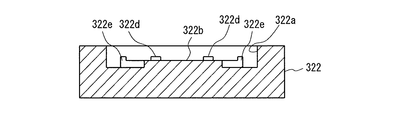
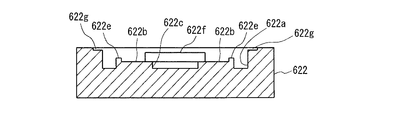
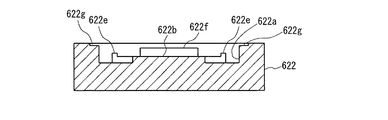
図9A〜図9Cは、本発明による金属−セラミックス接合基板の第3の実施の形態を示し、図10および図11A〜図11Eは、その金属−セラミックス接合基板を製造するために使用する鋳型を示している。
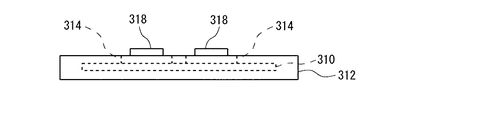
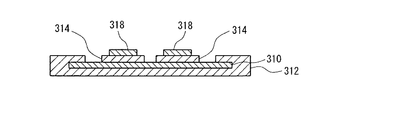
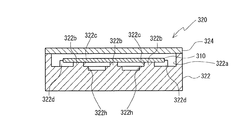
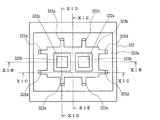
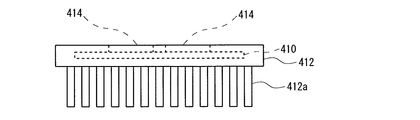
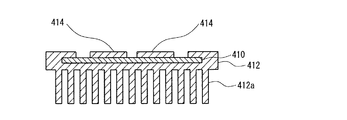
図12A〜図12Cは、本発明による金属−セラミックス接合基板の第4の実施の形態を示し、図13は、その金属−セラミックス接合基板を製造するために使用する鋳型を示している。
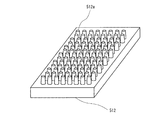
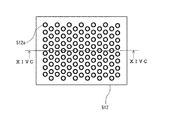
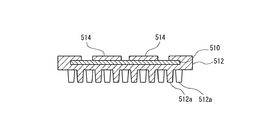
図14A〜図14Cは、本発明による金属−セラミックス接合基板の第5の実施の形態を示している。
長さ77mm×幅56mm×厚さ0.6mmのセラミックス基板としてのAlN板を、図2に示す鋳型20と同様の鋳型内に収容した後、鋳型内を窒素雰囲気にした状態で加熱し、アルミニウム溶湯をその表面の酸化膜を取り除きながら鋳型内に注湯し、その後、鋳型を冷却して溶湯を凝固させることによって、セラミックス基板の一方の面の周縁部(の幅1.5mmの部分)と側面および他方の面の全面に(長さ79mm、幅58mm、厚さ1.7mmの)ベース板が一体に形成されるとともに、このベース板(のセラミックスの一方の面の周縁部に形成された部分)から(2mm)離間してセラミックス基板の一方の面に長さ70mm×幅49mm×厚さ0.6mmの回路パターン用アルミニウム板が形成されたベース一体型の金属−セラミックス接合基板を作製した。なお、セラミックス基板の側面に形成されたベース板の幅(セラミックス基板の側面からベース板の側面までの距離)は1mm、他方の面に形成されたベース板の厚さは0.5mm、一方の面の周縁部に形成されたベース板の厚さは0.6mmであった。
セラミックス基板の一方の面の周縁部にベース板を形成しないで、セラミックス基板の一方の面側のベース板と回路パターン用アルミニウム板の間隔を3.5mmとした以外は、実施例1と同様の方法により、ベース一体型の金属−セラミックス接合基板を作製し、その反りを測定したところ、約+180μmであった。
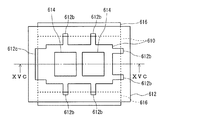
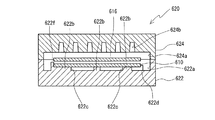
長さ71mm×幅72mm×厚さ0.6mmのセラミックス基板としてのAlN板と、長さ71mm×幅79mm×厚さ0.6mmの強化部材としてのAlN板を、図16に示す鋳型620と同様の鋳型内に収容した後、鋳型内を窒素雰囲気にした状態で加熱し、アルミニウム溶湯をその表面の酸化膜を取り除きながら鋳型内に注湯し、その後、鋳型を冷却して溶湯を凝固させることによって、セラミックス基板の一方の面の周縁部(の幅1mmの部分)と側面および他方の面の全面に(長さ98mm、幅78mm、厚さ4mmの)ベース板が一体に形成され、このベース板(のセラミックス基板の一方の面の周縁部に形成された部分)から(2mm)離間してセラミックス基板の一方の面に長さ65mm×幅66mm×厚さ0.4mmの回路パターン用アルミニウム板が形成されるとともに、ベース板の内部に強化部材がセラミックス基板から1.9mm離間して且つセラミックス基板と略平行に配置されたベース一体型の金属−セラミックス接合基板を作製した。なお、セラミックス基板の側面に形成されたベース板の幅(セラミックス基板の側面からベース板の側面までの距離)は長さ方向両端の側面では13.5mm、幅方向両端の側面では3mmであり、他方の面に形成された(内部に強化部材を含む)ベース板の厚さは3mm、一方の面の周縁部に形成されたベース板の厚さは0.4mmであった。また、ベース板の回路パターン用アルミニウム板と反対側の面に形成された柱状突起部(放熱ピン)の高さは8mm、直径は2mm、間隔は3mm、本数は525本であった。
セラミックス基板の一方の面の周縁部にベース板を形成しないで、セラミックス基板の一方の面側のベース板と回路パターン用アルミニウム板の間隔を3mmとした以外は、実施例2と同様の方法により、ベース一体型の金属−セラミックス接合基板を作製し、その反りを測定したところ、±100μmであり、反りの方向が安定しなかった。また、実施例2と同様の方法により、水冷ジャケットをねじ止めして水を流したところ、水漏れが発生した。
長さ70mm×幅71mm×厚さ0.6mmのセラミックス基板としてのAlN板と、長さ70mm×幅84mm×厚さ0.6mmの強化部材としてのAlN板を、図16に示す鋳型620と同様の鋳型内に収容した後、鋳型内を窒素雰囲気にした状態で加熱し、アルミニウム溶湯をその表面の酸化膜を取り除きながら鋳型内に注湯し、その後、鋳型を冷却して溶湯を凝固させることによって、セラミックス基板の一方の面の周縁(の幅0.4mmの部分)部と側面および他方の面の全面に(長さ98mm、幅81mm、厚さ3.9mmの)ベース板が一体に形成され、このベース板(のセラミックス基板の一方の面の周縁部に形成された部分)から(2mm)離間してセラミックス基板の一方の面に長さ65mm×幅66mm×厚さ0.6mmの回路パターン用アルミニウム板が形成されるとともに、ベース板の内部に強化部材がセラミックス基板から1.5mm離間して且つセラミックス基板と略平行に配置されたベース一体型の金属−セラミックス接合基板を作製した。なお、セラミックス基板の側面に形成されたベース板の幅(セラミックス基板の側面からベース板の側面までの距離)は長さ方向両端の側面では14mm、幅方向両端の側面では5mmであり、他方の面に形成された(内部に強化部材を含む)ベース板の厚さは2.7mm、一方の面の周縁部に形成されたベース板の厚さは0.6mmであった。また、ベース板の回路パターン用アルミニウム板と反対側の面に形成された柱状突起部(放熱ピン)の高さは8mm、直径は2mm、間隔は3mm、本数は525本であった。
長さ70mm×幅71mm×厚さ0.6mmのセラミックス基板としてのAlN板と、長さ70mm×幅84mm×厚さ0.6mmの強化部材としてのAlN板を、図7に示す鋳型220と同様の鋳型内に収容した後、鋳型内を窒素雰囲気にした状態で加熱し、アルミニウム溶湯をその表面の酸化膜を取り除きながら鋳型内に注湯し、その後、鋳型を冷却して溶湯を凝固させることによって、セラミックス基板の一方の面の周縁部(の幅0.4mmの部分)と側面および他方の面の全面に(長さ98mm、幅81mm、厚さ3.9mmの)ベース板が一体に形成され、このベース板(のセラミックス基板の一方の面の周縁部に形成された部分)から(2mm)離間してセラミックス基板の一方の面に長さ65mm×幅66mm×厚さ0.6mmの回路パターン用アルミニウム板が形成されるとともに、ベース板の内部に強化部材がセラミックス基板から1.5mm離間して且つセラミックス基板と略平行に配置されたベース一体型の金属−セラミックス接合基板を作製した。なお、セラミックス基板の側面に形成されたベース板の幅(セラミックス基板の側面からベース板の側面までの距離)は長さ方向両端の側面では14mm、幅方向両端の側面では5mmであり、他方の面に形成された(内部に強化部材を含む)ベース板の厚さは2.7mm、一方の面の周縁部に形成されたベース板の厚さは0.6mmであった。
12、212、312、412、512、612 ベース板
12b、212b、312b、412b、612b、612b 凹部
14、214、314、414、514、614 回路パターン用金属板
20、120、220、320、420、620 鋳型
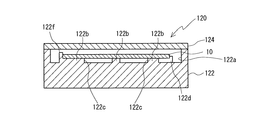
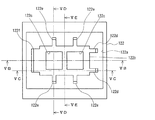
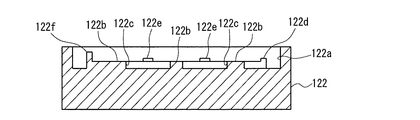
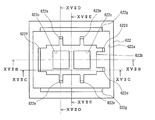
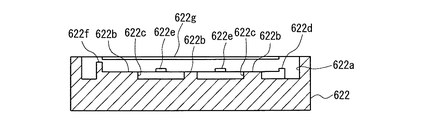
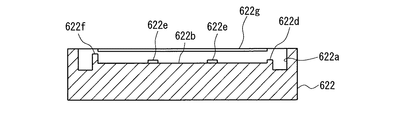
22、122、222、322、422、622 下側鋳型部材
22a、122a、222a、322a、422a、622a ベース板形成部
22b、122b、222b、322b、422b、622b 隆起部
22c、122c、222c、322c、422c、622c 凹部(回路パターン用金属板形成部)
22d、122d、222d、322d、422d、622d 長手方向基板支持部
22e、122e、222e、322e、622e、622e 幅方向基板支持部
24、124、224、324、424、624 上側鋳型部材
122f、622f 細長基板支持部
222g、622g 凹部(強化部材支持部)
224a、624a 凹部(ベース板形成部)
216、616 強化部材
318 電子部品
322h 凹部(電子部品収容部)
412a 板状フィン
424a 凹部(放熱フィン形成部)
512a、612a 柱状突起部
612c 凹部
624b 凹部(放熱ピン形成部)
Claims (15)
- 鋳型内にセラミックス基板を配置し、このセラミックス基板の両面の所定の部分に接触するようにアルミニウムまたはアルミニウム合金の溶湯を注湯した後に溶湯を冷却して固化させることにより、アルミニウムまたはアルミニウム合金からなるベース板を前記セラミックス基板の一方の面の周縁部と側面および他方の面の全面に形成して前記セラミックス基板に直接接合させるとともに、アルミニウムまたはアルミニウム合金からなる回路パターン用金属板を前記ベース板から離間して前記セラミックス基板の前記一方の面に形成して前記セラミックス基板に直接接合させることを特徴とする、金属−セラミックス接合基板の製造方法。
- 前記鋳型内に前記セラミックス基板を配置する際に、前記鋳型内に前記セラミックス基板と強化部材とを互いに離間して配置し、前記溶湯を注湯する際に、前記鋳型内の強化部材の略全面に前記溶湯を接触させ、前記ベース板を形成して前記セラミックス基板に直接接合させる際に、前記鋳型内の強化部材が前記ベース板に取り囲まれるように強化部材を前記ベース板に直接接合させることを特徴とする、請求項1に記載の金属−セラミックス接合基板の製造方法。
- 前記強化部材が、前記ベース板の材料より融点が高い金属またはセラミックス材料からなることを特徴とする、請求項2に記載の金属−セラミックス接合基板の製造方法。
- 前記鋳型が上側鋳型部材と下側鋳型部材とからなり、前記強化部材の端部が上側鋳型部材と下側部材に挟持されて前記強化部材が前記鋳型に支持され、下側鋳型部材の底面から突出して形成された複数の基板支持部に前記セラミックス基板の端部の底面および側面が当接して支持され、複数の基板支持部の少なくとも一つの前記セラミックス基板の端部の側面に当接する部分の上面が、複数の基板支持部に支持された前記セラミックス基板の上面より高くなっていることを特徴とする、請求項2または3に記載の金属−セラミックス接合基板の製造方法。
- 前記鋳型内に前記セラミックス基板を配置する際に、前記鋳型内に前記セラミックス基板と電子部品とを互いに離間して配置し、前記溶湯を注湯する際に、電子部品の一方の面に前記溶湯を接触させ、前記回路パターン用金属板を形成して前記セラミックス基板に直接接合させる際に、前記回路パターン用金属板に電子部品を直接接合させることを特徴とする、請求項1乃至4のいずれかに記載の金属−セラミックス接合基板の製造方法。
- 前記ベース板を形成して前記セラミックス基板に直接接合させる際に、前記ベース板の前記回路パターン用金属板と反対側の面に、互いに略平行に且つ一定の間隔で離間して配置された複数の板状フィンを前記ベース板と一体に形成することを特徴とする、請求項1乃至5のいずれかに記載の金属−セラミックス接合基板の製造方法。
- 前記ベース板を形成して前記セラミックス基板に直接接合させる際に、前記ベース板の前記回路パターン用金属板と反対側の面に、互いに離間して突出する多数の柱状突起部を前記ベース板と一体に形成することを特徴とする、請求項1乃至5のいずれかに記載の金属−セラミックス接合基板の製造方法。
- 前記ベース板および前記回路パターン用金属板を前記セラミックス基板に直接接合させた後、前記回路パターン用金属板の不要部分をエッチングにより除去して所望の回路パターンを形成することを特徴とする、請求項1乃至7のいずれかに記載の金属−セラミックス接合基板の製造方法。
- セラミックス基板と、このセラミックス基板の一方の面の周縁部と側面および他方の面の全面に直接接合したアルミニウムまたはアルミニウム合金からなるベース板と、このベース板から離間して前記セラミックス基板の前記一方の面に直接接合したアルミニウムまたはアルミニウム合金からなる回路パターン用金属板とを備えたことを特徴とする、金属−セラミックス接合基板。
- 前記ベース板の内部に、板状の強化部材が、前記セラミックス基板から離間して且つセラミックス基板と略平行に配置して、前記ベース板に直接接合していることを特徴とする、請求項9に記載の金属−セラミックス接合基板。
- 前記強化部材が、前記ベース板の材料より融点が高い金属またはセラミックス材料からなることを特徴とする、請求項10に記載の金属−セラミックス接合基板。
- 前記回路パターン用金属板の前記セラミックス基板と反対側の面に、電子部品が直接接合していることを特徴とする、請求項9乃至11のいずれかに記載の金属−セラミックス接合基板。
- 前記ベース板の前記セラミックス基板と反対側の面に、複数の板状フィンが、互いに略平行に且つ一定の間隔で離間して配置して、前記ベース板と一体に形成されていることを特徴とする、請求項9乃至12のいずれかに記載の金属−セラミックス接合基板。
- 前記ベース板の前記セラミックス基板と反対側の面に、互いに離間して突出する多数の柱状突起部が、前記ベース板と一体に形成されていることを特徴とする、請求項9乃至13のいずれかに記載の金属−セラミックス接合基板。
- 前記ベース板の前記セラミックス基板の側面に隣接した部分に、前記セラミックス基板の厚さより深い凹部が形成されていることを特徴とする、請求項9乃至14のいずれかに記載の金属−セラミックス接合基板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016121344A JP6799392B2 (ja) | 2016-06-20 | 2016-06-20 | 金属−セラミックス接合基板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016121344A JP6799392B2 (ja) | 2016-06-20 | 2016-06-20 | 金属−セラミックス接合基板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017228551A true JP2017228551A (ja) | 2017-12-28 |
| JP6799392B2 JP6799392B2 (ja) | 2020-12-16 |
Family
ID=60889350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016121344A Active JP6799392B2 (ja) | 2016-06-20 | 2016-06-20 | 金属−セラミックス接合基板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6799392B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020050548A (ja) * | 2018-09-27 | 2020-04-02 | Dowaメタルテック株式会社 | 金属−セラミックス接合基板およびその製造方法 |
| CN112563224A (zh) * | 2020-12-04 | 2021-03-26 | 合肥圣达电子科技实业有限公司 | 一种用于大功率半导体芯片散热的微通道装置 |
| WO2022209024A1 (ja) * | 2021-03-31 | 2022-10-06 | Dowaメタルテック株式会社 | 金属-セラミックス接合基板およびその製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229531A (ja) * | 2002-02-05 | 2003-08-15 | Sanyo Electric Co Ltd | 混成集積回路装置およびその製造方法 |
| JP2005072062A (ja) * | 2003-08-27 | 2005-03-17 | Dowa Mining Co Ltd | 電子部品搭載基板およびその製造方法 |
| JP2006156994A (ja) * | 2004-11-05 | 2006-06-15 | Dowa Mining Co Ltd | 電子部品搭載基板、その製造装置および製造方法 |
| WO2008123172A1 (ja) * | 2007-03-27 | 2008-10-16 | Ngk Insulators, Ltd. | ヒートスプレッダモジュール、ヒートシンク及びそれらの製法 |
| JP2009026957A (ja) * | 2007-07-19 | 2009-02-05 | Ngk Insulators Ltd | 絶縁フィン及びヒートシンク |
| JP2014082466A (ja) * | 2012-09-27 | 2014-05-08 | Dowa Metaltech Kk | 放熱板およびその製造方法 |
-
2016
- 2016-06-20 JP JP2016121344A patent/JP6799392B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003229531A (ja) * | 2002-02-05 | 2003-08-15 | Sanyo Electric Co Ltd | 混成集積回路装置およびその製造方法 |
| JP2005072062A (ja) * | 2003-08-27 | 2005-03-17 | Dowa Mining Co Ltd | 電子部品搭載基板およびその製造方法 |
| JP2006156994A (ja) * | 2004-11-05 | 2006-06-15 | Dowa Mining Co Ltd | 電子部品搭載基板、その製造装置および製造方法 |
| WO2008123172A1 (ja) * | 2007-03-27 | 2008-10-16 | Ngk Insulators, Ltd. | ヒートスプレッダモジュール、ヒートシンク及びそれらの製法 |
| JP2009026957A (ja) * | 2007-07-19 | 2009-02-05 | Ngk Insulators Ltd | 絶縁フィン及びヒートシンク |
| JP2014082466A (ja) * | 2012-09-27 | 2014-05-08 | Dowa Metaltech Kk | 放熱板およびその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020050548A (ja) * | 2018-09-27 | 2020-04-02 | Dowaメタルテック株式会社 | 金属−セラミックス接合基板およびその製造方法 |
| JP7157609B2 (ja) | 2018-09-27 | 2022-10-20 | Dowaメタルテック株式会社 | 金属-セラミックス接合基板およびその製造方法 |
| CN112563224A (zh) * | 2020-12-04 | 2021-03-26 | 合肥圣达电子科技实业有限公司 | 一种用于大功率半导体芯片散热的微通道装置 |
| WO2022209024A1 (ja) * | 2021-03-31 | 2022-10-06 | Dowaメタルテック株式会社 | 金属-セラミックス接合基板およびその製造方法 |
| JP2022157171A (ja) * | 2021-03-31 | 2022-10-14 | Dowaメタルテック株式会社 | 金属-セラミックス接合基板およびその製造方法 |
| JP7649183B2 (ja) | 2021-03-31 | 2025-03-19 | Dowaメタルテック株式会社 | 金属-セラミックス接合基板およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6799392B2 (ja) | 2020-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6224960B2 (ja) | 放熱板およびその製造方法 | |
| JP5837754B2 (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| JPH0325022B2 (ja) | ||
| JP5619437B2 (ja) | 金属−セラミックス接合基板の製造方法 | |
| JP5136748B2 (ja) | 素子の位置決め治具及び実装方法 | |
| JP2008218938A (ja) | 金属−セラミックス接合基板 | |
| JP6799392B2 (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| WO2018131583A1 (ja) | 金属-セラミックス接合基板及びその製造方法 | |
| JP4496404B2 (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| JP4806803B2 (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| US20200149829A1 (en) | Heatsink | |
| JP5389595B2 (ja) | 金属−セラミックス接合基板及びその製造方法 | |
| JP4565249B2 (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| US11983586B2 (en) | Ceramic circuit board, heat-dissipating member, and aluminum-diamond composite | |
| JP5631446B2 (ja) | 金属−セラミックス接合基板の製造方法 | |
| JP7157609B2 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP7769511B2 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP7267030B2 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP5380734B2 (ja) | アルミニウム接合部材 | |
| JP7796512B2 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP7769514B2 (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP3901109B2 (ja) | 放熱体の製造方法及び放熱体並びにこの放熱体を用いたパワーモジュール用基板及びパワーモジュール | |
| JPH10270614A (ja) | ヒートシンク及び半導体装置 | |
| JP2022157227A (ja) | 金属-セラミックス接合基板およびその製造方法 | |
| JP2004356303A (ja) | パワーモジュール用基板並びに放熱体及び放熱体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190531 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200323 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201117 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6799392 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |