JP2017196648A - 摩擦攪拌接合装置 - Google Patents
摩擦攪拌接合装置 Download PDFInfo
- Publication number
- JP2017196648A JP2017196648A JP2016090487A JP2016090487A JP2017196648A JP 2017196648 A JP2017196648 A JP 2017196648A JP 2016090487 A JP2016090487 A JP 2016090487A JP 2016090487 A JP2016090487 A JP 2016090487A JP 2017196648 A JP2017196648 A JP 2017196648A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- refrigerant
- joining
- friction stir
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/123—Controlling or monitoring the welding process
- B23K20/1235—Controlling or monitoring the welding process with temperature control during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/26—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/003—Cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/14—Methods or arrangements for maintaining a constant temperature in parts of machine tools
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D17/00—Arrangements for circulating cooling fluids; Arrangements for circulating gas, e.g. air, within refrigerated spaces
- F25D17/02—Arrangements for circulating cooling fluids; Arrangements for circulating gas, e.g. air, within refrigerated spaces for circulating liquids, e.g. brine
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Auxiliary Devices For Machine Tools (AREA)
Abstract
【解決手段】被接合部材に当接しつつ回転し、被接合部材に塑性流動現象を生じさせる接合ツール(1)と、接合ツール(1)を把持し、接合ツール(1)とともに回転するツールホルダ(2)と、ツールホルダ(2)に形成され、接合ツール(1)に対して冷媒を供給する供給路(202,203,204,252)と、を設けた。
【選択図】図2
Description
この発明は上述した事情に鑑みてなされたものであり、接合ツールの摩耗や破損を抑制しつつ、適切な摩擦攪拌接合を実現できる摩擦攪拌接合装置および接合ツールを提供することを目的とする。
被接合部材に当接しつつ回転し、前記被接合部材に塑性流動現象を生じさせる接合ツールと、
前記接合ツールを把持し、前記接合ツールとともに回転するツールホルダと、
前記ツールホルダに形成され、前記接合ツールに対して冷媒を供給する供給路と、
を有することを特徴とする。
以下、本発明の実施形態について、図面を参照して詳細に説明する。なお、各図面において、共通する構成要素には同一の符号を付し、重複した説明を省略する。
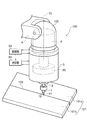
図1は、本発明の一実施形態に係るFSW装置100(摩擦攪拌接合装置)の斜視図である。図1に示すように、FSW装置100は、装置本体部105と、制御部50と、冷却部60とを有している。また装置本体部105は、突起部11を備えた接合ツール1と、接合ツール1を保持するツールホルダ2と、ツールホルダ2を回転可能に保持するハウジング3とを有している。ここで、ハウジング3は円筒状の容器であり、その内部には、主軸CLを中心に略円柱状のツールホルダ2を回転させる主軸モータ6等が収納されている。また、主軸CLは、略円柱状のツールホルダ2の中心軸を指す。
次に、図2は、装置本体部105の要部の断面図である。すなわち、図1において、接合ツール1、ツールホルダ2および支持部30を主軸CLに沿って切断すると、図2に示すようになる。なお、ツールホルダ2は、様々な方向に向くことができるが、ここでは図2における紙面上方を「上」と呼び、紙面下方を「下」と呼ぶ。
図2において支持部30は、略円筒状に形成されており、その上下端の内面には、ベアリング302,312が装着されている。これにより、支持部30は、ツールホルダ2を回動自在に支持する。
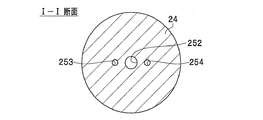
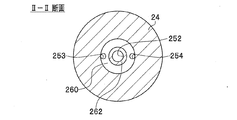
図3に示すように、I−I断面では、供給路252および回収路253,254は、断面円形の流路である。また、図4に示すように、II−II断面では、回収路253,254は、回収路260に連通し、供給路252の周囲は円筒状突出部262になっている。
また、円筒状突出部262は、本体部10の上端側に冷媒を噴出する。冷却媒体は、供給路203(204)から供給され、本体部10の冷却に寄与した後、回収路213(214)を介して回収される。本体部10の上端に凹部112を形成し、凹部112に向かって冷媒を噴出することで突起部11の冷却効果を高めるとともに、冷却媒体を滞留させてもよい。その場合、この凹部112に円筒状突出部262を遊挿する形状としてもよい。なお、凹部112の深さは、目標とする冷却効果に基づき予め設定した深さとするが、有意な冷却効果を得るために5mm以上にすることが好ましく、10mm以上にすることがより好ましい。
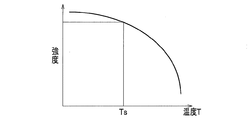
図5は、接合ツール1の強度特性図である。
図5に示されるように、接合ツール1の強度は、接合ツール1の温度(ツール温度T)が高くなるほど弱くなる。ここで、温度上昇に対して強度が急峻に落ち始める温度を「目標上限温度TS」と呼ぶ。なお、目標上限温度TSは、特に厳密な定義が定められているわけではない。接合ツール1の強度特性および目標上限温度TSは、接合ツール1の材質によって定まる。但し、強度特性のカーブの形状は、接合ツール1の材質に関わらず、概ね共通しており、図5に示したような形状になる。
図6は、本実施形態によるFSW装置100の制御系統のブロック図である。
図6において、冷却部60は、冷媒タンク62と、ポンプ64と、冷却器66とを有している。冷媒タンク62は冷媒を貯蔵し、冷却器66は、冷媒タンク62内の冷媒を冷却し、所定温度範囲に保持する。ポンプ64は、往き配管41を介して、冷媒を装置本体部105に供給し、冷媒を流通させる。また、装置本体部105において昇温された冷媒は、戻り配管42を介して冷媒タンク62に回収される。なお、図示の例では、ポンプ64を往き配管41に設けたが、戻り配管42に設けてもよく、双方の配管41,42に設けてもよい。
図7は、本実施形態における接合ツール1のツール温度Tの推移例を示す図である。
図7において、突起部11(図1参照)が被接合部材101a,101bの表面に接触し、圧入され、ツールショルダ部12が同表面に接触する時刻をt1とする。この時刻t1まで、温度センサ114(図2参照)によって計測されるツール温度Tは、ほとんど上昇していない。時刻t1以降、ツールショルダ部12が回転しつつ被接合部材101a,101b表面に接触し続けることにより、摩擦熱が生じ続け、ツール温度Tが上昇してゆく。
本発明は上述した実施形態に限定されるものではなく、種々の変形が可能である。上述した実施形態は本発明を理解しやすく説明するために例示したものであり、必ずしも説明した全ての構成を備えるものに限定されるものではない。また、ある実施形態の構成の一部を他の実施形態の構成に置き換えることが可能であり、また、ある実施形態の構成に他の実施形態の構成を加えることも可能である。また、各実施形態の構成の一部について削除し、若しくは他の構成の追加・置換をすることが可能である。上記実施形態に対して可能な変形は、例えば以下のようなものである。
2 ツールホルダ
10 本体部
11 突起部
30 支持部
50 制御部
60 冷却部
62 冷媒タンク
64 ポンプ
66 冷却器
100 FSW装置(摩擦攪拌接合装置)
101a,101b 被接合部材
105 装置本体部
112 凹部
114 温度センサ
202,203,204,252 供給路
213,214,253,254 回収路
L1 環状流路(第1の環状流路)
L2 環状流路(第2の環状流路)
この発明は上述した事情に鑑みてなされたものであり、接合ツールの摩耗や破損を抑制しつつ、適切な摩擦攪拌接合を実現できる摩擦攪拌接合装置を提供することを目的とする。
Claims (9)
- 被接合部材に当接しつつ回転し、前記被接合部材に塑性流動現象を生じさせる接合ツールと、
前記接合ツールを把持し、前記接合ツールとともに回転するツールホルダと、
前記ツールホルダに形成され、前記接合ツールに対して冷媒を供給する供給路と、
を有することを特徴とする摩擦攪拌接合装置。 - 前記ツールホルダに形成され、前記接合ツールから前記冷媒を回収する回収路と、
前記回収路から回収された前記冷媒を冷却して前記供給路に戻す冷却部と、
をさらに有することを特徴とする請求項1に記載の摩擦攪拌接合装置。 - 前記ツールホルダを回動自在に支持する支持部
をさらに有し、
前記ツールホルダと前記支持部との対向部には第1の環状流路と第2の環状流路とが形成され、
前記供給路は前記第1の環状流路に連通し、
前記回収路は前記第2の環状流路に連通し、
前記冷却部は、前記第1の環状流路に前記冷媒を供給するとともに、前記第2の環状流路から前記冷媒を回収する
ことを特徴とする請求項2に記載の摩擦攪拌接合装置。 - 前記冷却部は、
前記冷媒を貯蔵する冷媒タンクと、
前記冷媒を流通させるポンプと、
前記冷媒タンク内の前記冷媒を冷却する冷却器と、
を有することを特徴とする請求項3に記載の摩擦攪拌接合装置。 - 前記接合ツールに設けられた温度センサと、
前記温度センサによって検出されたツール温度に基づいて、前記ポンプによる前記冷媒の吐出速度を制御する制御部と、
をさらに有することを特徴とする請求項4に記載の摩擦攪拌接合装置。 - 前記制御部は、前記ツール温度が所定の目標温度以上であることを条件として、前記ポンプを駆動する
ことを特徴とする請求項5に記載の摩擦攪拌接合装置。 - 前記制御部は、前記ツール温度が高くなるほど前記ポンプによる前記冷媒の吐出速度が高くなるように、前記ポンプを制御する
ことを特徴とする請求項6に記載の摩擦攪拌接合装置。 - 前記接合ツールは、
柱体状に形成された本体部と、
前記本体部の一端に形成された突起部と、
前記本体部の他端に形成された凹部と
を有する
ことを特徴とする請求項1に記載の摩擦攪拌接合装置。 - 柱体状に形成された本体部と、
前記本体部の一端に形成された突起部と、
前記本体部の他端に形成された凹部と
を有し、
被接合部材に当接しつつ回転した場合に、前記被接合部材に塑性流動現象を生じさせる
ことを特徴とする接合ツール。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090487A JP6143915B1 (ja) | 2016-04-28 | 2016-04-28 | 摩擦攪拌接合装置 |
| EP17789554.7A EP3450079B1 (en) | 2016-04-28 | 2017-04-25 | Friction stir welding device |
| KR1020187030724A KR102109654B1 (ko) | 2016-04-28 | 2017-04-25 | 마찰 교반 접합 장치 |
| CN201780025184.9A CN109070263B (zh) | 2016-04-28 | 2017-04-25 | 摩擦搅拌接合装置 |
| US16/097,003 US10421150B2 (en) | 2016-04-28 | 2017-04-25 | Friction stir welding device |
| PCT/JP2017/016424 WO2017188272A1 (ja) | 2016-04-28 | 2017-04-25 | 摩擦攪拌接合装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016090487A JP6143915B1 (ja) | 2016-04-28 | 2016-04-28 | 摩擦攪拌接合装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6143915B1 JP6143915B1 (ja) | 2017-06-07 |
| JP2017196648A true JP2017196648A (ja) | 2017-11-02 |
Family
ID=59012158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016090487A Active JP6143915B1 (ja) | 2016-04-28 | 2016-04-28 | 摩擦攪拌接合装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10421150B2 (ja) |
| EP (1) | EP3450079B1 (ja) |
| JP (1) | JP6143915B1 (ja) |
| KR (1) | KR102109654B1 (ja) |
| CN (1) | CN109070263B (ja) |
| WO (1) | WO2017188272A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11549157B2 (en) * | 2017-07-19 | 2023-01-10 | Shiv Nadar University | Method for modifying surface grain structure of the material and apparatus thereof |
| EP3450081B1 (en) * | 2017-08-30 | 2023-10-04 | Mazak Corporation | Friction stir welding tool, a friction stir welding system and the usage thereof |
| JP6232520B1 (ja) * | 2017-08-31 | 2017-11-15 | 株式会社日立パワーソリューションズ | 摩擦攪拌接合装置、摩擦攪拌接合システム、摩擦攪拌接合制御方法および摩擦攪拌接合用接合ツール |
| CN109202262B (zh) * | 2017-09-07 | 2020-12-25 | 中国航空制造技术研究院 | 一种搅拌摩擦焊接的搅拌头水冷却结构及冷却方法 |
| DE102020200472A1 (de) * | 2019-06-13 | 2020-12-17 | Sms Group Gmbh | Fixieren eines Bandendabschnitts eines Metallbandcoils an einer benachbarten Bandwicklung |
| CN111375886A (zh) * | 2020-03-30 | 2020-07-07 | 南昌航空大学 | 一种摩擦焊用搅拌头的冷却装置 |
| KR102265585B1 (ko) * | 2020-06-30 | 2021-06-15 | 안동대학교 산학협력단 | 프로브 길이와 숄더 홈 깊이 조절이 가능한 마찰교반용접 툴 |
| TWI765735B (zh) * | 2020-09-14 | 2022-05-21 | 國立中正大學 | 具有冷卻系統的摩擦攪拌焊接頭及焊接刀把 |
| FR3122110B1 (fr) * | 2021-04-22 | 2023-07-21 | Inst Maupertuis | Electrobroche équipée d’un circuit de refroidissement |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02139049U (ja) * | 1989-04-26 | 1990-11-20 | ||
| JPH1110367A (ja) * | 1997-06-26 | 1999-01-19 | Showa Alum Corp | 摩擦撹拌接合方法 |
| JP2000287410A (ja) * | 1999-03-30 | 2000-10-13 | Okamoto Machine Tool Works Ltd | モ−タ−の冷却液温度管理方法 |
| JP2003236681A (ja) * | 2001-12-26 | 2003-08-26 | Boeing Co:The | 構造アセンブリ、構造アセンブリの製造方法、および摩擦攪拌溶接装置および方法 |
| JP3530342B2 (ja) * | 1996-05-31 | 2004-05-24 | ザ・ボーイング・カンパニー | 摩擦スター溶接方法 |
| JP2005506205A (ja) * | 2001-10-23 | 2005-03-03 | スヴェンスク ケルンブレンスレハンテリング アクチボラゲット | 摩擦攪拌溶接方法 |
| JP2007130646A (ja) * | 2005-11-08 | 2007-05-31 | Honda Motor Co Ltd | 摩擦攪拌接合方法及び摩擦攪拌接合用ツール |
| JP2012101690A (ja) * | 2010-11-10 | 2012-05-31 | Isuzu Motors Ltd | ダッシュボード冷却システム |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51110455A (en) * | 1975-03-25 | 1976-09-30 | Maruma Tractor & Equip | Junkatsuzaifunyugatatoratsukurinkuno nikumoryosetsuhoho oyobi sonoreikyakuhogosochi |
| DE10139687C1 (de) * | 2001-08-11 | 2003-02-20 | Eads Deutschland Gmbh | Reibrührwerkzeug zum Reibschweißen |
| US6776328B2 (en) * | 2002-09-17 | 2004-08-17 | The Boeing Company | Radiation assisted friction welding |
| US7121448B2 (en) * | 2003-08-29 | 2006-10-17 | General Electric Company | Friction stir welding apparatus and associated thermal management systems and methods |
| CN100531876C (zh) * | 2005-06-30 | 2009-08-26 | 关西涂料株式会社 | 搅拌装置、循环清洁装置以及循环管线系统 |
| DE102005032170A1 (de) * | 2005-07-09 | 2007-01-11 | Technische Universität Ilmenau | Rührreibschweißwerkzeug und Verfahren und Anordnung zur online-Kontrolle eines Rührreibschweißprozesses |
| ITBO20060415A1 (it) * | 2006-05-26 | 2007-11-27 | Pei Protezioni Elaborazioni | Dispositivo aspirante per macchine utensili, di saldatura, operatrici e simili |
| JP5548530B2 (ja) * | 2010-06-15 | 2014-07-16 | 東芝機械株式会社 | 工具、および工作機械 |
| JP5521241B2 (ja) * | 2010-09-03 | 2014-06-11 | 三菱日立製鉄機械株式会社 | 摩擦攪拌接合システムおよび摩擦攪拌接合方法 |
| JP2013542076A (ja) * | 2010-09-23 | 2013-11-21 | テクナラ エフエスダブリュ カンパニー, エルエルシー | 高速摩擦スポット接合ツールを保持する方法 |
| KR101230359B1 (ko) * | 2010-11-22 | 2013-02-21 | 주식회사 윈젠 | 마찰교반용접용 회전 공구 |
| JP5461476B2 (ja) * | 2011-05-27 | 2014-04-02 | 三菱重工業株式会社 | 摩擦攪拌接合装置 |
| CN103480963B (zh) * | 2013-09-27 | 2015-08-19 | 重庆市科学技术研究院 | 搅拌摩擦焊机 |
| JP5883978B1 (ja) | 2015-08-06 | 2016-03-15 | 株式会社日立パワーソリューションズ | 摩擦攪拌接合装置および摩擦攪拌接合制御方法 |
-
2016
- 2016-04-28 JP JP2016090487A patent/JP6143915B1/ja active Active
-
2017
- 2017-04-25 US US16/097,003 patent/US10421150B2/en active Active
- 2017-04-25 KR KR1020187030724A patent/KR102109654B1/ko active IP Right Grant
- 2017-04-25 EP EP17789554.7A patent/EP3450079B1/en active Active
- 2017-04-25 CN CN201780025184.9A patent/CN109070263B/zh active Active
- 2017-04-25 WO PCT/JP2017/016424 patent/WO2017188272A1/ja active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02139049U (ja) * | 1989-04-26 | 1990-11-20 | ||
| JP3530342B2 (ja) * | 1996-05-31 | 2004-05-24 | ザ・ボーイング・カンパニー | 摩擦スター溶接方法 |
| JPH1110367A (ja) * | 1997-06-26 | 1999-01-19 | Showa Alum Corp | 摩擦撹拌接合方法 |
| JP2000287410A (ja) * | 1999-03-30 | 2000-10-13 | Okamoto Machine Tool Works Ltd | モ−タ−の冷却液温度管理方法 |
| JP2005506205A (ja) * | 2001-10-23 | 2005-03-03 | スヴェンスク ケルンブレンスレハンテリング アクチボラゲット | 摩擦攪拌溶接方法 |
| JP2003236681A (ja) * | 2001-12-26 | 2003-08-26 | Boeing Co:The | 構造アセンブリ、構造アセンブリの製造方法、および摩擦攪拌溶接装置および方法 |
| JP2007130646A (ja) * | 2005-11-08 | 2007-05-31 | Honda Motor Co Ltd | 摩擦攪拌接合方法及び摩擦攪拌接合用ツール |
| JP2012101690A (ja) * | 2010-11-10 | 2012-05-31 | Isuzu Motors Ltd | ダッシュボード冷却システム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN109070263B (zh) | 2021-06-08 |
| EP3450079A4 (en) | 2019-12-25 |
| EP3450079B1 (en) | 2022-06-22 |
| JP6143915B1 (ja) | 2017-06-07 |
| CN109070263A (zh) | 2018-12-21 |
| EP3450079A1 (en) | 2019-03-06 |
| KR20180125559A (ko) | 2018-11-23 |
| US10421150B2 (en) | 2019-09-24 |
| KR102109654B1 (ko) | 2020-05-12 |
| WO2017188272A1 (ja) | 2017-11-02 |
| US20190126385A1 (en) | 2019-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6143915B1 (ja) | 摩擦攪拌接合装置 | |
| JP5548530B2 (ja) | 工具、および工作機械 | |
| JP2011156597A (ja) | 中ぐり盤の主軸装置 | |
| US8128323B2 (en) | Driven tool assembly | |
| US11130193B2 (en) | Friction stir welding tool and friction stir welder | |
| JP2016215343A (ja) | 清掃手段を備えた工作機械 | |
| JP4948943B2 (ja) | 潤滑構造を備えた回転工具タレット | |
| SE522075C2 (sv) | Förfarande för friktionsomröringssvetsning | |
| WO2018179280A1 (ja) | 主軸装置 | |
| CA2922790C (en) | Apparatus for friction stir welding with a shoulder comprising first and second through holes | |
| JP2009154225A (ja) | 加工装置 | |
| JP2017170603A (ja) | 工具ホルダおよび工作機械 | |
| JP2005034964A (ja) | 工具ホルダ | |
| JP2007190636A (ja) | スピンドルホルダ及び工作機械 | |
| JP2011235403A (ja) | 工作機械の軸装置 | |
| JP2010234411A (ja) | ポジショナー、及びポジショナー用治具 | |
| JP2836153B2 (ja) | 工作機械の主軸冷却装置 | |
| CN211101630U (zh) | 具冷却结构的加工机主轴 | |
| JP2000074173A (ja) | 送りねじの冷却装置 | |
| JP2005177964A (ja) | 主軸装置 | |
| JP7422794B2 (ja) | 工作機械のテーブル装置 | |
| JP5012671B2 (ja) | 加工装置 | |
| JP5212790B2 (ja) | 密閉形チャック | |
| JP4941251B2 (ja) | 工具ホルダ | |
| JPH1119848A (ja) | 工作機械の主軸台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170306 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170418 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170509 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6143915 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |