JP2017124580A - ゴム物品用モールドの製造方法及びゴム物品用モールド - Google Patents
ゴム物品用モールドの製造方法及びゴム物品用モールド Download PDFInfo
- Publication number
- JP2017124580A JP2017124580A JP2016006346A JP2016006346A JP2017124580A JP 2017124580 A JP2017124580 A JP 2017124580A JP 2016006346 A JP2016006346 A JP 2016006346A JP 2016006346 A JP2016006346 A JP 2016006346A JP 2017124580 A JP2017124580 A JP 2017124580A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molding
- tire
- slit vent
- thin portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 15
- 238000000465 moulding Methods 0.000 claims abstract description 164
- 238000004519 manufacturing process Methods 0.000 claims description 24
- 238000012545 processing Methods 0.000 description 16
- 238000007493 shaping process Methods 0.000 description 13
- 239000000843 powder Substances 0.000 description 10
- 238000005520 cutting process Methods 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 7
- 238000007747 plating Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 239000006061 abrasive grain Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005323 electroforming Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910001240 Maraging steel Inorganic materials 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000010068 moulding (rubber) Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/10—Moulds or cores; Details thereof or accessories therefor with incorporated venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/40—Plastics, e.g. foam or rubber
- B29C33/405—Elastomers, e.g. rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0662—Accessories, details or auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0617—Venting devices, e.g. vent plugs or inserts
Abstract
Description
しかしながら、特許文献1に記載された従来の金型では、スリットベントをピース金型の間の部分だけにしか形成できず、ピース金型自体にスリットベントを形成するのは困難である。
また、本発明は、成形面でゴム物品に接触してゴム物品を成形する成形部材を備えたゴム物品用モールドである。成形部材は、他の部分よりも薄い薄肉部と、薄肉部を貫通して成形面に開口するスリットベントを有する。
本実施形態のゴム物品用モールドは、ゴム成形用モールドであり、本実施形態のゴム物品用モールドの製造方法により製造される。ゴム物品用モールドは、ゴム物品の成形装置に設けられて、ゴム物品(ゴム製の物品)を成形する。
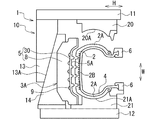
図1、図2は、第1実施形態のゴム物品の成形装置(タイヤ成形装置1)を示す断面図であり、タイヤ2の幅方向(タイヤ幅方向W)に切断したタイヤ成形装置1及びタイヤ2を示している。また、図1は、閉じた状態のタイヤ成形装置1の一部を示し、図2は、開いた状態のタイヤ成形装置1の一部を示している。
図示のように、タイヤ成形装置1は、タイヤ2を収容するリング状のモールド3Aと、膨張可能なブラダ4と、モールド3Aを開閉する開閉機構10を備えている。タイヤ成形装置1は、モールド3A内のタイヤ2を加熱して加硫するとともに、モールド3Aによりタイヤ2を成形する。
図示のように、複数の分割位置Pのそれぞれで、複数の分割モールド5が分割されて、分割モールド5の分割面5Bが対向する。分割面5Bは、成形部材30と支持部材8のモールド周方向Sの端部に位置する端面であり、平滑な平面に形成されている。複数の分割モールド5は、分割された状態から、分割面5Bを密着させてリング状に組み合わされ、所定の型締め力で型締めされる。モールド3Aは、型締めされた複数の分割モールド5により、タイヤ2を加熱しつつ成形する。
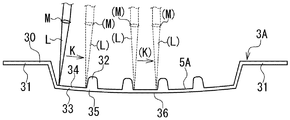
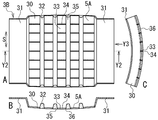
図示のように、成形部材30は、支持部材8に固定される一対の固定部31と、成形面5Aに設けられた複数の突起32と、成形部材30内で相対的に薄い薄肉部33と、複数のスリットベント34を有する。突起32は、タイヤ2に溝を成形する溝成形部であり、成形面5Aに、タイヤ2の溝に対応する形状に形成されている。
図示のように、成形面5A側から成形部材30の薄肉部33を加工して、薄肉部33にスリットベント34を形成する。スリットベント34は、薄肉部33を貫通して、成形面5Aに開口する。ここでは、レーザー光Lを用いたレーザー加工により、スリットベント34を薄肉部33に直接加工する。スリットベント34の形成時には、レーザー加工機により、レーザー光Lを発生して、成形部材30の成形面5Aにレーザー光Lを照射する。
図6は、第2実施形態のモールド3Bの成形部材30を示す図であり、図4と同様に、成形部材30を示している。
図示のように、第2実施形態のモールド3Bでは、厚肉部35は、成形部材30の突起32の部分であり、薄肉部33は、成形部材30の突起32以外の部分である。薄肉部33は、成形部材30の他の部分(突起32の部分)よりも薄く、突起32は、成形面5Aにおいて、薄肉部33に対して突出する。成形部材30の背面36においては、薄肉部33と厚肉部35は、滑らかに連続して、平滑面をなす。
図7は、第3実施形態のモールド3Cの成形部材30を示す図であり、図4と同様に、成形部材30を示している。図8は、第3実施形態におけるスリットベント34のスリット加工を示す模式図であり、図5と同様に成形部材30を示している。
図示のように、第3実施形態のモールド3Cは、第1実施形態のモールド3Aの成形部材30(図4参照)と同じ成形部材30を備えている。成形部材30のスリットベント34を形成する部分(薄肉部33)を成形部材30の他の部分(厚肉部35)よりも薄くして、薄肉部33を有する成形部材30を形成する。続いて、成形面5Aの反対面(背面36)側から成形部材30の薄肉部33を加工して、スリットベント34を形成する。
図9は、第4実施形態のモールド3Dの成形部材30を示す図であり、図4と同様に、成形部材30を示している。
図示のように、第4実施形態のモールド3Dは、第2実施形態のモールド3Bの成形部材30(図6参照)と同じ成形部材30を備えている。薄肉部33を有する成形部材30を形成した後、第3実施形態のモールド3C(図8参照)と同様に、レーザー加工により、背面36側から成形部材30を加工して、成形部材30の薄肉部33にスリットベント34を形成する。第4実施形態のモールド3Dでは、第2実施形態のモールド3B及び第3実施形態のモールド3Cと同様の効果が得られる。
図10は、第5実施形態のモールド3Eの成形部材30を示す図であり、図4と同様に、成形部材30を示している。
図示のように、第5実施形態のモールド3Eは、第2実施形態のモールド3Bの成形部材30(図6参照)と同じ成形部材30を備えている。薄肉部33を有する成形部材30を形成した後、切削加工(例えば、エンドミル加工)により、背面36側から成形部材30を加工して、成形部材30の薄肉部33にスリットベント34を形成する。
本発明の効果を確認するため、以上説明した製造方法によりモールドを製造して、モールドによりタイヤ2を成形した。試験では、第1実施形態のモールド3Aの製造方法と第3実施形態のモールド3Cの製造方法により、それぞれ成形部材30を製造した。
Claims (4)
- 成形面でゴム物品に接触してゴム物品を成形する成形部材を備えるゴム物品用モールドの製造方法であって、
成形部材のスリットベントを形成する部分を成形部材の他の部分よりも薄くして、薄肉部を有する成形部材を形成する工程と、
成形部材の薄肉部に、薄肉部を貫通して成形面に開口するスリットベントを形成する工程と、
を有するゴム物品用モールドの製造方法。 - 請求項1に記載されたゴム物品用モールドの製造方法において、
スリットベントを形成する工程は、成形面側から成形部材の薄肉部を加工してスリットベントを形成するゴム物品用モールドの製造方法。 - 請求項1に記載されたゴム物品用モールドの製造方法において、
スリットベントを形成する工程は、成形面の反対面側から成形部材を加工して成形部材の薄肉部にスリットベントを形成するゴム物品用モールドの製造方法。 - 成形面でゴム物品に接触してゴム物品を成形する成形部材を備えたゴム物品用モールドであって、
成形部材は、他の部分よりも薄い薄肉部と、薄肉部を貫通して成形面に開口するスリットベントを有するゴム物品用モールド。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006346A JP6734652B2 (ja) | 2016-01-15 | 2016-01-15 | ゴム物品用モールドの製造方法 |
| CN201680078835.6A CN108472832B (zh) | 2016-01-15 | 2016-12-08 | 橡胶物品用模具的制造方法及橡胶物品用模具 |
| EP16885075.8A EP3403802B1 (en) | 2016-01-15 | 2016-12-08 | Method for producing mold for rubber articles |
| US16/060,190 US20180354160A1 (en) | 2016-01-15 | 2016-12-08 | Method for manufacturing mold for rubber article, and mold for rubber article |
| PCT/JP2016/086629 WO2017122472A1 (ja) | 2016-01-15 | 2016-12-08 | ゴム物品用モールドの製造方法及びゴム物品用モールド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006346A JP6734652B2 (ja) | 2016-01-15 | 2016-01-15 | ゴム物品用モールドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017124580A true JP2017124580A (ja) | 2017-07-20 |
| JP6734652B2 JP6734652B2 (ja) | 2020-08-05 |
Family
ID=59311180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016006346A Active JP6734652B2 (ja) | 2016-01-15 | 2016-01-15 | ゴム物品用モールドの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180354160A1 (ja) |
| EP (1) | EP3403802B1 (ja) |
| JP (1) | JP6734652B2 (ja) |
| CN (1) | CN108472832B (ja) |
| WO (1) | WO2017122472A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11007735B2 (en) | 2019-08-08 | 2021-05-18 | The Goodyear Tire & Rubber Company | Tire mold |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11300746A (ja) * | 1998-04-24 | 1999-11-02 | Yokohama Rubber Co Ltd:The | タイヤ成形用金型及びその製造方法 |
| JP2001300746A (ja) * | 2000-04-26 | 2001-10-30 | Sunx Ltd | レーザマーキング装置 |
| JP2002301907A (ja) * | 2001-04-06 | 2002-10-15 | Ohtsu Tire & Rubber Co Ltd :The | 空気入りタイヤ及びその加硫成形用金型 |
| WO2003099535A1 (fr) * | 2002-05-23 | 2003-12-04 | Kabushiki Kaisha Bridgestone | Piece destinee a un moule a pneumatique, procede de production de la piece, moule a pneumatique de type a piece et procede de production du moule a pneumatique de type a piece |
| JP2005305921A (ja) * | 2004-04-23 | 2005-11-04 | Sumitomo Rubber Ind Ltd | 成形金型 |
| JP2015202579A (ja) * | 2014-04-11 | 2015-11-16 | 株式会社ブリヂストン | タイヤ加硫用金型およびタイヤの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6824378B2 (en) * | 2002-05-31 | 2004-11-30 | 3M Innovative Properties Company | Microreplication tool with gas release features |
| JP2006334872A (ja) * | 2005-06-01 | 2006-12-14 | Bridgestone Corp | タイヤ加硫金型 |
| CN100469548C (zh) * | 2005-12-27 | 2009-03-18 | 蒋国华 | 子午胎胎面无气孔模具 |
| JP4676509B2 (ja) * | 2008-05-02 | 2011-04-27 | 住友ゴム工業株式会社 | タイヤ用モールド |
| EP3130439B1 (en) * | 2014-04-11 | 2019-08-07 | Bridgestone Corporation | Mold for rubber article, method for producing tire, and tire |
-
2016
- 2016-01-15 JP JP2016006346A patent/JP6734652B2/ja active Active
- 2016-12-08 US US16/060,190 patent/US20180354160A1/en not_active Abandoned
- 2016-12-08 WO PCT/JP2016/086629 patent/WO2017122472A1/ja active Application Filing
- 2016-12-08 CN CN201680078835.6A patent/CN108472832B/zh active Active
- 2016-12-08 EP EP16885075.8A patent/EP3403802B1/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11300746A (ja) * | 1998-04-24 | 1999-11-02 | Yokohama Rubber Co Ltd:The | タイヤ成形用金型及びその製造方法 |
| JP2001300746A (ja) * | 2000-04-26 | 2001-10-30 | Sunx Ltd | レーザマーキング装置 |
| JP2002301907A (ja) * | 2001-04-06 | 2002-10-15 | Ohtsu Tire & Rubber Co Ltd :The | 空気入りタイヤ及びその加硫成形用金型 |
| WO2003099535A1 (fr) * | 2002-05-23 | 2003-12-04 | Kabushiki Kaisha Bridgestone | Piece destinee a un moule a pneumatique, procede de production de la piece, moule a pneumatique de type a piece et procede de production du moule a pneumatique de type a piece |
| JP2005305921A (ja) * | 2004-04-23 | 2005-11-04 | Sumitomo Rubber Ind Ltd | 成形金型 |
| JP2015202579A (ja) * | 2014-04-11 | 2015-11-16 | 株式会社ブリヂストン | タイヤ加硫用金型およびタイヤの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180354160A1 (en) | 2018-12-13 |
| CN108472832B (zh) | 2020-07-21 |
| JP6734652B2 (ja) | 2020-08-05 |
| EP3403802B1 (en) | 2020-04-08 |
| EP3403802A4 (en) | 2019-01-09 |
| EP3403802A1 (en) | 2018-11-21 |
| CN108472832A (zh) | 2018-08-31 |
| WO2017122472A1 (ja) | 2017-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4676509B2 (ja) | タイヤ用モールド | |
| JP2015199082A (ja) | サイジング方法及びサイジング装置 | |
| JP6355839B2 (ja) | ガスタービンエンジンで使用可能な構成部品を形成するためのセラミック鋳型を有するダイカストシステム | |
| CN108290319B (zh) | 橡胶物品用模具的制造方法以及橡胶物品用模具 | |
| US20180200795A1 (en) | Method for manufacturing three-dimensional shaped object and three-dimensional shaped object | |
| WO2017122472A1 (ja) | ゴム物品用モールドの製造方法及びゴム物品用モールド | |
| US10207946B2 (en) | Optical element molding mold set and optical element manufacturing method | |
| JP6579809B2 (ja) | ゴム物品用モールド | |
| JP6514049B2 (ja) | ゴム物品用モールド及びゴム物品用モールドの製造方法 | |
| GB2548629A (en) | Honeycomb structured mould insert fabrication | |
| CN107614226B (zh) | 橡胶物品用模具和橡胶物品用模具的制造方法 | |
| JP2016093926A (ja) | 樹脂成形品、射出成形金型及び射出成形金型の製造方法 | |
| JP2007144997A (ja) | タイヤ用モールドの製造方法 | |
| EP3499210B1 (en) | Hybrid material airflow impression molds | |
| JP4284416B2 (ja) | 射出成形用積層金型、および射出成形用積層金型の製作方法 | |
| JP5806787B1 (ja) | ダミーライナ及びシリンダブロックの製造方法 | |
| JP6541305B2 (ja) | タイヤ加硫モールドの製造方法 | |
| TWI694879B (zh) | 模仁的製造方法 | |
| JP2014065152A (ja) | 成形品の製造方法 | |
| JP2010089347A (ja) | 樹脂ローラ | |
| KR20160054518A (ko) | 언더컷 미세특징부들을 갖는 사출 성형된 노즐 예비성형품 | |
| JP6314003B2 (ja) | 射出成形用金型、及び成形品 | |
| JP2007069418A (ja) | 樹脂部品の試作方法及び成型用金型の製作方法 | |
| JP6008732B2 (ja) | タイヤ加硫金型 | |
| JP2019093651A (ja) | 新規な転写金型用入れ子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191203 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200115 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200710 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6734652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |