JP2017100395A - 長尺体の製造方法 - Google Patents
長尺体の製造方法 Download PDFInfo
- Publication number
- JP2017100395A JP2017100395A JP2015236557A JP2015236557A JP2017100395A JP 2017100395 A JP2017100395 A JP 2017100395A JP 2015236557 A JP2015236557 A JP 2015236557A JP 2015236557 A JP2015236557 A JP 2015236557A JP 2017100395 A JP2017100395 A JP 2017100395A
- Authority
- JP
- Japan
- Prior art keywords
- tape
- fixing
- fixed
- seal lip
- fixing step
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000001125 extrusion Methods 0.000 claims abstract description 28
- 238000000034 method Methods 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 9
- 239000000835 fiber Substances 0.000 claims description 3
- 238000000465 moulding Methods 0.000 description 36
- 239000011521 glass Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 238000005034 decoration Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000012438 extruded product Nutrition 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/288—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules
- B29C48/2883—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules of preformed parts, e.g. inserts, retaining their shape during the extrusion process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C63/00—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor
- B29C63/02—Lining or sheathing, i.e. applying preformed layers or sheathings of plastics; Apparatus therefor using sheet or web-like material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/288—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules
- B29C48/2888—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules in thread form or in strip form, e.g. rubber strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J10/00—Sealing arrangements
- B60J10/70—Sealing arrangements specially adapted for windows or windscreens
- B60J10/74—Sealing arrangements specially adapted for windows or windscreens for sliding window panes, e.g. sash guides
- B60J10/75—Sealing arrangements specially adapted for windows or windscreens for sliding window panes, e.g. sash guides for sealing the lower part of the panes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Seal Device For Vehicle (AREA)
Abstract
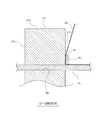
【解決手段】押出成形機24によりアウターベルトモール11の本体部を押出成形する押出成形工程を実行する。この際、押出成形機24の口金27の内部に形成されたテープ案内通路29によって第一のテープ22を口金27内の加熱状態のアウターベルトモール11の第一のシールリップの表面に案内して、第一のテープ22を第一のシールリップに固着させる第一のテープ固着工程と、押出成形機24の口金27の下流側端面に隣接して配置されたテープ案内治具30によって第二のテープ23を口金27から出た直後の加熱状態のアウターベルトモール11の第二のシールリップの表面に案内して、第二のテープ23を第二のシールリップに固着させる第二のテープ固着工程とを実行する。
【選択図】図1
Description
尚、アウターベルトモールの説明における上下方向及び車内外方向とは、アウターベルトモールを車両に取り付けた際の重力方向及び車室内外方向を指す。
図1に示すように、押出成形機24の近傍には、第一のテープ22が巻き付けられた第一のアンコイラ25と、第二のテープ23が巻き付けられた第二のアンコイラ26が配置されている。本実施例では、押出成形機24の口金27(金型)よりも上流側に第一のアンコイラ25が配置され、押出成形機24の口金27よりも下流側に第二のアンコイラ26が配置されている。図2乃至図4に示すように、押出成形機24の口金27には、アウターベルトモール11に対応した断面形状の押出流路28が上流側から下流側へ延びるように形成されている。
Claims (6)
- 車両の車体パネルに取り付けられる取付部と該取付部から突出して他の部材に当接する少なくとも一つの当接部とが押出成形機により押出成形されて設けられ、前記当接部の少なくとも一部にテープが固着された長尺体を製造する方法であって、
前記押出成形機の口金の内部に形成されたテープ案内通路によって第一のテープを前記長尺体の第一のテープ固着面に案内して固着させる第一のテープ固着工程と、
前記押出成形機の口金の下流側端面に隣接して配置されたテープ案内治具によって第二のテープを前記長尺体の第二のテープ固着面に案内して固着させる第二のテープ固着工程と
を含むことを特徴とする長尺体の製造方法。 - 前記口金の下流側端面と前記テープ案内治具との間に前記第二のテープを挿通可能なテープ通路が形成されていることを特徴とする請求項1に記載の長尺体の製造方法。
- 前記長尺体には、第一の当接部と第二の当接部が設けられ、
前記第一のテープ固着工程において、前記第一のテープ固着面として前記第一の当接部の表面に前記第一のテープを固着させ、
前記第二のテープ固着工程において、前記第二のテープ固着面として前記第二の当接部の表面に前記第二のテープを固着させることを特徴とする請求項1又は2に記載の長尺体の製造方法。 - 前記第一の当接部と前記第二の当接部は、前記取付部の同じ面に設けられ且つ前記長尺体の長手方向に平行に延びるように並んでいることを特徴とする請求項3に記載の長尺体の製造方法。
- 前記長尺体には、装飾部が設けられ、
前記第一のテープ固着工程において、前記第一のテープ固着面として前記装飾部の表面に前記第一のテープを固着させ、
前記第二のテープ固着工程において、前記第二のテープ固着面として前記当接部の表面に前記第二のテープを固着させることを特徴とする請求項1又は2に記載の長尺体の製造方法。 - 前記第一のテープと前記第二のテープのうちの少なくとも一方は、薄膜状の基材と該基材の表面に立設された無数の繊維とを有する植毛テープであることを特徴とする請求項1乃至5のいずれかに記載の長尺体の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236557A JP6082091B1 (ja) | 2015-12-03 | 2015-12-03 | 長尺体の製造方法 |
| KR1020177008118A KR101814355B1 (ko) | 2015-12-03 | 2016-11-09 | 장척체의 제조 방법 |
| PCT/JP2016/083293 WO2017094464A1 (ja) | 2015-12-03 | 2016-11-09 | 長尺体の製造方法 |
| CN201680002913.4A CN107041132B (zh) | 2015-12-03 | 2016-11-09 | 细长体的制造方法 |
| US15/514,099 US20170297247A1 (en) | 2015-12-03 | 2016-11-09 | Method for manufacturing elongated body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015236557A JP6082091B1 (ja) | 2015-12-03 | 2015-12-03 | 長尺体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6082091B1 JP6082091B1 (ja) | 2017-02-15 |
| JP2017100395A true JP2017100395A (ja) | 2017-06-08 |
Family
ID=58043329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015236557A Active JP6082091B1 (ja) | 2015-12-03 | 2015-12-03 | 長尺体の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170297247A1 (ja) |
| JP (1) | JP6082091B1 (ja) |
| KR (1) | KR101814355B1 (ja) |
| CN (1) | CN107041132B (ja) |
| WO (1) | WO2017094464A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017138663A1 (ja) * | 2016-02-14 | 2017-08-17 | 学校法人冬木学園 | 流体圧式アクチュエータ用弾性体チューブ及びアクチュエータ |
| CN110789146B (zh) * | 2019-11-01 | 2021-12-17 | 深圳创维-Rgb电子有限公司 | 覆膜安装件及其制作方法、以及挤塑模具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5478781A (en) * | 1977-12-06 | 1979-06-23 | Hashimoto Forming Kogyo Co | Method of making extruded goods having filling part |
| JPS61195820A (ja) * | 1985-02-23 | 1986-08-30 | コンテイネンタル・グミーウエルケ・アクチエンゲゼルシヤフト | 弾性ゴム及び弾性ゴム含有のエラストマーからなる充填細片及び類似輪郭素材の製造方法及びその実施のための押出し成形機 |
| JPH07195478A (ja) * | 1993-12-28 | 1995-08-01 | Hashimoto Forming Ind Co Ltd | 長尺装飾材および製造方法 |
| JPH11227457A (ja) * | 1998-02-10 | 1999-08-24 | Tokiwa Chemical Kogyo Kk | 自動車用ウエザストリツプ及びその成形方法 |
| JP2001334563A (ja) * | 2000-05-25 | 2001-12-04 | Tokiwa Chemical Industry Co Ltd | モールディングの成形方法 |
| JP2007131096A (ja) * | 2005-11-09 | 2007-05-31 | Toyoda Gosei Co Ltd | ウエザストリップ及びその製造方法 |
| JP2008100448A (ja) * | 2006-10-20 | 2008-05-01 | Toyoda Gosei Co Ltd | ウエザストリップ |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4563141A (en) * | 1984-03-20 | 1986-01-07 | The Standard Products Company | Apparatus for making an elongated composite article |
| CA2037953C (en) * | 1990-03-24 | 1995-05-16 | Tadanobu Iwasa | Production method for glass runs |
| US6273983B1 (en) * | 1998-01-29 | 2001-08-14 | Tokiwa Chemical Industries Co., Ltd. | Molding for vehicle and its manufacturing method |
| JPH11291321A (ja) * | 1998-04-08 | 1999-10-26 | Tokai Kogyo Kk | モールディングの製造方法 |
| JP2007238203A (ja) * | 2006-03-06 | 2007-09-20 | Daikyo Nishikawa Kk | テープ部材の貼着治具 |
| JP5484201B2 (ja) * | 2010-05-31 | 2014-05-07 | 東海興業株式会社 | 車両用のウインドウモール及びその製造方法 |
-
2015
- 2015-12-03 JP JP2015236557A patent/JP6082091B1/ja active Active
-
2016
- 2016-11-09 KR KR1020177008118A patent/KR101814355B1/ko active IP Right Grant
- 2016-11-09 CN CN201680002913.4A patent/CN107041132B/zh active Active
- 2016-11-09 US US15/514,099 patent/US20170297247A1/en not_active Abandoned
- 2016-11-09 WO PCT/JP2016/083293 patent/WO2017094464A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5478781A (en) * | 1977-12-06 | 1979-06-23 | Hashimoto Forming Kogyo Co | Method of making extruded goods having filling part |
| JPS61195820A (ja) * | 1985-02-23 | 1986-08-30 | コンテイネンタル・グミーウエルケ・アクチエンゲゼルシヤフト | 弾性ゴム及び弾性ゴム含有のエラストマーからなる充填細片及び類似輪郭素材の製造方法及びその実施のための押出し成形機 |
| JPH07195478A (ja) * | 1993-12-28 | 1995-08-01 | Hashimoto Forming Ind Co Ltd | 長尺装飾材および製造方法 |
| JPH11227457A (ja) * | 1998-02-10 | 1999-08-24 | Tokiwa Chemical Kogyo Kk | 自動車用ウエザストリツプ及びその成形方法 |
| JP2001334563A (ja) * | 2000-05-25 | 2001-12-04 | Tokiwa Chemical Industry Co Ltd | モールディングの成形方法 |
| JP2007131096A (ja) * | 2005-11-09 | 2007-05-31 | Toyoda Gosei Co Ltd | ウエザストリップ及びその製造方法 |
| JP2008100448A (ja) * | 2006-10-20 | 2008-05-01 | Toyoda Gosei Co Ltd | ウエザストリップ |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170085478A (ko) | 2017-07-24 |
| KR101814355B1 (ko) | 2018-01-02 |
| US20170297247A1 (en) | 2017-10-19 |
| WO2017094464A1 (ja) | 2017-06-08 |
| CN107041132B (zh) | 2019-06-28 |
| CN107041132A (zh) | 2017-08-11 |
| JP6082091B1 (ja) | 2017-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114043695A (zh) | 用于挤出包装管并给该包装管贴标签的方法和设备 | |
| JP6082091B1 (ja) | 長尺体の製造方法 | |
| KR101414803B1 (ko) | 차량용 도어 웨더스트립의 제조 금형 | |
| CN102700386A (zh) | 一种汽车装饰密封条及其制造方法 | |
| JP5152809B2 (ja) | 複合押出成形品及びその製造方法 | |
| JP5152810B2 (ja) | 複合押出成形品及びその製造方法 | |
| JP5484201B2 (ja) | 車両用のウインドウモール及びその製造方法 | |
| JP6262395B1 (ja) | 自動車用押出成形品の製造方法 | |
| US6926335B2 (en) | Method and device for producing a profiled trim section for a glass pane | |
| JP2007296669A (ja) | 自動車用シール部材の製造方法 | |
| JP3764136B2 (ja) | 車両用装飾縁部材、及びその製造方法 | |
| JP2008132858A (ja) | オープニングトリムウエザストリップ | |
| JP4375165B2 (ja) | 長尺成形品の冷却装置 | |
| KR101240972B1 (ko) | 자동차용 도어 아웃사이드 벨트 웨더스트립의 제조방법 | |
| JP2016155323A (ja) | 芯材を有する押出し成形品の製造方法 | |
| KR101163462B1 (ko) | 자동차용 도어 몰딩 및 그 제조 방법 | |
| JP4193134B2 (ja) | 自動車用ウエザストリップの成形方法。 | |
| JP4622161B2 (ja) | 車両用モールディングの製造方法 | |
| JP4660838B2 (ja) | トリム等の押出し成形品の成形方法 | |
| JP3096110B2 (ja) | 自動車用ウインドモールディング及びその製造方法 | |
| JP5894776B2 (ja) | モールの加工方法 | |
| JP6992687B2 (ja) | モール部材 | |
| JP2022503819A (ja) | 乗物装飾部材、乗物用窓ガラスアセンブリ及びその製造方法並びに成形装置 | |
| JP3162755B2 (ja) | 自動車用モールディング及びその製造方法 | |
| CN202592714U (zh) | 一种密封条押出模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161221 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20161221 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170119 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6082091 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |