JP2017052257A - 見当誤差量検出方法および装置 - Google Patents
見当誤差量検出方法および装置 Download PDFInfo
- Publication number
- JP2017052257A JP2017052257A JP2015214072A JP2015214072A JP2017052257A JP 2017052257 A JP2017052257 A JP 2017052257A JP 2015214072 A JP2015214072 A JP 2015214072A JP 2015214072 A JP2015214072 A JP 2015214072A JP 2017052257 A JP2017052257 A JP 2017052257A
- Authority
- JP
- Japan
- Prior art keywords
- register
- mark
- error amount
- registration error
- color
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0081—Devices for scanning register marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F7/00—Rotary lithographic machines
- B41F7/02—Rotary lithographic machines for offset printing
- B41F7/025—Multicolour printing or perfecting on sheets or on one or more webs, in one printing unit
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/11—Region-based segmentation
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/60—Analysis of geometric attributes
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/90—Determination of colour characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/50—Marks on printed material
- B41P2233/52—Marks on printed material for registering
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2207/00—Indexing scheme for image analysis or image enhancement
- G06T2207/10—Image acquisition modality
- G06T2207/10024—Color image
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2207/00—Indexing scheme for image analysis or image enhancement
- G06T2207/30—Subject of image; Context of image processing
- G06T2207/30108—Industrial image inspection
- G06T2207/30144—Printing quality
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T2207/00—Indexing scheme for image analysis or image enhancement
- G06T2207/30—Subject of image; Context of image processing
- G06T2207/30204—Marker
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Theoretical Computer Science (AREA)
- Geometry (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Mechanical Engineering (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Rotary Presses (AREA)
- Accessory Devices And Overall Control Thereof (AREA)
- Color, Gradation (AREA)
Abstract
【課題】広角で撮像するカメラでも各色間の見当誤差量を精度よく検出できるようにする。
【解決手段】見当測定用のマーク(MP)を第1のレジスタマーク群(S1)と第2のレジスタマーク群(S2)とから構成する。第1のレジスタマーク群(S1)は基準色を含む各色のレジスタマーク(P4〜P7)からなり、第2のレジスタマーク群(S2)は各色のレジスタマーク(P4〜P7)と同数の基準色のレジスタマーク(P0〜P3)からなる。各色のレジスタマーク(P4〜P7)は、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に間隔aで印刷する。基準色のレジスタマーク(P0〜P3)は、第1のレジスタマーク群(S1)の配列方向と直交する方向に距離bだけ平行にずらした位置に、第1のレジスタマーク群(S1)の配列方向と同方向に一列に各色のレジスタマーク(P4〜P7)の間隔aと同じ間隔で印刷する。
【選択図】 図3A
【解決手段】見当測定用のマーク(MP)を第1のレジスタマーク群(S1)と第2のレジスタマーク群(S2)とから構成する。第1のレジスタマーク群(S1)は基準色を含む各色のレジスタマーク(P4〜P7)からなり、第2のレジスタマーク群(S2)は各色のレジスタマーク(P4〜P7)と同数の基準色のレジスタマーク(P0〜P3)からなる。各色のレジスタマーク(P4〜P7)は、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に間隔aで印刷する。基準色のレジスタマーク(P0〜P3)は、第1のレジスタマーク群(S1)の配列方向と直交する方向に距離bだけ平行にずらした位置に、第1のレジスタマーク群(S1)の配列方向と同方向に一列に各色のレジスタマーク(P4〜P7)の間隔aと同じ間隔で印刷する。
【選択図】 図3A
Description
本発明は、印刷物に印刷された絵柄の各色間の見当誤差量をレジスタマークの位置に基づいて求める見当誤差量検出方法および装置に関する。
従来より、例えばオフセット印刷機では、絵柄が焼き付けられた刷版を版胴に巻き付け、インキツボに貯留しているインキをインキローラ群を介して刷版に移し、この刷版に移ったインキを版胴に圧接して回転するゴム胴(ブランケット胴)に移し、このゴム胴と圧胴との間に印刷用紙を通すことにより印刷を行うようにしている。多色刷りを施す場合、上記のインキツボ、インキローラ群、版胴、ゴム胴および圧胴を各色毎の印刷ユニットに配設し、順次各色の印刷ユニットに印刷用紙を通して印刷を行う。
図32に多色刷りの印刷機における各色の印刷ユニット内のインキ装置(インカー)の要部を示す。同図において、1はインキツボ、2はインキツボ1に蓄えられたインキ、3はインキツボローラ、4(4−1〜4−n)はインキツボローラ3の軸方向に複数並設して設けられたインキツボキー、5はインキ移しローラ、6はインキローラ群、7は版胴、8は版胴7に装着された刷版であり、刷版8には絵柄が焼き付けられている。
この印刷機では、インキツボキー4−1〜4−nの開き量の調整によってインキツボ1内よりインキツボローラ3に供給されるインキの供給量を調整し、インキツボローラ3の送り量の調整によってインキツボローラ3よりインキローラ群6を介して刷版8へ供給されるインキの供給量を調整し、刷版8に供給されたインキを不図示のゴム胴を介して印刷用紙に印刷する。
この多色刷りの印刷機において、各色の印刷ユニットの版胴7に巻き付けた刷版8の位置が適正な位置になくずれていると、刷り上がった印刷物の各色の絵柄間に天地方向〔印刷機における印刷方向(印刷物の走行方向)〕や左右方向(天地方向と直交する方向)に位置ずれ(見当誤差)が生じる。
そこで、従来、インラインで見当合わせを行う場合、各色の絵柄の印刷と同時に、各色のレジスタマークを印刷物の余白部に印刷し、印刷した各色のレジスタマークを含む領域を高解像度のカメラで撮像し、撮像した画像データ内の各色のレジスタマークの位置を求め、この求めた各色のレジスタマークの位置に基づいて印刷物に印刷された絵柄の各色間の見当誤差量を求め、この求めた各色間の見当誤差量に基づいて各色の印刷ユニット内の版胴の回転位相や左右方向の位置など調整するようにしていた(例えば、特許文献1参照)。
しかし、この方法では、専用のカメラを必要とするため、設備が高価になるという問題があった。これに対し、例えば、印刷品質検査装置で使用されるカメラを利用し、このカメラで撮像した画像データより各色のレジスタマークの位置を検出して、各色間の見当誤差量を求めることが考えられている。
なお、印刷品質検査装置については、例えば特許文献2に示されており、カメラで各色の絵柄が印刷された印刷物の絵柄全体を含む領域を撮像し、撮像した絵柄の画像データを予め記憶された基準画像データと画素毎に比較することによって、印刷物に印刷された絵柄の品質を検査する。また、印刷品質検査装置のカメラでレジスタマークを検出することについては、例えば特許文献3に開示されている。
「画像のブロックマッチングにおける相関関数とサブピクセル推定方式の最適化」、〔平成27年9月1日検索〕、インターネット<URL:http://vision.kuee.kyoto-u.ac.jp/__STATIC__/japanese/happyou/pdf/Sumi_2004_P_170.pdf#search='%E3%82%B5%E3%83%96%E3%83%94%E3%82%AF%E3%82%BB%E3%83%AB%E6%8E%A8%E5%AE%9A%E6%B3%95'>
しかしながら、前記したように、印刷品質検査装置で使用されるカメラは印刷物の絵柄全体を撮像しなければならず、広い範囲を撮像する必要があるので必然的に広角で撮像するようになり、その結果、レンズの端部に近い範囲の色収差が大きくなったり、画像が歪む等の問題が発生してしまう。このため、撮像された画像において、各色のレジスタマークの各辺がぼやけ、各色間の見当誤差量を精度よく検出することができない。この問題について、従来の各色のレジスタマークで構成される見当測定用のマークとして、図33に示す見当測定用のマークMRを例にとって説明する。
この見当測定用のマークMRは、墨(スミ)のレジスタマークR1と、シアン(アイ)のレジスタマークR2と、マゼンタ(アカ)のレジスタマークR3と、イエロー(キ)のレジスタマークR4とから構成されている。レジスタマークR1〜R4は、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷される。
この例では、天地方向(Y方向)を配列方向とし、基準とする色(以下、基準色とも呼ぶ。)を「スミ」として、天地方向(Y方向)にレジスタマークR1〜R4を一列に予め定められた間隔で印刷している。レジスタマークR1〜R4は、その形状が正方形とされ、全て同じ大きさとされている。
この見当測定用のマークMRを用いる場合、各色のレジスタマークR1〜R4の位置(例えば、レジスタマークの中心)を検出し、基準色のレジスタマークR1からその他の色のレジスタマークR2,R3,R4までの天地方向(Y方向)の相対距離L1,L2,L3を求め、この求めた天地方向(Y方向)の相対距離L1,L2,L3と予め定められている基準距離L1r,L2r,L3rとの差から、基準色に対するその他の色の天地方向(Y方向)の見当誤差量Δy1,Δy2,Δy3を求める。同様にして、図33には示していないが、基準色に対するその他の色の左右方向(X方向)の見当誤差量Δx1,Δx2,Δx3を求める。このようにして求められる基準色に対するその他の色の見当誤差量が各色間の見当誤差量に相当する。
この場合、印刷品質検査装置のカメラは、前記したように、広角で撮像する為、レンズの端部に近い範囲の色収差が大きくなり、かつ、画像が歪んでしまう。このため、見当測定用のマークMRを構成する各色のレジスタマークR1〜R4の各辺がぼやけ、各色のレジスタマークR1〜R4の検出位置が不正確となり、この各色のレジスタマークR1〜R4の検出位置から求められる各色間の見当誤差量の精度が低下してしまう。
本発明は、このような課題を解決するためになされたもので、その目的とするところは、広角で撮像するカメラを使用しても、各色間の見当誤差量を精度よく検出することができる見当誤差量検出方法および装置を提供することにある。
このような目的を達成するために本発明は、印刷物の余白部に印刷された見当測定用のマークを含む領域を撮像する撮像装置からの撮像画像を読み込む工程と、読み込まれた撮像画像における見当測定用のマークを構成するレジスタマークの位置に基づいて印刷物に印刷された絵柄の各色間の見当誤差量を求める見当誤差量検出工程とを備え、見当測定用のマークは、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷された、基準とする色を含む各色のレジスタマークからなる第1のレジスタマーク群と、第1のレジスタマーク群の配列方向と直交する方向に予め定められた距離だけ平行にずらした位置に、第1のレジスタマーク群の配列方向と同方向に一列に各色のレジスタマークの間隔と同じ間隔で印刷された、各色のレジスタマークと同数の基準とする色のレジスタマークからなる第2のレジスタマーク群とから構成されていることを特徴とする。
本発明において、見当測定用のマークは、第1のレジスタマーク群と第2のレジスタマーク群とから構成されている。第1のレジスタマーク群は、基準とする色(基準色(例えば、「スミ」))を含む各色のレジスタマークからなり、第2のレジスタマーク群は、各色のレジスタマークと同数の基準色のレジスタマークからなる。第1のレジスタマーク群において、基準色を含む各色のレジスタマークは、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷される。第2のレジスタマーク群において、各色のレジスタマークと同数の基準色のレジスタマークは、第1のレジスタマーク群の配列方向と直交する方向に予め定められた距離だけ平行にずらした位置に、第1のレジスタマーク群の配列方向と同方向に一列に各色のレジスタマークの間隔と同じ間隔で印刷される。
本発明では、この見当測定用のマークを構成するレジスタマークの位置に基づいて、印刷物に印刷された絵柄の各色間の見当誤差量を求める。例えば、第1のレジスタマーク群の基準色のレジスタマークとその他の色のレジスタマークとの間のマーク間距離と、第2のレジスタマーク群の基準色のレジスタマークのマーク間距離とから配列方向の各色間の見当誤差量を求め、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の基準色のレジスタマークとの間のマーク間距離と、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の他の色のレジスタマークとの間のマーク間距離とから配列方向と直交する方向の各色間の見当誤差量を求める。
本発明において、撮像装置を広角で撮像するカメラとした場合、使用されるレンズの色収差が大きいため、見当測定用のマークを捉えた画像データでは、見当測定用のマークを構成する全てのレジスタマークの各辺がぼやける。このため、例えば、第1のレジスタマーク群の基準色のレジスタマークとその他の色のレジスタマークとの間のマーク間距離と、第2のレジスタマーク群の基準色のレジスタマークのマーク間距離とから配列方向の各色間の見当誤差量を求める場合、第2のレジスタマーク群の基準色のレジスタマークのマーク間距離(基準のマーク間距離)も、第1のレジスタマーク群の基準色のレジスタマークとその他の色のレジスタマークとの間のマーク間距離(測定対象のマーク間距離)と同様、レジスタマークの各辺がぼやけた状態で求められる。
また、例えば、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の基準色のレジスタマークとの間のマーク間距離と、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の他の色のレジスタマークとの間のマーク間距離とから配列方向と直交する方向の各色間の見当誤差量を求める場合、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の基準色のレジスタマークとの間のマーク間距離(基準のマーク間距離)も、第2のレジスタマーク群の基準色のレジスタマークと第1のレジスタマーク群の他の色のレジスタマークとの間のマーク間距離(測定対象のマーク間距離)と同様、レジスタマークの各辺がぼやけた状態で求められる。
このように、本発明では、撮像装置を広角で撮像するカメラとした場合、基準のマーク間距離と測定対象のマーク間距離とがレジスタマークの各辺がレンズの色収差によって同じ様にぼやけた状態で求められる。この場合、測定対象のマーク間距離に発生する誤差と同様の誤差が基準のマーク間距離にも発生し、互いの誤差を打ち消し合うことになることから、両者を比較する際の誤差量が小さくなり、各色間の見当誤差量を精度よく検出することができるようになる。
本発明によれば、見当測定用のマークを第1のレジスタマーク群と第2のレジスタマーク群とから構成し、第1のレジスタマーク群を、印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷された、基準色を含む各色のレジスタマークとし、第2のレジスタマーク群を、第1のレジスタマーク群の配列方向と直交する方向に予め定められた距離だけ平行にずらした位置に、第1のレジスタマーク群の配列方向と同方向に一列に各色のレジスタマークの間隔と同じ間隔で印刷された、各色のレジスタマークと同数の基準色のレジスタマークとしたので、撮像装置を広角で撮像するカメラとした場合、基準色のレジスタマークのマーク間距離(基準のマーク間距離)と基準色のレジスタマークと他の色のレジスタマークとの間のマーク間距離(測定対象のマーク間距離)とが、レジスタマークの各辺がレンズの色収差によって同じ様にぼやけた状態で求められるものとなり、測定対象マーク間距離に発生する誤差と同様の誤差が基準マーク間距離にも発生し、互いの誤差を打ち消し合うことになって、両者を比較する際の誤差量が小さくなり、各色間の見当誤差量を精度よく検出することができるようになる。
以下、本発明の実施の形態を図面に基づいて詳細に説明する。まず、本発明の実施の形態の具体例の説明に入る前に、本発明の実施の形態の基本例を実施の形態1として説明する。
〔実施の形態1〕
図1に枚葉輪転印刷機の概略的な構成を示す。同図において、9−1〜9−4は各色の印刷ユニットであり、この各色の印刷ユニット9−1〜9−4内に図32に示したインキ供給装置が各個に設けられている。この例において、印刷機は、一般の4色刷りとされ、4つの印刷ユニット9を備えている。
図1に枚葉輪転印刷機の概略的な構成を示す。同図において、9−1〜9−4は各色の印刷ユニットであり、この各色の印刷ユニット9−1〜9−4内に図32に示したインキ供給装置が各個に設けられている。この例において、印刷機は、一般の4色刷りとされ、4つの印刷ユニット9を備えている。
10はカラーカメラであり、図2にその設置位置の要部を拡大して示すように、印刷ユニット9−1〜9−4によって印刷された印刷物の搬送経路の途中に設けられ、排紙部へ送られようとする印刷物の絵柄を背後から撮像する。このカラーカメラ10は、印刷物に印刷された絵柄の品質を検査する印刷品質検査装置のカメラとして設けられているが、この例では各色間の見当誤差量を検出するカメラとしても利用する。
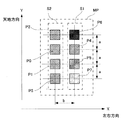
この印刷機では、各色の印刷ユニット9において、インキツボキー4−1〜4−nとインキツボローラ3との間よりインキツボ1内のインキ2をインキツボローラ3に供給し、このインキツボローラ3に供給されたインキをインキ移しローラ5の呼び出し動作によりインキローラ群6を介して刷版8へ供給する。この刷版8に供給されたインキが図示されていないゴム胴を介して印刷用紙に印刷される。この印刷された印刷用紙(印刷物)の余白部には見当測定用のマークが印刷される。この実施の形態1では、最も単純な例として、印刷物の余白部に見当測定用のマークが1つだけ印刷されるものとする。図3Aに実施の形態1で用いる見当測定用のマークMPを示す。
この見当測定用のマークMPは、第1のレジスタマーク群S1と第2のレジスタマーク群S2とから構成されている。第1のレジスタマーク群S1は、基準色を含む各色のレジスタマークP4〜P7からなる。第2のレジスタマーク群S2は、各色のレジスタマークP6〜P7と同数の基準色のレジスタマークP0〜P3からなる。
第1のレジスタマーク群S1において、各色のレジスタマークP4〜P7は、印刷物の天地方向(Y方向)を配列方向とし、この配列方向(Y方向)に一列に予め定められた間隔aで印刷される。この例では、P4が「スミ」(基準色)のレジスタマーク、P5が「アイ」のレジスタマーク、P6が「アカ」のレジスタマーク、P7が「キ」のレジスタマークとされている。
第2のレジスタマーク群S2において、レジスタマークP0〜P3は全て「スミ」(基準色)のレジスタマークとされ、第1のレジスタマーク群S1の配列方向(天地方向(Y方向))と直交する方向(左右方向(X方向))に予め定められた距離bだけ平行にずらした位置に、第1のレジスタマーク群S1の配列方向(天地方向(Y方向))と同方向に一列にレジスタマークP4〜P7の間隔aと同じ間隔で印刷される。レジスタマークP0〜P7は、その形状が正方形とされ、全て同じ大きさとされている。
この実施の形態1における見当誤差量検出装置の要部の機能ブロック図を図4に示す。この見当誤差量検出装置100は、図1に示したカラーカメラ(印刷品質検査装置のカメラ)10から転送されてくる撮像画像を読み込む撮像画像読込部101と、撮像画像読込部101が読み込んだ撮像画像における見当測定用のマークMPを構成するレジスタマークP0〜P7の位置に基づいて印刷物に印刷された絵柄の各色間の見当誤差量を求める見当誤差量検出部102とを備えている。見当誤差量検出部102は、天地方向(Y方向)
の各色間の見当誤差量を求める第1の見当誤差量検出部102−1と、左右方向(X方向)の各色間の見当誤差量を求める第2の見当誤差量検出部102−2とを備えている。
の各色間の見当誤差量を求める第1の見当誤差量検出部102−1と、左右方向(X方向)の各色間の見当誤差量を求める第2の見当誤差量検出部102−2とを備えている。
この見当誤差量検出装置100の概略的な動作について図5に示すフローチャートを用いて説明する。この見当誤差量検出装置100において、撮像画像読込部101は、カラーカメラ(印刷品質検査装置のカメラ)10から転送されてくる撮像画像を読み込む(ステップS101)。このカラーカメラ10からの撮像画像には印刷物の余白部に印刷された見当測定用のマークMPも含まれている。
撮像画像読込部101は、この読み込んだ撮像画像から見当測定用のマークMPの周辺のRGB値を取得し(ステップS102)、この取得した見当測定用のマークMPの周辺のRGB値を見当誤差量検出部102に送る。
見当誤差量検出部102は、撮像画像読込部101から送られてきた見当測定用のマークMPの周辺のRGB値から、テンプレートマッチングおよびサブピクセル推定(例えば、非特許文献1参照)などの手法で、見当測定用のマークMPにおけるレジスタマークP0〜P7の位置を算出する(ステップS103)。そして、この算出した見当測定用のマークMPにおけるレジスタマークP0〜P7の位置から、レジスタマークP0〜P7のマーク間距離を算出する(ステップS104)。
この場合、見当誤差量検出部102は、図6に示すように、第1のレジスタマーク群S1の基準色のレジスタマークP4とその他の色のレジスタマークP5,P6,P7との間のマーク間距離P4−P5、P4−P6、P4−P7をY方向(天地方向(配列方向))の測定対象のマーク間距離として求め、第2のレジスタマーク群S2の基準色のレジスタマークP0とP1,P2,P3との間の距離P0−P1、P0−P2、P0−P3をY方向(天地方向(配列方向))の基準のマーク間距離として求める。
また、見当誤差量検出部102は、図7に示すように、第2のレジスタマーク群S2の基準色のレジスタマークP0と第1のレジスタマーク群S1の基準色のレジスタマークP4との間のマーク間距離P0−P4をX方向(左右方向(配列方向と直交する方向))の基準のマーク間距離として求め、第2のレジスタマーク群S2の基準色のレジスタマークP1,P2,P3と第1のレジスタマーク群S1の他の色のレジスタマークP5,P6,P7との間のマーク間距離P1−P5、P2−P6、P3−P7をX方向(左右方向(配列方向と直交する方向))の測定対象のマーク間距離として求める(図7参照)。
そして、見当誤差量検出部102は、この求めたX方向およびY方向の測定対象のマーク間距離と基準のマーク間距離とから、「スミ」を基準とするその他の色のX方向およびY方向の見当誤差量(各色間の見当誤差量)を求める(ステップS105)。
ここで、見当誤差量検出部102は、「スミ」を基準とする「アイ」、「アカ」、「キ」の各色のY方向の見当誤差量Δy1,Δy2,Δy3を第1の見当誤差量検出部102−1で求め、「スミ」を基準とする「アイ」、「アカ」、「キ」の各色のX方向の見当誤差量Δx1,Δx2,Δx3を第2の見当誤差量検出部102−2で求める。
この場合、第1の見当誤差量検出部102−1は、図8に示すように、測定対象のマーク間距離P4−P5と基準のマーク間距離P0−P1との差として、「スミ」を基準とする「アイ」のY方向の見当誤差量Δy1(Δy1=「P4−P5」−「P0−P1」)を求め、測定対象のマーク間距離P4−P6と基準のマーク間距離P0−P2との差として、「スミ」を基準とする「アカ」のY方向の見当誤差量Δy2(Δy2=「P4−P6」−「P0−P2」)を求め、測定対象のマーク間距離P4−P7と基準のマーク間距離P0−P3との差として、「スミ」を基準とする「キ」のY方向の見当誤差量Δy3(Δy3=「P4−P7」−「P0−P3」)を求める(図10参照)。
また、第2の見当誤差量検出部102−2は、図9に示すように、測定対象のマーク間距離P1−P5と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アイ」のX方向の見当誤差量Δx1(Δx1=「P1−P5」−「P0−P4」)を求め、測定対象のマーク間距離P2−P6と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アカ」のX方向の見当誤差量Δx2(Δx2=「P2−P6」−「P0−P4」)を求め、測定対象のマーク間距離P3−P7と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「キ」のX方向の見当誤差量Δx3(Δx3=「P3−P7」−「P0−P4」)を求める(図10参照)。
この見当誤差量検出装置100では、カラーカメラ10として印刷品質検査装置のカメラを用いており、比較的解像度が低い。このため、レンズの色収差が大きく、見当測定用のマークMPを捉えた画像データでは、見当測定用のマークMPを構成する全てのレジスタマークP0〜P7の各辺がぼやける。
このため、「アイ」,「アカ」,「キ」の各色のX方向の見当誤差量Δx1,Δx2,Δx3を求める場合、基準のマーク間距離P0−P4も測定対象のマーク間距離P1−P5,P2−P6,P3−P7と同様、レジスタマークの各辺がぼやけた状態で求められる。また、「アイ」,「アカ」,「キ」の各色のY方向の見当誤差量Δy1,Δy2,Δy3を求める場合、基準のマーク間距離P0−P1、P0−P2、P0−P3も測定対象のマーク間距離P4−P5,P4−P6,P4−P7と同様、レジスタマークの各辺がぼやけた状態で求められる。この場合、測定対象のマーク間距離に発生する誤差と同様の誤差が基準のマーク間距離にも発生し、互いの誤差を打ち消し合うことになることから、両者を比較する際の誤差量が小さくなる。これにより、X方向、Y方向ともに、各色間の見当誤差量を精度よく検出することができるようになる。
なお、この実施の形態1において、X方向およびY方向の各色間の見当誤差量を求める場合、基準の色に対するその他の色の見当誤差量をその色と補色の関係にある画像データ(RGBの画像データ)を用いて求めるものとする。すなわち、「スミ」のレジスタマークに対する「アイ」のレジスタマークの位置の誤差量を求める場合には、Rの画像データの「スミ」 のレジスタマークに対する「シアン」のレジスタマークのズレ量を求める。また、「スミ」のレジスタマークに対する「アカ」のレジスタマークの位置の誤差量を求める場合には、Gの画像データの「スミ」 のレジスタマークに対する「アカ」のレジスタマークのズレ量を求める。また、「スミ」のレジスタマークに対する「キ」のレジスタマークの位置の誤差量を求める場合には、Bの画像データの「スミ」 のレジスタマークに対する「キ」のレジスタマークのズレ量を求める。
また、この実施の形態1では、見当測定用のマークMPを構成するレジスタマークP0〜P7の形状を正方形としたが、長方形としたり(図11,12参照)、ひし形としたり(図13参照)、円形(図14参照)としたりしてもよい。なお、図11においては、レジスタマークP0〜P7の形状を天地方向(Y方向)に長い縦長の長方形とし、図12においては、レジスタマークP0〜P7の形状を左右方向(X方向)に長い横長の長方形としている。
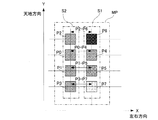
また、この実施の形態1では、第1のレジスタマーク群S1におけるレジスタマークP4〜P7および第2のレジスタマーク群S2におけるレジスタマークP0〜P3の配列方向(Y方向)の間隔を一定値aとしたが、例えば図3Bに示すように、レジスタマークP4(P0)とP5(P1)との間隔をc(c>a)、レジスタマークP5(P1)とP7(P3)との間隔をd(d>c)とするなど、配列方向(Y方向)の間隔を変えるようにしてもよい。
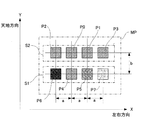
また、この実施の形態1では、見当測定用のマークMPにおける第1のレジスタマーク群S1および第2のレジスタマーク群S2の配列方向(レジスタマークP0〜P3、P4〜P7の配列方向)を天地方向(Y方向)としたが、図15に示すように、左右方向(X方向)としてもよい。また、第2のレジスタマーク群S2における各色のレジスタマークP4〜P7の配列の順序も、この例に限られるものでないことは言うまでもない。これらの点については、後述する実施の形態2,3でも同じである。
実施の形態1(基本例)では、1つの見当測定用のマークMPから各色間の見当誤差量を求めるものとしたが、実際には複数の見当測定用のマークMPから各色間の見当誤差量を求めるようにする。また、各色間の見当誤差量は、天地方向や左右方向だけではなく、ヒネリ方向についても求める。また、求めた各色間の見当誤差量に基づいて、各色の印刷ユニット内の版胴の回転位相や左右方向の位置などを調整する。以下、本発明の実施の形態の具体例1を実施の形態2とし、具体例2を実施の形態3として説明する。
〔実施の形態2〕
図16に、本発明の実施の形態2に係る装置として、複数の見当測定用のマークMPから各色間の見当誤差量を求め、この求めた各色間の見当誤差量に基づいて、各色の印刷ユニット内の版胴の回転位相や左右方向の位置などを調整するインライン自動版見当制御装置の要部の機能ブロック図を示す。
図16に、本発明の実施の形態2に係る装置として、複数の見当測定用のマークMPから各色間の見当誤差量を求め、この求めた各色間の見当誤差量に基づいて、各色の印刷ユニット内の版胴の回転位相や左右方向の位置などを調整するインライン自動版見当制御装置の要部の機能ブロック図を示す。
なお、この実施の形態2では、見当測定用のマークMPを2つとし、図17に示すように、印刷物11の左側(操作側)の余白部に第1の見当測定用のマークMP1を、右側(原動側)の余白部に第2の見当測定用のマークMP2を印刷するものとする。この見当測定用のマークMP1,MP2の構成は、図3Aに示した見当測定用のマークMPの構成と同じであるので、その説明は省略する。
このインライン自動版見当制御装置200は、図1に示したカラーカメラ(印刷品質検査装置のカメラ)10から転送されてくる撮像画像を読み込む撮像画像読込部201と、撮像画像読込部201が読み込んだ撮像画像における見当測定用のマークMP1,MP2を構成するレジスタマークP0〜P7の位置に基づいて印刷物11に印刷された絵柄の各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)を求める見当誤差量検出部202と、見当誤差量検出部202が求めた各色間の見当誤差量を表示する見当誤差量表示部203と、見当誤差量検出部202が求めた各色間の見当誤差量に基づいて各色の印刷ユニット9における版胴の回転位相や左右方向の位置、印刷用紙を搬送する渡し胴(図示せず)のヒネリ方向の位置を調整する見当誤差量調整部204とを備えている。
このインライン自動版見当制御装置200の概略的な動作について図18に示すフローチャートを用いて説明する。このインライン自動版見当制御装置200において、撮像画像読込部201は、カラーカメラ(印刷品質検査装置のカメラ)10から転送されてくる撮像画像を読み込む(ステップS201)。このカラーカメラ10からの撮像画像には印刷物11の余白部に印刷された見当測定用のマークMP1,MP2も含まれている。
撮像画像読込部201は、この読み込んだ撮像画像から見当測定用のマークMP1,MP2の周辺のRGB値を取得し(ステップS202)、この取得した見当測定用のマークMP1,MP2の周辺のRGB値を見当誤差量検出部202に送る。
見当誤差量検出部202は、撮像画像読込部201から送られてきた見当測定用のマークMP1,MP2の周辺のRGB値から、前述したテンプレートマッチングおよびサブピクセル推定などの手法で、見当測定用のマークMP1,MP2におけるレジスタマークP0〜P7の位置を算出する(ステップS203)。
そして、見当誤差量検出部202は、この算出した見当測定用のマークMP1,MP2におけるレジスタマークP0〜P7の位置から、見当測定用のマークMP1,MP2のそれぞれについて、実施の形態1と同様にして、図10に示した組み合わせのマーク間距離(基準のマーク間距離/測定対象のマーク間距離)を算出する(ステップS204)。
そして、見当誤差量検出部202は、見当測定用のマークMP1,MP2のそれぞれについて、その求めたマーク間距離(基準のマーク間距離/測定対象のマーク間距離)から、実施の形態1と同様にして、「スミ」を基準とする「アイ」、「アカ」、「キ」の各色のX方向の見当誤差量Δx1,Δx2,Δx3およびY方向の見当誤差量Δy1,Δy2,Δy3を求める(ステップS205)。
そして、見当誤差量検出部202は、見当測定用のマークMP1から求めた「アイ」、「アカ」、「キ」の各色のX方向およびY方向の見当誤差量(Δx1〜Δx3、Δy1〜Δy3)と見当測定用のマークMP2から求めた「アイ」、「アカ」、「キ」の各色のX方向およびY方向の見当誤差量(Δx1〜Δx3、Δy1〜Δy3)とから、印刷物全体としての各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)を算出し(ステップS206)、この算出した各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)を見当誤差量表示部203および見当誤差量調整部204へ送る。
見当誤差量表示部203は、見当誤差量検出部202から送られてきた各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)を表示する(ステップS207)。
見当誤差量調整部204は、見当誤差量検出部202から送られてきた各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)に基づいて、各色の印刷ユニットにおける版胴の回転位相や左右方向の位置、印刷用紙を搬送する渡し胴のヒネリ方向の位置を調整する(ステップS208)。
〔実施の形態3〕
図19に、本発明の実施の形態3に係る装置として、印刷品質検査装置と見当誤差量検出装置とを組み合わせた印刷品質検査及び見当誤差量検出装置300の要部のブロック図を示す。この実施の形態3でも、実施の形態2と同様、図17に示されるように、印刷物11の左側(操作側)の余白部に第1の見当測定用のマークMP1を、右側(原動側)の余白部に第2の見当測定用のマークMP2を印刷するものとする。
図19に、本発明の実施の形態3に係る装置として、印刷品質検査装置と見当誤差量検出装置とを組み合わせた印刷品質検査及び見当誤差量検出装置300の要部のブロック図を示す。この実施の形態3でも、実施の形態2と同様、図17に示されるように、印刷物11の左側(操作側)の余白部に第1の見当測定用のマークMP1を、右側(原動側)の余白部に第2の見当測定用のマークMP2を印刷するものとする。
この印刷品質検査及び見当誤差量検出装置300は、CPU21と、RAM22と、ROM23と、入力装置24と、表示器25と、出力装置26(フレキシブル・ディスクドライブ、プリンタ等)と、カメラ(カラーカメラ)27と、原動モータ28と、原動モータドライバ29と、原動モータ用ロータリエンコーダ30と、印刷機の回転位相検出用カウンタ31と、D/A変換器32と、メモリ33と、入出力インターフェース(I/O、I/F)34−1〜34−6とを備えており、インターフェース34−6を介して1色目用の見当調整装置400−1〜4色目用の見当調整装置400−4に接続されている。なお、図19において、カメラ27は図1に示されたカラーカメラ(印刷品質検査装置のカメラ)10であり、ここでは符号を変えて示している。
CPU21は、入出力インターフェイス34−1〜34−6を介して与えられる各種入力情報を得て、RAM22やメモリ33にアクセスしながら、ROM23格納されたプログラムに従って動作する。ROM23には、印刷品質検査プログラムおよび各色間の見当誤差量を求める見当誤差量検出プログラムが格納されている。
なお、図19において、1色目用の見当調整装置400−1は、1色目(スミ)の版胴の天地方向見当調整装置40−1と、1色目(スミ)の版胴の左右方向見当調整装置41−1とを備えている。また、2色目用の見当調整装置400−2は、2色目(アイ)の版胴の天地方向見当調整装置40−2と、2色目(アイ)の版胴の左右方向見当調整装置41−2と、2色目(アイ)前の渡し胴のヒネリ方向見当調整装置42−1とを備えている。3色目用の見当調整装置400−3、4色目用の見当調整装置400−4も、2色目用の見当調整装置400−2と同様、天地方向見当調整装置40−3,40−4、左右方向見当調整装置41−3,41−4およびヒネリ方向見当調整装置42−2,42−3を備えている。
図20〜図22に印刷品質検査及び見当誤差量検出装置300におけるメモリ33の内部構成を分割して示す。メモリ33にはメモリM1〜M27が設けられる。M1は印刷機の回転位相検出用カウンタのカウント値記憶用のメモリ、M2はカメラの撮像タイミング記憶用のメモリ、M3は撮像データ記憶用のメモリ、M4はカウント値Y記憶用のメモリ、M5はカウント値X記憶用のメモリ、M6は基準画像データ記憶用のメモリ、M7は|撮像データ(X,Y)−基準画像データ(X,Y)|記憶用のメモリ、M8は印刷品質判断用許容値記憶用のメモリである。
M9は印刷物の左右方向の画素数記憶用のメモリ、M10は印刷物の天地方向の画素数記憶用のメモリ、M11は左側の各レジスタマークの位置記憶用のメモリ、M12は左側の天地方向の基準のマーク間距離記憶用のメモリ、M13は左側の天地方向の測定対象のマーク間距離記憶用のメモリ、M14は左側のその他の色の天地方向の見当誤差量記憶用のメモリ、M15は左側の左右方向の基準のマーク間距離記憶用のメモリ、M16は左側の左右方向の測定対象のマーク間距離記憶用のメモリ、M17は左側のその他の色の左右方向の見当誤差量記憶用のメモリである。
M18はその他の色のヒネリ方向の見当誤差量記憶用のメモリ、M19はその他の色の天地方向の見当誤差量記憶用のメモリ、M20はその他の色の左右方向の見当誤差量記憶用のメモリ、M21は右側の各レジスタマークの位置記憶用のメモリ、M22は右側の天地方向の基準のマーク間距離記憶用のメモリ、M23は右側の天地方向の測定対象のマーク間距離記憶用のメモリ、M24は右側のその他の色の天地方向の見当誤差量記憶用のメモリ、M25は右側の左右方向の基準のマーク間距離記憶用のメモリ、M26は右側の左右方向の測定対象のマーク間距離記憶用のメモリ、M27は右側のその他の色の左右方向の見当誤差量記憶用のメモリである。
図23〜図28は印刷品質検査及び見当誤差量検出装置300のCPU21が実行する処理動作の概略を示すフローチャートである。CPU21は、このフローチャートに沿って、印刷品質検査プログラムに従う処理動作を行い、次に見当誤差量検出プログラムに従う処理動作を行う。
なお、以下の処理動作において、印刷品質検査及び見当誤差量検出装置300のCPU21は、演算により求めた各種データのメモリMへの書き込みやメモリMからの各種データの読み込みなどを必要に応じて行うが、ここでは説明が煩雑となることを避けるために、メモリMへのリードライト動作の説明を省略する場合もある。
〔印刷品質検査プログラムに従う処理動作〕
CPU21は、先ず、D/A変換器32を介して原動モータドライバ29に駆動指令を出力し、印刷を開始する。次に、CPU21は、印刷品質検査プログラムに従う処理動作として、先ず、印刷機の回転位相検出用カウンタ31からカウント値を読み込んでメモリM1に現在の印刷機の回転位相検出用カウンタ31のカウント値として記憶し(ステップS301)、メモリM2に設定されているカメラの撮像タイミングを読み込む(ステップS302)。そして、読み込んだ現在の印刷機の回転位相検出用カウンタ31のカウント値と、設定されているカメラの撮像タイミングとを比較する(ステップS303)。
CPU21は、先ず、D/A変換器32を介して原動モータドライバ29に駆動指令を出力し、印刷を開始する。次に、CPU21は、印刷品質検査プログラムに従う処理動作として、先ず、印刷機の回転位相検出用カウンタ31からカウント値を読み込んでメモリM1に現在の印刷機の回転位相検出用カウンタ31のカウント値として記憶し(ステップS301)、メモリM2に設定されているカメラの撮像タイミングを読み込む(ステップS302)。そして、読み込んだ現在の印刷機の回転位相検出用カウンタ31のカウント値と、設定されているカメラの撮像タイミングとを比較する(ステップS303)。
CPU21は、ステップS301〜S303の処理動作を繰り返し、現在の印刷機の回転位相検出用カウンタ31のカウント値と設定されているカメラの撮像タイミングとが一致すると(ステップS303のYES)、カメラ27に撮像指令を出力する(ステップS304)。これにより、カメラ27が各色の絵柄が印刷された印刷物11の絵柄全体を含む領域を撮像する。
カメラ27による印刷物11の撮像後、CPU21は、カメラ27から転送されてくる撮像画像を読み込み、この読み込んだ撮像画像をメモリM3に記憶させる(ステップS305)。このカメラ27からの撮像画像には印刷物11の余白部に印刷された見当測定用のマークMP1,MP2も含まれている。
次に、CPU21は、メモリM4にカウント値Yとして1を書き込み(ステップS306)、またメモリM5にカウント値Xとして1を書き込み(図24:ステップS307)、メモリM3から(X,Y)の位置の撮像データ(撮像データ(X,Y))を読み込む(ステップS308)。
そして、CPU21は、印刷品質検査用の画像として基準画像が記憶されているメモリM6から、(X,Y)の位置の基準画像データ(基準画像データ(X,Y))を読み込み(ステップS309)、|撮像データ(X,Y)−基準画像データ(X,Y)|を演算する(ステップS310)。そして、メモリM8に設定されている印刷品質判断用許容値を読み込み(ステップS311)、ステップS310で演算した|撮像データ(X,Y)−基準画像データ(X,Y)|とステップS311で読み込んだ印刷品質判断用許容値とを比較する(図25:ステップS312)。
ここで、CPU21は、|撮像データ(X,Y)−基準画像データ(X,Y)|≦印刷品質判断用許容値であれば(ステップS312のYES)、ステップS308で読み込んだ撮像データ(X,Y)は所要の印刷品質を満たしていると判断し、メモリM5中のカウント値Xに1を加算し(ステップS313)、メモリM9に設定されている印刷物の左右方向の画素数wを読み込み(ステップS314)、カウント値Xが印刷物の左右方向の画素数wを超えるまで(ステップS315のYES)、ステップS308〜S315の処理動作を繰り返す。
CPU21は、このステップS308〜S315の処理動作の繰り返し中、カウント値Xが印刷物の左右方向の画素数wを超えると(ステップS315のYES)、メモリM4中のカウント値Yに1を加算し(ステップS316)、メモリM10に設定されている印刷物の天地方向の画素数hを読み込み(ステップS317)、カウント値Yが印刷物の天地方向の画素数hを超えるまで(ステップS318のYES)、ステップS307〜S318の処理動作を繰り返す。
そして、CPU21は、カウント値Yが印刷物の天地方向の画素数hを超えると(ステップS318のYES)、メモリM3に記憶されている撮像画像の撮像画像データ(X,Y)の全てが所要の印刷品質を満たしていると判断し、次の見当誤差量検出プログラムに従う処理動作に移行する。
なお、この品質検査プログラムに従う処理動作中、|撮像データ(X,Y)−基準画像データ(X,Y)|≦印刷品質判断用許容値ではないと判断されると(ステップS312のNO)、CPU21は、NG信号を出力のうえ(ステップS319)、直ちに、見当誤差量検出プログラムに従う処理動作に移行する。
〔見当誤差量検出プログラムに従う処理動作〕
〔左側の見当測定用マークMP1からのその他の色の見当誤差量の算出〕
CPU21は、見当誤差量検出プログラムに従う処理動作に移行すると、前述したテンプレートマッチングおよびサブピクセル推定などの手法で、メモリM3に記憶されている撮像画像における左側の見当測定用のマークMP1の各レジスタマークP0〜P7の位置を求める(図26:ステップS320)。
〔左側の見当測定用マークMP1からのその他の色の見当誤差量の算出〕
CPU21は、見当誤差量検出プログラムに従う処理動作に移行すると、前述したテンプレートマッチングおよびサブピクセル推定などの手法で、メモリM3に記憶されている撮像画像における左側の見当測定用のマークMP1の各レジスタマークP0〜P7の位置を求める(図26:ステップS320)。
そして、CPU21は、ステップS320で求めた左側の見当測定用のマークMP1におけるレジスタマークP0〜P7の位置から、左側の見当測定用のマークMP1における天地方向(Y方向)の基準のマーク間距離P0−P1、P0−P2、P0−P3を求める(ステップS321)。また、左側の見当測定用のマークMP1における天地方向(Y方向)の測定対象のマーク間距離P4−P5、P4−P6、P4−P7を求める(ステップS322)。
そして、CPU21は、左側の見当測定用のマークMP1における、測定対象のマーク間距離P4−P5と基準のマーク間距離P0−P1との差として、「スミ」を基準とする「アイ」の天地方向(Y方向)の見当誤差量Δy1(Δy1L)を求め、測定対象のマーク間距離P4−P6と基準のマーク間距離P0−P2との差として、「スミ」を基準とする「アカ」の天地方向(Y方向)の見当誤差量Δy2(Δy2L)を求め、測定対象のマーク間距離P4−P7と基準のマーク間距離P0−P3との差として、「スミ」を基準とする「キ」の天地方向(Y方向)の見当誤差量Δy3(Δy3L)を求める(ステップS323)。
次に、CPU21は、ステップS320で求めた左側の見当測定用のマークMP1におけるレジスタマークP0〜P7の位置から、左側の見当測定用のマークMP1における左右方向(X方向)の基準のマーク間距離P0−P4を求める(ステップS324)。また、左側の見当測定用のマークMP1における左右方向(X方向)の測定対象のマーク間距離P1−P5、P2−P6、P3−P7を求める(ステップS325)。
そして、CPU21は、左側の見当測定用のマークMP1における、測定対象のマーク間距離P1−P5と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アイ」の左右方向(X方向)の見当誤差量Δx1(Δx1L)を求め、測定対象のマーク間距離P2−P6と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アカ」の左右方向(X方向)の見当誤差量Δx2(Δx2L)を求め、測定対象のマーク間距離P3−P7と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「キ」の左右方向(X方向)の見当誤差量Δx3(Δx3L)を求める(ステップS326)。
〔右側の見当測定用マークMP2からのその他の色の見当誤差量の算出〕
次に、CPU21は、左側の見当測定用マークMP1の場合と同様にして、テンプレートマッチングおよびサブピクセル推定などの手法で、メモリM3に記憶されている撮像画像における右側の見当測定用のマークMP2の各レジスタマークP0〜P7の位置を求める(図27:ステップS327)。
次に、CPU21は、左側の見当測定用マークMP1の場合と同様にして、テンプレートマッチングおよびサブピクセル推定などの手法で、メモリM3に記憶されている撮像画像における右側の見当測定用のマークMP2の各レジスタマークP0〜P7の位置を求める(図27:ステップS327)。
そして、CPU21は、ステップS327で求めた右側の見当測定用のマークMP2におけるレジスタマークP0〜P7の位置から、右側の見当測定用のマークMP2における天地方向(Y方向)の基準のマーク間距離P0−P1、P0−P2、P0−P3を求める(ステップS328)。また、右側の見当測定用のマークMP2における天地方向(Y方向)の測定対象のマーク間距離P4−P5、P4−P6、P4−P7を求める(ステップS329)。
そして、CPU21は、右側の見当測定用のマークMP2における、測定対象のマーク間距離P4−P5と基準のマーク間距離P0−P1との差として、「スミ」を基準とする「アイ」の天地方向(Y方向)の見当誤差量Δy1(Δy1R)を求め、測定対象のマーク間距離P4−P6と基準のマーク間距離P0−P2との差として、「スミ」を基準とする「アカ」の天地方向(Y方向)の見当誤差量Δy2(Δy2R)を求め、測定対象のマーク間距離P4−P7と基準のマーク間距離P0−P3との差として、「スミ」を基準とする「キ」の天地方向(Y方向)の見当誤差量Δy3(Δy3R)を求める(ステップS330)。
次に、CPU21は、ステップS327で求めた右側の見当測定用のマークMP2におけるレジスタマークP0〜P7の位置から、右側の見当測定用のマークMP2における左右方向(X方向)の基準のマーク間距離P0−P4を求める(ステップS331)。また、右側の見当測定用のマークMP2における左右方向(X方向)の測定対象のマーク間距離P1−P5、P2−P6、P3−P7を求める(ステップS332)。
そして、CPU21は、右側の見当測定用のマークMP2における、測定対象のマーク間距離P1−P5と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アイ」の左右方向(X方向)の見当誤差量Δx1(Δx1R)を求め、測定対象のマーク間距離P2−P6と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「アカ」の左右方向(X方向)の見当誤差量Δx2(Δx2R)を求め、測定対象のマーク間距離P3−P7と基準のマーク間距離P0−P4との差として、「スミ」を基準とする「キ」の左右方向(X方向)の見当誤差量Δx3(Δx3R)を求める(ステップS333)。
〔印刷物全体としての各色間の見当誤差量(天地方向/左右方向/ヒネリ方向の見当誤差量)の算出〕
次に、CPU21は、左側の見当測定用のマークMP1における「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1L,Δy2L,Δy3Lから右側の見当測定用のマークMP2における「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1R,Δy2R,Δy3Rを減算し(Δy1L−Δy1R、Δy2L−Δy2R、Δy3L−Δy3R)、求めた減算値から「アイ」、「アカ」、「キ」の各色のヒネリ方向の見当誤差量Δz1,Δz2,Δz3を求める(図28:ステップS334)。
次に、CPU21は、左側の見当測定用のマークMP1における「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1L,Δy2L,Δy3Lから右側の見当測定用のマークMP2における「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1R,Δy2R,Δy3Rを減算し(Δy1L−Δy1R、Δy2L−Δy2R、Δy3L−Δy3R)、求めた減算値から「アイ」、「アカ」、「キ」の各色のヒネリ方向の見当誤差量Δz1,Δz2,Δz3を求める(図28:ステップS334)。
また、CPU21は、左側の見当測定用のマークMP1における「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1L,Δy2L,Δy3LおよびステップS334で求めた「アイ」、「アカ」、「キ」の各色のヒネリ方向の見当誤差量Δz1,Δz2,Δz3より、印刷物全体としての「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1,Δy2,Δy3を求める(ステップS335)。
また、CPU21は、左側の見当測定用のマークMP1における「アイ」、「アカ」、「キ」の各色の左右方向(X方向)の見当誤差量Δx1L,Δx2L,Δx3Lに右側の見当測定用のマークMP2における「アイ」、「アカ」、「キ」の各色の左右方向(X方向)の見当誤差量Δx1R,Δx2R,Δx3Rを加算して合計値を求め、求めた合計値を2で除算して、印刷物全体としての「アイ」、「アカ」、「キ」の各色の左右方向(X方向)の見当誤差量Δx1,Δx2,Δx3を求める(ステップS336)。
そして、CPU21は、ステップS335で求めた「アイ」、「アカ」、「キ」の各色の天地方向(Y方向)の見当誤差量Δy1,Δy2,Δy3を、「アイ」、「アカ」、「キ」の各色の版胴の天地方向見当調整装置40に送信する(ステップS337)。
また、CPU21は、ステップS336で求めた「アイ」、「アカ」、「キ」の各色の左右方向(X方向)の見当誤差量Δx1,Δx2,Δx3を、「アイ」、「アカ」、「キ」の各色の版胴の左右方向見当調整装置41に送信する(ステップS338)。
また、CPU21は、ステップS334で求めた「アイ」、「アカ」、「キ」の各色のヒネリ方向の見当誤差量Δz1,Δz2,Δz3を、「アイ」、「アカ」、「キ」の各色の前の渡し胴のヒネリ方向見当調整装置42に送信する(ステップS339)。
図29に、天地方向見当調整装置40、左右方向見当調整装置41、ヒネリ方向見当調整装置42の要部のブロック図を示す。図29では、見当調整装置43として、天地方向見当調整装置40、左右方向見当調整装置41、ヒネリ方向見当調整装置42を代表させている。
見当調整装置43は、CPU43Aと、RAM43Bと、ROM43Cと、見当調整用モータ43Dと、見当調整用モータドライバ43Eと、見当調整用モータ43Dに付設されたポテンショメータ(見当調整用モータ用ポテンショメータ)43Fと、A/D変換器43Gと、現在の見当調整装置の位置記憶用のメモリ43Hと、目標とする見当調整装置の位置記憶用のメモリ43Iと、ポテンショメータの出力値記憶用のメモリ43Jと、見当誤差量記憶用のメモリ43Kと、入出力インタフェース(I/O,I/F)43L,43Mとを備えており、インタフェース43Lを介して印刷品質検査及び見当誤差量検出装置300と接続されている。
なお、この見当調整装置43は、上述したように、天地方向見当調整装置40と、左右方向見当調整装置41と、ヒネリ方向見当調整装置42とを代表しており、これらの見当調整装置は同様の構成とされているので、ここでは天地方向の見当誤差量、左右方向の見当誤差量、ヒネリ方向の見当誤差量を1つの見当誤差量とみなし、1つの見当調整装置43で代表して説明する。
CPU43Aは、印刷品質検査及び見当誤差量検出装置300より、見当誤差量が送られてくると(図30:ステップS401のYES)、その送られてきた見当誤差量をメモリ43Kに記憶する(ステップS402)。
そして、A/D変換器43Gを介して、見当調整用モータ用ポテンショメータ43Fより、現在の出力値を読み込み、メモリ43Jに記憶させる(ステップS403)。
そして、メモリ43Jより見当調整用モータ用ポテンショメータ43Fの現在の出力値を読み出し、この読み出した出力値より現在の見当調整装置の位置を演算し、メモリ43Hに記憶させる(ステップS404)。
そして、メモリ43Kより見当誤差量を読み出し(ステップS405)、メモリ43H中の現在の見当調整装置の位置に見当誤差量を加算し、目標とする見当調整装置の位置を演算し、メモリ43Iに記憶させる(ステップS406)。
そして、メモリ43H中の現在の見当調整装置の位置を読み出し(ステップS407)、メモリ43I中の目標とする見当調整装置の位置と比較し(ステップS408)、目標とする見当調整装置の位置と現在の見当調整装置の位置が一致していなければ(ステップS408のNO)、目標とする見当調整装置の位置と現在の見当調整装置の位置との大小関係を確認する(図31:ステップS409)。
ここで、現在の見当調整装置の位置が目標とする見当調整装置の位置よりも小さければ(ステップS409のYES)、見当調整用モータドライバ43Eに正転指令を送り(ステップS410)、現在の見当調整装置の位置が目標とする見当調整装置の位置よりも大きければ(ステップS409のNO)、見当調整用モータドライバ43Eに逆転指令を送る(ステップS411)。
そして、A/D変換器43Gを介して、見当調整用モータ用ポテンショメータ43Fより、現在の出力値を読み込み(ステップS412)、この読み込んだ出力値より現在の見当調整装置の位置を演算し(ステップS413)、メモリ43Iから目標とする見当調整装置の位置を読み出し(ステップS414)、現在の見当調整装置の位置と目標とする見当調整装置の位置とが一致するまで(ステップS415のYES)、ステップS412〜S415の処理動作を繰り返す。
そして、現在の見当調整装置の位置と目標とする見当調整装置の位置とが一致すれば(ステップS415のYES)、見当調整用モータドライバ43Eに停止指令を出力し、見当調整用モータ43Dの回転を停止させる(ステップS416)。
なお、上述した実施の形態1〜3では、撮像装置として印刷品質検査装置のカメラを利用するようにしたが、必ずしも印刷品質検査装置のカメラを用いなくてもよい。例えば、専用のカメラを使用し、印刷物の絵柄全体ではなく、見当測定用のマークを含む狭い領域のみを撮像するようにしてもよい。また、必ずしも広角で撮像するカメラを用いなくてもよく、高解像度のカメラを用いてもよい。また、インラインではなく、オフラインで見当測定用のマークを含む領域を撮像するものとしてもよい。
〔実施の形態の拡張〕
以上、実施の形態を参照して本発明を説明したが、本発明は上記の実施の形態に限定されるものではない。本発明の構成や詳細には、本発明の技術思想の範囲内で当業者が理解し得る様々な変更をすることができる。
以上、実施の形態を参照して本発明を説明したが、本発明は上記の実施の形態に限定されるものではない。本発明の構成や詳細には、本発明の技術思想の範囲内で当業者が理解し得る様々な変更をすることができる。
本発明は、印刷機における各色の印刷ユニット内の版胴の回転位相や左右方向の位置などを調整する見当調整装置などに利用することができる。
MP…見当測定用のマーク、P0〜P7…レジスタマーク、S1…第1のレジスタマーク群、S2…第2のレジスタマーク群、10…カラーカメラ、100…見当誤差量検出装置、101…撮像画像読込部、102…見当誤差量検出部、102−1…第1の見当誤差量検出部、102−2…第2の見当誤差量検出部。
Claims (16)
- 印刷物の余白部に印刷された見当測定用のマークを含む領域を撮像する撮像装置からの撮像画像を読み込む工程と、
前記読み込まれた撮像画像における前記見当測定用のマークを構成するレジスタマークの位置に基づいて前記印刷物に印刷された絵柄の各色間の見当誤差量を求める見当誤差量検出工程とを備え、
前記見当測定用のマークは、
前記印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷された、基準とする色を含む各色のレジスタマークからなる第1のレジスタマーク群と、
前記第1のレジスタマーク群の配列方向と直交する方向に予め定められた距離だけ平行にずらした位置に、前記第1のレジスタマーク群の配列方向と同方向に一列に前記各色のレジスタマークの間隔と同じ間隔で印刷された、前記各色のレジスタマークと同数の基準とする色のレジスタマークからなる第2のレジスタマーク群とから構成されている
ことを特徴とする見当誤差量検出方法。 - 請求項1に記載された見当誤差量検出方法において、
前記見当誤差量検出工程は、
前記第1のレジスタマーク群の基準とする色のレジスタマークとその他の色のレジスタマークとの間のマーク間距離と、前記第2のレジスタマーク群の基準とする色のレジスタマークのマーク間距離とから前記配列方向の前記各色間の見当誤差量を求める第1の見当誤差量検出工程と、
前記第2のレジスタマーク群の基準とする色のレジスタマークと前記第1のレジスタマーク群の基準とする色のレジスタマークとの間のマーク間距離と、前記第2のレジスタマーク群の基準とする色のレジスタマークと前記第1のレジスタマーク群の他の色のレジスタマークとの間のマーク間距離とから前記配列方向と直交する方向の前記各色間の見当誤差量を求める第2の見当誤差量検出工程と
を備えることを特徴とする見当誤差量検出方法。 - 請求項1又は2に記載された見当誤差量検出方法において、
前記撮像装置は、
各色の絵柄が印刷された印刷物の絵柄全体を含む領域を撮像し、撮像した絵柄の画像データを予め記憶された基準画像データと画素毎に比較することによって、前記印刷物に印刷された絵柄の品質を検査する印刷品質検査装置の撮像装置である
ことを特徴とする見当誤差量検出方法。 - 請求項1〜3の何れか1項に記載された見当誤差量検出方法において、
前記第1および第2のレジスタマーク群の各レジスタマークは、正方形である
ことを特徴とする見当誤差量検出方法。 - 請求項1〜3の何れか1項に記載された見当誤差量検出方法において、
前記第1および第2のレジスタマーク群の各レジスタマークは、長方形である
ことを特徴とする見当誤差量検出方法。 - 請求項1〜3の何れか1項に記載された見当誤差量検出方法において、
前記第1および第2のレジスタマーク群の各レジスタマークは、ひし形である
ことを特徴とする見当誤差量検出方法。 - 請求項1〜3の何れか1項に記載された見当誤差量検出方法において、
前記第1および第2のレジスタマーク群の各レジスタマークは、円形である
ことを特徴とする見当誤差量検出方法。 - 請求項1〜7の何れか1項に記載された見当誤差量検出方法において、
前記見当誤差量検出工程は、
前記各色間の見当誤差量として、前記基準の色に対するその他の色の見当誤差量をその色と補色の関係にある画像データを用いて求める
ことを特徴とする見当誤差量検出方法。 - 印刷物の余白部に印刷された見当測定用のマークを含む領域を撮像する撮像装置からの撮像画像を読み込む撮像画像読込手段と、
前記読み込まれた撮像画像における前記見当測定用のマークを構成するレジスタマークの位置に基づいて前記印刷物に印刷された絵柄の各色間の見当誤差量を求める見当誤差量検出手段とを備え、
前記見当測定用のマークは、
前記印刷物の天地方向および左右方向の何れか一方を配列方向とし、この配列方向に一列に予め定められた間隔で印刷された、基準とする色を含む各色のレジスタマークからなる第1のレジスタマーク群と、
前記第1のレジスタマーク群の配列方向と直交する方向に予め定められた距離だけ平行にずらした位置に、前記第1のレジスタマーク群の配列方向と同方向に一列に前記各色のレジスタマークの間隔と同じ間隔で印刷された、前記各色のレジスタマークと同数の基準とする色のレジスタマークからなる第2のレジスタマーク群とから構成されている
ことを特徴とする見当誤差量検出装置。 - 請求項9に記載された見当誤差量検出装置において、
前記見当誤差量検出手段は、
前記第1のレジスタマーク群の基準とする色のレジスタマークとその他の色のレジスタマークとの間のマーク間距離と、前記第2のレジスタマーク群の基準とする色のレジスタマークのマーク間距離とから前記配列方向の前記各色間の見当誤差量を求める第1の見当誤差量検出手段と、
前記第2のレジスタマーク群の基準とする色のレジスタマークと前記第1のレジスタマーク群の基準とする色のレジスタマークとの間のマーク間距離と、前記第2のレジスタマーク群の基準とする色のレジスタマークと前記第1のレジスタマーク群の他の色のレジスタマークとの間のマーク間距離とから前記配列方向と直交する方向の前記各色間の見当誤差量を求める第2の見当誤差量検出手段と
を備えることを特徴とする見当誤差量検出装置。 - 請求項9又は10に記載された見当誤差量検出装置において、
前記撮像装置は、
各色の絵柄が印刷された印刷物の絵柄全体を含む領域を撮像し、撮像した画像データを予め記憶された基準画像データと画素毎に比較することによって、前記印刷物に印刷された絵柄の品質を検査する印刷品質検査装置の撮像装置である
ことを特徴とする見当誤差量検出装置。 - 請求項9〜11の何れか1項に記載された見当誤差量検出装置において、
前記第1および第2のレジスタマーク群の各レジスタマークは、正方形である
ことを特徴とする見当誤差量検出装置。 - 請求項9〜11の何れか1項に記載された見当誤差量検出装置において、
前記第1および第2のレジスタマーク群の各レジスタマークは、長方形である
ことを特徴とする見当誤差量検出装置。 - 請求項9〜11の何れか1項に記載された見当誤差量検出装置において、
前記第1および第2のレジスタマーク群の各レジスタマークは、ひし形である
ことを特徴とする見当誤差量検出装置。 - 請求項9〜11の何れか1項に記載された見当誤差量検出装置において、
前記第1および第2のレジスタマーク群の各レジスタマークは、円形である
ことを特徴とする見当誤差量検出装置。 - 請求項9〜15の何れか1項に記載された見当誤差量検出装置において、
前記見当誤差量検出手段は、
前記各色間の見当誤差量として、前記基準の色に対するその他の色の見当誤差量をその色と補色の関係にある画像データを用いて求める
ことを特徴とする見当誤差量検出装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16187518.2A EP3141386B1 (en) | 2015-09-09 | 2016-09-07 | Register error amount detection method and apparatus |
| US15/260,060 US10210626B2 (en) | 2015-09-09 | 2016-09-08 | Register error amount detection method and apparatus |
| CN201610811425.XA CN107009729B (zh) | 2015-09-09 | 2016-09-08 | 对齐误差量检测方法和装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015177260 | 2015-09-09 | ||
| JP2015177260 | 2015-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6030732B1 JP6030732B1 (ja) | 2016-11-24 |
| JP2017052257A true JP2017052257A (ja) | 2017-03-16 |
Family
ID=57358789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015214072A Active JP6030732B1 (ja) | 2015-09-09 | 2015-10-30 | 見当誤差量検出方法および装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10210626B2 (ja) |
| EP (1) | EP3141386B1 (ja) |
| JP (1) | JP6030732B1 (ja) |
| CN (1) | CN107009729B (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019018467A (ja) * | 2017-07-18 | 2019-02-07 | リョービMhiグラフィックテクノロジー株式会社 | 見当測定装置及び見当測定方法 |
| JP2020075484A (ja) * | 2018-09-12 | 2020-05-21 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフトHeidelberger Druckmaschinen AG | 円形の測定マークによる見当合わせ測定/位置合わせ測定 |
| JP7551525B2 (ja) | 2021-02-09 | 2024-09-17 | リョービMhiグラフィックテクノロジー株式会社 | 印刷機 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112017007226T5 (de) | 2017-03-13 | 2019-12-05 | Taiyo Electric Industry Co., Ltd. | Steuervorrichtung und inspektionsvorrichtung |
| JP6925622B2 (ja) * | 2017-11-21 | 2021-08-25 | 東伸工業株式会社 | 複合印刷装置 |
| EP3539777B1 (de) * | 2018-03-14 | 2020-08-12 | Siemens Aktiengesellschaft | Verfahren und vorrichtung zum korrigieren einer druckposition eines druckwerks sowie druckmaschine |
| CN109830508B (zh) * | 2019-01-09 | 2021-06-01 | 昆山国显光电有限公司 | 像素阵列基板和验证掩膜板的方法 |
| CN109865974A (zh) * | 2019-03-02 | 2019-06-11 | 山西路桥建设集团有限公司 | 一种钢筋笼定型装置 |
| JP7183085B2 (ja) * | 2019-03-14 | 2022-12-05 | 株式会社東芝 | 移動体行動登録装置、移動体行動登録システム、移動体行動登録方法、移動体行動登録プログラム、及び移動体行動決定装置 |
| EP4214669A1 (en) | 2020-09-17 | 2023-07-26 | Scanwell Health, Inc. | Diagnostic test kits and methods of analyzing the same |
| CA3198824A1 (en) | 2020-10-23 | 2022-04-28 | Becton, Dickinson And Company | Systems and methods for imaging and image-based analysis of test devices |
| USD970033S1 (en) | 2020-10-23 | 2022-11-15 | Becton, Dickinson And Company | Cartridge imaging background device |
| CN116215056B (zh) * | 2023-01-10 | 2024-06-14 | 深圳市金铁精工设备有限公司 | 一种卫星式全轮转印刷设备 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56157369A (en) * | 1980-05-07 | 1981-12-04 | Toppan Printing Co Ltd | Register mark for printing |
| DE3809941A1 (de) * | 1987-03-26 | 1988-10-06 | Koenig & Bauer Ag | Verfahren zum positionieren von plattenzylindern in einer mehrfarben-rotationsdruckmaschine |
| US5018213A (en) * | 1988-05-11 | 1991-05-21 | Web Printing Controls Co., Inc. | Method and apparatus for registration mark identification |
| CH682600A5 (fr) * | 1990-04-18 | 1993-10-15 | Bobst Sa | Procédé de contrôle de qualité de l'impression et du découpage dans une installation de production d'emballages. |
| DK0836942T3 (da) * | 1996-09-23 | 2002-02-18 | Wifag Maschf | Måleblok og fremgangsmåde til registrering af kvalitetsdata i flerfarveoplagstryk |
| US7253929B2 (en) * | 2002-02-06 | 2007-08-07 | Quad/Tech, Inc. | Camera assembly for a printing press |
| DE10319770A1 (de) | 2003-05-02 | 2004-12-09 | Koenig & Bauer Ag | Verfahren zur Regelung der Farbdichte einer von einer Druckmaschine auf einem Druckträger aufgebrachten Farbe und Vorrichtung zur Regelung verschiedener für den Druckprozess einer Druckmaschine relevanter Parameter |
| JP4712407B2 (ja) * | 2005-02-10 | 2011-06-29 | 日本写真印刷株式会社 | 位置合わせのための基準パターンを備えた加飾シート |
| JP2006256216A (ja) * | 2005-03-18 | 2006-09-28 | Dainippon Printing Co Ltd | 多色刷り印刷装置、多色刷り印刷方法ならびに印刷見当マーク |
| JP2006256233A (ja) * | 2005-03-18 | 2006-09-28 | Dainippon Printing Co Ltd | 多色刷り印刷装置、多色刷り印刷方法ならびに印刷見当マーク |
| CN100526075C (zh) * | 2007-01-19 | 2009-08-12 | 长春市吉海测控技术有限责任公司 | 利用摄像机进行印刷机自动套准控制的方法 |
| JP2011110885A (ja) | 2009-11-30 | 2011-06-09 | Komori Corp | 印刷機の見当合わせ装置及び印刷機の見当合わせ方法 |
| WO2012038069A1 (fr) | 2010-09-21 | 2012-03-29 | Bobst Sa | Procede et agencement de mise en registre des couleurs pour une machine d'impression |
| JP5654304B2 (ja) | 2010-09-22 | 2015-01-14 | 株式会社小森コーポレーション | 印刷品質検査装置 |
| JP5468509B2 (ja) * | 2010-10-08 | 2014-04-09 | 株式会社小森コーポレーション | 印刷機の制御装置および制御方法 |
-
2015
- 2015-10-30 JP JP2015214072A patent/JP6030732B1/ja active Active
-
2016
- 2016-09-07 EP EP16187518.2A patent/EP3141386B1/en active Active
- 2016-09-08 CN CN201610811425.XA patent/CN107009729B/zh active Active
- 2016-09-08 US US15/260,060 patent/US10210626B2/en active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019018467A (ja) * | 2017-07-18 | 2019-02-07 | リョービMhiグラフィックテクノロジー株式会社 | 見当測定装置及び見当測定方法 |
| JP6995522B2 (ja) | 2017-07-18 | 2022-01-14 | リョービMhiグラフィックテクノロジー株式会社 | 見当測定装置及び見当測定方法 |
| JP2020075484A (ja) * | 2018-09-12 | 2020-05-21 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフトHeidelberger Druckmaschinen AG | 円形の測定マークによる見当合わせ測定/位置合わせ測定 |
| JP7317640B2 (ja) | 2018-09-12 | 2023-07-31 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | 円形の測定マークによる見当合わせ測定/位置合わせ測定 |
| JP7551525B2 (ja) | 2021-02-09 | 2024-09-17 | リョービMhiグラフィックテクノロジー株式会社 | 印刷機 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3141386B1 (en) | 2020-04-15 |
| EP3141386A3 (en) | 2017-03-22 |
| CN107009729B (zh) | 2019-07-12 |
| CN107009729A (zh) | 2017-08-04 |
| US20170069100A1 (en) | 2017-03-09 |
| EP3141386A2 (en) | 2017-03-15 |
| JP6030732B1 (ja) | 2016-11-24 |
| US10210626B2 (en) | 2019-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6030732B1 (ja) | 見当誤差量検出方法および装置 | |
| US10589519B2 (en) | Method for detecting printing nozzle errors in an inkjet printing machine | |
| US10867222B2 (en) | Printed object management apparatus and management method | |
| JP7150530B2 (ja) | 画像センサの自動的な較正 | |
| JP2587053B2 (ja) | 多色印刷機における見当合わせ誤差補正方法および装置 | |
| JPH02501373A (ja) | 多色‐輪転印刷機における版胴を互いに位置決めするための方法 | |
| US8813647B2 (en) | Method and device for determining register deviations through recursion analysis | |
| CN110271276B (zh) | 用于校正印刷机构的印刷位置的方法和设备以及印刷机 | |
| JP2008260193A (ja) | 印刷物の色間見当誤差量検出方法および装置 | |
| CN109353118A (zh) | 一种用于检测印刷套准偏差的多功能色标组 | |
| KR20120119256A (ko) | 실시간 위치조정이 가능한 인쇄전자 윤전인쇄기의 중첩 및 중복인쇄장치 및 그 방법 | |
| JP2003112411A (ja) | 見当合せの方法及びこの方法を実行する転写装置 | |
| CN110893725B (zh) | 具有圆形测量标记的对版-套准测量 | |
| CN110667258B (zh) | 借助神经网络进行印刷品质分析的方法 | |
| JP7037173B2 (ja) | 段ボールシートの品質検査装置 | |
| US20120105876A1 (en) | Color plane registration error correction | |
| US7720278B2 (en) | Misregister amount detection method and apparatus | |
| JP2012240400A (ja) | 段ボールシートの品質検査装置及び品質検査方法 | |
| JPH10217432A (ja) | 見当制御装置 | |
| JP2008126517A (ja) | 印刷見当調整量算出装置、および、その方法 | |
| JP3799723B2 (ja) | シリンダー検査装置 | |
| JP2733941B2 (ja) | 多色印刷機用見当制御装置 | |
| JPH02261648A (ja) | 多色印刷機用見当制御装置 | |
| JP2002014510A (ja) | 多色刷り印刷機における見当誤差の補正のための方法及び装置 | |
| JP2011110889A (ja) | 印刷機の見当合わせ装置及び印刷機の見当合わせ方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160921 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161020 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6030732 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |