JP2017019023A - 円筒研削方法及び円筒研削盤 - Google Patents
円筒研削方法及び円筒研削盤 Download PDFInfo
- Publication number
- JP2017019023A JP2017019023A JP2015136378A JP2015136378A JP2017019023A JP 2017019023 A JP2017019023 A JP 2017019023A JP 2015136378 A JP2015136378 A JP 2015136378A JP 2015136378 A JP2015136378 A JP 2015136378A JP 2017019023 A JP2017019023 A JP 2017019023A
- Authority
- JP
- Japan
- Prior art keywords
- grinding
- workpiece
- finish
- rough
- time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B51/00—Arrangements for automatic control of a series of individual steps in grinding a workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/061—Work supports, e.g. adjustable steadies axially supporting turning workpieces, e.g. magnetically, pneumatically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B5/00—Machines or devices designed for grinding surfaces of revolution on work, including those which also grind adjacent plane surfaces; Accessories therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
【解決手段】円筒研削方法は、工作物(W)の径が荒設定値(D1)に達するまで荒研削を行い(T1〜T2)と、荒研削の次に、工作物(W)の外周面1周における工作物(W)の真円からの形状くずれ量(ΔD,ΔAj)を計測しながら、工作物(W)の径が第一仕上げ設定値(D2)に達するまで第一仕上げ研削を行う(T2〜T3)とを備える。円筒研削方法は、第一仕上げ研削工程(T2(i)〜T3(i))において第一仕上げ研削工程の開始時刻(T2(i))から形状くずれ量(ΔD,ΔAj)が第一閾値(Th1)以下となる時刻までの必要時間(Tb(i))と、第一仕上げ研削工程における全体所要時間(Ta(i))とに基づいて、次回の荒研削工程(T1〜T2(i+1))における荒設定値(D1)を変更する。
【選択図】図5
Description
本発明の円筒研削方法は、円筒形状の工作物を砥石車により研削する円筒研削方法であって、前記工作物の径が荒設定値に達するまで荒研削を行う荒研削工程と、前記荒研削の次に、前記工作物の外周面1周における前記工作物の真円からの形状くずれ量を計測しながら、前記工作物の径が仕上げ設定値に達するまで仕上げ研削を行う仕上げ研削工程と、を備え、前記仕上げ研削工程において前記仕上げ研削工程の開始時刻から前記形状くずれ量が閾値以下となる時刻までの必要時間と、前記仕上げ研削工程における全体所要時間とに基づいて、次回の前記荒研削工程における前記荒設定値を変更する。
本発明の円筒研削盤は、円筒形状の工作物を回転可能に支持する主軸装置と、前記工作物を研削する砥石車と、前記工作物の外周面1周における前記工作物の真円からの形状くずれ量を計測する計測器と、前記工作物の径が荒設定値に達するまで荒研削を行い、前記荒研削の次に、前記工作物の前記形状くずれ量を計測しながら前記工作物の径が仕上げ設定値に達するまで仕上げ研削を行う制御装置と、を備える。円筒研削盤によれば、上述した円筒研削方法による効果と同様の効果を奏する。
円筒研削盤1の一例として、砥石台トラバース型円筒研削盤を例に挙げて説明する。当該円筒研削盤1による工作物Wは、クランクシャフトを例に挙げ、その研削部位は、円筒面であるクランクピンWa又はジャーナルWbとする。また、クランクピンWaやジャーナルWbには、油穴などの凹所(図示せず)が形成されている。例えば、油穴は、径方向に貫通形成される。
次に、工作物Wの研削方法の説明について、図2及び図3を参照して説明する。本実施形態においては、荒研削(粗研)→第一仕上げ研削(精研)→第二仕上げ研削(微研)→スパークアウトの順に実行する。なお、各工程においては、常にクーラントを供給する。
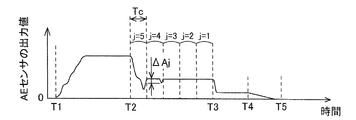
AEセンサ16は、第一仕上げ研削工程におけるX軸方向成分の研削抵抗の変化を計測する。AEセンサ16の出力値は、例えば、図4に示すようになる。AEセンサ16の出力値は、荒研削(T1〜T2)が開始されると急激に増加した後に、一定値となる状態を継続する。続いて、第一仕上げ研削(T2〜T3)に切り替わると、研削抵抗が低下するため、AEセンサ16の出力値も低下する。第一仕上げ研削の初期においては、荒研削による工作物Wの研削部位に真円からの形状くずれが存在するため、AEセンサ16の出力値は、工作物Wの外周面1周における真円からの形状くずれ量ΔDに対応して、大きく変化する。第一仕上げ研削が継続されるに従って形状くずれ量ΔDが少なくなるため、AEセンサ16の出力値の変化も小さくなる。第一仕上げ研削工程の最後の方においては、AEセンサ16の出力値は、一定値となる状態を継続する。
AEセンサ16は、上述したように研削抵抗を計測する。ここで、図4に示すように、第一仕上げ研削工程では、初期に存在していた形状くずれが、終了時点ではほとんどなくなっている。そして、第一仕上げ研削工程において、研削抵抗の変化量は、工作物Wの外周面1周における真円からの形状くずれ量ΔDに対応する。つまり、AEセンサ16の出力値の最大値と最小値の差ΔAj(以下、センサ出力値の差と称する)が、工作物Wの外周面1周における真円からの形状くずれ量ΔDに相当する。なお、図4においては、センサ出力値の差ΔAjは、第一仕上げ研削工程における工作物Wの2周目(j=4)における、AEセンサ16の出力値の最大値と最小値との差を示す。従って、本実施形態においては、研削抵抗検出器であるAEセンサ16は、第一仕上げ研削工程において、研削抵抗の変化量を工作物Wの外周面1周における真円からの形状くずれ量ΔDとして計測する計測器に相当する。なお、図4に示すように、第一仕上げ研削工程において、工作物Wを1回転させるのに要する時間は、Tcである。
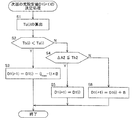
制御装置18は、上述した各研削工程の制御を行うことに加えて、荒設定値D1の決定処理を行う。制御装置18による荒設定値D1の決定方法及び荒設定値D1が変更される前後における研削方法について、図5−図8を参照して説明する。荒設定値D1の決定処理は、複数個の工作物Wを研削することを前提として、今回工作物Wを研削したときの第一仕上げ研削での状況に応じて、次回工作物Wを研削するときの荒設定値D1を決定する処理である。
上述した円筒研削盤1においては、研削抵抗計測器であるAEセンサ16を、工作物Wの外周面1周における真円からの形状くずれ量ΔDを計測する計測器とした。つまり、工作物Wを1周させた場合において、AEセンサ16の出力値である研削抵抗の最大値と最小値の差ΔAjが、形状くずれ量ΔDであるとした。
本実施形態の円筒研削盤1による円筒研削方法は、円筒形状の工作物Wを砥石車15により研削する方法である。円筒研削方法は、工作物Wの径が荒設定値D1に達するまで荒研削を行う荒研削工程(T1〜T2)と、荒研削の次に、工作物Wの外周面1周における工作物Wの真円からの形状くずれ量ΔD(ΔAj)を計測しながら、工作物Wの径が第一仕上げ設定値D2に達するまで第一仕上げ研削を行う第一仕上げ研削工程(T2〜T3)とを備える。円筒研削方法は、第一仕上げ研削工程(T2(i)〜T3(i))において第一仕上げ研削工程の開始時刻T2(i)から形状くずれ量ΔD(ΔAj)が第一閾値Th1以下となる時刻までの必要時間Tb(i)と、第一仕上げ研削工程における全体所要時間Ta(i)とに基づいて、次回の荒研削工程(T1〜T2(i+1))における荒設定値D1を変更する。
Claims (4)
- 円筒形状の工作物を砥石車により研削する円筒研削方法であって、
前記工作物の径が荒設定値に達するまで荒研削を行う荒研削工程と、
前記荒研削の次に、前記工作物の外周面1周における前記工作物の真円からの形状くずれ量を計測しながら、前記工作物の径が仕上げ設定値に達するまで仕上げ研削を行う仕上げ研削工程と、
を備え、
前記仕上げ研削工程において前記仕上げ研削工程の開始時刻から前記形状くずれ量が閾値以下となる時刻までの必要時間と、前記仕上げ研削工程における全体所要時間とに基づいて、次回の前記荒研削工程における前記荒設定値を変更する、円筒研削方法。 - 前記仕上げ研削工程は、前記工作物を1周させた場合において研削抵抗検出器により検出される研削抵抗の変化量を前記形状くずれ量として計測する、請求項1に記載の円筒研削方法。
- 前記仕上げ研削工程は、前記工作物を1周させた場合において形状検出器により検出される前記工作物の外径変化量を前記形状くずれ量として計測する、請求項1に記載の円筒研削方法。
- 円筒形状の工作物を回転可能に支持する主軸装置と、
前記工作物を研削する砥石車と、
前記工作物の外周面1周における前記工作物の真円からの形状くずれ量を計測する計測器と、
前記工作物の径が荒設定値に達するまで荒研削を行い、前記荒研削の次に、前記工作物の前記形状くずれ量を計測しながら前記工作物の径が仕上げ設定値に達するまで仕上げ研削を行う制御装置と、
を備える、円筒研削盤。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015136378A JP6578772B2 (ja) | 2015-07-07 | 2015-07-07 | 円筒研削方法及び円筒研削盤 |
| US15/200,525 US10486288B2 (en) | 2015-07-07 | 2016-07-01 | Cylindrical grinding method and cylindrical grinding machine |
| CN201610523360.9A CN106335000B (zh) | 2015-07-07 | 2016-07-05 | 圆筒磨削方法以及圆筒磨床 |
| DE102016112254.8A DE102016112254A1 (de) | 2015-07-07 | 2016-07-05 | Verfahren für zylindrisches Schleifen und Maschine für zylindrisches Schleifen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015136378A JP6578772B2 (ja) | 2015-07-07 | 2015-07-07 | 円筒研削方法及び円筒研削盤 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017019023A true JP2017019023A (ja) | 2017-01-26 |
| JP6578772B2 JP6578772B2 (ja) | 2019-09-25 |
Family
ID=57583796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015136378A Active JP6578772B2 (ja) | 2015-07-07 | 2015-07-07 | 円筒研削方法及び円筒研削盤 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10486288B2 (ja) |
| JP (1) | JP6578772B2 (ja) |
| CN (1) | CN106335000B (ja) |
| DE (1) | DE102016112254A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11633825B2 (en) * | 2020-02-06 | 2023-04-25 | Fives Landis Corp. | Acoustic crankpin location detection |
| CN114505771B (zh) * | 2022-01-17 | 2022-12-13 | 潍坊埃锐制动系统有限公司 | 一种用于去除异型管表面涂层的装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS522757B2 (ja) * | 1972-05-30 | 1977-01-24 | ||
| JPS603951B2 (ja) * | 1976-09-20 | 1985-01-31 | 株式会社東芝 | 研削方法 |
| JPH0247164U (ja) * | 1988-09-29 | 1990-03-30 | ||
| JPH04159077A (ja) * | 1990-10-19 | 1992-06-02 | Mitsubishi Heavy Ind Ltd | 研削盤制御装置 |
| JP2003275957A (ja) * | 2002-03-25 | 2003-09-30 | Toyo Advanced Technologies Co Ltd | 研削加工方法及び装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2932130A (en) * | 1957-03-29 | 1960-04-12 | Heald Machine Co | Grinding machine |
| JP2846881B2 (ja) * | 1987-09-14 | 1999-01-13 | 豊田工機株式会社 | 数値制御研削盤 |
| US8517797B2 (en) * | 2009-10-28 | 2013-08-27 | Jtekt Corporation | Grinding machine and grinding method |
| JP2011104675A (ja) | 2009-11-13 | 2011-06-02 | Jtekt Corp | 研削盤および研削方法 |
| US9914194B2 (en) * | 2012-12-25 | 2018-03-13 | Nsk Ltd. | Method and device for grinding metal annular member |
| JP2015136378A (ja) * | 2014-01-20 | 2015-07-30 | 学校法人神戸学院 | 歩行補助具およびそれを備えた靴 |
-
2015
- 2015-07-07 JP JP2015136378A patent/JP6578772B2/ja active Active
-
2016
- 2016-07-01 US US15/200,525 patent/US10486288B2/en active Active
- 2016-07-05 DE DE102016112254.8A patent/DE102016112254A1/de active Pending
- 2016-07-05 CN CN201610523360.9A patent/CN106335000B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS522757B2 (ja) * | 1972-05-30 | 1977-01-24 | ||
| JPS603951B2 (ja) * | 1976-09-20 | 1985-01-31 | 株式会社東芝 | 研削方法 |
| JPH0247164U (ja) * | 1988-09-29 | 1990-03-30 | ||
| JPH04159077A (ja) * | 1990-10-19 | 1992-06-02 | Mitsubishi Heavy Ind Ltd | 研削盤制御装置 |
| JP2003275957A (ja) * | 2002-03-25 | 2003-09-30 | Toyo Advanced Technologies Co Ltd | 研削加工方法及び装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106335000B (zh) | 2020-02-07 |
| JP6578772B2 (ja) | 2019-09-25 |
| US10486288B2 (en) | 2019-11-26 |
| US20170008145A1 (en) | 2017-01-12 |
| CN106335000A (zh) | 2017-01-18 |
| DE102016112254A1 (de) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5353586B2 (ja) | 工作機械および加工方法 | |
| JP6578772B2 (ja) | 円筒研削方法及び円筒研削盤 | |
| JP5692420B2 (ja) | 金属製環状部材の研削加工方法および装置 | |
| EP2762986B1 (en) | Measuring method and grinding machine | |
| US9238297B2 (en) | Actual grinding depth measurement method, machining method, and machine tool | |
| JP6089774B2 (ja) | 研削盤および研削方法 | |
| JP2010194623A (ja) | ねじ研削盤及びねじ溝研削方法 | |
| JP6277705B2 (ja) | 研削盤および研削方法 | |
| JP5395570B2 (ja) | 円筒研削方法及び装置 | |
| JP4940904B2 (ja) | かつぎ量計測装置 | |
| JP5935568B2 (ja) | 研削盤および研削方法 | |
| JP6102502B2 (ja) | 研削盤および研削方法 | |
| JP6089752B2 (ja) | 研削盤および研削方法 | |
| JP6186739B2 (ja) | 研削盤および研削方法 | |
| JP2009285781A (ja) | 複合加工機におけるワークの内径加工方法 | |
| JP6747923B2 (ja) | ホーニング加工装置 | |
| JP6903876B2 (ja) | 研削装置及び研削方法 | |
| JP5857692B2 (ja) | 研削方法および研削盤 | |
| JP4699022B2 (ja) | ホーニング加工方法 | |
| JP2007283472A (ja) | ホーニング加工方法及びその装置 | |
| JP2024046938A (ja) | センタレスシューによる研削方法 | |
| CN113561061A (zh) | 修整装置 | |
| JP2009269114A (ja) | 研削盤を用いたワークの研削方法 | |
| CN114555270A (zh) | 用于磨削工件的齿形或轮廓的方法 | |
| JP2017127925A (ja) | ホーニング加工機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6578772 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |